Способ получения улучшенных перфорированных пленок, полученные перфорированные пленки и продукты из адсорбентов, содержащие полученные перфорированные пленки - RU2161470C2
Код документа: RU2161470C2
Чертежи
































Описание
Настоящее изобретение относится к перфорированным пленкам, имеющим первоочередное применение в качестве детали покрытия для изделия-адсорбента, и к способам и устройству для получения таких перфорированных пленок.
В течение многих лет является повсеместным использование нетканых материалов в качестве деталей покрытия или лицевого слоя для продуктов, предназначенных для приема телесных выделений, таких как одноразовых полотенец, гигиенических прокладок, устройств, применяемых при недержании у взрослых, повязок для ран и тому подобное. Такие материалы обычно получают путем воздушной укладки, начесывания, соединения прядением и тому подобное, и является известной последующая обработка таких материалов для обеспечения прочности и целостности, например, путем нанесения связующих или перепутывания волокон, либо механически, либо путем приложения сил с помощью жидкости. Поскольку такие материалы часто получают из гидрофобного материала, также является известной последующая обработка таких материалов поверхностно-активными веществами для облегчения прохождения телесных выделений через ткань. Такие ткани имеют или должны производить впечатление, что они имеют желаемые характеристики, такие как воздухопроницаемость, способность к складыванию, мягкость, и должны быть приятными на ощупь и в других ощущениях.
Одним из недостатков, связанных с лицевыми наружными слоями, образованными из нетканого материала, является то, что жидкость, такая как моча, менструальные выделения, экссудаты из ран и тому подобное, которые проходят через лицевой наружный слой внутрь наполнителя из адсорбента, имеют тенденцию просачиваться обратно через лицевой слой, особенно под давлением и тогда, когда жидкость в наполнителе из адсорбента достигает предельной объемной емкости удерживания наполнителя. По этой причине и по другим причинам является известным в прошлом использование пластиковых перфорированных пленок в качестве лицевого наружного слоя в изделиях из адсорбентов.
Следующий далее список включает описания таких перфорированных
пленок в выданных в США и иностранных патентах и в опубликованных заявках на патенты:
Патент США N 3632269 - Doviak et al.
Патент США N 3929135 - Thompson et al.
Патент США N 4324276 - Mullane
Патент США N 4351784 - Thomas et al.
Патент США N 4381326 - Kelly
Патент США N 4456570 - Thomas et al.
Патент США N 4535020 - Thomas et al.
Патент США N 4690679 - Mattingly et al.
Патент США N 4839216 - Curro et al.
Патент США N 4950264 - Osborn
Патент США N
5009653 - Osborn
Патент США N 5112690 - Cohen et al.
Патент США N 5342334 - Thompson et al.
Патент США N 5352217 - Curro
Патент США N 5368910
- Langdon
Патент США N 5368926 - Thompson et al.
Патент США N 5376439 - Hodgson et al.
Патент США N 5382245 - Thompson et al.
Патент США N 5382703 - Nohr et al.
Патент США N 5383870 - Takai et al.
Патент США N 5387209 - Yamamoto et al.
Европейский патент 0304617 - Suda et al.
Европейский патент 0432882 A2 - Shipley
Европейский патент 0598204 A1 - Garavaglia et al
Европейский патент 0626158 A1 - Coles et al.
Европейский патент 0626159 A1 - Taki et al.
Европейский патент 0640328 - Tanaka et al.
Патент Японии 3-286762 A - Yamamoto et al.
WO 92/18078 A1 - Colbert
W0 93/5701 A1
- Turi et al.
WO 94/18926 A1l - Perry
WO 94/22408 Al - Langdon
WO 94/28846 A1 - Steiger et al.
WO 95/00093 A2 - Osborn et al.
Хотя некоторые из таких перфорированных пленок функционируют удовлетворительно для тех целей, для которых они предназначены, подавляющее большинство этих пленок имеет реальные и ощущаемые недостатки. Например, даже если такие перфорированные пленки могут дать возможность жидкости легко проходить через них и могут сделать минимальным обратное просачивание такой жидкости, тем не менее такие перфорированные пленки имеют тенденцию к тому, чтобы иметь внешний вид, ощущение на ощупь и при обращении именно пленки, а не ткани. Такие характеристики, похожие на характеристики пленки, воспринимаются потребительницами как отрицательные, и поэтому продукты из адсорбентов с перфорированными пленками не встречают широкого одобрения потребительниц.
Главные усовершенствования для лицевых слоев с перфорированными пленками для продуктов из адсорбентов описываются в совместно поданных, находящихся на рассмотрении заявках на патенты США, серийные номера 08/417404 и 08/417408, Turi et al., поданных 5 апреля 1995 года в качестве продолжения и составной части заявки, серийный номер 08/004739, поданной 14 января 1993 года в качестве продолжения заявки, серийный номер 07/744744, поданной 14 августа 1991 года (соответствует публикации WO 93/15701 A1 в списке выше). В рассмотренных выше заявках Turi et al. описаны перфорированная пленка и способы, и устройства для получения пленки, которые придают пленке физические характеристики, которые подобны характеристикам нетканого материала. Это достигается путем размещения пленки, полученной из растяжимого термопластичного полимерного материала, на локализованных областях подложки элемента подложки и направления жидкости в форме цилиндрических струй малого диаметра и под высоким давлением на верхнюю поверхность пленки, так что лишенные подложки части пленки направляются вниз между областями подложки, чтобы вызвать образование микроотверстий и волокнообразных элементов (фибрилл), тем самым придавая перфорированной пленке физические характеристики внешнего вида, мягкости, ощущения на ощупь и других ощущений, подобные характеристикам нетканого материала. Хотя такие перфорированные пленки являются заметным улучшением по сравнению с известными из литературы перфорированными пленками, является желательным создание дальнейших улучшений у таких перфорированных пленок, например, путем улучшения способности таких пленок к пропусканию вязких жидкостей, таких как менструальные выделения.
Для использования перфорированных пленок в качестве покрытий для гигиенических прокладок являются очень желательными свойства сухости и чистоты. Это означает, что гигиеническая прокладка должна выглядеть для пользовательницы чистой и сухой даже после того, как она приняла поток менструальной жидкости. Существует множество факторов, влияющих на свойства сухости и чистоты гигиенической прокладки, включая характеристики отверстий и открытой поверхности материала покрытия прокладки. Существует компромисс между влиянием размера отверстий и открытой поверхностью на свойства сухости и чистоты. С одной стороны, большие отверстия дают возможность жидкости более быстро проходить к наполнителю из адсорбента. С другой стороны, отверстия, которые являются слишком большими, дают возможность жидкости переноситься обратно через покрытие из наполнителя из адсорбента (это явление иногда упоминается как "обратное просачивание") и контактировать с владелицей одежды. Далее большие открытые поверхности дают возможность окраске на наполнителе из адсорбента прокладки быть видимой через покрытие и дают владелице ощущение, что продукт не поддерживает ее чистоту. Чтобы проявлять свойства как сухости, так и чистоты, покрытие должно иметь тщательно сбалансированное сочетание размера отверстий и открытой поверхности: отверстия, достаточно большие для того, чтобы быстро принять поток менструальной жидкости и дать ей возможность пройти через покрытие к наполнителю из адсорбента прокладки, но достаточно маленькие для того, чтобы замаскировать окраску лежащего под ним наполнителя из адсорбента, чтобы дать владелице ощущение чистоты.
