Несущий слой, способ его изготовления и его применение - RU2456393C2
Код документа: RU2456393C2
Чертежи



Описание
Изобретение относится к несущему слою, который пригоден, в частности, в качестве несущего слоя для изготовления полос кровельного материала или в качестве навесов или несущих поверхностей.
Несущие слои должны удовлетворять многогранным требованиям. Так, например, с одной стороны, требуется достаточная механическая прочность, как и прочность против пробивки отверстий, и высокая прочность на растяжение, чтобы, например, выдерживать механические нагрузки при дальнейшей обработке, как, например, при пропитке битумом или укладке. Кроме того, желательна высокая устойчивость против термической нагрузки, например, при покрытии битумом, или против излучаемого тепла и сопротивляемость против летящих искр. Поэтому нет недостатка в попытках по улучшению существующих несущих слоев.
Как известно, нетканые материалы на основе ваточных холстов из синтетических волокон комбинируют с армирующими волокнами, например, со стекловолокнами. Примеры таких полос гидроизоляционного материала находят в документах GB-A-1517595, полезной модели DE-Gbm-77-39489, ЕР-А-160609, EP-A-176-847, EP-A-403403 и EP-A-530769. Связь между волокнистым нетканым материалом и армирующими волокнами в соответствии с этим уровнем техники осуществляется либо путем склеивания с помощью связующего средства, или путем иглопрокалывания слоев из различного материала.
Далее известно, что композиционные материалы можно изготовлять с помощью вязальной или вязально-прошивной технологии. Примеры этого находятся в документах DE-A-3347280, US-A-4472086, EP-A-333602 и EP-A-395548.
Из DE-A-3417517 известна текстильная прокладочная ткань с анизотропными свойствами и способ ее изготовления. Прокладочная ткань состоит из подложки, которая имеет поверхность, плавящуюся при температуре ниже 150°С, и связанные с ней, плавящиеся при температуре выше 180°С армирующие волокна, которые зафиксированы на этой поверхности параллельно друг другу. Согласно одному варианту выполнения в отношении подложки речь может идти о нетканом материале, на одной поверхности которого находятся волокна или нити плавкого клея, которые предназначены для соединения расположенных параллельно армирующих волокон с нетканым материалом.
Из US-A-4504539 известна комбинация армирующих волокон в форме двухкомпонентных волокон с неткаными материалами на основе синтетических волокон.
Из EP-A-0281643 известна комбинация армирующих волокон в форме сетки из двухкомпонентных волокон с неткаными материалами на основе синтетических волокон, причем весовая доля сетки из двухкомпонентных волокон составляет, по меньшей мере, 15 вес.%.
Из JP-A-81-5879 известен композиционный материал, который снабжен армирующим материалом в форме сетки.
Из GB-A-2017180 известен фильтрующий материал из неорганического нетканого материала и металлических проволок, который используется для очистки отходящих газов при высоких температурах (выше 300°С).
Полезная модель DE-Gbm-29500830 описывает армирование стекловолокнистого нетканого холста синтетическими моноволокнами. Эти армирующие моноволокна в полосе гидроизоляционного материала незначительно способствуют исходному усилию при небольших относительных удлинениях. Они имеют, однако, явно более высокое относительное удлинение при максимальных усилиях растяжения, чем стекловолокнистый нетканый холст; таким образом, обеспечивается поверхностная взаимосвязь полосы гидроизоляционного материала также еще при деформациях, которые могут привести к разрушению стекловолокнистого нетканого холста.
Усадка синтетических моноволокон выше, чем усадка стекловолокнистого нетканого холста, и может привести в полосе гидроизоляционного материала к волнистости.
Из DE-A-3941189 известна комбинация армирующих волокон в форме нитяной цепи с неткаными материалами на основе синтетических волокон, которые могут связываться друг с другом различными способами. В этой заявке подчеркивается, что модуль Юнга армированного несущего слоя не изменяется по сравнению с неармированным базовым нетканым материалом.
Из EP-A-0806509 и EP-A-0806510 известны несущие слои, содержащие текстильное изделие плоской формы и арматуру, которые воспринимают воздействующее усилие уже при небольшом относительном удлинении. Такие несущие слои проявляют хорошие технические характеристики, тем не менее существует постоянная задача, состоящая в том, чтобы и эти продукты еще больше улучшать.
Далее, из уровня техники было известно, что фильерные нетканые материалы после их изготовления подвергаются механическому упрочнению. Для этого фильерный нетканый материал обычно подвергается иглопрокалыванию. Чтобы достичь достаточной стабильности против расслоения, необходимы плотности иглопрокалывания от 20 до 100 проколов/см2. Хотя иглопрокалывание выполняется с помощью игл, выступающая часть надсечки которых, предпочтительно суммы выступающей части надсечки и глубины надсечки, меньше, чем диаметр армирующих волокон, повреждение армирующих волокон является неизбежным. Такие повреждения могут привести к проблемам в отношении стабильности размеров.
Задача настоящего изобретения состоит в том, чтобы предложить улучшенные несущие слои, которые можно изготавливать экономично в количествах, удовлетворяющих коммерческий спрос.
Предметом настоящего изобретения является, таким образом, несущий слой, содержащий текстильное изделие плоской формы и арматуру, отличающийся тем, что упрочнение текстильного изделия плоской формы, которое уже снабжено армированием, осуществляется гидродинамическим способом, причем армирование выполнено в форме армирующих нитей, диаметр которых составляет 0,1-1 мм или 10-400 текс, а модуль Юнга составляет, по меньшей мере, 5 ГПа.
В несущем слое согласно изобретению армирование предпочтительно выполнено таким образом, что арматура воспринимает усилие, так чтобы в диаграмме усилие/относительное удлинение (при 20°С) исходное усилие несущего слоя с армированием при сравнении с несущим слоем без армирования в области между 0 и 1% относительного удлинения, по меньшей мере, в одном месте отличалось, по меньшей мере, на 10%.
В другом варианте выполнения армирование несущего слоя можно выполнить также таким образом, чтобы восприятие сил арматурой осуществлялось лишь при более высоких относительных удлинениях.
С помощью гидродинамического упрочнения можно еще более улучшить технические характеристики несущего слоя. Очень хорошие технические характеристики наблюдаются, в частности, в том случае, если можно оптимизировать различные параметры. В отношении несущих слоев здесь следует назвать, в частности, небольшое повреждение армирования, выраженное как прочность арматуры после введения в несущий слой, достаточную стабильность против расслоения и высокое максимальное усилие растяжения. Оптимизация всех этих параметров желательна, однако доныне она реализуема лишь в недостаточной степени.
