Шлифованный продукт в виде абразивного ремня - RU2688845C1
Код документа: RU2688845C1
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к абразивным продуктам в форме абразивных ремней, шлифовальным продуктам в виде абразивного ремня, или к соответствующим конверсионным формам.
УРОВЕНЬ ТЕХНИКИ
Абразивные ремни принадлежат к категории абразивных продуктов, имеющих широкое применение как в ручных, так и в стационарных устройствах различной конструкции и в различных установках, где преимущество заключается в том, что бесконечная и однородная абразивная область может быть использована для измельчения, шлифования, окончательной отделки или полирования металла, краски, пластмассы и древесины, а также лакированных поверхностей и т.д.
Основой абразивных ремней обычно является бумага или ткань, и она должна соответствовать определенным требованиям в плане механических свойств и функциональности. Продольное удлинение должно сохраняться низким, а прочность в поперечном направлении должна быть достаточной для фактических применений продукта.
Применения для абразивных ремней в большинстве случаев связаны с интенсивным образованием пыли, и одной ограничивающей проблемой в использовании этого типа абразивов является забивка, когда образующаяся пыль и другие частицы не удаляются из рабочей зоны. Удаление пыли и других частиц затруднено, если материал основы имеет закрытую поверхность. В частности, такие шлифуемые материалы, как древесина, пластмассы и богатые наполнителем краски, создают большое количество пыли, и использование традиционных ленточных продуктов с закрытыми материалами основы из тканой ткани и бумаги создает значительные неудобства.
Поскольку использование абразивных ремней вообще обеспечивает высокую скорость абразии и хорошую эффективность шлифования, это приводит к тенденции забивки и перегрева. В самых плохих ситуациях это может приводить к шлифовочным прижогам на шлифуемом материале и значительно ухудшать результат шлифовки. Вторичными негативными эффектами являются ухудшение эксплуатационных условий, сокращение срока службы абразивов, а также, соответственно, увеличенная потребность в прерываниях на обслуживание.
Текущее состояние уровня техники заключается в удалении образующейся пыли путем использования устройства пылеудаления, которое располагается ближе к концу области шлифования с тем, чтобы удалить настолько много пыли, насколько это возможно. Обычно также используются устройства, которые выдувают сжатый воздух или очищающий газ на поверхность ремня и извлекают частицы из поверхности ремня посредством вакуумной экстракции и т.п.
Не представляется возможным извлечь пыль прямо через абразивный ремень с такой конфигурацией, если используются обычные абразивные ремни с закрытой структурой. Это относится к абразивным ремням, имеющим основу из тканой ткани, бумаги или пленки. Простое обеспечение этих ремней сквозными отверстиями в большинстве случаев не будет эффективным, поскольку одновременно должны удовлетворяться определенные механические требования. Соответственно, можно сделать лишь весьма ограниченное количество отверстий в основе из бумаги, тканой ткани или пленки без резкого и нежелательного снижения прочности при растяжении и долговечности ремня. Как следствие этого, отверстия ограничиваются по их размеру и количеству, и перфорированные ремни, сделанные из таких материалов основы, обычно не обеспечивают эффективного пылеудаления.
Забивка благодаря утолщению абразивной пыли является большой проблемой при использовании большинства абразивных продуктов в целом, но особенно при шлифовании таких материалов, как древесина, пластмассы и богатые наполнителями краски. Шлифование этих материалов создает очень большое количество пыли при использовании традиционных ленточных продуктов с основой из тканой ткани и бумаги.
В частности, что касается удаления пыли, патентные документы US 2005/020190 и US 6923840 описывают абразивные продукты с основой, имеющей открытые ячейки. Однако поскольку структура из пены с открытыми ячейками присоединяется к основе из сплошной пленки, пыль будет накапливаться в отверстиях. В патентном документе EP1733844 полости создаются в основе абразивного материала. Хотя эти подходы позволяют накапливать большее количество пыли в полостях или отверстиях, после определенного количества времени эти области также неизбежно забьются.
Патентный документ US 2984052 описывает тканую ткань с регулярно переплетенными нитями, имеющими абразивное покрытие. Однако абразивные области ограничиваются регулярно распределенными выпуклостями или островками. Такая структура не подходит для приложений абразивного ремня, поскольку регулярно распределенные островки приведут к образованию рисунка в виде полос на шлифуемой поверхности. Это может быть желательно в некоторых конкретных продуктах, но в большинстве приложений шлифования требуется окончательная отделка с равномерно шлифованной поверхностью.
То же самое поведение характерно и для ремня, который делается из текстильной основы, как, например, абразив, описанный в патентном документе EP 0779851. Описанная зигзагообразная структура трикотажных пучков в направлении движения не связывается поперек ремня другими поверхностями, покрытыми абразивными частицами. Другими словами, имеются «пустые» области поперек ремня, где соединяющие нити между пучками располагаются ниже пучков, покрытых абразивными частицами. Это приводит к абразивному эффекту только от тех трикотажных пучков, которые находятся в контакте с поверхностью. Вследствие этого трикотажные пучки могут вызывать образование структуры на поверхности. Аналогичный эффект может возникать, если давление, прикладываемое к поддерживающей основе ремня, неравномерно распределяется по шлифуемой поверхности.
Другой способ улучшить удаление пыли заключается в том, чтобы использовать или даже увеличить разность высот на поверхности абразивного материала. Это может быть достигнуто путем расположения зернистых материалов структурированным образом, например, в форме точек или островков, как в патентном документе EP2390056. Однако в применении к абразивному ремню такой подход приведет к неравномерному окончательному шлифованию. Кроме того, области между островками после некоторого времени также будут забиваться.
Патентный документ US 5674122 описывает сетчатый абразив, предназначенный для абразивных дисков и листов с узорчатым массивом из множества отверстий в основе. Эта основа характерным образом имеет отдельные зоны с различными площадями поверхности. Соответственно, это будет приводить к неоднородному распределению зерна на поверхности абразивного продукта. Как следствие, если бы этот неоднородный рисунок распределения зерна использовался в продукте абразивного ремня, на шлифуемой поверхности образовывались бы полосы.
Другой пример абразива с открытой структурой предложен в патентном документе EP1522386, в котором раскрыт абразивный продукт, содержащий два слоя параллельных нитей, проходящих как в продольном, так и в поперечном направлениях. Это решение является функциональным, но когда к этой конструкции прикладывается давление, нити основной пряжи приводят к неравномерному распределению давления шлифования на нитях уточной пряжи, которые покрыты абразивными частицами, и таким образом приводят к структурированию шлифуемой поверхности.
Патентный документ EP0779851 описывает ткань с открытыми ячейками из тканых или вязаных нитей, снабженных абразивными частицами. Это изобретение более конкретно относится к структуре, основанной на абразивных петлях или нитях, распределенных на поверхности. Концепция этого изобретения позволяет удалять абразивную пыль, но структура поверхности абразивного изделия является грубой, и абразивные области располагаются пятнами. Эта конструкция абразивного материала также имеет проблемы с механической прочностью, что делает этот продукт неподходящим для ленточных приложений.
Для абразивных ремней требования относительно удаления пыли находятся в противоречии с необходимостью модифицировать материал основы для того, чтобы достичь желаемых механических свойств. Достаточная жесткость, например, достигается пропиткой подходящими смолами, как в патентном документе US 4386943. Достаточная механическая прочность, как утверждается, также была достигнута в патентном документе US 5700188 за счет применения конструкции с различными слоями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложить шлифовальный продукт в виде абразивного ремня, имеющий улучшенную эффективность шлифования и превосходную долговечность.
Эта задача решается с помощью абразивного ремня по пп. 1, 21 и 23 формулы изобретения. Зависимые пункты формулы изобретения определяют предпочтительные варианты осуществления, причем все эти варианты могут комбинироваться друг с другом, при условии, что они не противоречат друг другу.
В частности, абразивный ремень содержит текстильную ткань, сформированную из взаимосвязанных тканевых нитей, и когерентную абразивную область, сформированную на одной стороне текстильной ткани. Кроме того, абразивный ремень содержит множество регулярно распределенных сквозных отверстий.
Тем самым выражение «взаимосвязанные» означает, что тканевые нити по меньшей мере пересекают друг друга в точках взаимосвязи. Предпочтительно взаимосвязь формируется в форме переплетений, когда одна тканевая нить закрепляется петлей вокруг другой тканевой нити, и наоборот.
Термин «когерентный» означает, что абразивный ремень содержит одну взаимосвязанную абразивную область, которая является непрерывной, в отличие от изолированных абразивных участков или островков. Абразивная область в этом контексте означает область, с помощью которой обрабатываемая деталь может быть отшлифована или отшкурена. Выражение «тканевая нить» относится к нитям, которые формируют основу текстильной ткани. Предпочтительные текстильные ткани определяются в стандарте ISO 8388 и содержат уточно-вязаные гладкие трикотажные ткани, уточно-вязаные двухслойные гладкие трикотажные ткани, уточно-вязаные резинкой трикотажные ткани, уточно-вязаные изнаночной вязкой трикотажные ткани, осново-вязаные гладкие трикотажные ткани, осново-вязаные двухслойные гладкие трикотажные ткани, осново-вязаные резинкой трикотажные ткани, осново-вязаные изнаночной вязкой трикотажные ткани, комбинированные осново- и уточно-вязаные гладкие трикотажные ткани и другие. В дополнение к этому возможны также тканые ткани.
Благодаря сквозным отверстиям шлифовочная пыль и другие частицы могут легко проникать сквозь абразивный ремень. Это значительно облегчает удаление пыли из области шлифования, где обрабатывается деталь, и предотвращает забивание абразивного ремня. Это в свою очередь увеличивает срок службы абразивного ремня и предотвращает перегрев шлифуемой поверхности, что гарантирует финишное шлифование высокого качества. Кроме того, наличие сквозных отверстий позволяет оператору видеть сквозь абразивный ремень, когда он движется. Это позволяет оператору лучше контролировать процесс шлифования, что особенно важно для машин, в которых давление шлифования прикладывается вручную. Однако эта особенность также является выгодной для автоматических шлифовальных машин, поскольку она обеспечивает визуальный контроль качества во время процесса шлифования.
Когерентная абразивная область гарантирует равномерную окончательную отделку шлифованного продукта, поскольку благодаря когерентной абразивной области на ремне нет никаких изолированных участков, которые могли бы создать полосы на шлифованной поверхности. Регулярное распределение отверстий дополнительно способствует оптимизированной поверхностной отделке шлифованной детали. С одной стороны, регулярное распределение отверстий означает, что область между смежными отверстиями является по существу постоянной по всему абразивному ремню, что эквивалентно тому, что поверхностная плотность абразивных областей является по существу постоянной по всему ремню. С другой стороны, регулярное распределение сквозных отверстий исключает наличие локальных вариаций в количестве сквозных отверстий, которые могли бы привести к неравномерному результату шлифования. В этой связи «поверхностная плотность» представляет собой иллюстративный термин, который может пониматься как локальная доля площади, занятой абразивами в некоторой части ремня, от фактической общей площади ремня в этой части (то есть всей площади, включая отверстия). Естественно, что это определение имеет смысл только в том случае, если упомянутая часть имеет длину по меньшей мере вдвое больше, чем длинный размер отверстий.