В соответствии с одним аспектом настоящего изобретения перфорированные пленки типа, описанного в рассмотренных выше заявках на патенты Turi et al., усовершенствуют путем снабжения таких пленок отверстиями большего размера и достаточной открытой поверхностью так, чтобы вязкие жидкости, такие как менструальные выделения, легко протекали через пленку. Эти улучшенные свойства придают пленки путем воздействия на пленку действующих со стороны жидкости сил в форме цилиндрических потоков или струй из, по крайней мере, двух наборов отверстий, причем отверстия в одном наборе имеют диаметр больший, чем 0,025 см, и жидкость, которую подают в отверстия, имеет относительно малое давление, менее чем около 31 кг/кв.см, и отверстия из, по крайней мере, одного второго набора имеют диаметр, равный 0,025 см или менее, и жидкость, подаваемая в них, имеет относительно высокое давление, большее чем около 31 кг/кв.см. Настоящее изобретение может быть осуществлено с селективным изменением последовательности, в которой пленку подвергают действующим со стороны жидкости силам от отверстий низкого и высокого давления, то есть сначала низкое давление, а затем высокое давление, или сначала высокое давление, а затем низкое давление, или другие сочетания или вариации.
Отверстия в большей части являются нерегулярными по форме и размеру. Их измеряют с помощью различных методик, которые дают приближенный диаметр, который может быть выражен как эквивалентный гидравлический диаметр (ЭГД) или эквивалентный круговой диаметр (ЭКД). Полученная перфорированная пленка имеет сочетание отверстий большого размера, имеющих средние ЭГД от около 0,018 см до около 0,076 см, и отверстий малого размера, имеющих средние ЭГД от около 0,0025 см до около 0,018 см. Такие перфорированные пленки имеют открытую поверхность в диапазоне от около 3% до около 13%.
Усовершенствованная перфорированная пленка по настоящему изобретению предпочтительно формируется на элементе подложки, который подобен элементу, представленному на фиг. 17-19 рассмотренных выше заявок Turi et al., что дает в результате пленку, имеющую ряды в целом параллельных гребешков, образованных с помощью в целом вертикально ориентированных стенок, которые ограничивают ряды в целом параллельных бороздок. Таким образом, пленка включает в целом параллельные чередующиеся сплошные или закрытые части пленки, разделенные перфорированными или открытыми частями пленки, которые содержат рассмотренное выше сочетание отверстий большого и малого размера. Отверстия обоих размеров образуются в результате удлинения и продавливания растяжимого материала между локализованными областями с подложкой элемента подложки в результате приложения давления жидкости, и в то время, когда пленка удлиняется, она подвергается утончению до тех пор, пока она наконец не достигает точки разрыва (то есть разрыва или фибрилляции) с образованием указанных выше отверстий.
Как и у перфорированных пленок, описанных в заявках Turi et al., отверстия окружены сетью волокнообразных элементов или микрополосок продавленного материала пластика. Такие продавленные волокнообразные элементы (фибриллы) взаимодействуют с отверстиями, сообщая перфорированной пленке физические характеристики, подобные характеристикам нетканых материалов. Волокнообразные элементы имеют длины, изменяющиеся от около 0,013 см до около 0,127 см, ширины, изменяющиеся от около 0,003 см до около 0,089 см, и толщины, изменяющиеся от 0,0006 см до около 0,005 см.
По настоящему изобретению перфорированные пленки типа тех, которые описаны в рассмотренных выше заявках Turi et al., модифицируют так, чтобы снабдить пленку улучшенными свойствами по отношению к распределению жидкости в области пленки, которая подвергается растяжению, путем отклонения вниз пленки в область углубления элемента подложки во время образования пленки.
Способ получения перфорированной пленки из растяжимого термопластичного полимерного материала по настоящему изобретению содержит стадии создания исходной пленки, содержащей указанный растяжимый термопластичный полимерный материал и имеющей верхнюю и нижнюю поверхность. Создают элемент подложки, содержащий локализованные области подложки для поддержания исходной пленки. Элемент подложки имеет зоны углублений, внутрь которых пленка может быть деформирована с помощью приложения к ней действующих со стороны жидкости сил. Создают средства для получения возможности транспортировки указанной прилагаемой жидкости от элемента подложки.
Исходная пленка на элементе подложки имеет части нижней поверхности пленки, которые находятся в контакте с областями подложки элемента подложки. Верхняя поверхность пленки направлена наружу по отношению к элементу подложки.
Жидкость в форме цилиндрических потоков из, по крайней мере, двух наборов отверстий направляют на верхнюю поверхность исходной пленки в зоне контакта, то есть в зоне, в которой пленку подвергают воздействию сил из потоков жидкости. Отверстия из первого набора, каждое, имеют диаметр, больший, чем 0,025 см, и жидкость, подаваемая в них, имеет давление, меньшее, чем 31 кг/кв. см, чтобы вызвать образование отверстий большого размера в указанной исходной пленке. Отверстия второго набора, каждое, имеют диаметр, равный 0,025 см или менее, и жидкость, подаваемая в них, имеет давление, по крайней мере, 31 кг/кв. см, чтобы вызвать образование микроотверстий в исходной пленке.
Пленку удаляют из зоны контакта, и свежеперфорированную пленку отделяют от элемента подложки.
Другие признаки и преимущества настоящего изобретения станут более понятными из следующего далее подробного описания, прилагаемых чертежей и прилагаемой формулы изобретения.
