Коническое сотовое тело с проходящими наклонно радиально наружу каналами - RU2603887C2
Код документа: RU2603887C2
Чертежи
Описание
Настоящее изобретение относится к свернутому из слоев и/или уложенному слоями сотовому телу, как оно применяется, прежде всего, при очистке газов. В системах очистки отработавших газов (ОГ), прежде всего для двигателей внутреннего сгорания (ДВС) автомобилей, применяются покрытые каталитически активным материалом и/или специально выполненные для сепарации частиц сотовые тела, причем для сотовых тел часто применяются металлические материалы.
Именно при применении для автомобилей должны приниматься во внимание различные рамочные условия. Во-первых, имеющееся для встройки систем очистки ОГ место ограничено, во-вторых, системы не должны создавать большой потери давления в системе выпуска ОГ, так как это отрицательно сказывается на КПД ДВС.
Из уровня техники уже известны многочисленные конструктивные формы для свернутых или уложенных слоями сотовых тел, среди них конструктивные формы с проходящими аксиально в направлении потока каналами, конструктивные формы с проходящими радиально от внутренней полости наружу к коллектору каналами, а также конические сотовые тела, в которых от одного торца к противолежащему торцу проходят расширяющиеся в поперечном сечении каналы.
Много разных конструктивных форм также описано в ЕР 0 676534 А1, среди прочего и конструктивные формы с проходящими радиально наружу каналами. DE 102 35 691 также описывает такую форму прохождения каналов.
Задача настоящего изобретения состоит в том, чтобы усовершенствовать сотовое тело указанного вида так, чтобы оно было легко изготавливаемым, прежде всего, в серийном производстве и/или быть адаптируемым к различным пространственным условиям при монтаже. Оно также должно делать возможными конструктивные формы, которые предоставляют в распоряжение относительно большие поверхности для очистки ОГ при относительно небольшой потере давления.
Решению этой задачи служит сотовое тело по п. 1 формулы изобретения. Благоприятные варианты, которые являются применимыми отдельно или в технически рациональном сочетании, описаны в зависимых пунктах формулы изобретения. Описание, прежде всего, в связи с фигурами наглядно иллюстрирует изобретение и приводит дополнительные варианты осуществления изобретения.
Свернутое из слоев и/или уложенное слоями сотовое тело имеет геометрическую центральную ось и вращательно-симметрично расположенную вокруг центральной оси полость, а также наружную боковую поверхность, причем каждый слой проходит (приблизительно) концентрически вокруг центральной оси, причем по меньшей мере один из слоев является, по меньшей мере частично, структурированным, так что слои образуют множество проточных для текучей среды каналов, которые проходят от полости под непрямым углом конуса к центральной оси наружу к наружной боковой поверхности, и при этом каналы имеют изменяющееся в их прохождении изнутри наружу поперечное сечение каналов. Кроме того, предлагается, что по меньшей мере один структурированный слой расположен в чередовании по меньшей мере с одним промежуточным слоем, причем оба слоя наложены друг на друга спирально.
При этом каналы проходят не точно радиально изнутри наружу, то есть не перпендикулярно под прямым углом к центральной оси, а под (другим) углом к ней. Это уменьшает потерю давления по сравнению с проходящими точно радиально каналами, так как двукратное отклонение текучей среды является менее сильным. При этой конструктивной форме отдельные слои имеют примерно форму воронки, причем здесь особенно рассматривается конструкция в форме спирали, так что слои не замкнуты в себе, а проходят аналогично спиральной лестнице, однако не под прямым углом к центральной оси. Эта конструктивная форма согласно изобретению, прежде всего в комбинации с другими конструктивными формами, обеспечивает дополнительную гибкость при использовании имеющегося конструктивного пространства и при уменьшении потерь давления.
Чтобы, прежде всего, сделать также возможным и относительно простое изготовление, предусмотрено, что по меньшей мере один структурированный слой расположен в чередовании по меньшей мере с одним промежуточным слоем, причем оба слоя наложены друг на друга спирально. Промежуточный слой служит по существу для того, чтобы поддерживать расстояние между структурированными слоями, так чтобы они в своих структурах не могли соскальзывать друг в друга.
Существенная проблематика при изготовлении таких сотовых тел состоит в том, чтобы выполнять отдельные слои так, чтобы они могли быть приведены в желательную спиральную форму и имели желательные свойства структуры. Поскольку обычно применяемые для таких сотовых тел листы металла поставляются в виде длинных прямых полос, намотанных в так называемые рулоны, требуется соответствующая деформация, причем она не должна превышать существующие для материала пределы.
В одном предпочтительном примере осуществления полость и/или наружная боковая поверхность выполнены цилиндрическими. Уже по технологическим причинам эта конструктивная форма является предпочтительной, так как все структурированные слои могут иметь одинаковую форму.
Кроме того, предлагается угол конуса к центральной оси от 25° до 85°, предпочтительно от 40° до 70°, причем для многих случаев применения особенно подходящим является угол примерно 45°.
В еще одной конструктивной форме структурированным слоям придают такую форму, что образующая каналы высота структуры структурированного слоя листового металла является (по существу) постоянной, а площади поперечного сечения каналов увеличиваются изнутри наружу. За счет постоянной высоты структуры прохождение следующих один за другим слоев в сотовом теле остается примерно параллельным, что, например, при конических сотовых телах с проходящими от одного торца к другому каналами увеличивающихся площадей поперечного сечения не происходит.
Постоянная высота структуры достигается, прежде всего, за счет того, что структурированный слой листового металла имеет структуру, которая во взаимодействии с граничащими промежуточными слоями образует каналы, обрамление которых боковой волнистостью структурированного слоя листового металла везде имеет (по существу) одинаковую длину, но их площадь поперечного сечения каналов при примерно постоянной высоте структуры увеличивается изнутри наружу. Это, прежде всего, означает, что боковая волнистость внутри имеет довольно сильную кривизну, то есть проходит в очень узких гофрах, в то время как во внешней области они все больше и больше растягивается или же расширяется, так что соответствующая площадь поперечного сечения канала постоянно увеличивается. Такие волнистые формы получаются, например, с помощью известных машин для гофрирования слоев листового металла и последующего растягивания одной стороны или же последующего сжимания другой стороны.
Если для всего сотового тела применяют аналогичные слои, согласно изобретению, возникает форма, при которой полость расположена с аксиальным смещением относительно боковой поверхности, так что сотовое тело имеет первый конический торец и второй вогнуто-конический торец. Эта форма является благоприятно используемой гидродинамически и, прежде всего, делает возможной комбинацию с другими сотовыми телами для использования имеющихся свободных пространств.
Так как изготовление проходящих спирально непрерывных гладких слоев листового металла, при определенных условиях, потребовало бы очень сильной деформации, в одном примере осуществления изобретения предлагается выполнять структурированными все слои, а именно попеременно структурированные слои листового металла с грубой структурой и промежуточные слои с тонкой структурой, причем размеры грубой структуры и тонкой структуры отличаются по меньшей мере на коэффициент 3, предпочтительно на коэффициент от 5 до 10. За счет использования разных размеров структуры достигается то, что за счет грубой структуры по существу получается форма каналов, в то время как тонкая структура промежуточных слоев (в первую очередь только) предотвращает соскальзывание грубых структур друг в друга. Поэтому два спиралевидных различных структурированных слоя укладываются друг на друга в очень равномерное сотовое тело.