Здесь помощь окажет данное изобретение. Неожиданно было обнаружено, что оптимизация названных выше параметров возможна, если упрочнение текстильного изделия плоской формы, которое уже армировано, осуществляется гидродинамическим способом.
Несущие слои согласно изобретению по сравнению с подвергнутыми механическому иглопрокалыванию несущими слоями показывают оптимизацию параметров максимального усилия растяжения в продольном направлении, сопротивления расслоению и остаточной прочности армирования после упрочнения. Несущие слои согласно изобретению проявляют сравнимое с механически упрочненными с помощью иглопрокалывания несущего слоя максимальное усилие растяжения в продольном направлении и сравнимое сопротивление расслоению, остаточная же прочность армирования после водоструйного иглопрокалывания, по меньшей мере, в два раза выше, чем в случае механического иглопрокалывания. Механическое иглопрокалывание осуществляется при плотности проколов 20-100 проколов/см2, предпочтительно при 40 проколах/см2.
При гидродинамическом упрочнении согласно изобретению не происходит повреждения армирования, хотя упрочнение несущего слоя может осуществляться. Это положение дел проявляется в том, что свойства сопротивления расслоению и максимальное усилие растяжения очень высоки, и, с другой стороны, число поврежденных элементов армирования очень незначительно - по сравнению с традиционно подвергнутыми иглопрокалыванию несущими слоями.
При гидродинамическом упрочнении речь идет предпочтительно о водоструйном иглопрокалывании. Давление при водоструйном иглопрокалывании составляет 5-600 бар, предпочтительно, 50-450 бар, в частности 100-300 бар.
Диаметр насадок и, соответственно, диаметр струи составляет 0,05-0,25 мм, предпочтительно 0,07-0,2 мм. Насадки располагаются в форме так называемых балок. Число насадок составляет 10-60 насадок на дюйм, предпочтительно 20-40 насадок на дюйм.
Вместо воды можно использовать также другие жидкие среды. В специальном варианте выполнения изобретения водоструйное иглопрокалывание осуществляется в несколько этапов, т.е. один из первых этапов водоструйного иглопрокалывания осуществляет предварительное уплотнение или предварительное упрочнение, а в последующем проводится собственно упрочнение и конечное упрочнение. При этом оказалось, что первое водоструйное иглопрокалывание благоприятно в области 5-200 бар (предварительное уплотнение), а дальнейшее упрочнение осуществляется при более высоких давлениях.
Водоструйное иглопрокалывание может осуществляться с помощью непрерывной водяной струи или же также с помощью подачи водяной струи импульсами, причем частота импульсов не подлежит никакому специальному ограничению. Применяемые при водоструйном иглопрокалывании ситовые ткани являются обычными для водоструйного иглопрокалывания тканями. При этом речь идет, например, о ситовой ткани 60 меш. В зависимости от типа водоструйного иглопрокалывания это значение может изменяться. Далее, водоструйное иглопрокалывание может проводиться также с обеих сторон.
Водоструйное иглопрокалывание несущего слоя согласно изобретению осуществляется с установленными скоростями подачи. Нижний предел скорости подачи получается путем оценки прочности в продольном направлении несущего слоя согласно изобретению, и, тем самым, он зависит от различных параметров. Скоростью подачи определяются, наконец, энергетические затраты на водоструйное иглопрокалывание. В отношении несущего слоя в соответствии с примером 1 в качестве нижнего предела скорости подачи получается значение, по меньшей мере, 1,5 м/мин, предпочтительно, по меньшей мере, 2,0 м/мин, в частности, по меньшей мере, 2,5 м/мин. Верхний предел скорости подачи, в принципе, не подлежит никакому существенному ограничению. Если упрочнение осуществляется с помощью лишь одной-трех водоструйных балок, то верхний предел для упрочнения составляет 20 м/мин (в отношении несущего слоя согласно примеру 1), предпочтительно 15 м/мин, в частности 10 м/мин. Благодаря повышению числа водоструйных балок или давления можно повысить верхний предел скорости подачи.
Верхнее значение энергозатрат на водоструйное иглопрокалывание (в отношении несущего слоя согласно примеру 1) соответствует, таким образом, водоструйному иглопрокалыванию с балкой с насадками с 40 насадками на дюйм, давлением 220 бар и скоростью подачи 2 м/мин, причем предварительное упрочнение проводилось с помощью той же балки и с давлением 40 бар.
Нижнее значение энергетических затрат на водоструйное иглопрокалывание (в отношении несущего слоя согласно примеру 1) соответствует, таким образом, водоструйному иглопрокалыванию с балкой с насадками с 40 насадками на дюйм, давлением 220 бар и скоростью подачи 10 м/мин, причем предварительное упрочнение проводилось с помощью той же балки и с давлением 40 бар.
Возможно также осуществление водоструйного иглопрокалывания с помощью нескольких установленных друг за другом балок, предпочтительно с помощью, по меньшей мере, 3-х балок.
Верхнее значение подачи энергии при водоструйном иглопрокалывании соответствует водоструйному иглопрокалыванию с тремя балками с насадками при 40 насадках на дюйм на одной балке, давлении 220 бар и скорости подачи 2 м/мин, причем предварительное упрочнение осуществлено с такой же балкой и давлением 40 бар.
Наряду с водоструйным иглопрокалыванием фильерные нетканые материалы, которые уже содержат армирующие нити, могут подвергаться другим операциям упрочнения, например термической обработке. В предпочтительной форме выполнения несущие слои согласно изобретению упрочняются исключительно лишь с помощью термической обработки и/или водоструйного иглопрокалывания, механическое же иглопрокалывание не производится.
Предпочтительные, соответствующие изобретению несущие слои в диаграмме усилие/относительное удлинение (при 20°С) показывают, что базовое усилие несущего слоя с армированием при сравнении с несущим слоем без армирования в области между 0-1% относительного удлинения, по меньшей мере, в одном месте отличается, по меньшей мере, на 10%, предпочтительно, по меньшей мере, на 20%, в частности, предпочтительно, по меньшей мере, на 30%.
Для ряда случаев использования, однако, также при комнатной температуре желателен высокий модуль при малых относительных удлинениях. Этот высокий модуль улучшает возможности использования, в частности, при легких нетканых материалах.
В зависимости от профиля требований, а также с позиций стоимости базовое усилие армированного несущего слоя при малых относительных удлинениях можно распределить в различных долях на текстильное изделие плоской формы или на арматуру.
Измерение базового усилия осуществляется по Европейским нормам EN 29073, часть 3, на образцах шириной 5 см при длине свободной от зажима части 200 мм. Числовое значение усилия предварительного зажимания, заданное в сантиньютонах, соответствует при этом числовому значению массы на единицу поверхности образца, выраженному в граммах на квадратный сантиметр.