В то же самое время текстильная ткань, сформированная из взаимосвязанных тканевых нитей, гарантирует абразивному ремню достаточные механические свойства, которые необходимы для приложений абразивного ремня. В частности, при использовании текстильной ткани, сформированной из взаимосвязанных тканевых нитей, сквозные отверстия могут быть сформированы в ремне, и в то же время продольное удлинение может быть сохранено низким, и может быть достигнута определенная прочность в поперечном направлении.
Это применимо не только к абразивному ремню, но и к любому шлифовальному продукту, подходящему для однонаправленных операций по шлифованию, в которых абразивный материал проходит вдоль вертикальной или горизонтальной оси с целью создать равномерно шлифованную область поверхности после абразионного процесса. Обычно конверсионная форма такого шлифовального продукта имеет вид ремня, но может также иметь форму валков, листов, треугольных форм, дисков или других подходящих конверсионных форм.
Предпочтительно отверстия располагаются на линиях, перпендикулярных к машинному направлению ремня, причем эти отверстия располагаются с равными интервалами в направлении линии, и сами линии являются смещенными друг от друга относительно положения их отверстий.
Машинное направление - это направление, в котором ремень циркулярно движется при его использовании в абразивном станке и т.п. Если абразивный продукт используется в другой конверсионной форме, такой как валок, лист и т.п., машинным направлением является направление, в котором выполняется абразивный процесс с использованием этого материала.
Регулярный интервал между отверстиями в направлении линии гарантирует достижение равномерной шлифованной поверхности в направлении ширины области шлифования. Если линии являются смещенными друг от друга относительно положения их отверстий, отверстия не располагаются однородными рядами вдоль машинного направления. Это дополнительно уменьшает образование полос вдоль ширины области шлифования.
При этом дополнительно предпочитается, чтобы последовательные линии (то есть линии, которые следуют друг за другом в машинном направлении) были смещены друг от друга относительно положения своих отверстий.
В этой связи дополнительно предпочтительно, чтобы смещение между последовательными линиями было таким, чтобы отверстия каждой второй линии были выровненными в машинном направлении.
Другими словами, если смотреть в машинном направлении, последнее условие означает, что после покрытой абразивами области между двумя смежными отверстиями на одной линии следует отверстие следующей линии, за которым снова следует покрытая абразивами область второй следующей линии и т.д. Соответственно, эта компоновка эффективно подавляет образование полос на конечном продукте. Кроме того, на всем абразивном ремне достигается постоянная локальная плотность абразивной поверхности в масштабах длины порядка удвоенного длинного размера отверстий. Это эквивалентно тому, что обеспечивается очень однородная абразивная область, что дополнительно способствует равномерному финишному шлифованию. В дополнение к этому, а также с точки зрения механической стабильности ремня, чередующаяся компоновка отверстий способствует улучшенной прочности как в продольном, так и в поперечном направлении ремня, поскольку получающаяся в результате симметричная структура ремня может поглощать и распределять усилия оптимальным образом.
Предпочтительно абразивный ремень имеет однородную толщину.
Однородная толщина может гарантировать, что поверхность контакта с обрабатываемой деталью является настолько однородной, насколько это возможно, если абразивный ремень прижимается к обрабатываемой детали. В дополнение к этому, это позволяет напрямую управлять давлением, с которым абразивный ремень прикладывается к обрабатываемой детали.
Предпочтительно когерентная абразивная область на одной стороне (то есть на лицевой стороне) текстильной ткани содержит покрытие на одной стороне текстильной ткани.
Это покрытие обеспечивает равномерный грунтовый слой, на который могут быть нанесены абразивы. Тем самым это покрытие может выравнивать неравномерности высоты и дополнительно способствовать формированию равномерной абразивной области. С этой целью покрытие может быть специальным образом обработано («сглажено») перед нанесением абразивных частиц для того, чтобы сформировать ровную поверхность. Как описано в патентном документе WO 2014/037034, это может быть достигнуто с помощью специального способа нанесения покрытия, например, с использованием покрывающего ролика. Кроме того, эффект выравнивания может быть реализован за счет прижатия выравнивающего устройства к еще невулканизированному покрытию. В дополнение к этому, имеется возможность механического истирания или шлифования нанесенного покрытия для выравнивания (сглаживания) любых присутствующих шероховатостей.
Другая сторона абразивного ремня (то есть обратная сторона) может по существу не содержать покрытия. С одной стороны, это позволяет уменьшить количество покрытия, необходимое для производства абразивного ремня, и поэтому способствует удешевлению продукта. С другой стороны, поскольку обратная сторона текстильной ткани является по существу не содержащей покрытия, получаемый продукт является более гибким. Во время использования это может быть выгодным, особенно в том случае, если приводные ролики, вокруг которых оборачиваются абразивные ремни, имеют малые диаметры. Следует отметить, что термин «по существу не содержащий покрытия» не исключает того, что тканевые нити несут на себе другие материалы, которые являются, например, частью пропитки текстильной ткани.
Альтернативно/дополнительно абразивный ремень может также содержать покрытие, которое наносится на другую сторону (то есть на обратную сторону) текстильной ткани. В дальнейшем это покрытие может также упоминаться как «второе покрытие». Тем самым второе покрытие может использоваться для дополнительной настройки механических свойств ремня. В дополнение к этому, оно может использоваться для обеспечения плоской обратной стороны ремня. Для некоторых приложений плоская обратная сторона ремня дополнительно способствует равномерному финишному шлифованию, особенно если прикладывается высокое давление шлифования, или если процесс шлифования выполняется в непосредственной близости от приводных средств шлифовальной машины. В дополнение к этому, это уменьшает износ абразивов в абразивной области.
В этой связи обратная сторона ремня может дополнительно сглаживаться. Как и в случае покрытия на лицевой стороне, такое сглаживание может быть достигнуто путем процессов прессования, каландрирования или абразии. Таким образом, такие процессы могут быть применены либо непосредственно к текстильной ткани, формирующей обратную сторону ремня, либо ко второму покрытию, если оно присутствует.
Предпочтительно отношение объема тканевых нитей к объему всего продукта, не включая отверстия, составляет от 0,1 до 0,9, и более предпочтительно от 0,4 до 0,8.
В пределах этой объемной доли может быть реализован абразивный продукт с хорошими механическими и топологическими свойствами. С одной стороны, получаемый продукт имеет достаточную механическую прочность, чтобы выдерживать растягивающие усилия в шлифовальных приложениях. С другой стороны, при данной объемной доле можно легко выровнять неравномерности в профилях высоты продукта, которые образуются от точек взаимосвязи тканевых нитей. Кроме того, продукт может быть произведен экономически эффективным образом.
Предпочтительно массовое соотношение между нитью и полным продуктом составляет от 0,2 до 0,9.
Также в терминах этого массового соотношения может быть достигнут хороший компромисс между механическими и структурными свойствами.
Что касается текстильной ткани, предпочтительно, чтобы тканевые нити взаимосвязывались путем вязания, сшивания или тканья.
Эти методики обеспечивают одну возможность оптимальным образом удовлетворить противоречивые требования наличия открытой структуры с предпочтительно высокорегулярным расположением отверстий и в то же самое время достаточной устойчивости ремня/текстильной ткани к растягивающим усилиям. Кроме того, эти методики представляют собой экономически эффективный способ производства текстильной ткани.
Предпочтительно отверстия являются однородными (по размеру и форме), что является выгодным для получения равномерного финишного шлифования.
Предпочтительно отверстия имеют форму равностороннего четырехугольника или имеют шестиугольную форму.
Наличие у отверстий формы равностороннего четырехугольника или шестиугольной формы эквивалентно тому, что отверстия являются высокосимметричными. Это является выгодным с точки зрения результата шлифования, поскольку области между смежными отверстиями являются высокорегулярными на всем абразивном ремне. В дополнение к этому, эти формы могут способствовать улучшенной прочности ремня при растяжении, поскольку растягивающие усилия обычно могут быть распределены более равномерно.
Предпочтительно отверстия имеют длинный размер (который является, другими словами, самым большим диаметром отверстия) и короткий размер (который является, другими словами, самым коротким диаметром отверстия), причем длинный размер проходит в машинном направлении абразивного ремня.
Эта особенность, которая другими словами означает, что отверстия являются удлиненными в машинном направлении, дополнительно способствует улучшенной прочности абразивных ремней и уменьшенному удлинению вдоль машинного направления. Это можно отнести на счет удлиненной геометрии структуры, которая способна поглощать растягивающие усилия без поперечного сжатия.
Предпочтительно длинный размер отверстий составляет от 0,3 мм до 20,0 мм.
Эти размеры обычно предлагают хороший компромисс между механической прочностью абразивного ремня и достаточным размером отверстий, так что шлифовочная пыль и другие частицы могут легко проникать сквозь абразивный ремень. Само собой, эти значения могут быть адаптированы к основному применению.
Предпочтительно средняя ширина отверстий (то есть диаметр отверстий в направлении, перпендикулярном к машинному направлению) составляет по меньшей мере 0,3 от самого короткого расстояния, разделяющего соседние отверстия в направлении, перпендикулярном к машинному направлению. Более предпочтительно средняя ширина отверстий (то есть диаметр отверстий в направлении, перпендикулярном к машинному направлению) составляет по меньшей мере 0,7 от самого короткого расстояния, разделяющего соседние отверстия в направлении, перпендикулярном к машинному направлению, и еще более предпочтительно средняя ширина отверстий (то есть диаметр отверстий в направлении, перпендикулярном к машинному направлению) составляет от 0,8 до 1,2 от самого короткого расстояния, разделяющего соседние отверстия в направлении, перпендикулярном к машинному направлению.
Другими словами, если ширина отверстий в поперечном направлении (то есть в направлении, перпендикулярном к машинному направлению) имеет порядок соединительной области в поперечном направлении, вероятность образования полос на шлифованной детали может быть дополнительно уменьшена. Причиной этого является то, что при таких размерах может быть достигнуто хорошее наложение последовательных отверстий в машинном направлении, что дополнительно уменьшает вероятность образования полос.
Предпочтительно взаимосвязанные тканевые нити организуются в виде пучков из взаимосвязанных тканевых нитей, причем эти пучки разделяют соседние отверстия и располагаются таким образом, что они проходят в направлении, пересекающем машинное направление.
Другими словами, пучки являются прядями взаимосвязанных тканевых нитей. Соответственно, пучок отражает общее направление распространения взаимосвязанных тканевых нитей через текстильную ткань, в том смысле, что малые локальные отклонения в направлении тканевых нитей, образующиеся, например, за счет поворотов или петель тканевых нитей вокруг соседних тканевых нитей, не учитываются в общем направлении распространения. Соответственно, эти пучки являются областями ремня, которые покрываются абразивами и следовательно формируют основу для абразивной области. Вследствие того, что эти пучки проходят в направлении, пересекающем машинное направление (что означает, что они не проходят строго параллельно машинному направлению), вероятность образования полос на шлифованном продукте может быть дополнительно уменьшена.