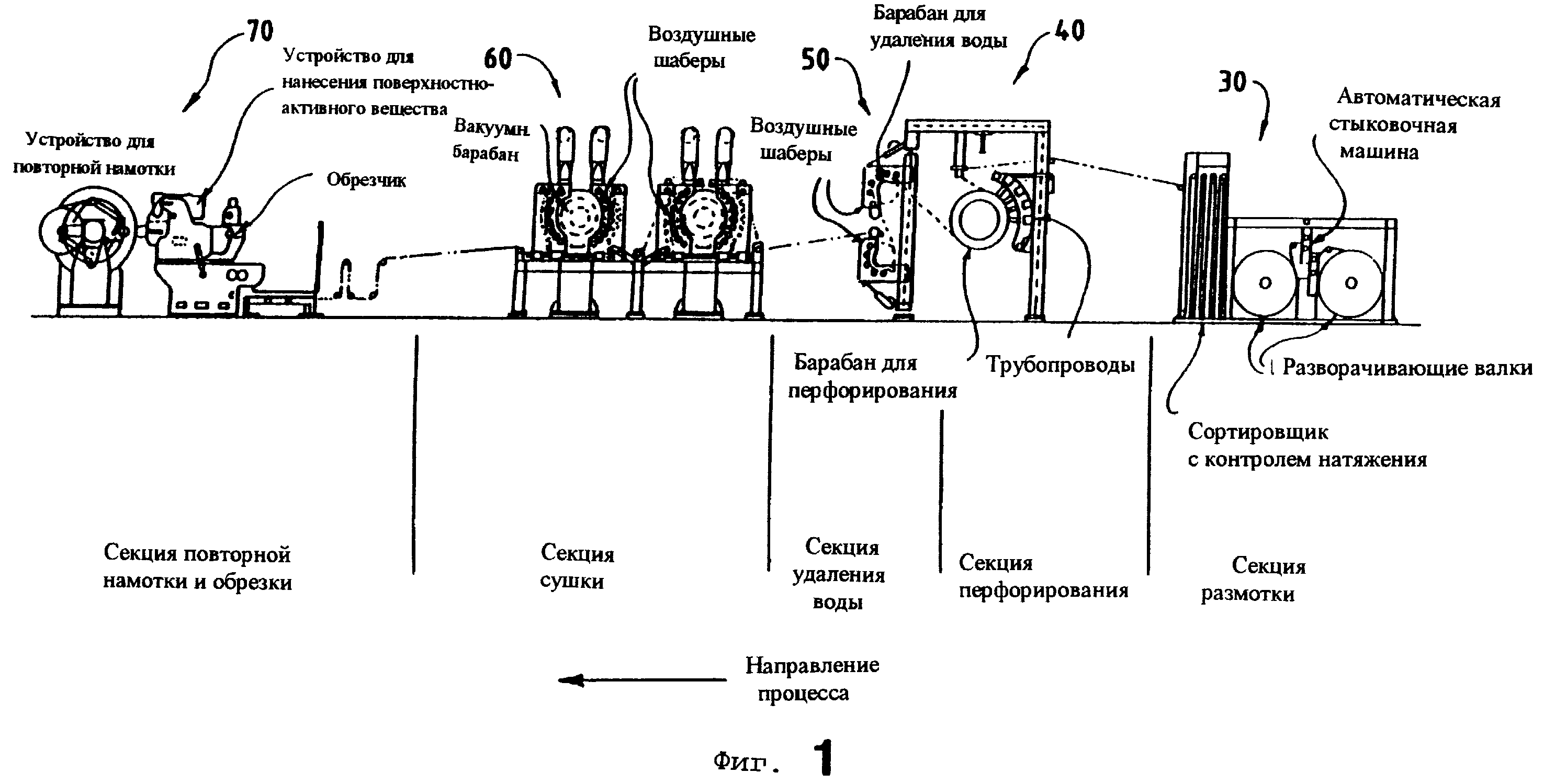
Фиг. 1 представляет собой схематический вид сбоку в вертикальном разрезе производственной линии для получения перфорированной пленки по настоящему изобретению,
Фиг. 2 представляет собой схематический вид сбоку в вертикальном разрезе в увеличенном виде секции разворачивания устройства для получения перфорированной пленки по настоящему изобретению,
Фиг. 3 представляет собой увеличенный вид сбоку в вертикальном разрезе секции перфорирования отверстий устройства, используемого для получения перфорированной пленки по настоящему изобретению,
Фиг. 4 представляет собой увеличенный вид сбоку в вертикальном разрезе секции удаления воды устройства, используемого для получения перфорированной пленки по настоящему изобретению,
Фиг. 5
представляет собой увеличенный вид сбоку в вертикальном разрезе секции сушки устройства, используемого для получения перфорированной пленки по настоящему изобретению,
Фиг. 6 представляет
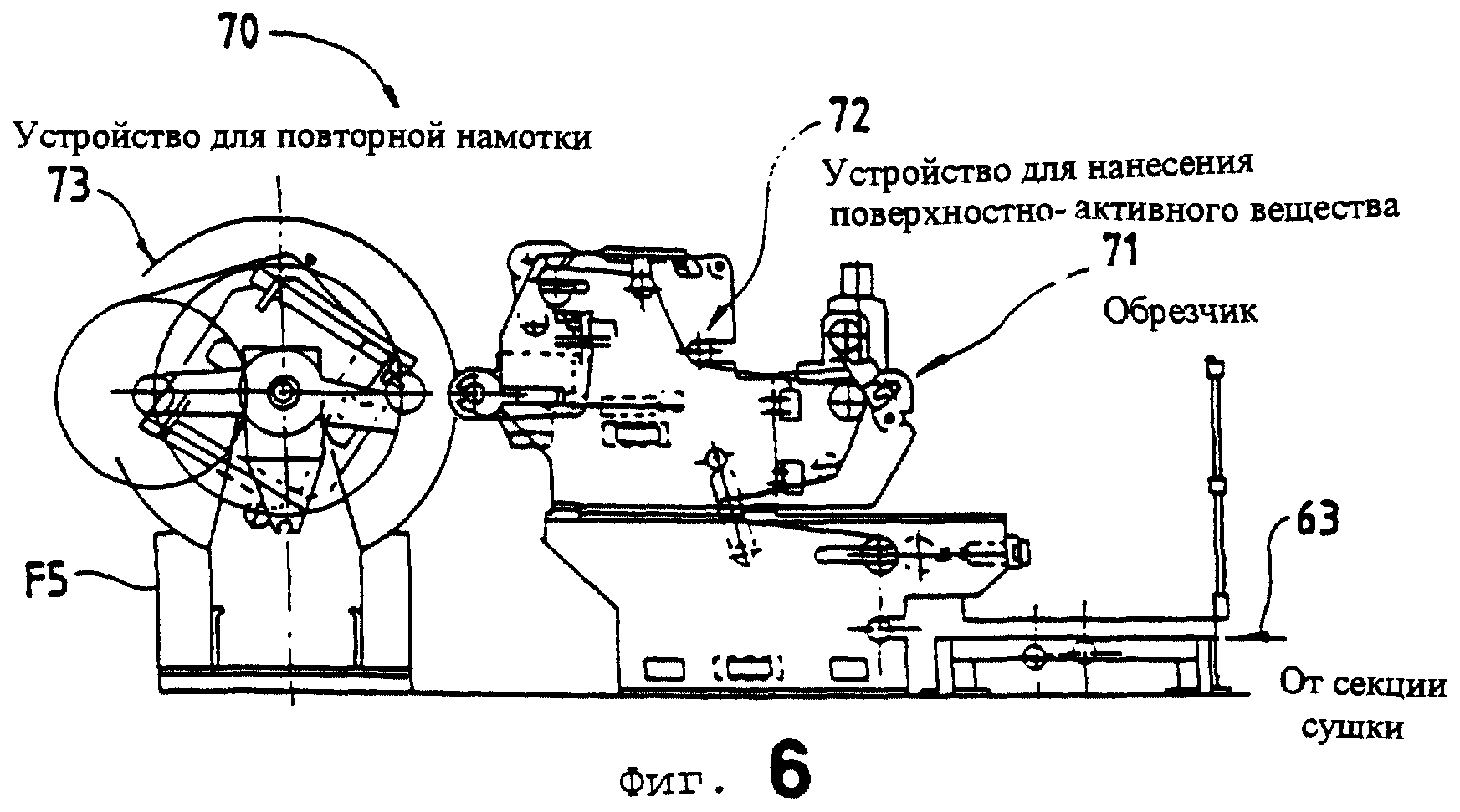
собой увеличенный вид сбоку в вертикальном разрезе секции отделения/повторной намотки устройства, используемого для получения перфорированной пленки по настоящему изобретению,
Фиг. 7A
представляет собой схематический вид полоски с отверстиями, используемой в устройстве для получения одной из перфорированных пленок по настоящему изобретению,
Фиг. 7B, С, D и E являются
увеличенными видами расположения отверстий, которые могут быть использованы в устройстве для получения перфорированных пленок по настоящему изобретению,
Фиг. 8 представляет собой общий вид с
вырывом исходной пленки, расположенной на элементе подложки для обработки по настоящему изобретению,
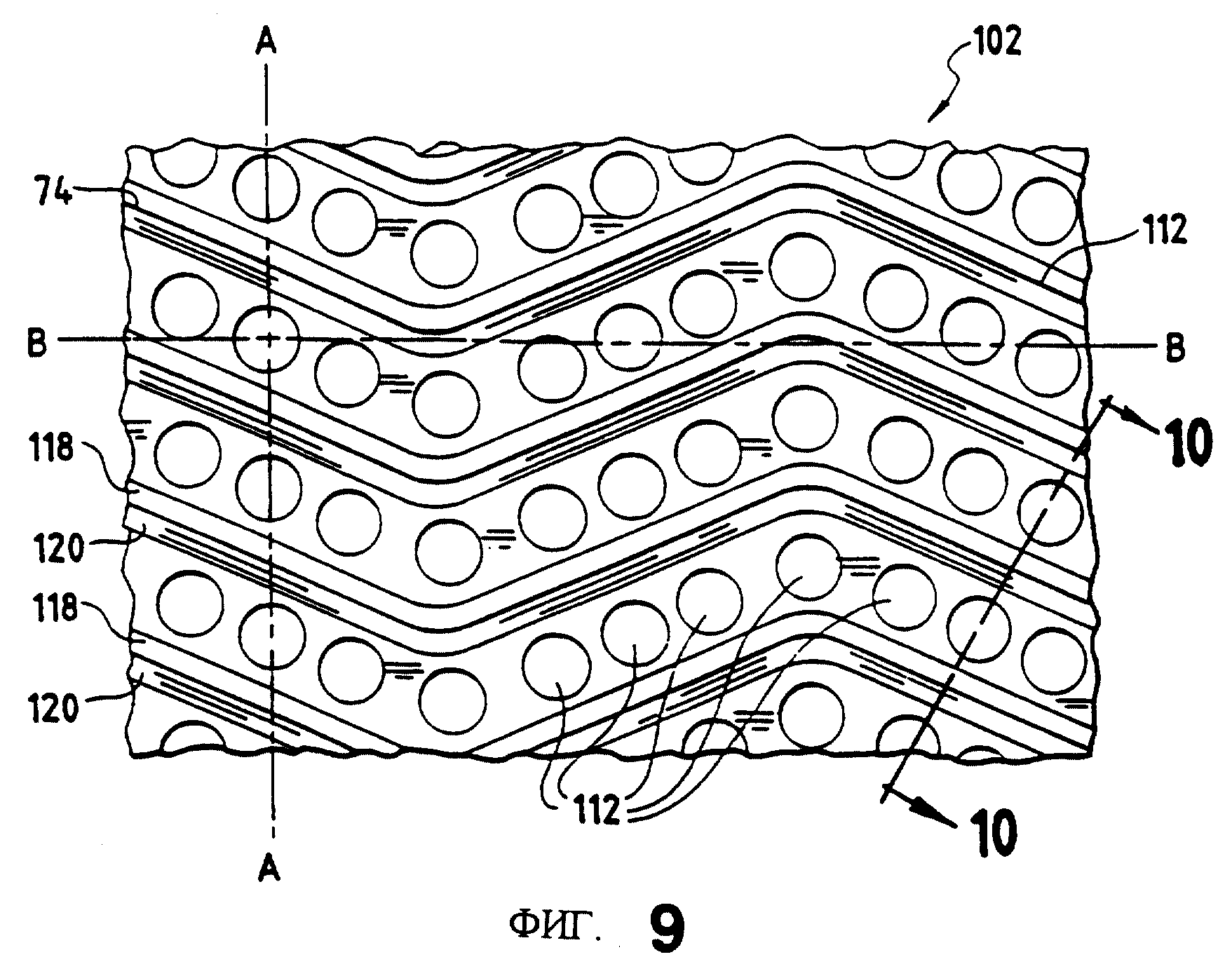
Фиг.9 представляет собой общий вид сверху элемента подложки, показанного в нижней части
фиг.8,
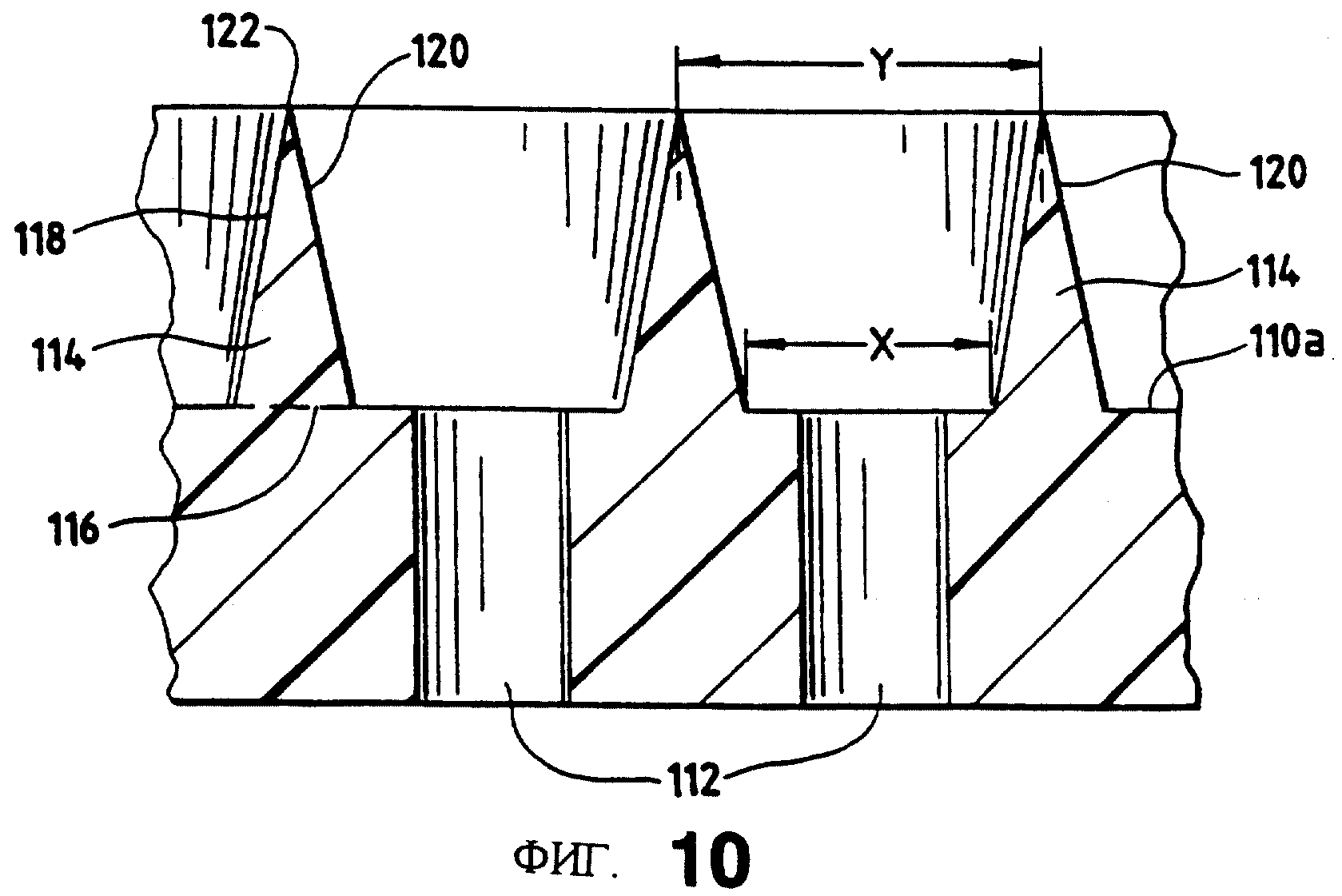
Фиг. 10 представляет собой увеличенный вид поперечного сечения, сделанного по линии 10-10 фиг. 9,
Фиг.11A-D представляют виды, подобные фиг. 10, которые представляют
последовательные стадии при продавливании исходной пленки с образованием отверстий в соответствии с указаниями настоящего изобретения,
Фиг.12 представляет собой фотографию вида сверху
перфорированной пленки, полученной по настоящему изобретению, при увеличении в 7,5 раз,
Фиг. 13 представляет собой вид сбоку в разрезе перфорированной пленки на фиг.12,
Фиг. 14
представляет собой вид сбоку в разрезе перфорированной пленки на фиг. 12 при увеличении в 15 раз,
Фиг. 15 представляет собой общий вид сверху другой перфорированной пленки, полученной