Термин «текстильное изделие плоской формы» следует понимать в рамках этого описания в самом широком значении. При этом речь может идти обо всех изделиях из волокон, которые изготовлены в соответствии с технологией образования изделий плоской формы. В отношении образующих волокна материалов речь идет о натуральных волокнах и/или волокнах из синтезированных полимеров. Примерами таких текстильных изделий плоской формы являются ткани, многослойные полотна из ориентированных волокон или ровницы (Gelege), трикотаж и вязаные изделия, а также, предпочтительно, нетканые материалы.
Из нетканых материалов, состоящих из волокон синтетических полимеров, предпочтительны фильерные нетканые материалы, так называемый «спанбонд», которые получены с помощью неупорядоченной укладки свежесформованных из расплава волокон. Они состоят из бесконечных элементарных синтезированных волокон, получаемых из формуемых из расплава полимерных материалов. Соответствующими полимерными материалами являются, например, полиамиды, как, например, полигексаметилен-диадипамид, поликапролактам, ароматические или частично ароматические полиамиды («арамиды»), алифатические полиамиды, как, например, нейлон, частично ароматические или полностью ароматические сложные полиэфиры, полифениленсульфид (PPS), полимеры с эфирными и кетоновыми группами, как, например, полиэфиркетоны (PEK) и полиэфирэфиркетоны (PEEK), полиолефины, как, например, полиэтилен, или полипропилен, или полибензимидазолы.
Предпочтительно фильерные нетканые материалы состоят из формуемых из расплава сложных полиэфиров. В качестве полиэфирных материалов могут рассматриваться, в принципе, все пригодные для изготовления волокон типы. Такие сложные полиэфиры состоят преимущественно из структурных звеньев, которые производятся из ароматических дикарбоновых кислот и из алифатических диолов. Ходовыми ароматическими структурными звеньями дикарбоновой кислоты являются двухвалентные остатки бензолдикарбоновых кислот, в частности терефталевой кислоты и изофталевой кислоты; ходовые диолы имеют 2-4 атома углерода, причем особенно пригоден этиленгликоль. Особенно предпочтительны фильерные нетканые материалы, которые, по меньшей мере, до 85 мол.% состоят из полиэтилентерефталата. Остальные 15 мол.% получаются из структурных звеньев дикарбоновой кислоты и гликолевых блоков, которые действуют в качестве модифицирующего средства и которые позволяют специалисту целенаправленно влиять на физические и химические свойства изготовленных элементарных волокон. Примерами таких структурных звеньев дикарбоновой кислоты являются остатки изофталевой кислоты или алифатической дикарбоновой кислоты, как, например, глютаровая кислота, адипиновая кислота, себациновая кислота; примерами оказывающих модифицирующее действие диольных остатков являются таковые остатки диолов с более длинной цепью, например, пропандиола или бутандиола, ди- или триэтиленгликоля или, поскольку присутствует в малом количестве, полигликоля с молекулярным весом примерно 500-2000.
Особенно предпочтительными являются сложные полиэфиры, которые содержат, по меньшей мере, 95 мол.% полиэтилентерефталата (PET), в частности таковые сложные полиэфиры из немодифицированных PET.
Если несущие слои согласно изобретению должны дополнительно обладать огнестойкими свойствами, то предпочтительно, если они были сформованы из модифицированных с приданием огнестойких свойств сложных полиэфиров. Такие модифицированные сложные полиэфиры с огнестойкими свойствами известны. Они содержат добавки галогенных соединений, в частности бромистых соединений или, что особенно предпочтительно, они содержат фосфоновые соединения, которые внедрены в цепи сложных полиэфиров при конденсации.
Особенно предпочтительным образом фильерные нетканые материалы содержат модифицированные с приданием огнестойких свойств сложные полиэфиры, которые содержат внедренные в цепь при конденсации структурные группы формулы (1):
в которой R означает алкилен или полиметилен с 2-6 атомами углерода или фенил, а R1 означает алкил с 1-6 атомами углерода, арил или аралкил. Предпочтительно в формуле (1) R означает этилен, а R1 означает метил, этил, фенил, или o-, m-, p-метил-фенил, в частности метил. Такие фильерные нетканые материалы описываются, например, в DE-A-3940713.
Содержащиеся в фильерных нетканых материалах сложные полиэфиры имеют предпочтительно молекулярный вес соответственно собственной вязкости (IV) от 0,6 до 1,4, замеренной в растворе 1 г полимера в 100 мл дихлоруксусной кислоты при 25°С.
Отдельные титры элементарных волокон сложного полиэфира в фильерном нетканом материале составляют 1-16 дтекс, предпочтительно 2-8 дтекс.
В другом варианте выполнения изобретения фильерный нетканый материал может быть также упрочненным с помощью плавкого связующего вещества нетканым материалом, который содержит волокна несущего слоя и волокна плавкого клея. Волокна несущего слоя и легко размягчающиеся синтетические волокна могут производиться из любых термопластичных, образующих нити полимеров. Волокна несущего слоя могут, кроме того, производиться также из неплавящихся, образующих нити полимеров. Такие упрочненные плавкими связующими фильерные нетканые материалы описаны, например, в документах EP-A-0446822 и EP-A-0590629.
Примерами полимеров, из которых могут производиться волокна несущего слоя, являются полиакрилнитрил, полиолефины, как, например, полиэтилен или полипропилен, в основном алифатические полиамиды, как, например, нейлон 6,6, по существу, ароматические полиамиды (арамиды), как, например, поли-(p-фенилентерефталат) или сополимеры, содержащие некоторую составляющую часть ароматических m-диаминовых мономерных единиц для повышения растворимости или поли-(m-фениленизофталат), по существу, ароматические сложные полиэфиры, как, например, поли-(p-гидрооксибензоат) или, предпочтительно, по существу, алифатические сложные полиэфиры, как, например, полиэтилентерефталат.
Доля обоих типов волокон относительно друг друга может выбираться в широких пределах, причем следует обратить внимание на то, что доля волокон плавкого клея выбирается такой, чтобы нетканый материал с помощью склеивания волокон несущего слоя с волокнами плавкого клея получал достаточную для желаемого применения прочность. Доля плавкого клея, происходящего от волокон плавкого клея, в нетканом материале составляет обычно менее 50 вес.% по отношению к весу нетканого материала.
В качестве плавких клеев могут рассматриваться, в частности, модифицированные сложные полиэфиры с пониженной по сравнению с исходным нетканым материалом на 10-50°С, предпочтительно на 30-50°С точкой плавления. Примерами таких плавких клеев являются полипропилен, полибутилентерефталат или полиэтилентерефталат, модифицированный внедренными при конденсации диолами с длинными цепями и/или изофталевой кислотой или алифатическими дикарбоновыми кислотами.