Предпочтительно количество тканевых нитей, пересекающихся в точках связи взаимосвязанных тканевых нитей, является постоянным по всему абразивному ремню. Более предпочтительно количество тканевых нитей, пересекающихся в точках связи взаимосвязанных тканевых нитей, составляет от двух до десяти.
В этой связи следует отметить, что, с одной стороны, формирование взаимосвязей тканевых нитей является предпочтительным для того, чтобы произвести когерентный и физически устойчивый материал. Без связывания тканевых нитей получаются только неплотные продукты из пряжи, но не текстильная ткань. С другой стороны, точки связи (где тканевые нити пересекаются) обязательно влекут за собой локальное изменение высоты (то есть, точку, в которой тканевые нити локально утолщаются). Это является потенциально невыгодным для приложений шлифования, поскольку точки связи могут проявляться как полосы на конечном продукте. Однако если количество тканевых нитей, пересекающихся в точках связи, сохраняется постоянным, и, еще более предпочтительно, минимальным и равным двум нитям по всему абразивному ремню, изменения высоты могут быть сохранены минимальными. Соответственно может быть достигнута очень однородная толщина абразивного ремня, обеспечивающая равномерное финишное шлифование.
Предпочтительно толщина тканевых нитей составляет 5-4000 децитекс, и в частности 150-900 децитекс.
Предпочтительно текстильная ткань имеет атласную или репсовую структуру.
Тем самым атласные или репсовые структуры являются подходящими для комбинирования желаемой открытой структуры абразивного ремня с требованием наличия однородной и когерентной абразивной области. В дополнение к этому, эти структуры позволяют сформировать текстильную ткань, которая может, по меньшей мере до некоторой степени, выдерживать растягивающее усилие как в продольном, так и в поперечном направлениях без слишком большого удлинения.
Предпочтительно абразивный ремень дополнительно содержит армирующие нити, вплетенные в текстильную ткань.
С помощью этих армирующих нитей механическая стабильность абразивного ремня может быть дополнительно улучшена. Поскольку эти армирующие нити вплетаются в текстильную ткань, они влияют на равномерность абразивной области настолько мало, насколько это возможно.
Предпочтительно армирующие нити вплетаются в текстильную ткань в форме петельной цепочки.
Тем самым петельная цепочка обеспечивает возможность расположения армирующих нитей в направлениях, по существу следующих машинному направлению, что конкретно улучшает сопротивление ремня растягивающим усилиям в машинном направлении. Кроме того, петельная цепочка является эффективной в плане достижения желаемого механического упрочнения без значительного ухудшения равномерности абразивной области.
Предпочтительно армирующие нити имеют толщину, составляющую от 1 до 1/20 от толщины тканевых нитей, и более предпочтительно от 1/2 до 1/10 от толщины тканевых нитей.
Это гарантирует, что армирующие нити не будут приводить к выраженным утолщениям текстильной ткани при их вплетении в текстильную ткань. Соответственно может быть получен абразивный ремень, который является механически устойчивым и в то же самое время имеет однородную толщину.
Предпочтительно армирующие нити вплетаются в пучки или следуют за пучками из множества взаимосвязанных тканевых нитей.
Это позволяет армирующим нитям не пересекать отверстия, что означает, что армирующие нити не оказывают негативного влияния на открытую структуру ремня. Иначе говоря, даже при механическом упрочнении желаемая проницаемость абразивного ремня для шлифовочной пыли и других частиц все еще может быть гарантирована.
Предпочтительно текстильная ткань пропитывается пропиткой, причем, еще более предпочтительно, текстильная ткань натягивается при нанесении и/или вулканизации этой пропитки.
С помощью пропитки механическая стабильность абразивного ремня, и в частности прочность ремня при удлинении в продольном и поперечном направлениях относительно машинного направления, может быть дополнительно улучшена. Кроме того, если текстильная ткань натягивается при нанесении пропитки, отверстия в текстильной ткани могут быть приведены к желаемым формам перед их фиксацией вулканизированной пропиткой. Это позволяет приспосабливать формы отверстий к соответствующему приложению. Кроме того, если текстильная ткань натягивается в машинном направлении перед нанесением пропитки, это дополнительно уменьшает удлинение получаемого абразивного ремня в машинном направлении.
Предпочтительно общая площадь поверхности отверстий составляет от 0,1 до 10 от общей площади поверхности всей когерентной абразивной области, еще более предпочтительно она равна или больше, чем общая площадь поверхности всей когерентной абразивной области, и еще более предпочтительно она составляет от 1,0 до 2,2 от общей площади поверхности всей когерентной абразивной области.
Другими словами, это означает, что предпочтительно иметь сильно открытую структуру, которая позволяет шлифовочной пыли легко проникать сквозь абразивный ремень. Кроме того, это соотношение между областями отверстий и абразивной областью гарантирует, что доля площади абразивной области равномерно распределяется по всей поверхности абразивного ремня, и, в частности, что не проявится никакой тенденции к образованию полос некоторыми абразивными областями, если абразивный ремень будет приведен в циркулярное движение. В дополнение к этому, это облегчает обращение с абразивным ремнем во время его использования, поскольку оператор шлифовальной машины может видеть сквозь движущийся абразивный ремень для того, чтобы контролировать и/или регулировать процесс шлифования.
Предпочтительно при приложении усилия 100 Н на 50 мм ширины образца длиной 200 мм удлинение абразивного ремня составляет менее 1% и предпочтительно менее 0,8%.
Кроме того, в соответствии с другим аспектом предлагается абразивный ремень, содержащий множество сквозных отверстий, причем эти отверстия располагаются на линиях, перпендикулярных к машинному направлению абразивного ремня, с равными интервалами вдоль направления линий, и последовательные линии являются смещенными друг от друга относительно положения их отверстий.
В соответствии с еще одним аспектом предлагается абразивный ремень, который содержит текстильную ткань, сформированную из взаимосвязанных тканевых нитей, множество сквозных отверстий, абразивную область на лицевой стороне текстильной ткани, а также покрытие на обратной стороне текстильной ткани.
Предпочтительно покрытие на задней стороне сглаживается.
Перечисленные выше особенности применимы не только для абразивного ремня, но и в целом к шлифовальным продуктам, в которых абразивный процесс является однонаправленным (то есть в которых шлифование выполняется преимущественно вдоль одного направления шлифовального продукта), а результат шлифования должен быть настолько равномерным, насколько это возможно. Помимо ленточных шлифовальных продуктов возможные конверсионные формы включают в себя валки, листы, треугольные формы или диски.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение может быть лучше понято при прочтении следующего описания, раскрывающего предпочтительные варианты его осуществления, в совокупности со следующими сопутствующими чертежами.
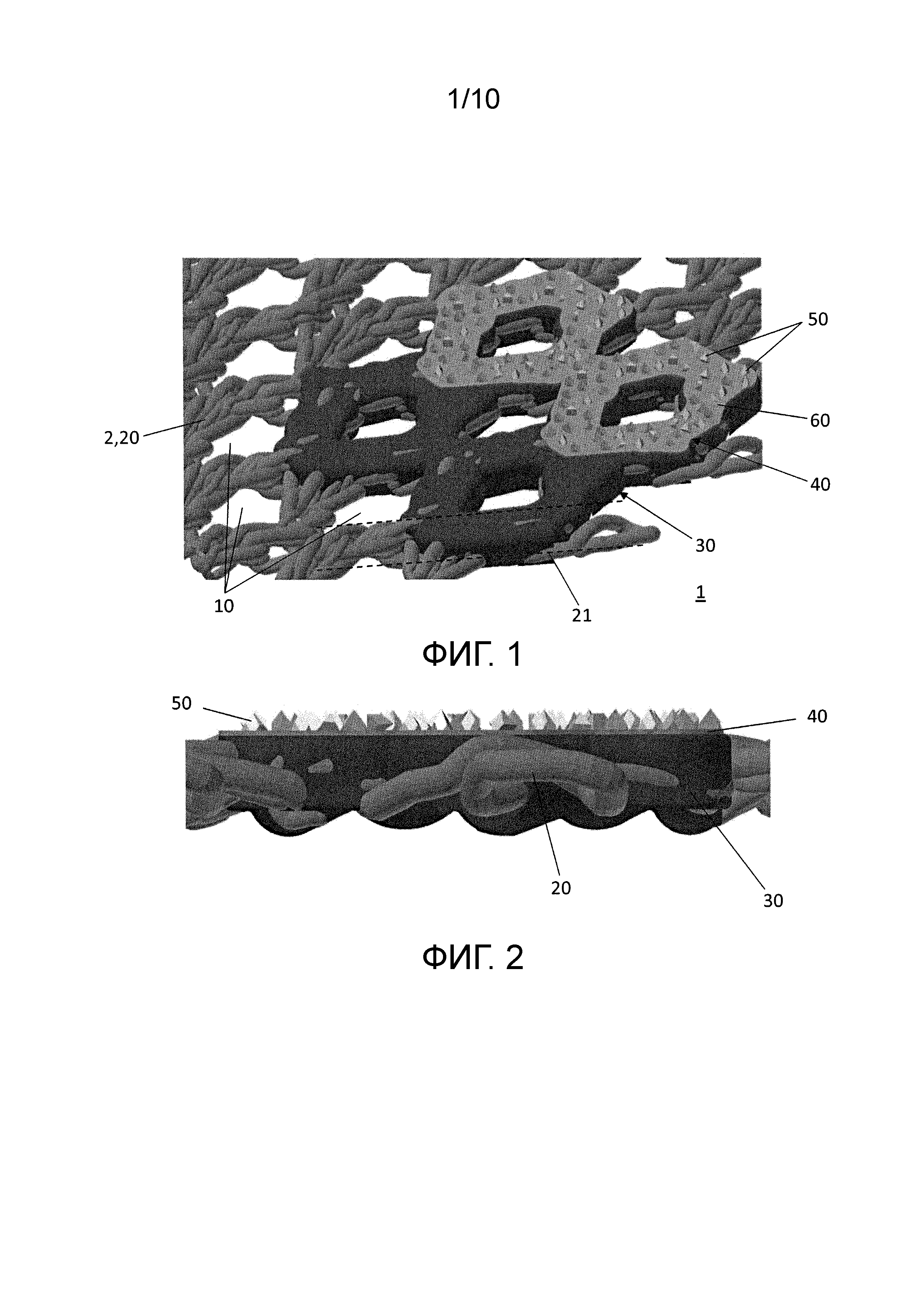
Фиг. 1 схематично показывает секцию абразивного ремня на различных стадиях процесса производства абразивного ремня в соответствии с одним вариантом осуществления.
Фиг. 2 схематично показывает поперечное сечение абразивного ремня в соответствии с одним предпочтительным вариантом осуществления.