согласно указаниям настоящего изобретения, при увеличении в 7,5 раз,
Фиг. 16 представляет собой вид сбоку в вертикальном разрезе перфорированной пленки на фиг. 15,
Фиг. 17
представляет собой вид сбоку в разрезе перфорированной пленки на фиг.15 при увеличении в 15 раз,
Фиг. 18A и В представляют собой фотографии, снятые при увеличении 10x, перфорированной пленки
по настоящему изобретению, полученной из профилированной исходной пленки, у которой материнская сторона расположена напротив связанного с ней формирующего элемента, причем пленку подвергают перфорации
с помощью последовательности из трех полосок с отверстиями, при этом первая имеет относительно большие отверстия в соответствии с фиг.7D, а вторая и третья имеют относительно маленькие отверстия в
соответствии с фиг.7A (фиг. 18A является ее стороной, на которую направлены водяные струи, фиг. 18B является ее стороной, расположенной напротив связанного с ней формирующего элемента),
Фиг.18C и D представляют собой фотографии, сделанные при увеличении 10x, перфорированной пленки, полученной по настоящему изобретению, которую получают из профилированной исходной пленки, у которой
материнская сторона расположена напротив связанного с ней формирующего элемента, причем пленку подвергают перфорации с помощью единственной полоски отверстий, имеющей относительно большие отверстия, в
соответствии с фиг.7D (фиг.18C является ее стороной, на которую направлены водяные струи, фиг.18D является ее стороной, расположенной напротив связанного с ней формирующего элемента),
Фиг. 19
представляет собой блок-схему, представляющую различные стадии способа получения перфорированной пленки по настоящему изобретению,
Фиг. 20 представляет собой общий вид гигиенической прокладки,
состоящей из перфорированной пленки по настоящему изобретению, и
Фиг. 21 представляет собой вид с частичным разрезом, сделанным вдоль линии 21-21 на фиг. 20,
Фиг. 22 представляет
собой график, изображающий распределение размеров отверстий в образце перфорированной пленки, полученной при 54 кг/кв. см на устройстве с тремя полосками с отверстиями, где каждая имеет множество
отверстий, и каждое из отверстий имеет 0,0125 см в диаметре,
Фиг. 23 представляет собой график, изображающий распределение размеров отверстий в образце перфорированной пленки, полученной на
устройстве, содержащем единственную полоску с отверстиями, содержащую множество отверстий, каждое 0,05 см в диаметре, указанная полоска с отверстиями представлена на фиг.7C,
Фиг. 24
представляет собой график, изображающий распределение отверстий по размерам в образце перфорированной пленки, полученной на устройстве, содержащем первую полоску отверстий (показана на фиг.7C),