Плавкие клеи могут вводиться в нетканые материалы предпочтительно в форме волокон.
Предпочтительно волокна несущего слоя и волокна плавкого клея синтезированы из одного класса полимеров. Под этим следует понимать, что все используемые волокна выбираются из одного класса веществ таким образом, чтобы после использования нетканого материала их можно было без проблем использовать вторично. Если волокна несущего слоя состоят, например, из сложного полиэфира, то волокна плавкого клея выбираются также из сложного полиэфира или из смеси сложных полиэфиров, например, в виде двухкомпонентного волокна с PET (ПЭТФ) в ядре и имеющими более низкую температуру плавления сополимерами полиэтилентерефталата в качестве оболочки; кроме того, возможны, однако, также двухкомпонентные волокна, которые построены из различных полимеров. Примерами этого являются двухкомпонентные волокна из сложного полиэфира и полиамида (ядро/оболочка).
Титры отдельных волокон несущего слоя и волокон плавкого клея могут выбираться в широких пределах. Примерами обычных областей титров являются 1-16 дтекс, предпочтительно 2-6 дтекс.
Если несущие слои согласно изобретению связаны дополнительно с огнестойкими свойствами, то они содержат предпочтительно огнестойкие плавкие клеи. В качестве огнестойкого плавкого клея в слоистом материале согласно изобретению может быть, например, модифицированный с помощью внедрения элементов цепи приведенной выше формулы (1) полиэтилентерефталат.
Участвующие в построении нетканых материалов элементарные волокна или штапельные волокна могут иметь практически круглое поперечное сечение или также другие формы, как, например, выполненные в форме гантелей, треугольные, трех- или многогранные поперечные сечения. Применимы также полые волокна и двух- или многокомпонентные волокна. Далее, волокна плавкого клея можно использовать также в форме двух- или многокомпонентных волокон.
Образующие текстильные изделия плоской формы волокна могут быть модифицированы, например, с помощью антистатиков, как, например, с помощью сажи.
Вес единицы поверхности нетканого фильерного материала составляет 20-500 г/м2, предпочтительно 40-250 г/м2.
Приведенные выше свойства получаются, например, с помощью нитей или пряжи, модуль Юнга которых составляет, по меньшей мере, 5 ГПа, предпочтительно, по меньшей мере, 10 ГПа, особенно предпочтительно, по меньшей мере, 20 ГПа. Названные выше армирующие нити, т.е. как элементарные нити, так и пряжа имеют диаметр 0,1-1 мм или 10-400 текс, предпочтительно 0,1-0,5 мм, в частности 0,1-0,3 мм и имеют относительное удлинение при разрыве 0,5-100%, предпочтительно 1-60%. Особенно предпочтительно несущие слои согласно изобретению имеют запас относительного удлинения менее 1%.
Под запасом относительного удлинения понимается то удлинение, которое воздействует на несущий слой, прежде чем воздействующее усилие отведется на армирующие нити, т.е. запас относительного удлинения 0% означал бы, что воздействующие на несущий слой усилия растяжения отводились бы сразу на армирующие нити. Это означает, что воздействующие на нетканый материал силы воздействуют не только лишь на выравнивание или ориентацию армирующих нитей, а, скорее, отводятся непосредственно на армирующие нити, так что можно избежать повреждения текстильного изделия плоской формы. Это проявляется, в частности, в крутом подъеме применяемого усилия при малых относительных удлинениях (диаграмма усилие/относительное удлинение при комнатной температуре). Дополнительно с помощью соответствующих армирующих нитей, которые имеют высокое относительное удлинение при разрыве, можно значительно повысить максимальное усилие растяжения несущего слоя. Подходящими армирующими нитями являются, например, моноволокна или комплексные нити из сложного полиэфира.
Предпочтительно в качестве армирующих нитей используются комплексные нити и/или моноволокна на основе арамидов, предпочтительно так называемые высокомодульные арамиды, углерод, стекло, минеральные волокна (базальт), высокопрочные моноволокна или комплексные нити из сложного полиэфира, высокопрочные полиамидные моноволокна или комплексные нити, а также так называемые гибридные пряжи из комплексных нитей (пряжи, содержащие армирующие волокна и связующие волокна с более низкой температурой плавления) или проволока (моноволокна) из металла или сплавов металлов.
Предпочтительные армирующие элементы из экономических соображений состоят из комплексных стекловолокон в форме, в основном проходящих параллельно множеств нитей или многослойных полотен из ориентированных волокон (Gelegen). Большей частью осуществляется лишь армирование нетканого материала в продольном направлении с помощью, в основном, проходящих параллельно множеств нитей.
Армирующие нити могут использоваться как таковые или также в форме текстильных изделий плоской формы, например, в виде тканей, многослойных полотен из ориентированных волокон (Gelege), трикотажа, вязаного трикотажа или в виде нетканого материала. Предпочтительными являются армирования с помощью проходящих параллельно друг другу армирующих нитей, т.е. множеств нитей основы, а также многослойных полотен из ориентированных волокон или ткани.
Плотность нитей в зависимости от желаемых свойств может колебаться в широких пределах. Предпочтительно плотность нитей составляет 20-200 нитей на метр. Плотность нитей замеряется перпендикулярно ориентации нитей. Армирующие нити подаются предпочтительно во время образования фильерного нетканого материала и таким образом внедряются в фильерный нетканый материал. Точно так же предпочтительным является укладывание нетканого материала на арматуру или последующее образование слоя из арматуры и нетканого материала путем сборки.
В зависимости от профиля применения несущего слоя фильерные нетканые материалы после их изготовления, наряду с гидродинамическим упрочнением, дополнительно подвергаются химическому и/или термическому упрочнению.
Для этого упрочняемые с помощью плавких связующих фильерные нетканые материалы, которые наряду с волокнами несущего слоя содержат также связывающие волокна, известным само по себе способом упрочняются термически с помощью каландра или в печи. Волокна могут иметь также двухкомпонентную структуру (например, ядро/оболочка), при которой оболочка является связывающим полимером.
Если фильерные нетканые материалы не содержат никаких обладающих способностью к термическому упрочнению связывающих волокон, то эти фильерные нетканые материалы пропитывают химическими связующими. Для этого могут использоваться, в частности, связующие на основе акрилатов или стиролей. Доля связующего составляет целесообразно до 30 мас.%, предпочтительно 2-25 мас.%. Точный выбор связующего осуществляется в соответствии с условиями дальнейшей обработки. Твердые связующие позволяют высокие скорости обработки при пропитке, в частности пропитке битумом, в то время как мягкое связующее дает особенно высокие значения прочности при раздирании и прочности при вырывании игл.