В еще одной конструктивной форме предусмотрено использование промежуточных слоев со шлицами, которые выполнены, исходя из внешней боковой поверхности, внутрь вдоль прохождения каналов, предпочтительно проходят от внешней боковой поверхности внутрь и снаружи раздвинуты. За счет этого возникает сплошной внутри промежуточный слой, который может предотвращать соскальзывание структурированных слоев листового металла друг в друга, даже когда шлицы все больше открыты наружу.
Другой вариант, связанный, однако, с потерей материала при изготовлении, предлагает осуществление изобретения, при котором промежуточный слой снабжен треугольными вырезами, которые имеют такие размеры, что промежуточный слой после сгиба в его спиралевидную окончательную форму снова образует приблизительно замкнутый промежуточный слой. За счет этого без сильной деформации достигается желательная спиралевидная форма промежуточного слоя и, кроме того, надежно предотвращается соскальзывание структурированных соседних слоев листового металла друг в друга.
Еще один технологический вариант состоит в том, чтобы складывать промежуточный слой вдоль линий сгиба так, что образуются нахлесты (по меньшей мере) с тройной толщиной материала, и возникает (приблизительно) спиралевидное прохождение промежуточного слоя. При этом не требуется режущих инструментов и не образуется отходов, однако часть поверхностей в результате нахлестов больше не может быть использована для контакта с протекающей текучей средой. Несмотря на это эта конструктивная форма является очень полезной для непрерывного производства, а возникающие нахлесты при обычно применяемых тонких листах металла не представляют собой технологическую проблему.
В другой конструктивной форме в качестве промежуточного слоя вкладывают одну проволоку или несколько проволок, которые спиралеобразно проходят между структурированными слоями листового металла, предпочтительно в предварительно изготовленных в структурированных слоях листового металла канавках для вложения. Канавки для вложения могут быть заодно изготовлены прямо при формовании структурированных слоев листового металла, и, в общем, достаточно уже двух проходящих на расстоянии друг от друга проволок, чтобы надежно предотвратить соскальзывание структурированных слое листового металла друг в друга. В зависимости от вида структур, может быть достаточно даже уже одной проволоки, при больших сотовых телах благоприятно использовать три или более проволок.
Здесь для структурированных слоев листового металла, предпочтительно для всех используемых в сотовом теле слоев, рассматриваются стойкие к высокотемпературной коррозии материалы, прежде всего стали, которые содержат хром, и/или алюминий, и/или никель. Для высоких температур, прежде всего в системах выпуска ОГ автомобилей, такие материалы хорошо зарекомендовали себя. Кроме того, они соединяются испытанными способами пайки, прежде всего высокотемпературной вакуумной пайкой. Этот способ соединения также применяется, прежде всего, для сотовых тел согласно изобретению в местах соприкосновения слоев, чтобы стабилизировать тело.
В сотовых телах, которые применяются для сепарации частиц, прежде всего частиц сажи, является благоприятным, по меньшей мере, часть слоев выполнить из пористого материала, предпочтительно из пористого металлического материала, прежде всего из металловолоконного материала и/или спеченного материала. Такие материалы улучшают сепарацию частиц сажи и делают возможным направление потока, при котором, по меньшей мере, часть потока проходит внутри пористого материала.
Описанные сотовые тела предпочтительно применяются в качестве носителей катализатора, то есть оснащаются каталитически активным покрытием, которое способствует превращению вредных веществ в ОГ.
Описанные здесь конструктивные формы сотового тела не требуют, чтобы полость на одном конце была закрыта, так что весь подведенный в полость ОГ течет через сотовое тело наклонно наружу. Является возможным выполнять полость с обеих сторон открытой и располагать еще одно сотовое тело, прежде всего цилиндрическое, аксиально проточное сотовое тело, в комбинации с сотовым телом согласно изобретению, прежде всего в общем корпусе и находящимися на одной прямой геометрическими центральными осями. За счет этого может быть особенно хорошо использовано имеющееся конструктивное пространство, и возникают меньшие потери давления, чем при обычных компоновках. Это преимущество также относится к другим конструктивным формам сотовых тел с геометрической центральной осью и вращательно-симметрично расположенной вокруг центральной оси полостью, а также внешней боковой поверхностью, причем имеется множество проточных для текучей среды каналов, которые проходят от полости под непрямым углом конуса к центральной оси наружу к внешней боковой поверхности. Такие сотовые тела, некоторые из которых могут быть описаны еще подробнее на основе чертежа, вообще говоря, могут быть благоприятно комбинированы с цилиндрическим, аксиально проточным сотовым телом, прежде всего в общем корпусе и с находящимися на одной прямой геометрическими центральными осями. При этом выход полости сотового тела с проходящими наклонно наружу каналами образует что-то подобное впускному конусу для последующего цилиндрического сотового тела с проходящими параллельно центральной оси каналами, следствием чего являются незначительные потери давления при переходе между обоими сотовыми телами. В целом, так образуется термически и гидродинамически благоприятная комбинация из двух сотовых тел.
При предпочтительном применении описанное сотовое тело или же описанная компоновка сотовых тел является частью системы обработки ОГ, предпочтительно ДВС, прежде всего автомобиля.