имеющую множество отверстий, все из которых имеют диаметр 0,05 см, и вторую полоску отверстий, расположенную после первой полоски, причем вторая полоска (показана на фиг. 7A) имеет множество отверстий,
все из которых имеют диаметр 0,0125 см,
Фиг. 25 представляет собой график, изображающий распределение отверстий по размерам в образце перфорированной пленки, полученной по настоящему
изобретению, и
Фиг. 26 представляет собой график, изображающий результаты сравнения, в которых расстояние между отверстиями, составляющими полоску с отверстиями, изменяется.
Хотя настоящее изобретение является возможным для исполнения в различных формах, существуют изображенные на чертежах и описываемые в дальнейшем предпочтительные в настоящее время исполнения, при этом нужно понимать, что настоящее описание, как предполагается, предназначено для рассмотрения в качестве примера изобретения и не направлено на ограничение изобретения конкретными иллюстрируемыми исполнениями.
Обращаясь теперь к чертежам, фиг. 1 представляет собой схематический вид сбоку в вертикальном разрезе одного из исполнений производственной линии, которая может быть использована для получения перфорированных пленок согласно указаниям настоящего изобретения. Как показано с помощью стрелки, способ осуществляется справа налево на фиг.1. Как показано на фиг.1, производственная линия содержит пять больших узлов; узел разматывания пленки 30, узел перфорирования 40, узел удаления воды 50, узел сушки 60 и узел обрезки и повторной намотки, и узел нанесения поверхностно- активного вещества 70.
Как показано на фиг. 2, в узле размотки пленки два рулона 31 материала исходной пленки 33 смонтированы для вращения на раме F. Пленка из рулонов 31 вводится через направляющие валки и в фестон 32, который имеет систему автоматического контроля натяжения (замкнутая петля). Пленка 33 при соответствующем натяжении, например, между 15,8 и 158 г/см выходит из фестона 32 и поступает в узел перфорирования 40.
Хотя многие различные материалы для исходной пленки являются пригодными для использования в настоящем изобретении, одним из предпочтительных материалов является полиэтиленовая пленка, доступная от Exxon Chemical под обозначением продукта ЕМВ-631. Эта пленка представляет собой профилированную, окрашенную в белый цвет полиэтиленовую пленку. Полиэтиленовый компонент состоит из смеси 40% масс. полиэтилена низкой плотности и 60% масс. линейного полиэтилена низкой плотности. Пленка содержит 6,5% масс. диоксида титана.