В другом варианте выполнения могут применяться также связующие, модифицированные с приданием огнестойких свойств, или даже можно совсем отказаться от связующего.
В другом варианте выполнения изобретения несущий слой согласно изобретению может иметь выдавленный рисунок из распределенных статистически или в соответствии с раппортом, имеющих небольшую площадь вдавленных участков, предпочтительно вдавливание на холсте, при котором площадь сжатых мест, т.е. общая площадь уплотненных мест фильерного нетканого материала, составляет 30-60%, предпочтительно 40-45% его общей площади, и толщина уплотненных мест нетканого материала составляет минимально 20%, предпочтительно 25-50% от толщины неуплотненных мест нетканого материала. Этот выдавленный рисунок в случае упрочняемого с помощью плавких связующих фильерного нетканого материала наносится предпочтительно при упрочнении с помощью каландра. Если несущий слой может подвергаться конечному упрочнению с помощью химических связующих, то выдавленный рисунок выдавливается также с помощью каландра. Этот выдавленный рисунок, который наносится при прохождении фильерного нетканого материала через нагретый каландр на обе поверхности фильерного нетканого материала, предпочтительно, однако, лишь на одну сторону поверхности фильерного нетканого материала, содержит большое число мелких мест вдавливания, которые имеют величину от 0,2 до 40 мм2, предпочтительно от 0,2 до 10 мм2, и отделены друг от друга имеющими такую же величину, не вдавленными элементами поверхности нетканого материала. Определение площади уплотненных мест нетканого материала и неуплотненных мест нетканого материала можно осуществить с помощью снимков поперечных сечений, отснятых через микроскоп.
Несущие слои согласно изобретению можно комбинировать с другими текстильными изделиями плоской формы, так чтобы можно было изменять их свойства. Так, например, другие текстильные изделия плоской формы, включающие стекловолокна, можно комбинировать с несущим слоем, чтобы повысить изолирующие и огнестойкие свойства несущего слоя. Другая функция такого дополнительного текстильного изделия плоской формы может состоять, например, в том, чтобы повысить прочность ядра несущего слоя. Такие комбинированные материалы, которые содержат несущие слои согласно изобретению, также являются предметом изобретения.
Подача армирующего материала может осуществляться перед, во время и/или после образования текстильного изделия плоской формы.
Если армирование проводится после образования текстильной поверхности, или если арматура вводится между двумя текстильными поверхностями (сэндвич), то текстильные поверхности могут упрочняться до этого, причем здесь также может проводиться механическое упрочнение путем иглопрокалывания. При этом применяют плотность проколов от 20 до 100 проколов/см2.
Несущий слой согласно изобретению содержит, таким образом, по меньшей мере, одно текстильное изделие плоской формы и, по меньшей мере, один армирующий материал. Армирующий материал можно нанести на, по меньшей мере, одну поверхность текстильного изделия плоской формы или же ввести в текстильное изделие плоской формы, например, путем внедрения армирующего материала при образовании текстильной поверхности. Далее, несущий слой согласно изобретению наряду с арматурой может также содержать два текстильных изделия плоской формы, причем они расположены в виде сэндвича вокруг армирующего материала.
Изготовление несущего слоя согласно изобретению включает в себя следующие известные сами по себе мероприятия:
а) образование текстильного изделия плоской формы,
b) подача армирующего материала,
c) при необходимости подача или изготовление другого текстильного изделия плоской формы, так чтобы арматура была окружена в виде сэндвича текстильными изделиями плоской формы,
d) упрочнение полученного в ходе этапа с) несущего слоя с помощью гидродинамических методов упрочнения,
e) при необходимости пропитывание упрочненного в соответствии с этапом d) несущего слоя связующим, и
f) при необходимости упрочнение полученного согласно этапу d) промежуточного продукта с помощью повышенной температуры и/или давления, причем последовательность этапов а) и b) может быть также обратной.
В предпочтительном варианте выполнения подача арматуры и любая термическая обработка в способе изготовления несущего слоя осуществляется под напряжением, в частности, при составляющей напряжения по продольной оси. Термическая обработка под напряжением имеет место, если на этапе термической обработки сохраняется положение арматуры в несущем слое; при этом, в частности, интерес представляет получение продольных нитей с помощью приложения составляющей напряжения по продольной оси. Образование текстильного изделия плоской формы может осуществляться на подаваемой под напряжением арматуре, или арматура может подаваться во время процесса образования изделия плоской формы, например, при изготовлении нетканого материала, или можно представить текстильное изделие плоской формы в готовом виде и путем последующей сборки соединить с арматурой. Связь текстильного изделия плоской формы с арматурой осуществляется согласно изобретению гидродинамическим способом.
Описанное согласно а) образование текстильного изделия плоской формы может осуществляться путем образования фильерного нетканого материала с помощью известного самого по себе прядильного аппарата.
Для этого расплавленный полимер загружается полимерами через многие, подключенные друг за другом ряды прядильных фильер или группы рядов прядильных фильер. Если нужно получить фильерный нетканый материал, упрочненный с помощью плавких связующих, то попеременно производится загрузка полимерами, которые образуют волокна несущего слоя и волокна плавкого клея. Формованные известным способом полимерные струи подвергаются вытяжке и, например, при использовании вращающейся отражательной плиты откладываются с образованием неупорядоченной текстуры на ленточном конвейере.
Для того чтобы удовлетворять специальным требованиям, как, например, противопожарная защита или экстремальные термомеханические нагрузки, несущие слои согласно изобретению могут комбинироваться еще с другими компонентами в многослойные композиционные материалы. Примерами таких компонентов являются стекловолокнистые холсты, термопластические или металлические фольги, изоляционные материалы и т.д.
Несущие слои согласно изобретению могут использоваться для изготовления покрытых битумом кровельных материалов и полос гидроизоляционного материала. Это также является предметом настоящего изобретения. Для этого материал основы известным способом обрабатывают битумом, а затем при необходимости посыпают зернистым материалом, например песком. Изготовленные таким образом кровельные материалы и полосы гидроизоляционного материала отличаются хорошей обрабатываемостью. Обработанные битумом полотна содержат, по меньшей мере, один внедренный в битумную матрицу, описанный выше несущий слой, причем весовая доля битума на вес единицы поверхности битуминированного кровельного материала составляет предпочтительно 60-97 вес.%, а вес на единицу поверхности фильерного нетканого материала - 3-40 вес.%. В случае этих полотен речь может идти также о так называемой подкровельной антиконденсатной пленке.