Далее примеры осуществления и контекст изобретения описываются более детально на основе чертежа. Изобретение не ограничено этими примерами осуществления, тем не менее, описанные на основе различных фигур признаки могут быть комбинированы между собой рациональным образом. Следует указать на то, что часть описанных на основе чертежей конструктивных форм и способов изготовления также подходит и для серийного производства сотовых тел с проходящими точно радиально наружу каналами, то есть с каналами, которые проходят перпендикулярно геометрической центральной оси наружу. Часть фигур для наглядности показывает такие конструктивные формы, хотя настоящее изобретение относится к проходящим наклонно каналам и по существу воронкообразным слоям. Но показанные изображения содержат также важные концепции для изготовления точно радиальных каналов в сотовых телах, которые являются предметом других изобретений. Показано на:
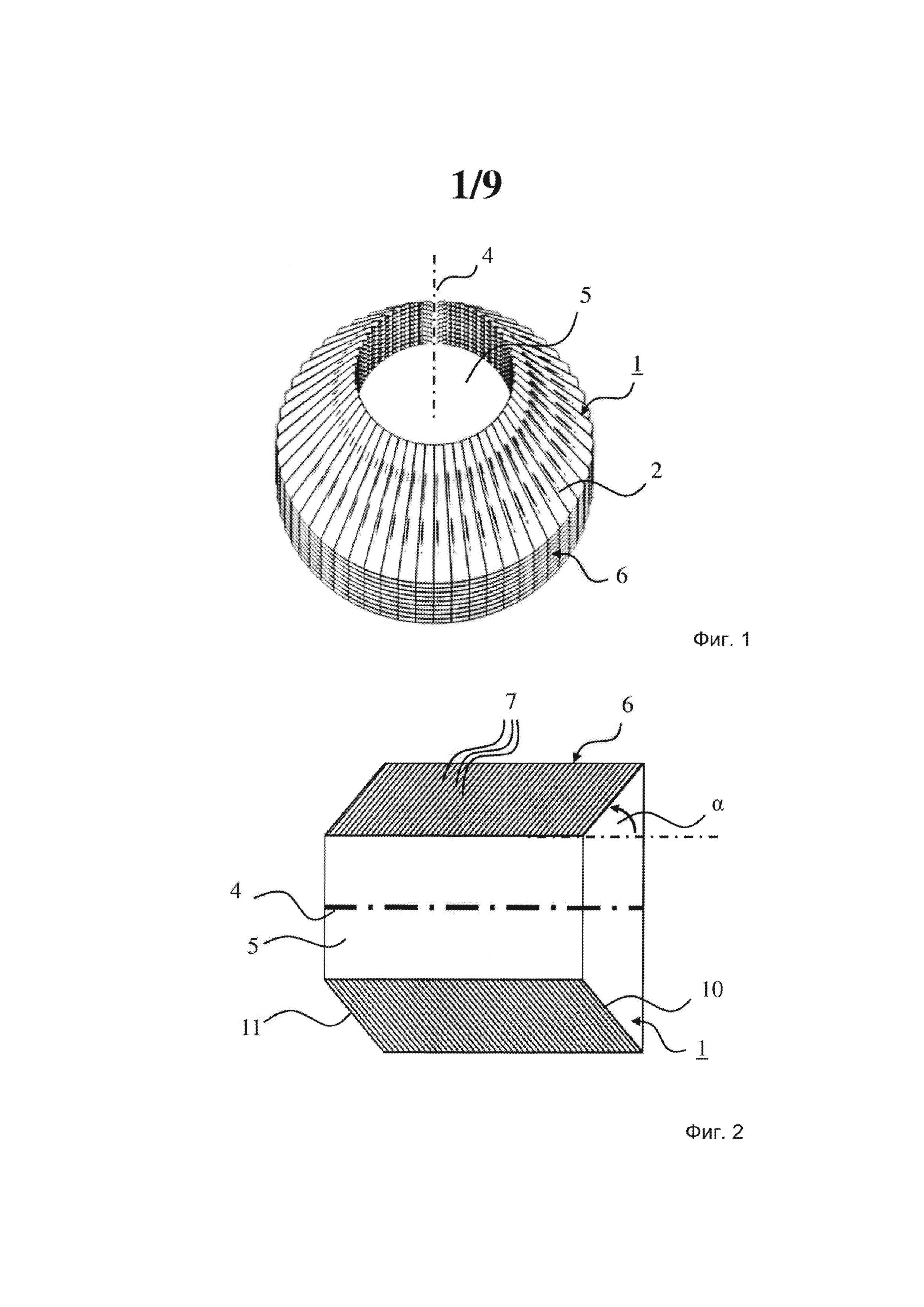
Фиг. 1: схематически вид в перспективе сотового тела с проходящими наклонно изнутри наружу каналами,
Фиг. 2: продольный разрез через геометрическую центральную ось из фиг. 1,
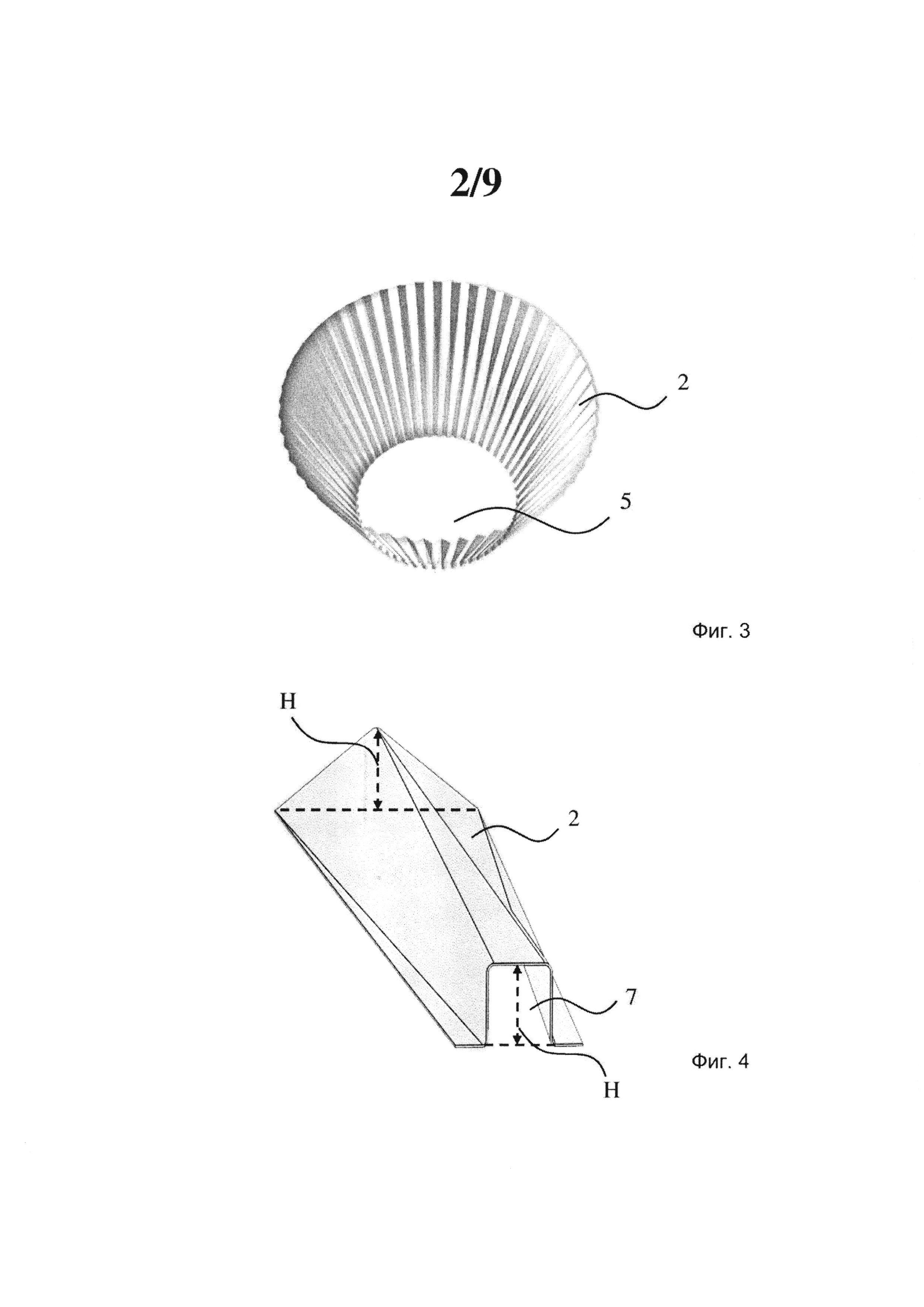
Фиг. 3: структурированный слой листового металла,