Исходную пленку профилируют под давлением с помощью алмазной грани при 65 линий/см для снабжения одной стороны пленки, упоминаемой как отцовская сторона, множеством непрерывных видимых выступов, разделенных прерывистой структурой взаимосвязанных бороздок. Другая сторона профилированной исходной пленки, упоминаемая как материнская сторона, имеет множество видимых чашеобразных углублений, разделенных сплошной структурой взаимосвязанных ребер. Чашеобразные углубления на материнской стороне пленки расположены в соответствии с выступами на отцовской стороне пленки. Исходную пленку электростатически обрабатывают с помощью обработки в коронном разряде с одной стороны, предпочтительно - с отцовской стороны. Пленка имеет конечную прочность на растяжение 1750 г в направлении намотки (при удлинении в 500% при разрыве), и 1300 г в поперечном направлении (при удлинении 650% при разрыве), как определяется при использовании теста D-882 по стандарту ASTM.
Способ получения пленки по настоящему изобретению может быть либо загрузочным либо непрерывным, в целом являясь подобным загрузочным и непрерывным способам, описанным в находящейся на рассмотрении заявке серийный номер 08/417404. Предпочтительное исполнение представляет собой непрерывное устройство, как здесь описано далее.
Обращаясь к фиг. 3, пленка 33 из узла размотки, как показано, входит в узел перфорирования 40 с его правой стороны. Узел перфорирования 40 включает поддерживающий барабан 41 подложки ячеечного типа, смонтированный с возможностью вращения на раме F1. Барабан 41 имеет трехмерный элемент подложки или формирующий элемент, описанный в деталях ниже, смонтированный на его наружной боковой поверхности. Четыре системы трубопроводов для водяных струй 42 также смонтированы на раме F1, и четыре щели для отсоса, по одной на каждый трубопровод 42, предусмотрены внутри поддерживающего барабана, как также описано в деталях ниже. Щели для отсоса смонтированы в барабане и совмещены с трубопроводами для водяных струй, расположенными снаружи барабана. Каждый трубопровод для водяных струй содержит металлическую полоску, далее иногда упоминаемую как полоска с отверстиями, имеющую множество отверстий, имеющих заданный размер и заданное расстояние между ними. Конкретные примеры таких полосок с отверстиями описаны более детально ниже. Данный трубопровод 42 может содержать одну или более полосок с отверстиями. Размер отверстия предпочтительно остается постоянным для каждой полоски. Однако размер отверстия может и изменяться на данной полоске. Расстояние между нижней поверхностью полоски с отверстиями и наружной поверхностью элемента подложки барабана для перфорирования предпочтительно находится в пределах между 1,27 и 2,54 см.
Горячую воду под давлением закачивают в трубопроводы 42, и вода под давлением выходит через множество отверстий в полоске с отверстиями в форме цилиндрических водяных струй. Водяное давление в каждом трубопроводе 42 может регулироваться отдельно. Вводимая пленка 33 протягивается через ведущий ролик 43, а затем через наружную боковую поверхность трехмерного формирующего элемента, смонтированного поверх поддерживающего барабана 41. Цилиндрические струи воды, выходя из полосок с отверстиями, падают на пленку и заставляют пленку отклоняться внутрь областей с углублениями элемента подложки, смонтированного на поддерживающем барабане, тем самым заставляя пленку растягиваться и разрываться на множество отверстий нерегулярной формы. Свежеперфорированная пленка 44 выходит из узла перфорирования 40 с его левой стороны и проходит в секцию удаления воды 50.
Как показано на фиг. 4, в секции удаления воды 50 два барабана для удаления воды 51 смонтированы для вращения на раме F3. Барабаны 51 имеют ячеистую конфигурацию, и каждый барабан имеет две вакуумных щели, соединенные с ним, способные к нагнетанию отрицательного давления вплоть до 17,8 мм рт. ст. Предусмотрены двенадцать воздушных шаберов 52, причем предусмотрены шесть воздушных шаберов для каждого барабана 51. Щели для отсоса, связанные с барабанами для удаления воды 51, расположены внутри барабанов, при этом воздушные шаберы 52 расположены снаружи барабанов 51. Избыточную воду удаляют с перфорированной пленки путем столкновения с воздухом, выходящим с большой скоростью из воздушных шаберов 52, и путем отсоса через щели для отсоса в барабанах 51. Воздушные шаберы 52 работают при температуре воздуха в пределах между около 65,6 и 82,2oC. Общий поток воздуха через двенадцать воздушных шаберов 52 составляет около 0,09 - 0,18 кв. м/мин ширины перфорированной пленки. Обезвоженная пленка 53 выходит из узла удаления воды 50 через его левую сторону и проходит в секцию сушки.
Обращаясь к фиг. 5, узел сушки 60 изображен как включающий два вакуумных барабана 61, смонтированных на раме F4. Каждый барабан 61 имеет щель для отсоса, которая занимает угол в 300o по окружности барабана. Двенадцать воздушных шаберов 62 расположены снаружи каждого вакуумного барабана 61, и воздушные шаберы 62 работают при температуре между 65,6 и 82,2oC. Объединенный поток воздуха для всех сорока воздушных шаберов 62 составляет около 0,45 - 0,63 кв. м/мин ширины перфорированной пленки. Перепад давления на толщине пленки, вызванный вакуумом в барабанах 61, составляет около 5,1 мм вод. ст. Высушенная пленка 63 выходит из секции сушки 60 с ее левой стороны и проходит в секцию обрезки/повторной намотки 70.
Обращаясь теперь к фиг. 6, пленка 63 из секции сушки поступает в секцию обрезки/повторной намотки 70 с ее правой стороны. Устройство для обрезки 71, состоящее из обрезных ножей для продольной обрезки полосы, обрезает высушенную перфорированную пленку до желаемой ширины. Высушенная и обрезанная перфорированная пленка затем проходит в узел нанесения поверхностно-активного вещества 72, где соответствующее поверхностно-активное вещество, например Tween 20, наносят на пленки с помощью покрытия кистью. Поверхностно-активное вещество предпочтительно доставляется в водном растворе, состоящем из около 48,8+1, 5 процентов поверхностно-активного вещества. В конкретном исполнении изобретения скорость валика для покрытия поверхностно-активным веществом составляет 38,1 ± 7,62 см/мин. Предпочтительно поверхностно-активное вещество наносят на материнскую сторону пленки. Рассмотренные выше параметры дают в результате массу прилипшего раствора поверхностно-активного вещества в количестве 0,04 ± 0,0012 мг/кв.см.
Обращаясь к фиг. 7A-7E, цилиндрические струи воды исходят из одной или нескольких полосок с отверстиями, имеющих множество отверстий. Предпочтительно отверстия формируют путем сверления исходной металлической полосы для получения цилиндрических отверстий. Однако, как предполагается, могут быть использованы отверстия различной формы.