Вместо битумов для пропитки несущих слоев согласно изобретению может использоваться также другой материал, например, полиэтилен или поливинилхлорид, полиуретаны, EPDM (сополимер этилена, пропилена и диена, СКЭП) или TPO (полиолефины). Можно дополнить этот перечень и другими материалами для пропитки, имеющимися на рынке.
Примеры
Несущий слой с двумя текстильными изделиями плоской формы и армированием изготавливаются следующим образом:
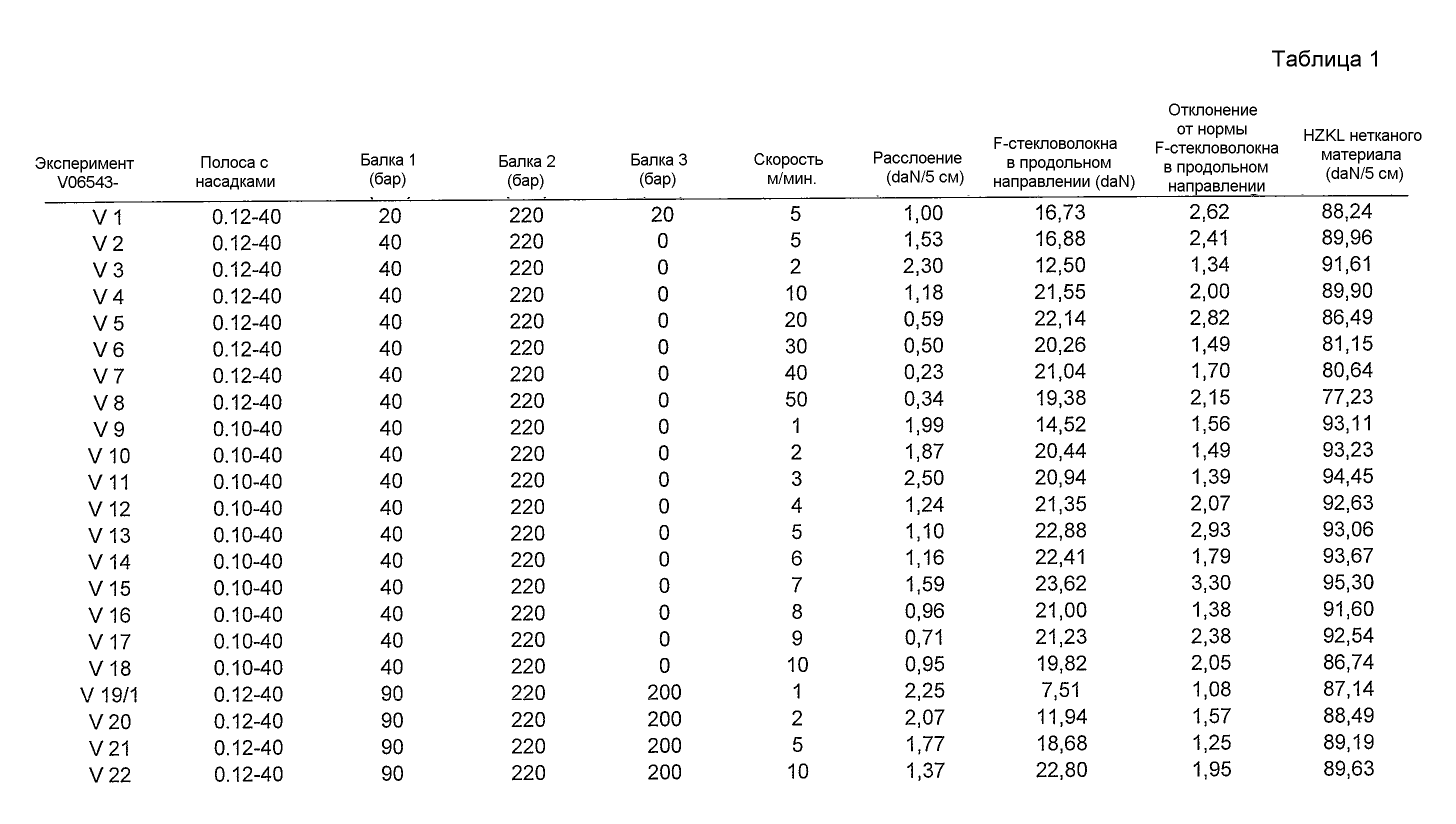
На исходный нетканый материал с весом на единицу поверхности 100 г/м2 накладывается стекловолокнистый многослойный материал с ориентированными волокнами 1,6×0,8 (34 текс) и покрывается другим исходным нетканым материалом с весом на единицу поверхности 100 г/м2. Композиция направляется затем через установку для водоструйного иглопрокалывания и упрочняется. При этом использована ситовая ткань 60 меш.
Затем несущий слой подвергают испытаниям в отношении его технических характеристик. Результаты сведены в таблицу 1.
Непосредственное сравнение другого соответствующего изобретению несущего слоя с механическим армированием представлено в таблице 2.