Фиг. 4: первый конструктивный пример для форм каналов структурированного слоя листового металла,
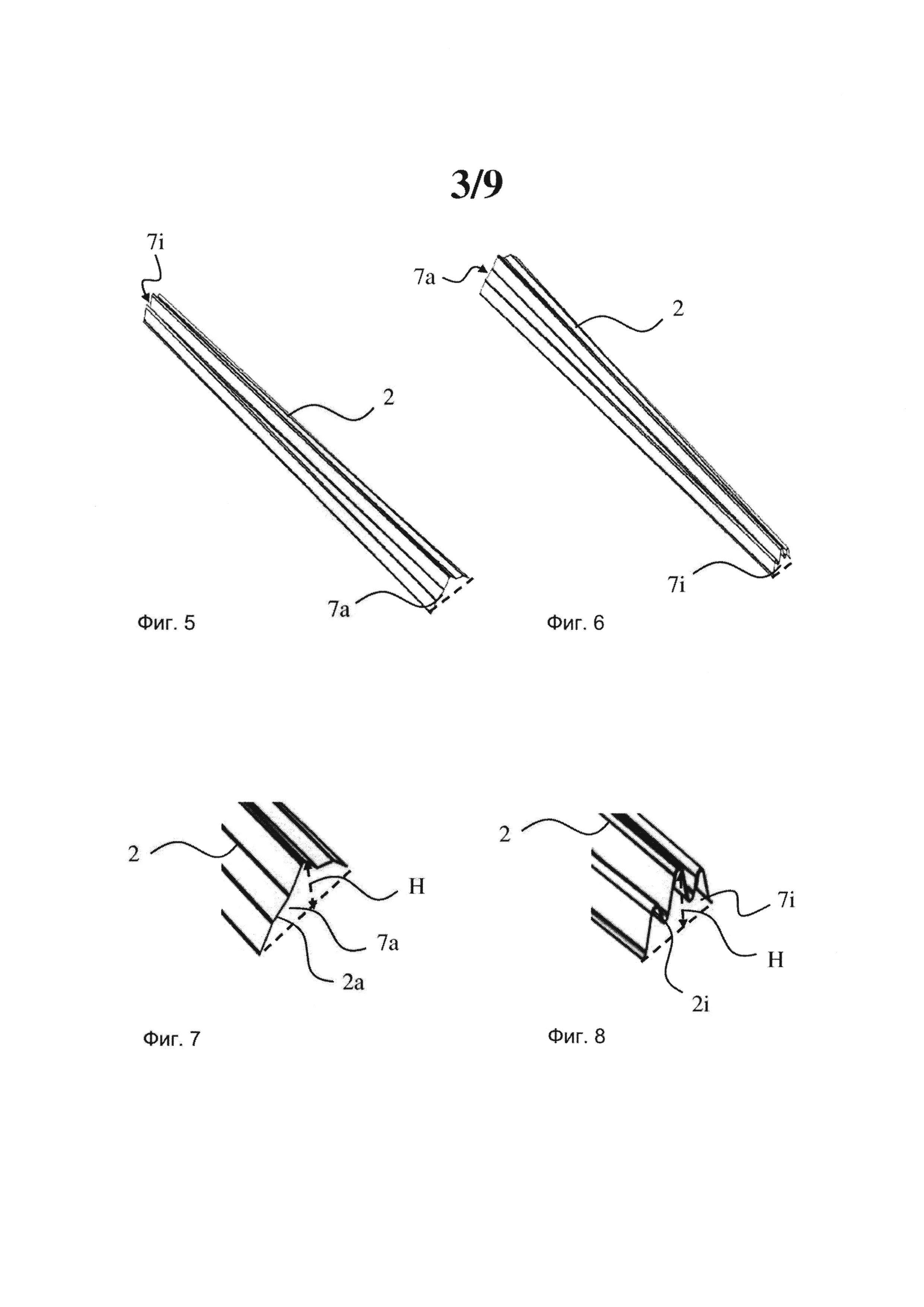
Фиг. 5, 6, 7, 8: иллюстрация дополнительных конструктивных примеров для форм каналов структурированного слоя листового металла,
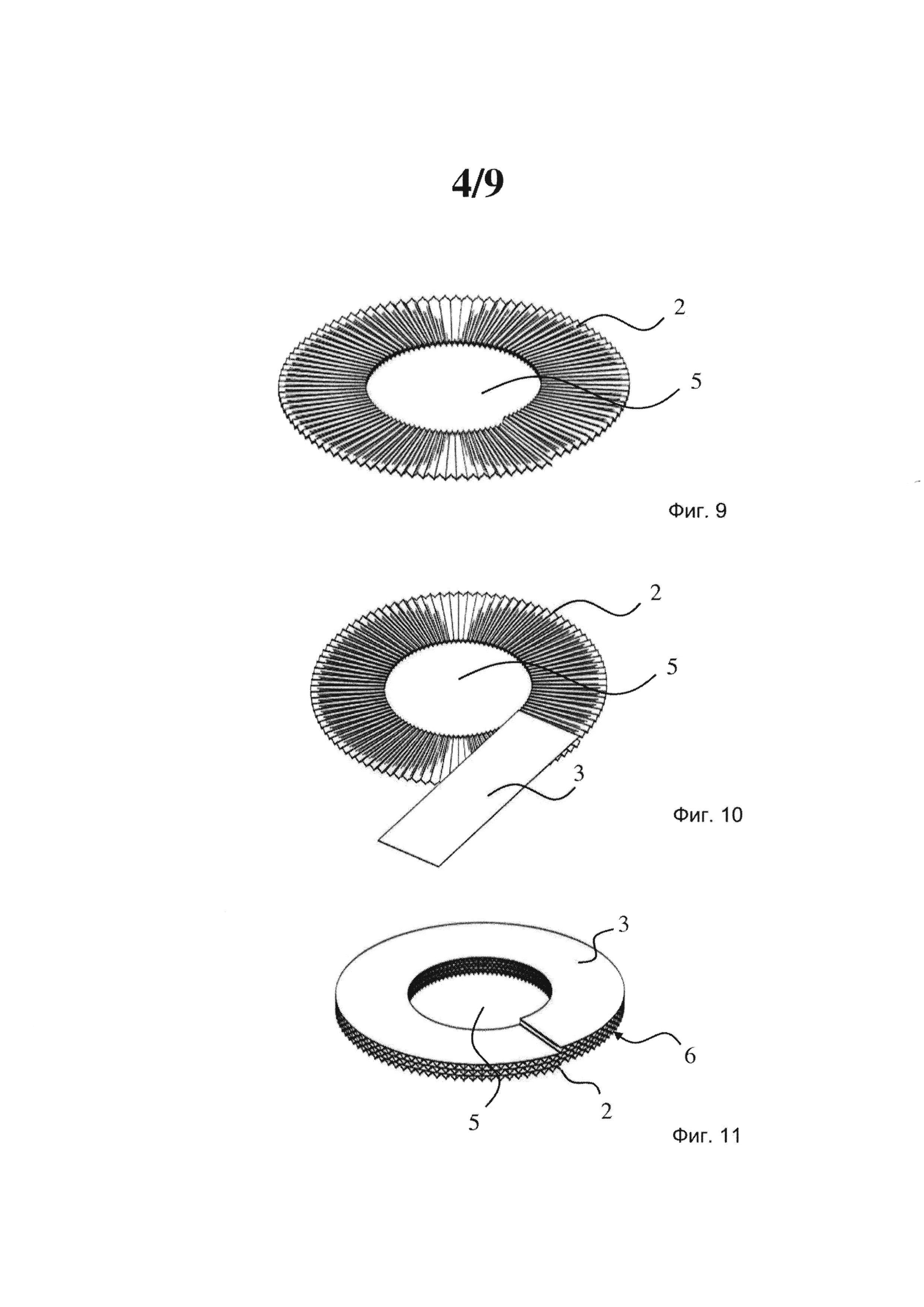
Фиг. 9: вырез из спиралевидного структурированного слоя листового металла,
Фиг. 10: слой листового металла согласно фиг. 9 с промежуточным слоем,
Фиг. 11: частичная область сотового тела из структурированного слоя листового металла и гладкого промежуточного слоя,
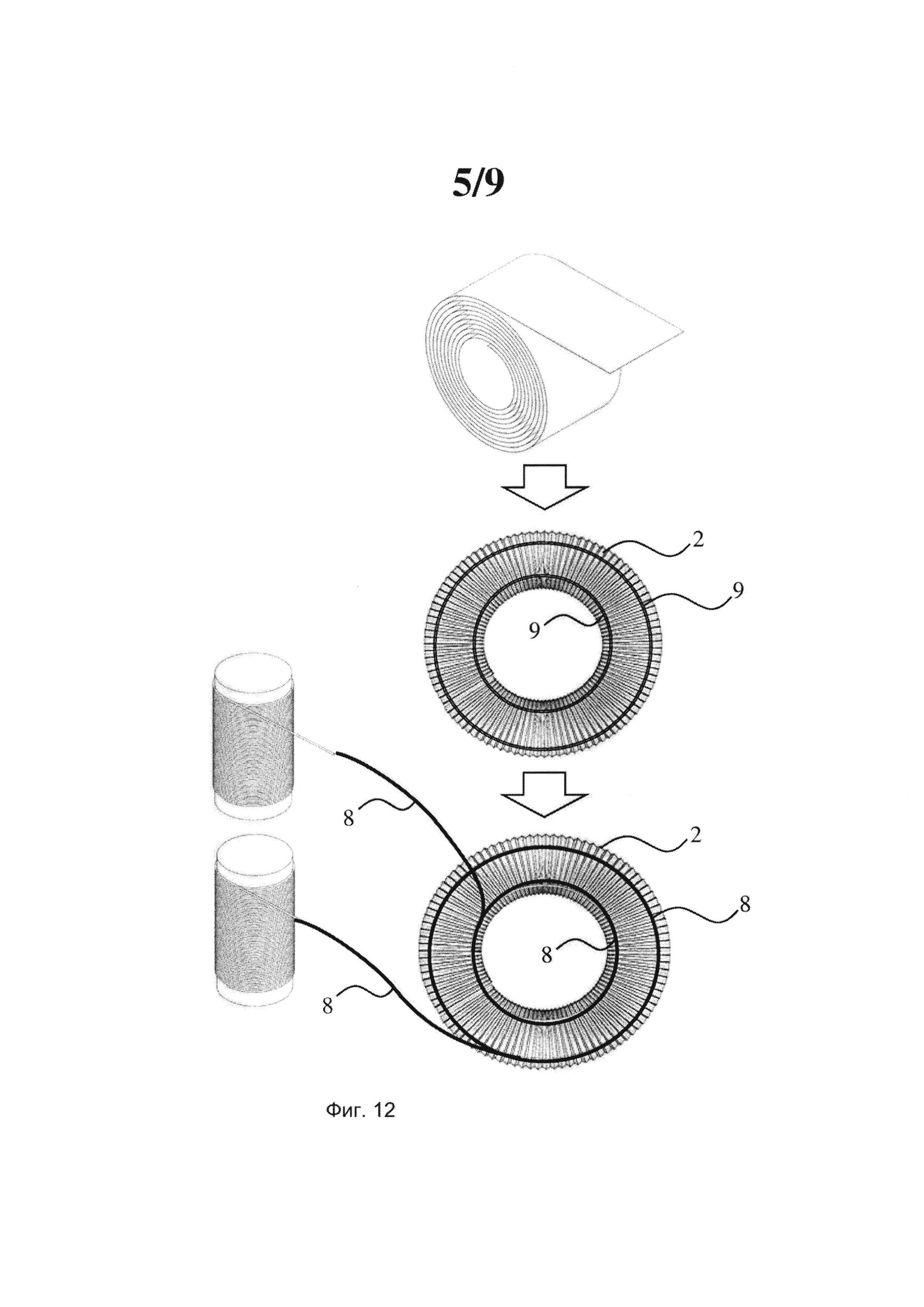
Фиг. 12: схематически процесс изготовления сотового тела с использованием проволок в качестве промежуточного слоя,
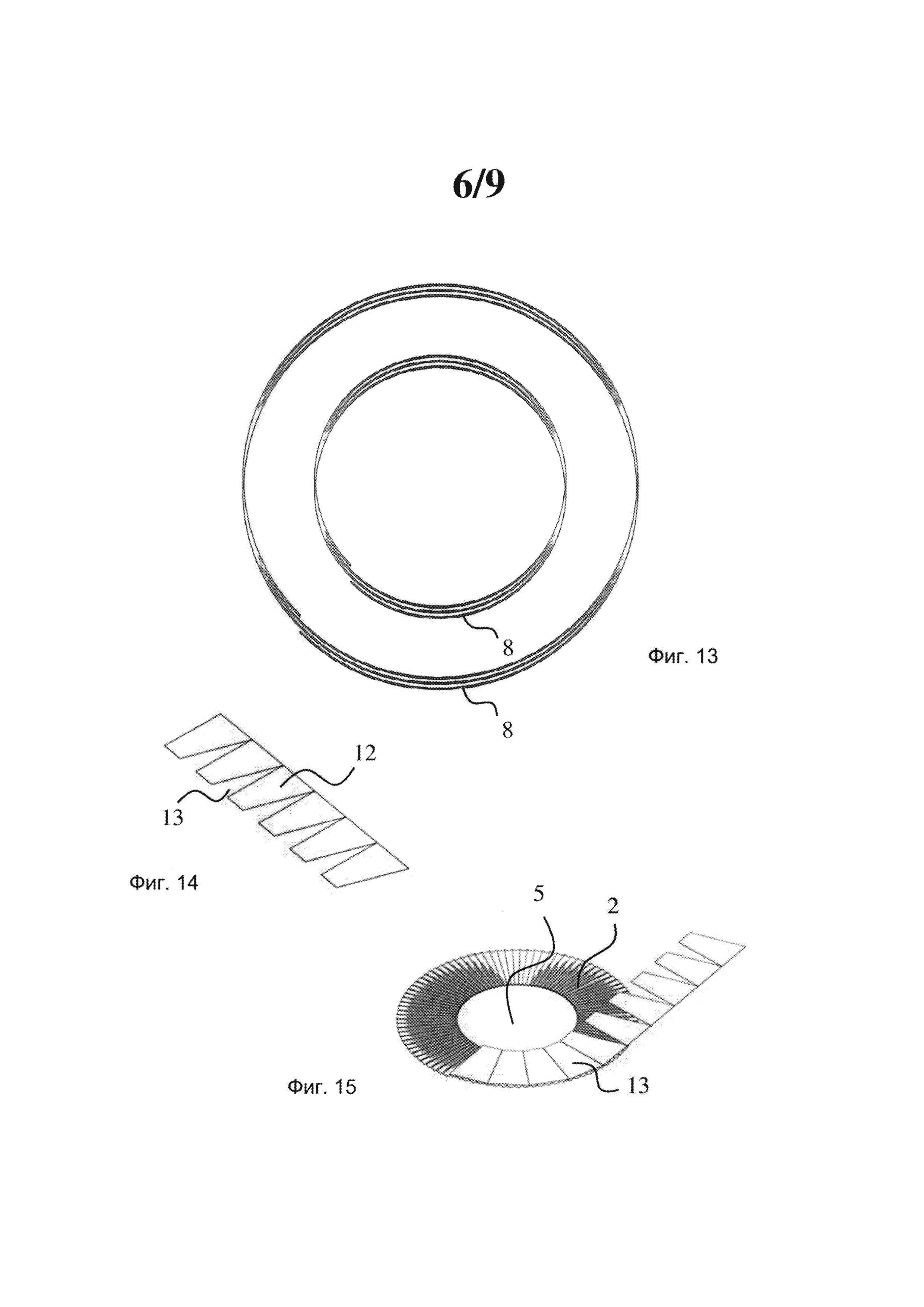
Фиг. 13: схематически возникающие в процессе изготовления согласно фиг. 12 формы образующей промежуточный слой проволоки,
Фиг. 14: вырезанный гладкий промежуточный слой с треугольными вырезами,
Фиг. 15: схематически конструкция сотового тела с вырезанным гладким промежуточным слоем,
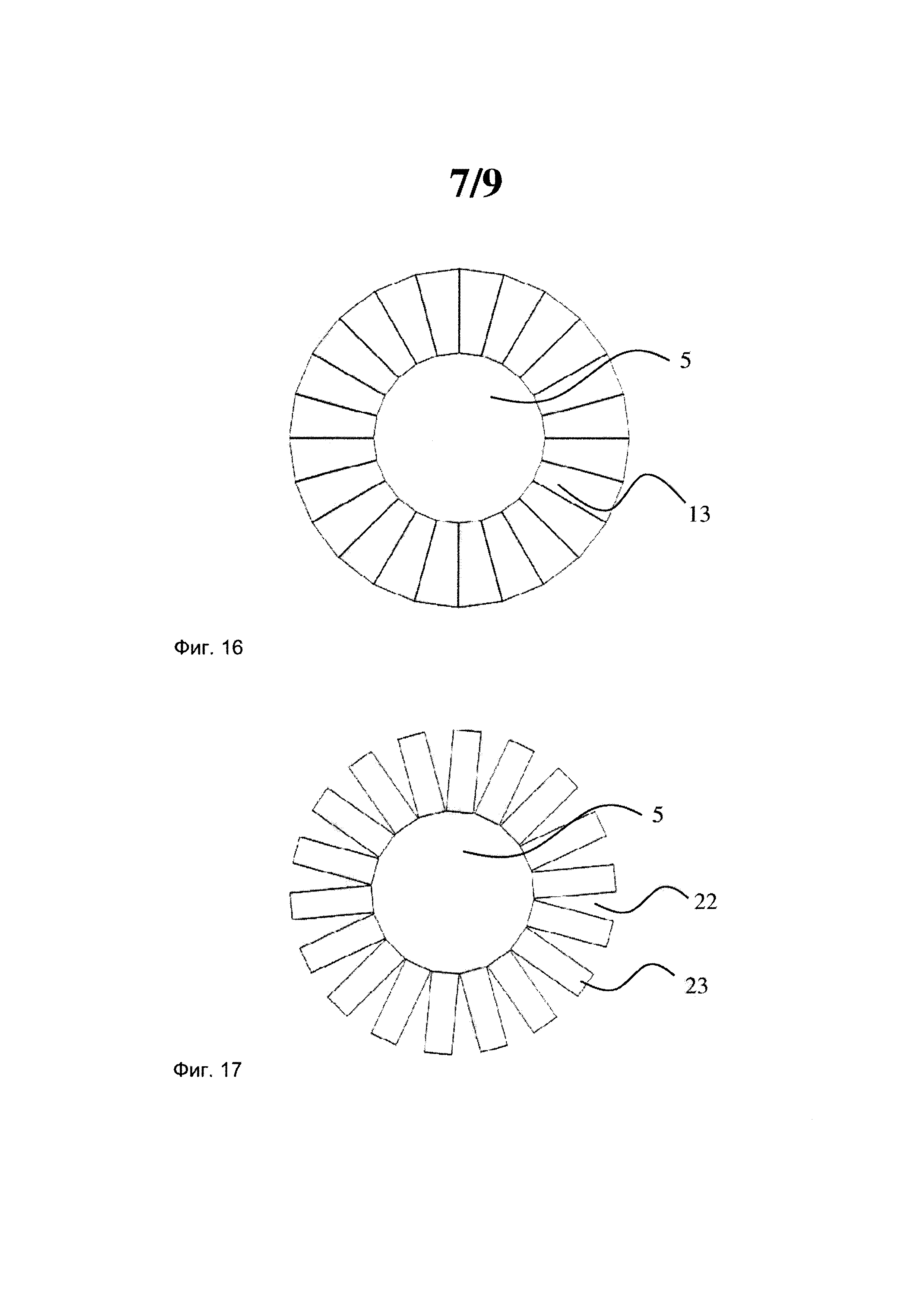
Фиг. 16: окончательная форма вырезанного гладкого промежуточного слоя после встройки,
Фиг. 17: шлицованный гладкий промежуточный слой в своей окончательной форме,