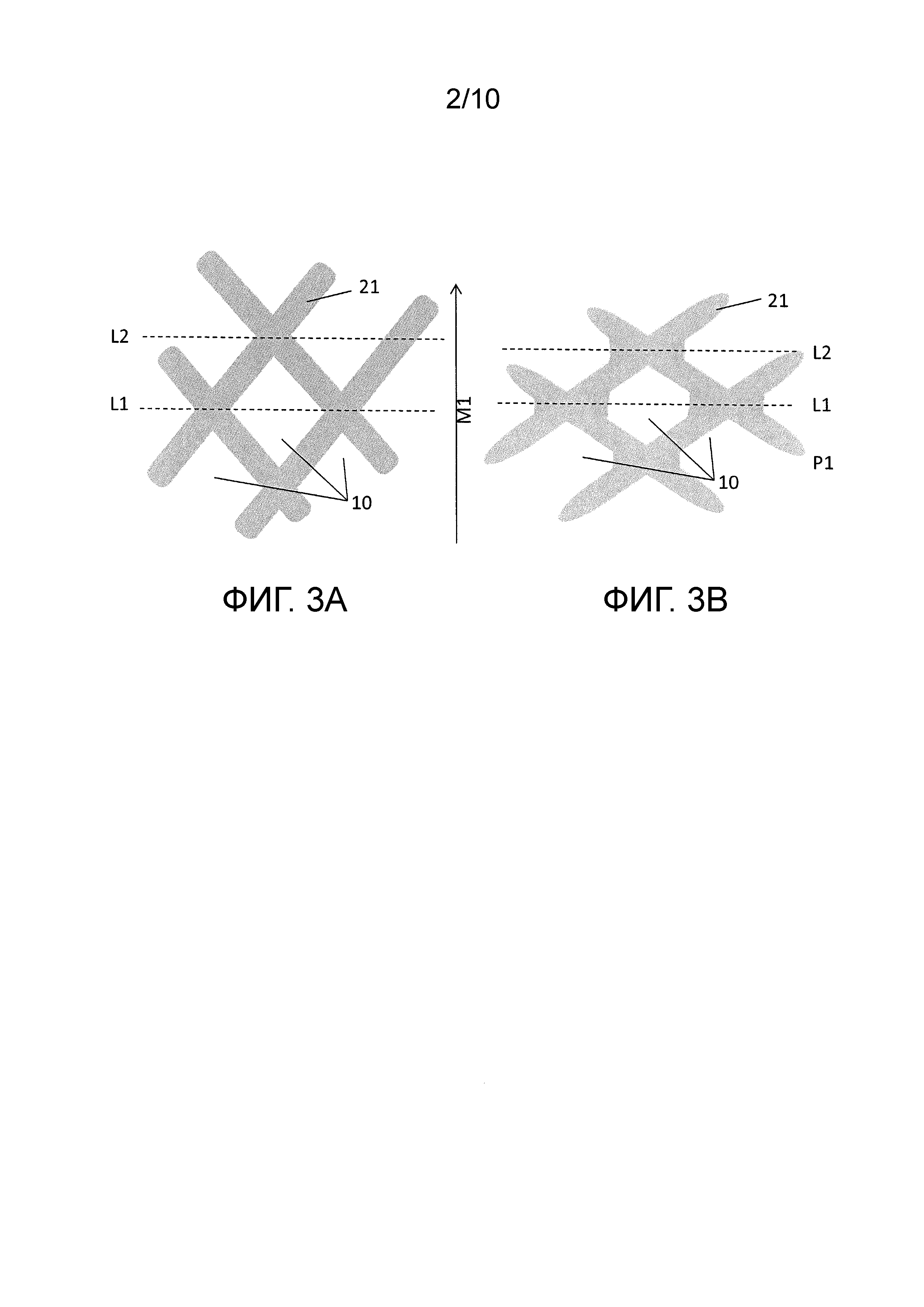
Фиг. 3A и 3B схематично показывают силуэт структуры абразивного ремня на виде сверху в соответствии с
предпочтительными вариантами осуществления.
Фиг. 4 показывает один пример рисунка вязания в соответствии с одним предпочтительным вариантом осуществления.
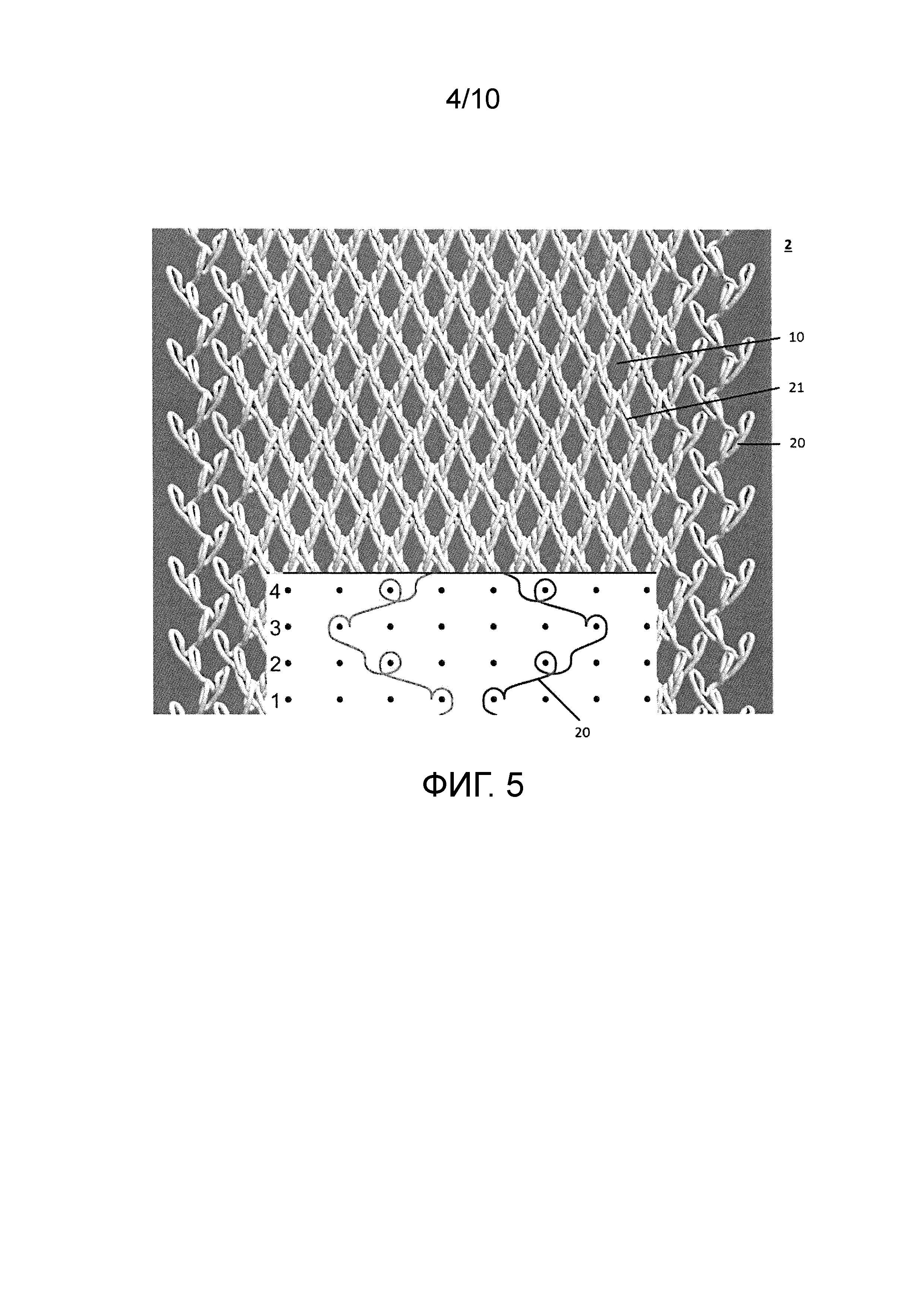
Фиг. 5 показывает другой пример рисунка вязания в соответствии с одним предпочтительным вариантом осуществления.
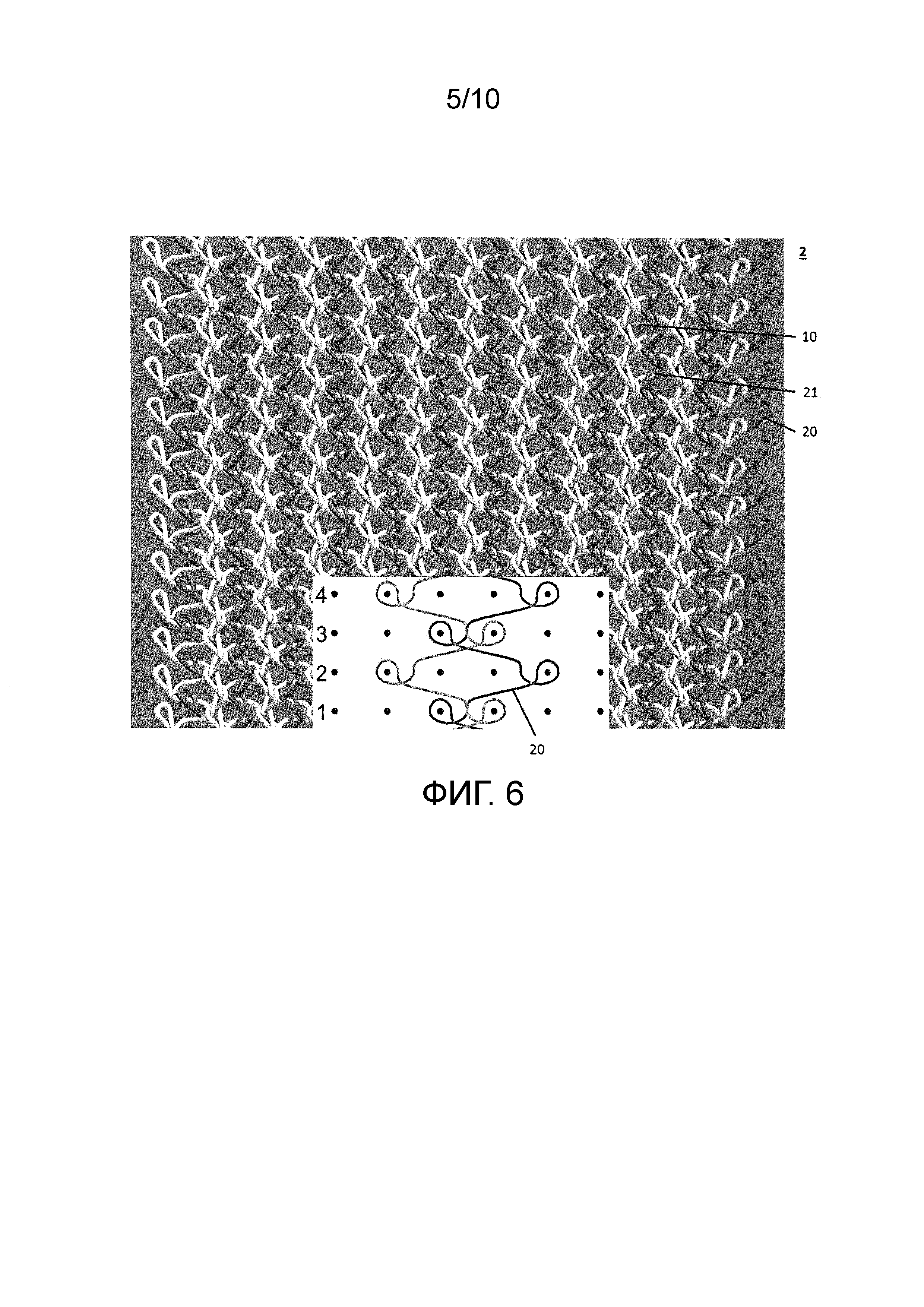
Фиг. 6 показывает другой пример рисунка вязания в соответствии с одним предпочтительным вариантом осуществления.