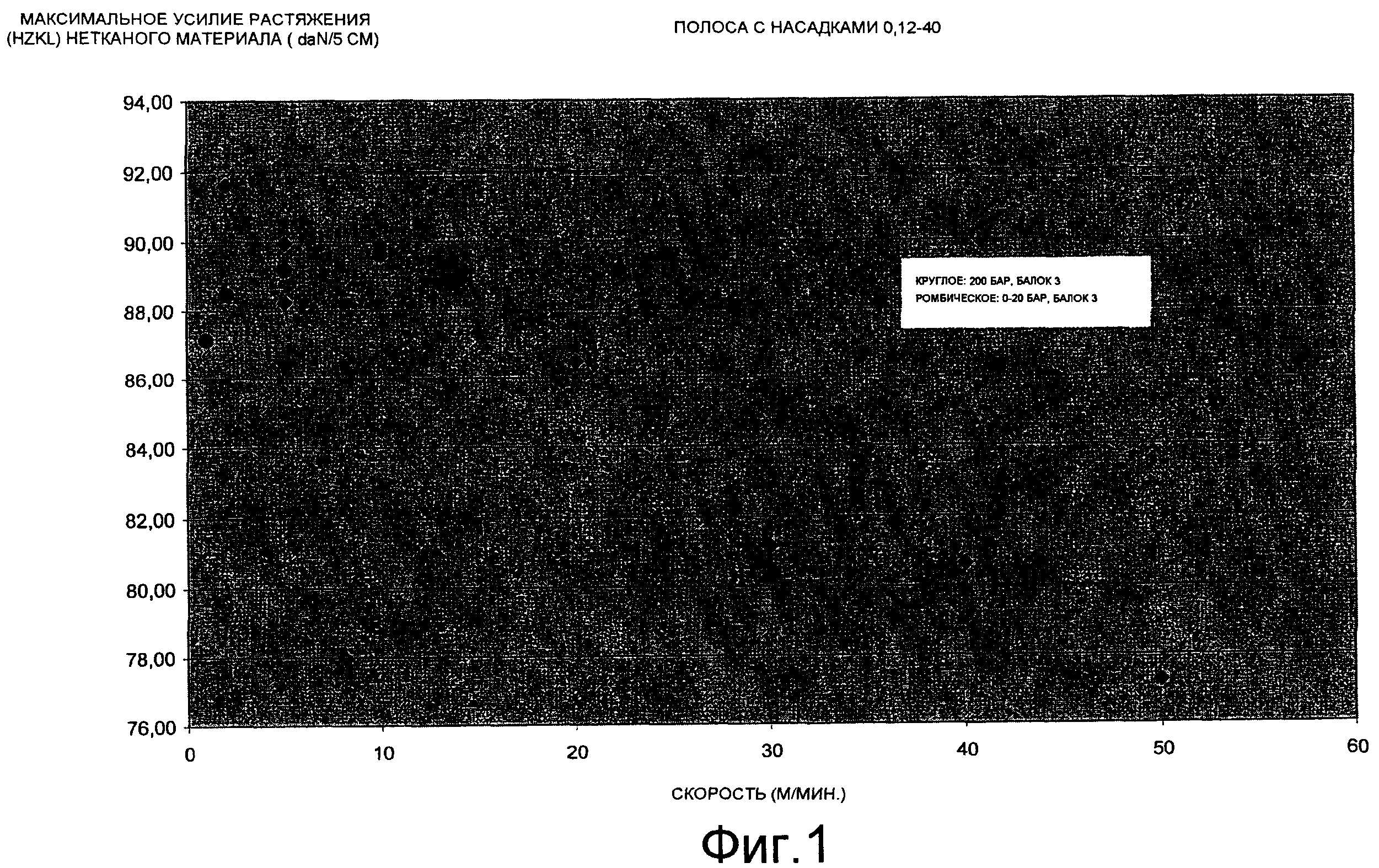
Из фиг.1 вытекает, что при выбранных параметрах водоструйного иглопрокалывания можно достичь очень хорошего значения HZKL (максимального усилия растяжения в продольном направлении) в области до 20 м/мин. Выше 20 м/мин, однако, HZKL сильно снижается. Здесь становятся необходимыми дополнительные балки и/или более высокое давление воды в устройстве водоструйного иглопрокалывания.
Фиг.2 показывает результаты аналогично фиг.1, но для полос с насадками 0,10-40.
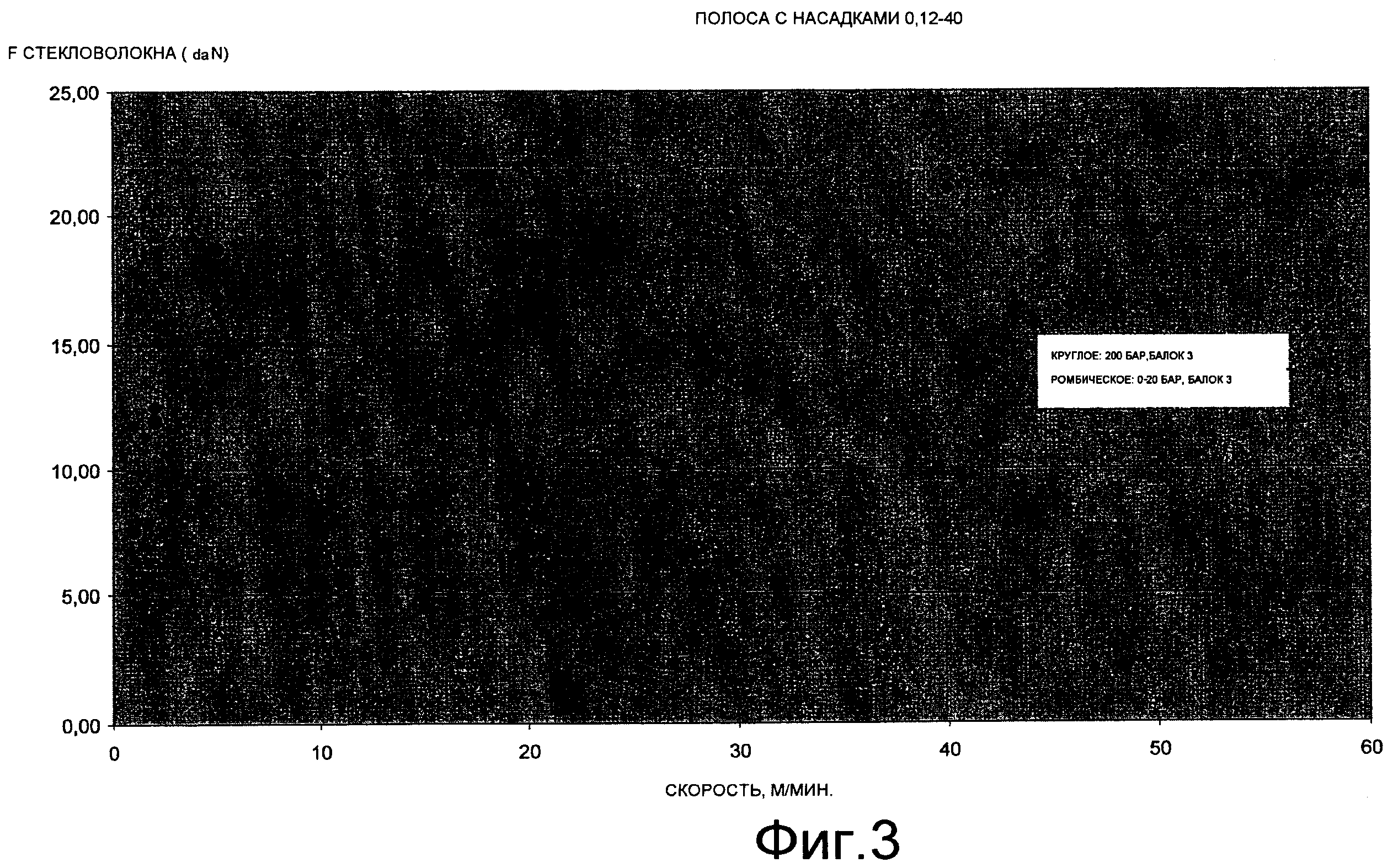
Фиг.3 показывает, что при выбранных параметрах водоструйного иглопрокалывания прочность стеклянных волокон (F-стекловолокна) можно получить практически полностью в области выше 5 м/мин. Ниже 2 м/мин подача энергии в процесс водоструйного иглопрокалывания является слишком высокой, стекловолокна повреждаются, и прочность снижается.