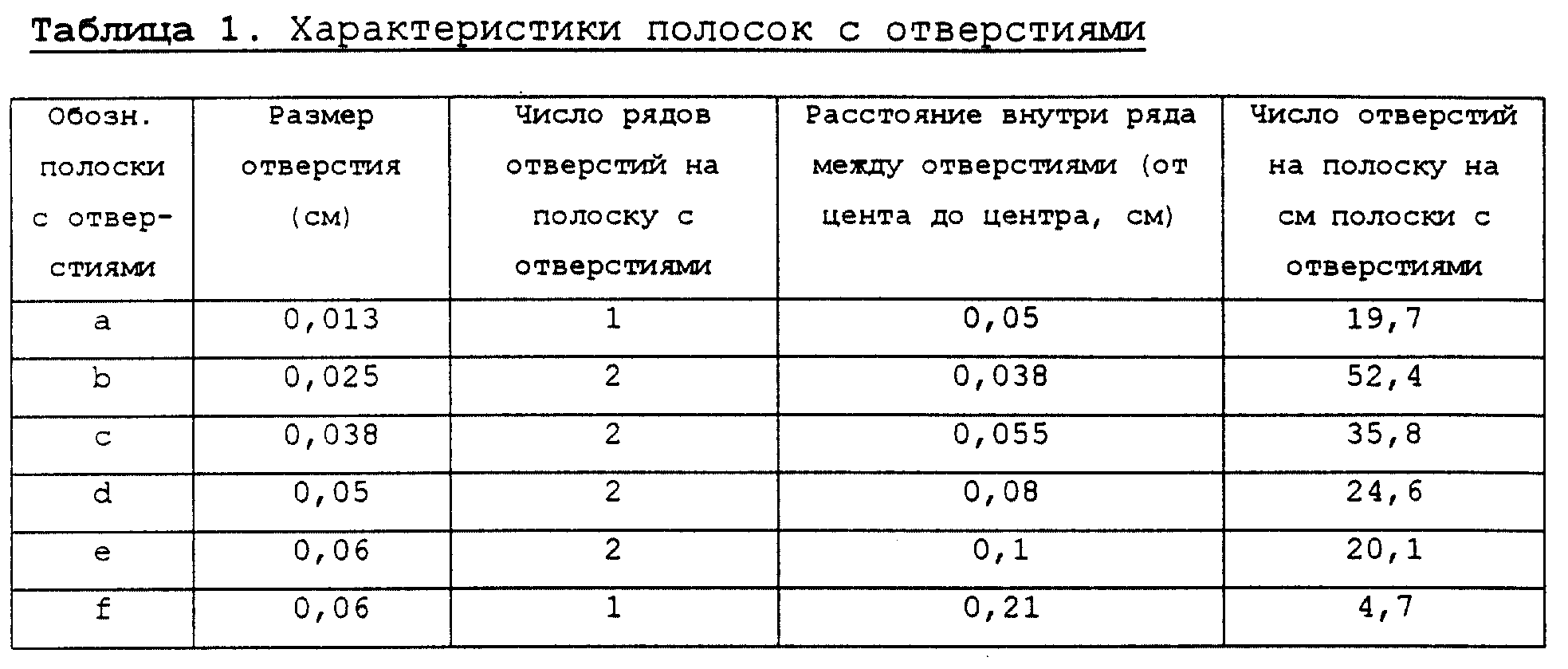
Фиг.7A представляет полоску с отверстиями 80 для доставки цилиндрических струй воды, имеющих, каждая, относительно малое поперечное сечение, для получения микроотверстий в пленке. Отверстия 82 в трубопроводе имеют диаметр 0,0125 см, и отделены друг от друга на 0,05 см. Эта распределительная полоска является доступной от Nippon Nozzle Co., Kobe, Japan.
Фиг. 7B-7E представляют полоски с отверстиями для получения цилиндрических струй воды, имеющих, каждая, относительно большое поперечное сечение, для получения отверстий большого размера в пленке. Фиг. 7B представляет полоску с отверстиями, имеющую два ряда, 84, 86 отверстий 84', 86', которые находятся по разные стороны от центральной продольной линии. Отверстия в каждом ряду имеют диаметр 0,0125 см и отделены друг от друга расстоянием 0,053 см от центра до центра. Расположение отверстий в верхнем ряду отстает от расположения отверстий в нижнем ряду на 0,028 см. Полоска содержит 35,8 отверстий/см.
Фиг. 7C представляет полоску с отверстиями, имеющую два ряда, 88, 90 отверстий 88', 90', которые расположены по разные стороны от центральной продольной линии. Отверстия в каждом ряду имеют диаметр 0,05 см и отдалены друг от друга на 0,079 см. Расположение в верхнем ряду отстает от расположения отверстий в нижнем ряду на 0,041 см. Полоска содержит 24,6 отверстий/см.
Фиг.7D представляет полоску с отверстиями, имеющую два ряда, 92, 94 отверстий 92', 94', которые расположены по разные стороны от центральной продольной линии. Отверстия в каждом ряду имеют диаметр 0,0125 см и отдалены друг от друга на 0,097 см. Расположение в верхнем ряду отстает от расположения отверстий в нижнем ряду на 0,048 см. Полоска содержит 20,1 отверстий/см.
Фиг. 7E представляет полоску с отверстиями для подачи цилиндрических струй воды, имеющих, каждая, относительно большое поперечное сечение, для образования в пленке отверстий большого размера. Отверстия имеют, каждое, диаметр 0,064 см и отделены друг от друга расстоянием в 0,21 см от центра до центра. Хотя полоска с отверстиями, представленная на фиг.7E, является пригодной для образования пленки по настоящему изобретению, использование полосок с отверстиями, таких, как показано на фиг.7B-7D, в настоящее время предпочтительно для использования в сочетании с одной или более полосками с отверстиями, имеющими относительно малые отверстия, для образования отверстий микроскопических размеров.
Малые отверстия (смотри фиг. 7A) предпочтительно имеют диаметр менее 0,025 см. Большие отверстия (смотри фиг.7B-7E) предпочтительно имеют диаметр, больший, чем 0,025 см.
Устройство для получения перфорированных пленок по настоящему изобретению описано в деталях в ожидающей совместного решения заявке на патент серийный номер 08/417404. Устройство для получения пленки по настоящему изобретению содержит определенные дополнительные черты, включая второй набор полосок с отверстиями, как обсуждалось выше в связи с фиг.7B-7E. Давление воды, подаваемой в малые отверстия, обычно является более высоким, чем 31 кг/кв. см, предпочтительно - порядка 31-102 кг/кв. см или более. Давление воды, подаваемой в большие отверстия, обычно составляет менее чем 31 кг/кв. см, предпочтительно - порядка 7,8 - 12,4 кг/кв. см.
В предпочтительном исполнении устройство для перфорирования состоит из поддерживающего барабана ячеистого типа, трехмерного формирующего элемента, нескольких трубопроводов для водяных струй и соответствующих щелей для отсоса, расположенных внутри и последовательно вдоль части цилиндрической поверхности барабана. Формирующий элемент представляет собой гравированную гильзу, как показано на фиг. 8-10, укрепленную на ячеистом поддерживающем барабане. Щели для отсоса смонтированы внутри барабана и они совмещены с трубопроводами для водяных струй, расположенными снаружи барабана. Каждый трубопровод для водяных струй содержит металлическую полоску, имеющую множество отверстий. Для данного трубопровода размер отверстия остается постоянным по всей полоске. Расстояние между полоской с отверстиями и поверхностью гравированной гильзы составляет предпочтительно 1,27 - 2,54 см. В трубопроводах создается давление с помощью подачи горячей воды. Вода под давлением входит через ряды отверстий в полоске с отверстиями, таким образом создавая по существу цилиндрические водяные струи. Энергия цилиндрических струй горячей воды, падающих на пленку, заставляет пленку прогибаться по направлению к поверхности гравированной гильзы, тем самым заставляя пленку растягиваться и разрываться на множество отверстий нерегулярной формы. Давление и температура воды, подаваемой в каждый трубопровод, могут регулироваться по отдельности.