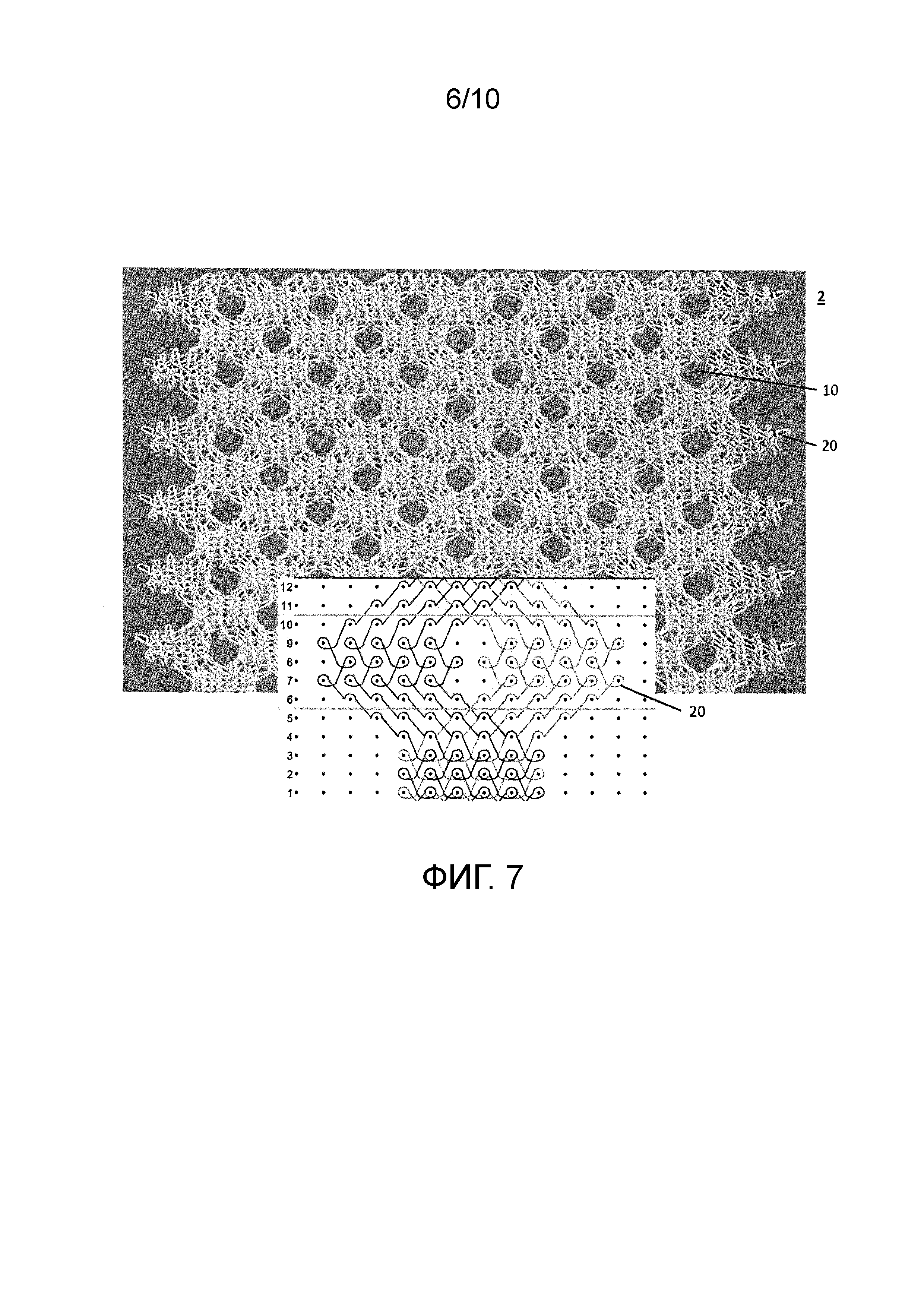
Фиг. 7 показывает другой пример рисунка вязания в соответствии с другим вариантом осуществления.
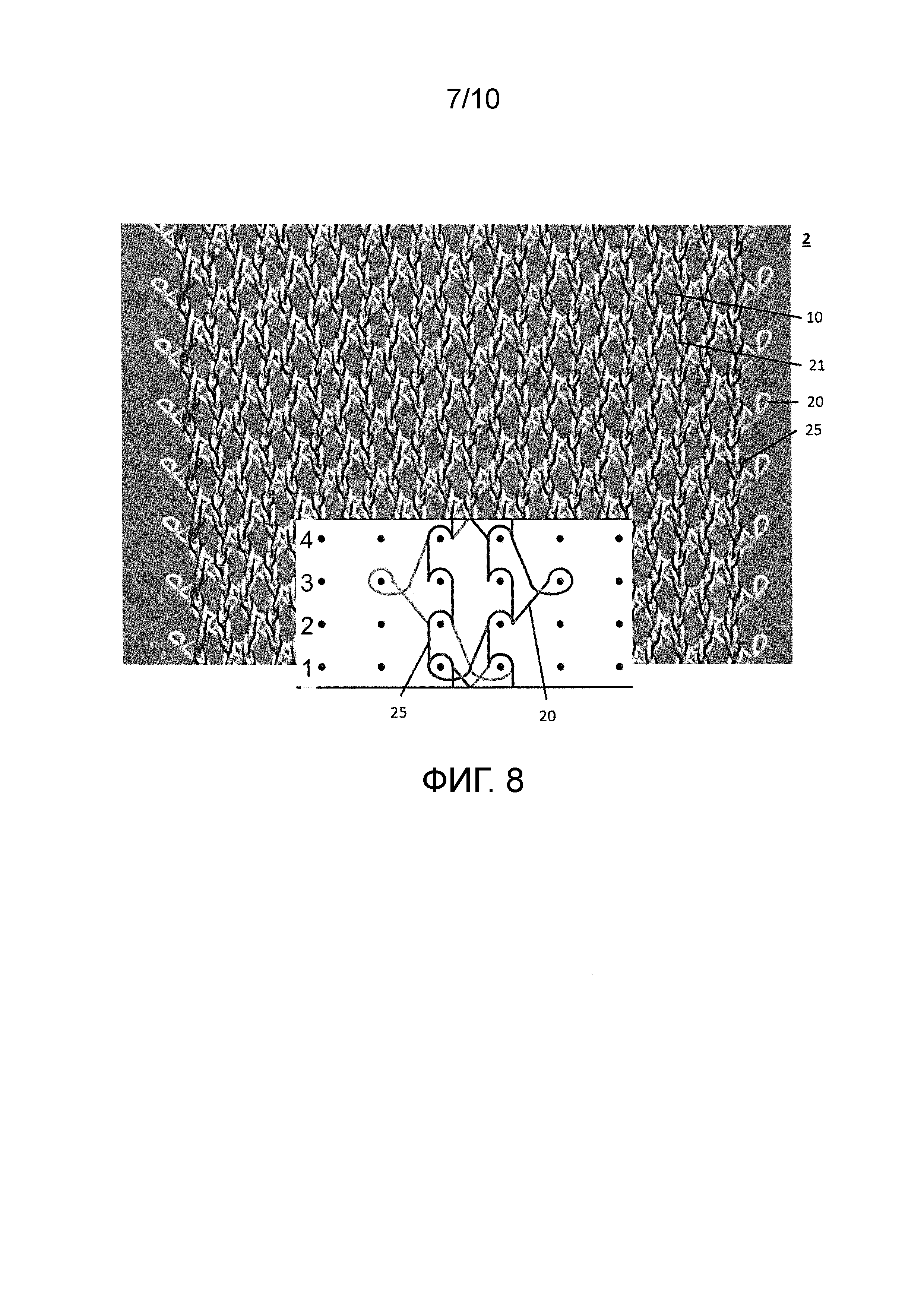
Фиг. 8 показывает один пример рисунка армированного вязания в соответствии с одним предпочтительным вариантом осуществления.
Фиг. 9 показывает один пример рисунка армированного вязания в соответствии с одним предпочтительным вариантом осуществления.
Фиг. 10 показывает другой пример рисунка армированного вязания в соответствии с одним предпочтительным вариантом осуществления.
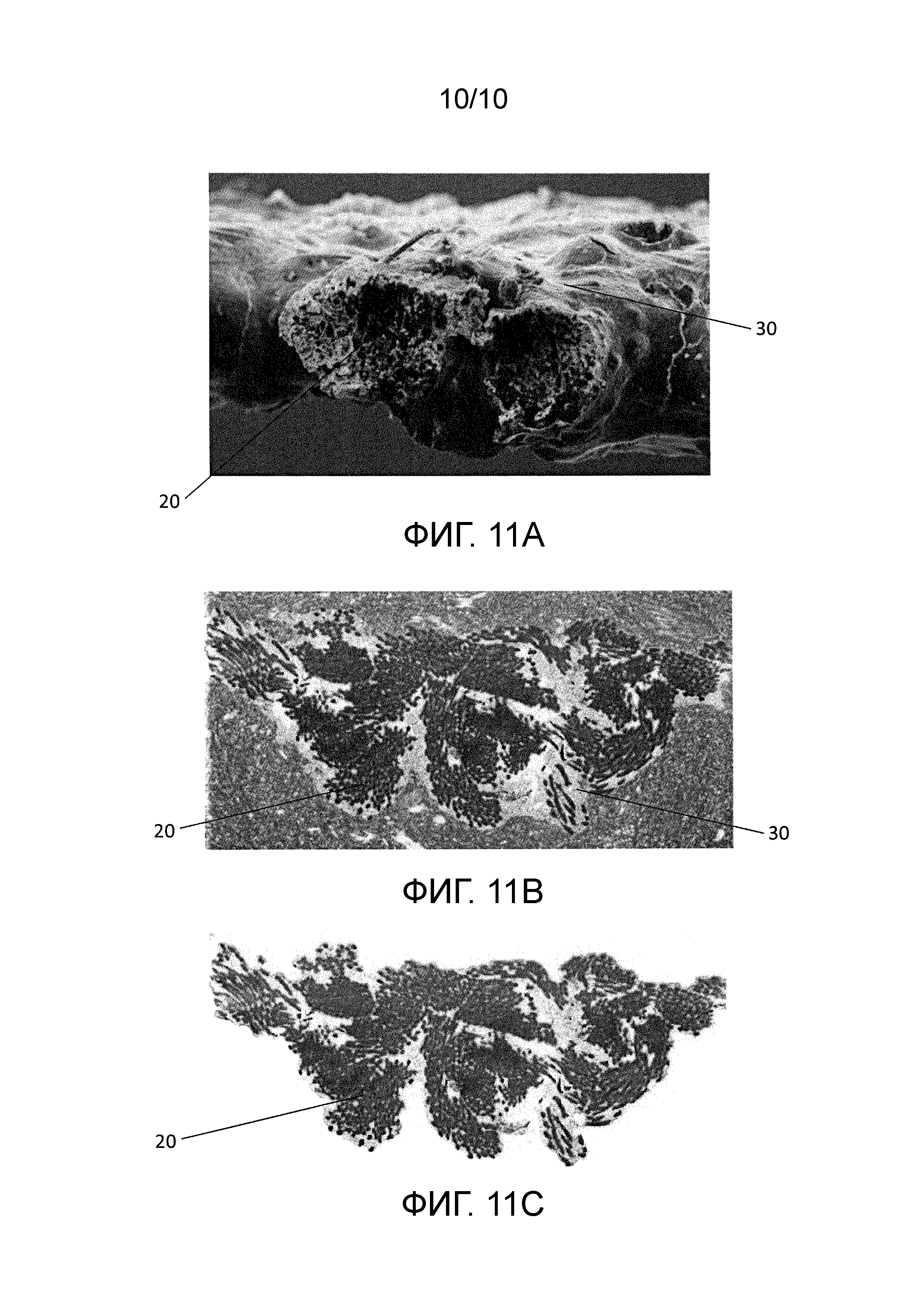
Фиг. 11A - 11C показывают полученные с помощью SEM (сканирующего электронного микроскопа) изображения поперечных сечений шлифовальных продуктов.