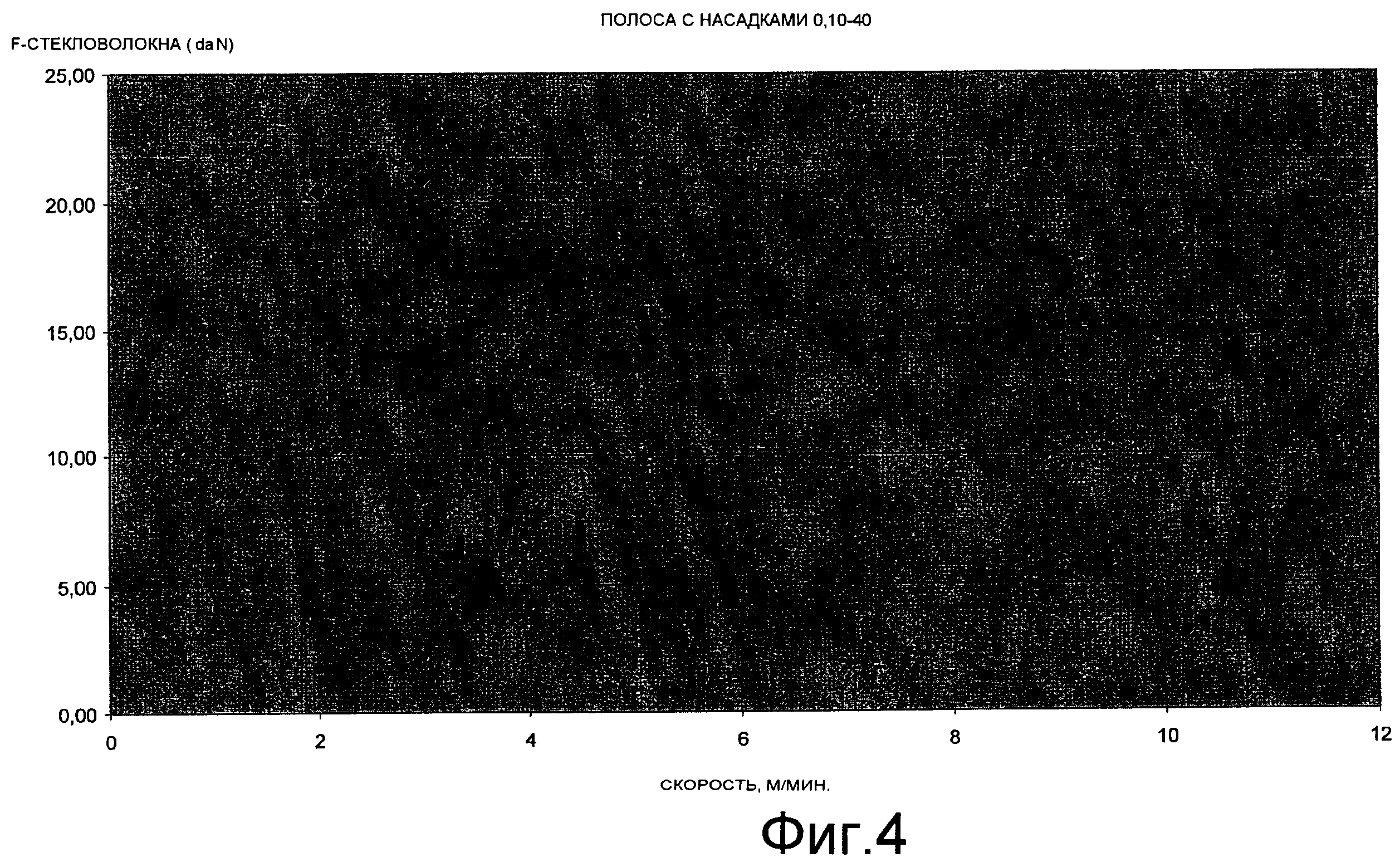
Фиг.4 показывает результаты аналогично фиг.3, но для полос с насадками 0,10-40 (диаметр-число насадок на дюйм).
Фиг.5 показывает, что при выбранных параметрах водоструйного иглопрокалывания достигается очень хорошая устойчивость против расслоения. В области ниже 10 м/мин значения достаточны для применения в качестве несущего слоя, выше этого спад можно компенсировать с помощью других балок при водоструйном иглопрокалывании.
Фиг.6 показывает результаты аналогично фиг.5, однако для полос с насадками 0,10-40.
Из приведенных выше значений специалист может четко понять, что, с одной стороны, с помощью водоструйного иглопрокалывания возможна оптимизация всех трех параметров, т.е. HZKL, F-стекловолокна в продольном направлении и стойкости против расслоения. Благодаря механическому иглопрокалыванию могут оптимизироваться максимально 2 из 3-х параметров. Таким образом, несущие слои согласно изобретению отличаются от известных прежде несущих слоев. Приведенные выше экспериментальные данные показывают специалисту, какая подача энергии необходима для водоструйного иглопрокалывания несущего слоя согласно изобретению, чтобы достичь упомянутой выше оптимизации. Из этих соображений не следует понимать выбранные при опытах параметры как ограничение рамок изобретения.
Реферат
Изобретение относится к производству композиционных материалов и касается несущего слоя и способа его изготовления. Содержит текстильное изделие плоской формы и армирующий материал. Причем упрочнение текстильного изделия плоской формы, которое уже армировано, осуществляется гидродинамическим способом. Армирование выполнено в форме армирующих нитей, диаметр которых составляет 0,1-1 мм или 10-400 текс, а модуль Юнга составляет, по меньшей мере, 5 ГПа. Изобретение позволяет создать несущие слои с улучшенными свойствами для использования в качестве несущих слоев для снабженных покрытием кровельных и гидроизоляционных материалов. 6 н. и 35 з.п. ф-лы, 6 ил., 2 табл.
Формула
a) изготовляют текстильное изделие плоской формы,
b) вводят армирующий материал,
c) при необходимости вводят дополнительное текстильное изделие плоской формы, так чтобы арматура была окружена текстильными изделиями плоской формы по типу сэндвича,
а) упрочняют полученный в результате операции с) несущий слой с помощью гидродинамического метода упрочнения,
e) при необходимости пропитывают упрочненный несущий слой связующим веществом и
f) при необходимости упрочняют полученный в результате операции d) промежуточный продукт с помощью повышенной температуры и/или давления, причем последовательность операций а) и b) может быть обратной.
Комментарии