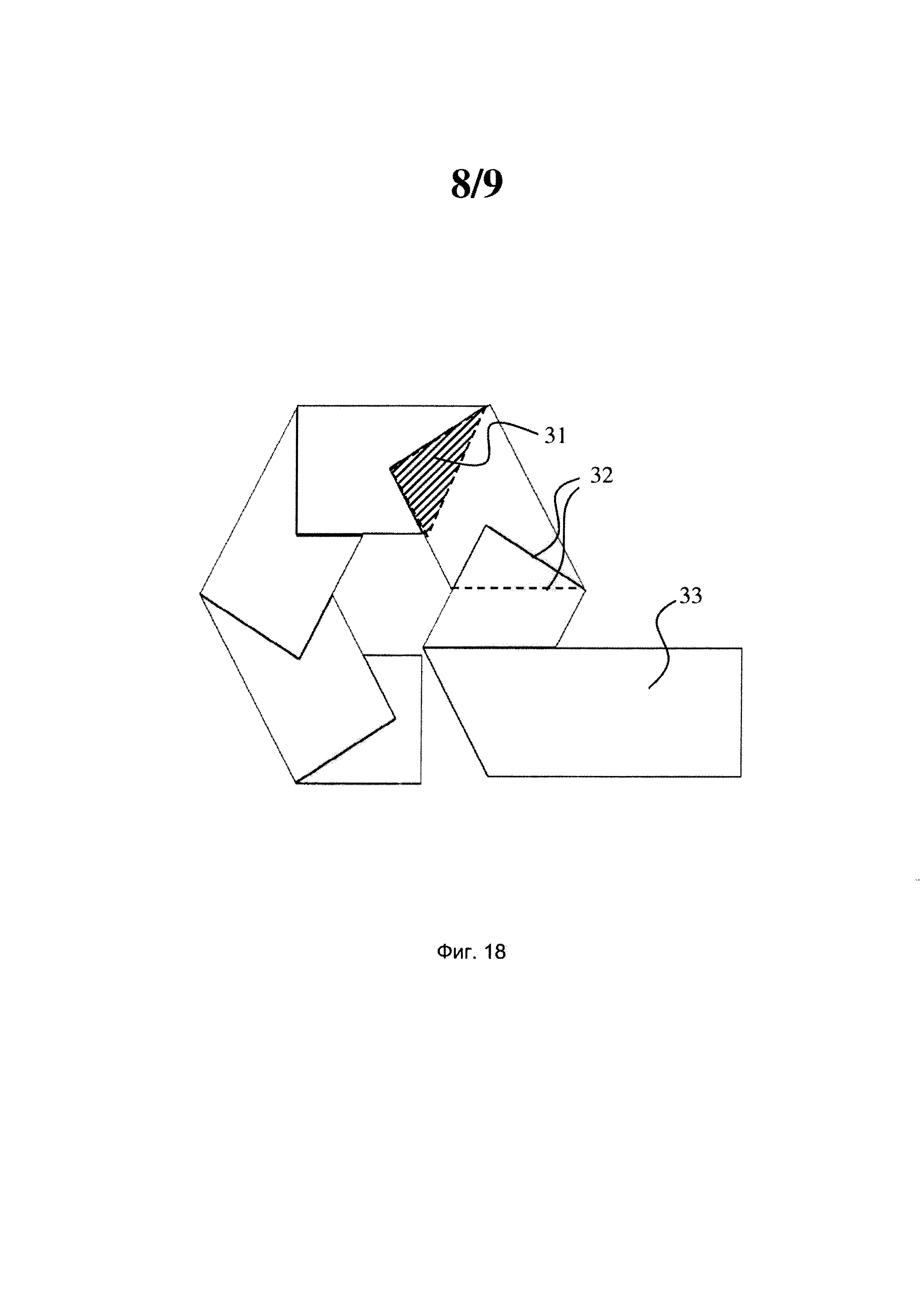
Фиг. 18: сложенный гладкий промежуточный слой, частично в своей окончательной форме,
Фиг. 19: комбинированная компоновка сотового тела с цилиндрическим сотовым телом.
На фиг. 1 схематически показана принципиальная конструкция одного примера осуществления сотового тела 1 согласно изобретению со структурированными слоями 2 листового металла в качестве важной составной части, которые примерно концентрически простираются вокруг геометрической центральной оси 4 и отдельно в каждом случае имеют примерно форму воронки. Внутри сотового тела находится цилиндрическая полость 5. Снаружи структурированные слои 2 листового металла ограничиваются внешней боковой поверхностью 6.
На фиг. 2 показан схематический продольный разрез через геометрическую центральную ось 4 фиг. 1. При этом становится видно, что из полости 5 наклонно наружу ведут многочисленные каналы 7, а именно под углом «α» конуса относительно направления геометрической центральной оси 4, причем все каналы заканчиваются на внешней боковой поверхности 6. За счет этого образуется конический торец 11 и вогнуто-конический торец 10.