Описание и сопутствующие чертежи должны рассматриваться в качестве примеров, а не как ограничения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее предпочтительные варианты осуществления подробно описываются со ссылкой на чертежи.
Фиг. 1 показывает секцию абразивного ремня 1 в соответствии с одним вариантом осуществления. Различные слои, которые показаны на Фиг. 1, иллюстрируют абразивный ремень 1 на различных стадиях процесса его производства. На первой стадии текстильная ткань 2 абразивного ремня 1 содержит множество взаимосвязанных тканевых нитей 20. Предпочтительно текстильная ткань 2 имеет форму вязаной текстильной ткани, которая может быть произведена, например, на основовязальной машине. На второй стадии текстильная ткань 2 физически фиксируется путем нанесения пропитки 30. На третьей стадии пропитанная текстильная ткань 2 покрывается покрытием 40. Кроме того, наносится абразивный материал или абразивы 50, опционально с использованием подходящей связующей системы. Тем самым формируется когерентная абразивная область 60, в которой абразивы 50 равномерно распределяются по абразивному ремню 1. Третья стадия может упоминаться как окончательная предварительная стадия перед тем, как дальнейшие стадии преобразований и обработки будут выполнены для того, чтобы преобразовать материал в функциональный абразивный продукт. Следует отметить, что пропитка не является обязательной, и стадия пропитки также может быть опущена. В дополнение к этому, абразивы могут быть нанесены непосредственно на текстильную ткань или пропитку, то есть без какого-либо покрытия.
Тип взаимосвязи между тканевыми нитями 20 в большинстве случаев не так важен, если могут быть выполнены противоречивые требования, определенные для абразивных ремней: сочетание малого удлинения под нагрузкой с открытой структурой и способностью достижения равномерного шлифования.
С этой целью, как можно понять из поперечного сечения, показанного на Фиг. 2, количество пересечений тканевых нитей 20 в соединительных точках тканевых нитей 20 предпочтительно равномерно по всей текстильной ткани 2. В частности, на Фиг. 2 количество пересечений тканевых нитей 20 в соединительных точках равно двум.
Это гарантирует, что локальное утолщение нитей 20 благодаря взаимосвязям ограничивается. «Утолщение нитей» относится к тому факту, что в текстильной ткани 2 взаимосвязь тканевых нитей 20 необходима для того, чтобы произвести когерентный и физически устойчивый материал. Без связывающих петель получаются только свободные тканевые нити 20, но не текстильная ткань 2. В теории и в практических терминах осново-вязаная ткань или ткань другого типа нуждается минимум в одной точке связи на петлю. Однако когда более двух тканевых нитей 20 пересекаются в такой точке связи, присутствует больше минимального количества тканевых нитей 20 для создания такой точки связи. Такие пересечения нити, включающие больше двух тканевых нитей 20 на точку связи, приводят таким образом к небольшим утолщениям в текстильной ткани 2 по сравнению с другими частями текстильной ткани 2.
Однородное количество пересечений по всей текстильной ткани 2 гарантирует однородную высоту абразивного ремня 1, которая предпочтительно составляет от 1,5 до 5 диаметров индивидуальных тканевых нитей 20. Также нежелательно, чтобы некоторые области поверхности имели более низкий уровень, чем другие поверхности, поскольку это привело бы к неравномерным результатам шлифования и образованию полос на шлифованных поверхностях.
Фиг. 3A и 3B схематично показывают силуэт структуры абразивного ремня на виде сверху. Силуэт ремня 1 тем самым является по существу идентичным абразивной области 60. Как можно понять из этой иллюстрации, отверстия 10 обладают высокой симметрией относительно машинного направления M1 и перпендикуляра к нему. Это является предпочтительным, поскольку такие структуры гарантируют, что абразивные области между смежными отверстиями 10 являются настолько однородными, насколько это возможно, что в свою очередь приводит к регулярному и равномерному распределению абразивной области 60 по всему ремню 1. Другими словами, это означает, что локальная плотность абразивной области, которая может быть измерена в абразивной области на единицу площади, является по существу постоянной по всему абразивному ремню 1 (по меньшей мере на масштабах длины упомянутой единичной площади, которая больше или равна двум диаметрам отверстия).
Кроме того, отверстия 10 располагаются на линиях L1, L2, перпендикулярных к машинному направлению M1 абразивного ремня 1, и последовательные линии L1, L2 являются смещенными друг от друга относительно положениями их отверстий 10.
Кроме того, ширина отверстий и ширина области между двумя отверстиями (то есть «соединительной области») имеют тот же самый порядок в поперечном направлении (то есть в направлении, перпендикулярном к машинному направлению), что дополнительно способствует равномерному финишному шлифованию. Например, если ширина отверстий составляет 1,5 мм, ширина соединительной области может составлять от 0,3 мм до 5,0 мм, что все еще гарантирует достаточное «перекрытие» отверстий последовательных рядов. Еще более предпочтительно ширина соединительной области может составлять от 1 мм до 2,0 мм для ширины отверстий 1,5 мм.
Пряди или пучки 21 взаимосвязанных тканевых нитей 20, которые разделяют соседние отверстия 10, проходят под заданным углом к машинному направлению M1. Термин «пучки» нитей относится к общей форме или направлению, которое описывается тканевыми нитями, когда они проходят в текстильной ткани. Соответственно пучки 21 тканевых нитей 20 будут формировать зеркальные отображения друг друга, если смотреть из плоскости, пересекающей точки связи, в продольном направлении ремня 1 (см. Фиг. 3). Примеры подобных конфигураций отверстий представлены на Фиг. 3A и 3B, причем Фиг. 3A показывает по существу равносторонние четырехугольные отверстия 10, а Фиг. 3B показывает по существу шестиугольные отверстия 10.
Равномерность абразивной области 60 для симметричных отверстий 10, которые проиллюстрированы на Фиг. 3A и 3B, может быть дополнительно проиллюстрирована виртуальной проекцией абразивной области двух последовательных линий отверстий 10 на линию, перпендикулярную к машинному направлению, которая будет в обоих случаях обладать высокой однородностью и давать хороший «баланс области шлифования». Таким образом, баланс области шлифования можно рассматривать как меру девиаций физической площади абразивной области внутри одного повторения рисунка, то есть в пределах двух последовательных линий L1, L2.
В этой связи равносторонние отверстия 10 могут обеспечить лучший баланс области шлифования, как в случае шестиугольных отверстий 10, если машинное направление расположено так, как показано на Фиг. 3A и 3B. Точки связи между одиночными шестиугольными отверстиями 10 в этом случае должны быть сохранены настолько короткими, насколько это возможно, поскольку такие области будут нарушать баланс области шлифования между областями, покрытыми абразивами 50.
Что касается пучков 21, количество тканевых нитей 20 в одном пучке 21 предпочтительно равно двум, поскольку это гарантирует однородную толщину ремня 1.
Если текстильная ткань формируется из вязаных нитей, предпочтительные рисунки вязания показаны на Фиг. 4 и 5. Другой предпочтительный рисунок вязания проиллюстрирован на Фиг. 6.
Как показано на Фиг. 4 и 5, одна возможная структура основана на текстильной ткани с открытым (Фиг. 4) или закрытым атласным переплетением (Фиг. 5).
Термин «открытое атласное переплетение» относится к рисунку вязания на основовязальной машине, который продолжается на два или более рядов. Тем самым промежуточные петли между петлями, которые вызывают направленное изменение, могут быть открытыми, закрытыми или представлять собой их комбинацию. Рисунок открытых петель основан, например, на следующем типе осново-вязаной структуры: 1-0/1-2/2-3/2-1// (Фиг. 4). Тем самым обозначение 1-0/1-2/2-3/2-1// является обозначением в соответствии со стандартом ISO 8388:1998 (страница 76, «B4 Chain Notation»).
Термин «закрытое атласное переплетение» относится также к промежуточным петлям между направленными изменениями в рисунке вязания. В отличие от примера открытого атласного переплетения закрытое атласное переплетение соответствует, например, следующему типу структуры вязания: 0-1/2-1/3-2/1-2// (Фиг. 5).
В случае атласного переплетения пучки 21 взаимосвязанных нитей 20 обычно могут быть видны как косо выступающие относительно машинного направления M1 ремня 1.
Предпочтительно используется двухрядная атласная структура. В этой связи количество рядов относится к количеству петель, которые продолжаются в одном направлении перед тем, как вязание продолжится в противоположном направлении. Другое определение может быть дано путем ссылки на высоту повторения рисунка. В этом случае количество рядов равно половине высоты повторения. Например, в случае высоты повторения атласа, равной четырем, количество рядов будет равно двум. В этом контексте может быть использован термин «раппорт», который в области основовязания относится к количеству петель в повторяемом фрагменте рисунка. Следовательно рисунок, имеющий раппорт (высоту повторения), равный четырем, требует четырех петель до следующего повторения рисунка.
Структуры, основанные на двух рядах, обеспечивают отверстия 10 в виде равносторонних четырехугольников. Соответственно, все поверхности, расположенные между отверстиями 10 в текстильной ткани 2, имеют точно одну и ту же площадь. Это гарантирует равномерное распределение абразивной области по всему абразивному ремню 1. В то же самое время утолщение тканевых нитей 20 в точках соединения может быть сохранено низким. Кроме того, отверстия 10 располагаются на линиях L1, L2, перпендикулярных к машинному направлению M1 абразивного ремня 1, и последовательные линии являются смещенными друг от друга относительно положения своих отверстий 10. Следовательно, при использовании в качестве абразивного ремня 1 такие структуры будут обеспечивать одинаковую скорость удаления по всей шлифуемой поверхности. Это означает, что можно избежать образования полос или подобных структур на обрабатываемой детали.
Кроме того, отверстия 10 являются удлиненными в машинном направлении M1, что является выгодным для общего сопротивления текстильной ткани удлинению в машинном направлении M1.
Предпочтительно направление переплетения чередуется для каждой иглы. Переплетение продолжается в том же самом направлении в каждой второй игле в этой структуре, и возможно также использовать атласное филейное переплетение с более чем двумя рядами, например с тремя, четырьмя или более рядами, но эти структуры являются более склонными к образованию полос на обрабатываемой детали.
Как уже было упомянуто, другим примером я предпочтительного рисунка вязания является репсовое переплетение, показанное на Фиг. 6. Репсовое переплетение может формировать сетчатую структуру с одинаковыми четырехсторонними отверстиями 10, как и в ранее упомянутой двухрядной атласной структуре (см. Фиг. 6).
Такая структура может соответствовать, например, рисунку переплетения типа 1-0/2-3//(Фиг. 6). Также этот рисунок приведет к структуре, обладающей малым утолщением нитей в точках связи, как и в ранее описанном атласном переплетении.
Структуры с низким утолщением тканевых нитей 20, такие как структуры, показанные на Фиг. 4-6, по сути позволяют тканевым нитям 20 в максимально возможной степени находиться на одинаковом уровне высоты как на лицевой, так и на оборотной стороне текстильной ткани 2, что является предпочтительным для многих применений абразивных ремней. В этом случае лицевая сторона текстильной ткани 2 будет нести на себе абразивные материалы 50, и оборотная сторона текстильной ткани 2 будет принимать и распределять давление от поддерживающего устройства настолько равномерно, насколько это возможно.
Также для репсового переплетения отверстия 10 обладают высокой симметрией, и абразивные области между смежными отверстиями очень однородно распределяются по абразивному ремню 1. Кроме того, смежные отверстия 10 являются смещенными друг относительно друга в машинном направлении M1 ремня 1. Это гарантирует отсутствие полос на шлифованном изделии.
Хотя в качестве предпочтительных рисунков вязания были описаны атласное и репсовое переплетения, следует отметить, что настоящее изобретение не ограничивается этими структурами. Другие рисунки вязания также могут быть подходящими для того, чтобы достичь желаемых свойств с точки зрения механической стабильности, проницаемости ремня для пыли и других частиц и равномерного результата шлифования. Один дополнительный пример показан на Фиг. 7, где проиллюстрирована структура основовязания типа 10/12/10/12/23/34/45/43/45/43/32/21//. Соответственно, в этом случае получается более закрытый продукт с меньшей способностью пылеудаления, но с очень высокой механической прочностью в машинном направлении. Однако, результат шлифования может быть менее ровным по сравнению с вышеупомянутыми структурами.
Текстильные ткани, которые являются в принципе подходящими, определяются в стандарте ISO 8388 и содержат уточно-вязаные гладкие трикотажные ткани, уточно-вязаные двухслойные гладкие трикотажные ткани, уточно-вязаные резинкой трикотажные ткани, уточно-вязаные изнаночной вязкой трикотажные ткани, осново-вязаные гладкие трикотажные ткани, осново-вязаные двухслойные гладкие трикотажные ткани, осново-вязаные резинкой трикотажные ткани, осново-вязаные изнаночной вязкой трикотажные ткани, комбинированные осново- и уточно-вязаные гладкие трикотажные ткани и другие.
Также допустимо переносить эти рисунки и формы отверстий на другие основные материалы, такие как тканые текстильные ткани или даже бумажные и пленочные основы. Кроме того, также возможно производить структуры с различными заправками нити для того, чтобы достичь различных размеров отверстий и отношений площади поверхности между отверстиями и абразивными областями.
Для того, чтобы дополнительно способствовать механической стабильности и в частности сопротивлению текстильной ткани 2 удлинению в машинном направлении при натяжении, предпочтительно интегрировать армирующую прослойку или вообще армирование в ремень 1. Предпочтительно эти прослойки состоят из армирующих нитей 25, которые вплетаются в структуру ремня 1.
Предпочтительно петельная цепочка или прослойка могут быть интегрированы в качестве армирования в машинном направлении. Фиг. 8 показывает один пример возможной структуры вязания, армированной армирующими нитями 25. Армирующие нити 25 показаны темным цветом. В качестве примера, армирующие нити 25, показанные на Фиг. 8, вплетаются в двухрядное атласное переплетение. Получаемая структура обладает преимущественно четырехугольными отверстиями с минимальным утолщением нити в точках связи. Использование петельной цепочки для продольного армирования текстильной ткани приводит к дополнительному утолщению нити в этой конкретной структуре.
Предпочтительная интеграция прослойки армирующих нитей 25 в атласную структуру заключается в использовании открытой или закрытой петельной цепочки, проходящей на два ряда, как показано на Фиг. 8. В такой конфигурации армирующая петельная цепочка типа 1-0/0-1// или 0-1/1-0// будет выступать вдоль общего направления атласного переплетения, и поэтому не будет приводить к частичному закрытию отверстий. Иначе говоря, армирующие нити обычно следуют за пучками взаимосвязанных тканевых нитей. Такое армирование также вплетается в основное переплетение петлями таким образом, что оно механически связывается петлями с основной текстильной тканью, и таким образом допускает только некоторую, ограниченную растяжимость (Фиг. 8).
Очевидно, что вышеописанная атласная структура также может быть армирована различными способами для того, чтобы уменьшить ее удлинение вдоль направления вязания текстильной ткани 2. На Фиг. 9 показан другой пример, в котором атласное переплетение, показанное на Фиг. 4, армируется прослойкой типа 0-0/1-1//. В дополнение к этому, в атласной структуре с двухрядной сетчатой структурой открытые или закрытые петли плюс прослойка типа 0-0/0-0// также являются подходящими для уменьшения удлинения вдоль направления вязания текстильной ткани. Однако такой тип армирования может привести к частичному закрытию отверстий в ткани. Другим типом армирования является включение прослойки типа 1-1/0-0, которая будет более точно следовать за структурой атласного переплетения.
Для репсового переплетения также возможно интегрировать петельную цепочку для улучшения механических свойств материала. Один пример показан на Фиг. 10, где применена петельная цепочка типа 1-0/0-1// или 0-1/1-0//.
Альтернативой использованию петельной цепочки является использование прослоечной нити, которая выступает вдоль машинного направления через материал и приводит к армированию, аналогичному ранее описанному армированию петельной цепочкой.
Следует отметить, что нити, которые вставляются либо как прослойка, либо как основная пряжа, либо как вязаная петельная цепочка, приводят к очень низким значениям механического смещения при приложении продольных сил. Тем не менее, описанная структура склонна к растяжению в поперечном направлении. Это обстоятельство может быть использовано для того, чтобы управлять размером и формой отверстий 10 в текстильной ткани 2 во время процесса пропитки путем растягивания текстильной ткани 2 и формирования больших или меньших отверстий 10 в материале.
Вставляемая вязаная структура, прослоечные нити или армирующие нити 25 должны быть в достаточной степени тонкими для того, чтобы избежать создания разности высот на поверхности окончательной текстильной ткани, и в то же самое время в достаточной степени прочными для того, чтобы выдерживать растягивающие усилия.
Предпочтительно армирующие нити 25 имеют максимальную толщину приблизительно 0,05-2,00 мм. Более предпочтительно эта толщина находится в диапазоне от 0,1 до 0,5 мм. Что касается толщины тканевой нити 20 основной текстильной ткани 2, отношение толщины основной тканевой нити к толщине армирующей нити может составлять приблизительно от 1:1 до 20:1, причем диапазон от 10:1 до 2:1 является предпочтительным в большинстве случаев. При такой толщине армирующих нитей 25 можно обеспечить, чтобы однородное распределение высоты текстильной ткани 2 не слишком сильно зависело от интеграции армирующих нитей 25.
В этом контексте следует отметить, что малая разность высот может повторно балансироваться на более поздней стадии процесса. Это может быть сделано, например, во время покрытия абразивными изделиями, когда могут быть применены технологии печати, такие как трафаретная печать, струйная печать, покрытие с помощью гравированных валков и т.п., для того, чтобы нанести покрытие таким образом, чтобы абразивные изделия 50 занимали только определенную область текстильной ткани. В дополнение к этому, покрытая поверхность может быть подвергнута машинной обработке с помощью процессов истирания или шлифования для того, чтобы получить ровную финишную поверхность. Таким образом неравенство в балансе области шлифования пропитанной текстильной тканевой структуры можно компенсировать во время процесса покрытия.
То же самое применимо и к необязательному второму покрытию (не показано), которое наносится на обратную сторону ремня. Соответственно, второе покрытие может использоваться для выравнивания «обратной стороны» ремня (то есть той стороны, которая не входит в контакт с обрабатываемой деталью).
Тканевые нити 20 для основной текстильной ткани 2 абразивных ремней 1, а также армирующие нити 25 являются обычно текстурированными или малокручеными нитями из полиэстера или полиамида благодаря их подходящим свойствам растяжения и низкой стоимости. Однако нити на основе натурального волокна, такого как хлопок, конопля и т.п., также могут быть подходящими. Это включает в себя в более общих терминах использование так называемого штапельного волокна или многоволоконных пряж на основе искусственных или натуральных волокон, которые могут использоваться для основной структуры или для армирования текстильной ткани. Опционально могут также использоваться крученые нити, являющиеся одиночными или однокруточными нитями. Эластичные нити могут применяться в некоторых приложениях, когда текстильная ткань должна растягиваться специфическим образом, например когда желательным является специальное изменение формы отверстий.
Термин «текстурированная нить», обычно известный как DTY (вытянутая текстурированная нить), означает многоволоконную нить, обработанную термическими или механическими способами или их комбинацией таким образом, что непрерывные элементарные волокна нити сматываются, гофрируются или образуют петли. Существуют различные способы текстурирования, которые могут быть применены, такие как текстурирование воздухом, текстурирование острым лезвием, фрикционное текстурирование ложной круткой, текстурирование методом напрессовывания или гофрирование зубчатыми колесами.
Термин «малокрученая нить» обычно известен под аббревиатурой FDY (полностью вытянутая нить). Такие малокрученые нити могут получаться с помощью различных типов наращивания, основанных на моноволокнах или мультиволокнах. Эти нити также могут быть блестящими, полуматовыми или матовыми в плане их внешнего вида, и такие типы являются наиболее распространенными. Однако также доступны различные формы нитей, непрерывных элементарных волокон и их поперечных сечений, которые могут быть, например, круглого типа, трехдольного типа, многогранного типа или любого другого типа формы.
Нити любого типа, такие как текстурированная или малокрученая нить, кроме их типа текстурирования, или формы и внешнего вида, дополнительно могут быть скрученными. «Кручение» относится к вращению нити в двух различных направления, которые обычно упоминаются как направления «S» и «Z». Эти направления кручения относятся только к направлению, в котором скручиваются нити; так что крученые нити «S» и «Z» зеркально симметричны друг другу. Такое кручение нити в большинстве случаев навряд ли имеет какое-либо техническое значение в основовязании, но приводит к различным оптическим эффектам в окончательной текстильной ткани.