На фиг. 3 еще раз в схематическом представлении в перспективе показан отдельный структурированный слой 2 листового металла, который в форме воронки простирается вокруг полости 5. При этом также видна выбранная в этом конструктивном примере особая форма каналов, которая точнее показана на фиг. 4.
На фиг. 4 наглядно показана общая геометрическая проблема, из по существу плоских полос листового металла формировать структуры, которые по всей ширине полосы листового металла имеют одинаковую высоту Н структуры, но, несмотря на использование одинакового количества материала в качестве обрамления, на одном конце имеют меньшее поперечное сечение, чем на другом конце, за счет чего становится изготавливаемой желательная форма воронки структурированного слоя 2 листового металла. Возникающие каналы 7 структурированного слоя 2 листового металла имеют увеличивающуюся наружу площадь 7i, 7а поперечного сечения каналов.
На фиг. 5, 6, 7 и 8 показан другой пример осуществления согласно изобретению для структур, которые при одинаковой длине обрамления поперечного сечения на их протяженности имеют разные площади поперечного сечения каналов. На фиг. 5 и 6 соответственно показана одна и та же часть структурированного слоя 2 листового металла, но в 5 разных направлениях взгляда. На фиг. 7 и 8 увеличено показаны оба конца показанных на фиг. 5 и 6 структур. При этом структурированный слой 2 листового металла имеет каналы, которые имеют меньшую внутреннюю площадь 7i поперечного сечения каналов и большую внешнюю площадь 7а поперечного сечения каналов. Это достигается за счет боковой волнистости, которая в качестве внутренней боковой волнистости 2i имеет относительно плотно друг к другу проходящие гребни волны и впадины волны, в то время как внешняя боковая волнистость 2а широко растянута, так что впадины волны и гребни волны проходят почти плоско. Однако высота Н структуры структурированного слоя 2 листового металла на обоих концах каналов одинакова.
На следующих фигурах ради простоты показаны не воронкообразные, конические слои, а плоские структуры, на которых легче иллюстрируются отдельные детали изобретения. Однако в соответствии с настоящим изобретением эти слои дополнительно к показанным и описанным свойствам должны быть еще и воронкообразными, как это наглядно показано на фиг. 1 и 3. Однако следует указать на то, что описанные на фиг. 9-18 формы осуществления и способы изготовления в принципе также подходят и для изготовления сотовых тел с чисто радиально проходящими каналами, что непосредственно вытекает из иллюстраций. И такие конструктивные формы могут изобретательским образом решить части поставленных задач.