Тканевая нить 20 для основной текстильной ткани 2, а также армирующие нити 25 могут быть моноволоконными или многоволоконными нитями.
Термин «моноволоконная нить» относится к искусственной бесконечной штапельной пряже, которая создается из единственного непрерывного элементарного волокна материала. Нить некоторой толщины, например 20 децитекс, не разделяются на другие подструктуры, но состоит только из одного непрерывного элементарного волокна. Многоволоконная нить, следовательно, состоит из нескольких субструктур (непрерывных элементарных волокон) в отличие от моноволокна. Тем самым, нити могут различаться по количеству непрерывных элементарных волокон, из которых состоит нить. Например, многоволоконная нить толщиной 20 децитекс может состоять из двух или более непрерывных элементарных волокон.
«Крученая нить» обычно состоит из многоволоконных нитей, которые могут быть скрученными или нескрученными нитями, текстурированными или нетекстурированными нитями, а также переплетенными или непереплетенными нитями. При этом скрученные нити обычно являются непереплетенными. Эти ранее описанные одиночные нити могут быть впоследствии объединены для того, чтобы сформировать новую, более толстую, нить, которая упоминается как крученая. Такая крученая нить, следовательно, состоит по меньшей мере из двух или более одиночных нитей, которые были скручены вместе.
Термин «натуральные волокна» относится к волокнам, которые происходят из возобновляемых источников. Они относятся к волокнистым материалам, таким как хлопок, конопля, шерсть, шелк или подобные материалы, которые получаются напрямую из растений или животных.
Термин «искусственное волокно» относится ко всем другим волокнам, отличающимся от натуральных. Искусственные волокна могут быть искусственно произведены из нефтехимических веществ, биополимеров или органического сырья. Регенерированные волокна представляют собой подгруппу искусственных волокон. Они делаются из природных материалов, таких как растения, подвергающихся химическим и механическим процессам. Эти виды волокон включают в себя, например, вискозное волокно, бамбуковое волокно и волокна модального типа, которые делаются из целлюлозы. Искусственные волокна могут быть сделаны из нефтехимических веществ, например полиэстера, винилацетата, нейлона, арамида и углерода. Эта категория также включает в себя материалы, сформированные из химически модифицированного волокна, а также волокна, произведенного из полимеров, состоящих из биохимических элементарных блоков, таких как, например, молочная кислота, аминокислоты или пропилендиоксид.
Другим важным свойством абразивного ремня 1 может быть электропроводность конечного абразивного продукта, который может включать в себя углеродные волокна или нити из сходных материалов, которые обеспечивают проводящие свойства. Примерами таких модифицированных нитей являются нити с металлическим покрытием или нити, которые имеют проводящее ядро или обработаны другим образом.
Это не исключает того, что основная текстильная ткань 2 может даже состоять исключительно из углерода или других проводящих нитей. Для того, чтобы получить высокопроводящий материал, это, естественно, должно также применяться в отношении смолы, используемой для пропитки текстильной ткани. Эта смола также может содержать проводящие элементы, такие как углерод, металлы, ионы металлов и т.п. для того, чтобы достичь проводящих свойств композита из текстильной основы и полимерной пропитки.
Примеры других потенциальных нитей для тканевых ремней включают в себя волокна из ультравысокомолекулярного полиэтилена (UHMWPE), а также нити из полипропилена (PP) и арамида. Они могут использоваться для основной структуры текстильной ткани или исключительно для армирования материала.
Толщина малокрученой или текстурированной нити может варьироваться от 5 до 4000 децитекс в зависимости от желаемых значений прочности при растяжении и удлинения текстильной ткани в качестве материала основы, а также желаемого размера абразивных зерен или целевого использования конечного продукта. Единица измерения «децитекс» по определению является весом в граммах на 10000 м нити. Типичная толщина для нити основы атласа составляет 150-900 децитекс, а для армирующих нитей - 15-450 децитекс.
Когда вязаная структура - даже если она укреплена армирующими нитями - подвергается воздействию сил в продольном направлении, это может привести к небольшому, но все еще нежелательному удлинению. Этого можно избежать, если текстильная ткань 2 подвергается действию растяжения в продольном направлении в то время, когда материал пропитывается смолой или покрывается покрытием или вторым покрытием перед нанесением абразивов. Благодаря этому растяжению текстильной ткани во время пропитки, механически смещенные части фиксируются под напряжением. В результате нити остаются под напряжением, когда пропитка 30/покрытие 40 вулканизируются, и текстильная ткань 2 может лучше выдерживать продольные усилия, и дальнейшее растяжение уменьшается.
Дополнительно к этому, можно управлять растяжимостью текстильной ткани 2 в поперечном направлении после окончательной вулканизации пропитки 30. При этом большее растяжение текстильной ткани 2 приведет к формированию больших отверстий 10, но также уменьшит поперечное удлинение пропитанного материала после завершения вулканизации. Такое большее растяжение во время пропитки предотвращает чрезмерное растяжение текстильной ткани 2 в поперечном направлении, когда материал используется в качестве абразивного ремня, поскольку во время его использования могут возникать также поперечные силы (хотя обычно они значительно меньше сил, действующих в продольном направлении).
Различные типы пропиток 30 и покрытий 40 могут быть применены для текстильной ткани 2. То же самое касается и второго покрытия на обратной стороне ремня. Типы смол, используемых для пропиток и покрытий, могут включать в себя фенольные, карбамидные или латексные смолы, а также их смеси, как описано в патентном документе EP 0779851. Ремень может быть покрыт путем нанесения покрытия валиком, нанесения покрытия распылением, нанесения покрытия поливом, способом печати, таким как трафаретная печать или глубокая печать, оттиск с фольги или подобные способы, приводящие к покрытиям, именуемым как первый адгезивный слой и абразивный слой. Кроме того, также могут быть применены отверждаемые излучением пропиточные смолы, такие как эпоксидные, акрилатные или подобные смолы. Также термически отверждаемые эпоксидные, акрилатные, изонитрильные или подобные смолы и их смеси могут использоваться для механической стабилизации текстильной ткани. Эти смолы могут включать в себя наполнители и добавки, такие как поверхностно-активные вещества типа этоксилатов жирных кислот, наполнители различных видов, такие как волокна, тригидроксид алюминия, каолин, карбонаты кальция, тальк и т.п.
Кроме того, текстильная ткань 2 ремня 1 может подвергаться любому виду поверхностной модификации либо с лицевой, либо с обратной стороны ткани, как это описано в патентном документе EP 0779851.
Абразивные области 60 могут быть в тех же самых или отдельных процессах посыпаны или покрыты абразивными изделиями 50, такими как карбид кремния, оксид алюминия различных типов или их смеси, такие как коричневая, розовая, белая или подвергнутая высокотемпературной обработке. Также могут быть нанесены высококачественные абразивы, такие как покрытые керамикой или подобные зерна, а также алмазы, CBN или другие частицы, обычно называемые суперабразивами.
Фиг. 11A, 11B, и 11C показывают полученные с помощью SEM изображения поперечного сечения пропитанной ткани. Это сечение проходит перпендикулярно к ранее определенному машинному направлению ткани, и в то же самое время перпендикулярно к лицевой и обратной ее сторонам.
На исходных изображениях SEM (Фиг. 11A и 11B) тканевые нити можно легко отличить от окружающей смолы пропитки. Фиг. 11B показывает поперечное сечение, которое было залито в «формовочную смолу» (которая не связана с реальным продуктом и служит для целей визуализации) перед разрезанием, чтобы достичь плоского среза и иметь возможность определить соотношение площадей между тканевыми нитями и окружающей пропиточной смолой с помощью способов анализа фотографии. Окружающая область формовочной смолы при этом принимается во внимание и вычитается из полной площади поперечного сечения.
Для того, чтобы вычислить отношение объемных долей нитей и пропиточной смолы, один и тот же анализ выполняется на нескольких повторенных срезах (>5) в машинном направлении, чтобы получить статистически значимый результат.
Волокна идентифицируются вручную или с помощью алгоритма распознавания изображений, и соответствующее количество пикселов вычитается (Фиг. 11C). Изображение для определения количества пикселов области нити показано на Фиг. 11C. Аналогичное цветное или цветоинвертированное изображение используется для того, чтобы определить область пикселов, соответствующих пропиточной смоле. Количество пикселов, соответствующих поверхности нити, соотносится затем с общим количеством пикселов поверхности среза продукта или с количеством пикселов, соответствующих пропиточной смоле.
Вычисленное значение отношения средней доли площади тканевых нитей к средней доле пропиточной смолы для статистически достаточного количества срезов может быть взято в качестве объемного соотношения между нитью и пропиточной смолой. В примере, который показан на Фиг. 11A - 11C, объемное отношение тканевых нитей к количеству пропиточной смолы составляет приблизительно 1,7 и, соответственно, объемная доля тканевых нитей в общем объеме продукта (исключая отверстия) составляет приблизительно 0,6.
Также возможно определить массовое отношение ткани и пропитанной ткани путем соотнесения массы ткани и пропитанной ткани после вулканизации. Это отношение составляет от 0,05 до 0,9, тогда как предпочтительно оно составляет от 0,1 до 0,7 и еще более предпочтительно от 0,2 до 0,4. Абразивный ремень с достаточными механическими свойствами может быть получен при соблюдении этих соотношений.
В то же самое время определенное количество смолы гарантирует, что неравномерности, происходящие от текстильной тканевой основы (с точки зрения точек утолщения тканевых нитей), могут быть сбалансированы.
Хотя в вышеописанном примере был исследован образец, в котором присутствует только пропиточная смола, вышеописанный анализ может быть в равной степени применен для продуктов, которые являются (дополнительно) покрытыми. В этом случае эти значения являются соответствующими объемными/массовыми отношениями тканевой нити к смоле, где доля смолы формируется смолой пропитки плюс покрытием, либо просто покрытием.
В более общем случае, если присутствуют дополнительные компоненты, вышеописанный анализ приведет к объемным/массовым отношениям тканевых нитей к объему/массе всего продукта (исключая отверстия) и/или нанесенных покрытий и их комбинаций.
Эти требования для абразивных ремней являются обязательными. Описанные выше варианты осуществления обеспечивают однородное распределение зерен, а также подходящее удаление пыли и достаточные свойства растяжения. Кроме того, открытая структура является чрезвычайно полезной в некоторых типах ленточных шлифовальных машин, где прозрачность ремня дает оператору машины значительно больше возможностей управлять процессом шлифования, как, например, в случае шлифовальных станков с возвратно-поступательным движением головки.
Реферат
Изобретение может быть использовано для шлифования и полировки. Абразивный ремень содержит текстильную ткань, сформированную из взаимосвязанных нитей, и когерентную абразивную область, сформированную на одной стороне текстильной ткани, и дополнительно содержит множество регулярно распределенных сквозных отверстий. Предложенный абразивный ремень обеспечивает однородное распределение абразивного материала и, таким образом, равномерное финишное шлифование, а также удаление пыли, низкое продольное удлинение и прочность в поперечном направлении. 3 н. и 22 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Несущий слой, способ его изготовления и его применение
Гибкое шлифовальное изделие и способ его изготовления
Комментарии