На фиг. 9, 10 и 11 наглядно показано, как структурированный слой 2 листового металла посредством гладкого промежуточного слоя 3 может быть свернут или же уложен в спиралевидное образование, причем промежуточный слой 3 предотвращает соскальзывание структур структурированного слоя 2 листового металла друг в друга при наслоении один на другой. При этом фиг. 11 иллюстрирует частичную область возникающего таким образом сотового тела с полостью 5 и внешней боковой поверхностью 6, причем видно спиралевидное расположение структурированного слоя 2 листового металла и промежуточного слоя 3. В изображении отсутствует только дополнительный воронкообразный вариант, который согласно изобретению должен иметься, но для лучшей наглядности был показан сглаженным.
Фиг. 12 наглядно показывает другой пример осуществления изобретения, в котором промежуточный слой образуется двумя проволоками 8, которые предпочтительно имеют толщину от 0,1 до 1 мм. Как схематически обозначено, из гладкой, в большинстве случаев намотанной в так называемый рулон полосы листового металла за счет соответствующего гофрирования возникает спиралевидный структурированный слой 2 листового металла, причем при структурировании во внутренней и внешней области могут быть предусмотрены канавки 9 для вложения. В эти канавки 9 для вложения при спиралевидном наслоении вкладывается соответственно одна проволока 8 со схематически обозначенного мотка, так что обе проволоки 8 образуют промежуточный слой, поскольку канавка 9 для вложения не глубже, чем толщина проволок 8. В этом случае проволоки 8, которые по отношению к высоте Н структуры структурированного слоя 2 листового металла должны быть тонкими, приводят к тому, что наложенные один на другой структурированные слои листового металла не могут соскальзывать друг в друга. Эта конструктивная форма имеет то дополнительное преимущество, что образуются большие по размеру поперечные сечения каналов, так как каналы не ограничиваются сплошным промежуточным слоем.
Фиг. 13 еще раз наглядно показывает образующиеся в процессе изготовления согласно фиг. 12 формы проволок 8, которые, со своей стороны, в готовом сотовом теле проходят спиралевидно.
Фиг. 14 наглядно показывает другой вырезанный гладкий промежуточный слой 13 согласно изобретению, в котором предусмотрены примерно треугольные вырезы 12, так что деформация в спиралевидный промежуточный слой является легко возможной. Это наглядно показано на фиг. 15, на которой вырезанный гладкий промежуточный слой 13 частично уже приведен в свою окончательную форму. Видно, что треугольные вырезы 12 имеют как раз такие размеры, что в готовом состоянии получается практически сплошной промежуточный слой 13, который, в свою очередь, полностью предотвращает соскальзывание структур структурированного слоя 2 листового металла друг в друга. Однако при этом способе изготовления возникают отходы материала в виде треугольных вырезов 12. Но, как еще раз наглядно показано на фиг. 16, причем образуется практически сплошной спиралевидный вырезанный гладкий промежуточный слой 13, отдельные сегменты которого снаружи связаны между собой, а внутри оставляют полость 5.
Альтернативная конструктивная форма показана на фиг. 17, на которой изображен шлицованный гладкий промежуточный слой 23. Здесь шлицы проходят от сплошной, окружающей полость 5 области наружу, так что возникает отходов материала, но имеются треугольные, открывающиеся изнутри наружу шлицы. Несмотря на это такой шлицованный гладкий промежуточный слой 23 может всемерно предотвращать соскальзывание структур соседних структурированных слоев листового металла друг в друга.
Еще одна форма сложенного гладкого промежуточного слоя 33 наглядно показана на фиг. 18. Так как в сотовых телах обычно применяются слои листового металла толщиной от 20 микрон до 120 микрон, для окончательной формы не играет большой роли, если в отдельных областях слои листового металла нахлестываются друг на друга. Это используется в конструктивной форме согласно фиг. 18, в которой промежуточный слой 33 сложен вдоль линий 32 сгиба, в результате чего в области возникают нахлесты примерно в форме треугольников. Таким образом, в зависимости от количества линий 32 сгиба, очень хорошо изготавливается желательная форма промежуточного слоя из гладкой полосы листового металла в форме спирали или же в форме спирали и форме воронки.
Поэтому является возможным серийное производство сотовых тел согласно изобретению из полос листового металла посредством спиралевидного наслоения структурированных слоев 2 листового металла и промежуточных слоев 3.
Фиг. 19 наглядно показывает, как сотовое тело 1 согласно изобретению с обычным цилиндрическим сотовым телом 16 может быть расположено в общем корпусе 20. От впуска подлежащая очистке текучая среда, прежде всего ОГ ДВС, может течь в полость 5 конического сотового тела 1 согласно изобретению, причем часть текучей среды поступает через каналы 7 внешней боковой поверхности 6. Эта часть текучей среды собирается в коллекторе 17, проводится снаружи вокруг цилиндрического сотового тела 16 и затем попадает в смесительной пространство 18 и на выход 19. Другая часть текучей среды течет из полости 5 в цилиндрическое сотовое тело 16, которое содержит не показанные дальше аксиальные каналы, так что и эта часть текучей среды попадает в смесительное пространство 18 и к выходу 19. Является особенно благоприятным, если коническое сотовое тело 1 и цилиндрическое сотовое тело 16 расположены вдоль общей геометрической центральной оси 4 на одной прямой. Эта конструктивная форма является примером для возможностей применения конических сотовых тел для благоприятного использования имеющегося конструктивного пространства и для уменьшения потерь давления при предоставлении заданной поверхности для каталитического превращения или сепарации частиц.
В целом, изобретение делает возможным гибкое и адаптированное к разным монтажным ситуациям применение конических сотовых тел отдельно или в сочетании с другими сотовыми телами для обработки текучих сред, прежде всего для очистки ОГ ДВС, прежде всего в автомобилях.
Реферат
Изобретение относится к сотовому телу, которое используется при очистке отработавших газов. Свернутое из слоев или уложенное слоями (2, 3) сотовое тело (1) с геометрической центральной осью (4) и вращательно-симметрично расположенной вокруг центральной оси (4) полостью (5), а также внешней боковой поверхностью (6). Каждый слой (2, 3) проходит концентрично вокруг оси (4). По меньшей мере один из слоев (2), по меньшей мере, частично структурирован, так что слои (2, 3) образуют множество проточных для текучей среды каналов (7), которые от полости (5) проходят под непрямым углом (α) конуса к центральной оси (4) наружу к внешней боковой поверхности (6). Каналы (7) имеют изменяющееся в их прохождении изнутри наружу поперечное сечение (7i, 7а) каналов, и по меньшей мере один структурированный слой (2) расположен поочередно по меньшей мере с одним промежуточным слоем (3; 8; 13; 23; 33), причем слои уложены друг на друга спиралевидно. Техническим результатом изобретения является повышение эффективности сотового тела, а также простота изготовления и адаптация к различным пространственным условиям при монтаже. 11 з.п. ф-лы, 19 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления кольцеобразного сотового элемента, а также кольцеобразный сотовый элемент
Комментарии