Параметры процесса являются следующими:
Линейная скорость: 46 - 180 м/мин
Температура воды: 68,3 - 73,9oC
Максимальное число используемых трубопроводов:
3
Расстояние между полоской трубопровода и поверхностью гильзы: 1,27 - 2,54 см
Трубопровод низкого давления:
Число трубопроводов: 1
Пределы размеров трубопровода: 0,
037 - 0,076 см
Давление: 9,3 ± 1,6 кг/кв.см
Поток воды: 2,9 - 12 л/мин·см полоски трубопровода
Вакуум в щели для отсоса: -17 ± 10,2 кПа
Трубопровод высокого давления:
Число трубопроводов: максимум 2
Пределы размеров трубопровода: 0,013 - 0,018 см
Давление: 71 ± 22 кг/кв. см
Поток воды: 1,5
± 0,33 л/мин·см полоски трубопровода
Вакуум в щели для отсоса: -17 ± 10,2 кПа
Последовательность использования трубопроводов:
Трубопроводы для водяных
струй высокого давления и связанные с ними полоски с отверстиями могут быть расположены в виде ряда последовательностей по отношению к направлению непрерывного прохождения пленки на барабане. Каждая
из следующих далее пяти последовательностей может быть использована для получения отверстий в пленке:
1. Низкое давление, высокое давление
2. Низкое давление, высокое давление,
высокое давление
3. Высокое давление, низкое давление
4. Высокое давление, низкое давление, высокое давление
5. Высокое давление, высокое давление, низкое давление
Обращаясь к фиг. 8-10, формирующий элемент представляет собой трехмерную поверхность, имеющую множество радиально выступающих поддерживающих элементов, которые выступают из основания формирующего
элемента или элемента подложки. Эти элементы являются по существу подобными соответствующим элементам, описанным в ожидающей совместного решения заявке, серийный номер 08/417404.
Фиг. 8 представляет собой общий вид с вырывом исходной пленки 100, расположенной на элементе подложки 102. Исходная пленка может быть либо профилированной, либо непрофилированной. Альтернативно часть 104 исходной пленки 100 содержит профилированные 106 и непрофилированные элементы 108, как показано в верхней части фиг. 8.
Элемент подложки 102 содержит основную часть 110, имеющую верхнюю поверхность 110a и нижнюю поверхность 110b. Кроме того, элемент подложки 102 содержит множество отверстий 112, проходящих через всю толщу основания 110 от верхней поверхности 110a до нижней поверхности 110b. Как будет видно далее, отверстия 112 предусматриваются для предоставления возможности удаления воды при изготовлении перфорированной пленки по настоящему изобретению. Элемент подложки 102 также включает множество выступающих радиально поддерживающих элементов 114. Эти поддерживающие элементы содержат основание 116, совпадающее с плоскостью верхней поверхности 110a части 110, и пару наклонных боковых стенок 118, 120 (лучше всего видны на фиг.9 и 10). Боковые стенки 118, 120 выступают наружу из основания 116, чтобы сойтись на плоской части или ребре 122. Поддерживающие элементы 114 расположены параллельно и на равном расстоянии один от другого. Они могут быть расположены либо параллельно, либо перпендикулярно, либо под любым углом к боковым краям элемента подложки. Как показано на фиг. 8 и 9, эти поддерживающие элементы 114, если смотреть на них сверху, являются синусоидальными или волнистыми по конфигурации. Будет понятно, что поддерживающие элементы могут присутствовать в других конфигурациях, например прямая линия, зигзаг и тому подобное. Детальное описание формирующего элемента изложено в ожидающей совместного решения заявке на патент серийный номер 08/417404.
Обращаясь к фиг. 11A-D, на них представлена эволюция продавливания исходной пленки 124 для образования отверстий согласно указаниям настоящего изобретения. Обращаясь к фиг. 11A, исходная пленка 124 сначала лежит на узле подложки. Обращаясь к фиг. 11B, пленка 124 деформируется в ответ на приложение цилиндрических струй воды и продавливается (то есть растягивается) вниз и частично в пространство между поддерживающими элементами. Обращаясь к фиг. 11C, когда пленка 124 продавливается, она становится тоньше. Обращаясь к фиг.11D, когда пленка далее продавливается и становится тоньше, она начинает рваться и образовывать отверстия 126. Этот процесс дополнительно описывается в ожидающей совместного решения заявке на патент, серийный номер 08/417404, где описывается образование микроотверстий, окруженных микрополосками из материала пленки или фибриллами.
Благодаря вертикальным элементам формирующего элемента пленка по настоящему изобретению вытягивается (то есть приобретает значительную дополнительную длину в Z-направлении по отношению к исходной толщине исходной пленки без отверстий) непосредственно на выходе из процесса. В некоторых способах, известных из литературы, растяжение в Z-направлении должно достигаться в отдельной стадии профилирования (смотри, например, патент США N 4609518). Растянутое покрытие ограничивает контакт между владелицей одежды и слоем адсорбента и таким образом увеличивает чувство сухости от продуктов, которые включают его.
В пленках, продуктах из адсорбентов и способах, описываемых здесь, отверстия в пленке включают как микроотверстия, так и отверстия большого размера, или могут включать только отверстия большого размера. Предполагается, что микроотверстия образуются в первую очередь из-за продавливания материала пленки в ответ на приложение цилиндрических струй воды, выходящих из отверстий меньшего размера в полоске с отверстиями, обсуждаемых выше. Предполагается, что отверстия большого размера, также формирующиеся из-за продавливания материала пленки, формируются в первую очередь в ответ на приложение цилиндрических струй воды, выходящих скорее из отверстий большего размера, чем из меньших отверстий полоски с отверстиями, обсуждаемых выше.
Получаемая перфорированная пленка обладает сочетанием отверстий или просветов большого размера, имеющих средний ЭГД от около 0,018 см до около 0,076 см, и просветов или отверстий малого размера, иногда упоминаемых как отверстия микроразмеров, имеющих средние ЭГД от около 0,0025 см до около 0,018 см. Такие перфорированные пленки имеют открытую поверхность в пределах от около 3% до около 13%. Обнаружено, что использование полосок с отверстиями, имеющих отверстия, диаметры которых находятся в пределах от около 0,025 см до 0,064 см, приводят к образованию отверстий в пленке, имеющих средний ЭГД от около 0,018 см до около 0,043 см. Фибриллы, окружающие и определяющие микроотверстия и отверстия большого размера, описаны подробно в ожидающей совместного решения заявке на патент, серийный номер 08/417404. Фибриллы имеют длину, изменяющуюся в пределах от около 0,013 см до около 0,125 см; ширину, изменяющуюся в пределах от около 0,003 см до около 0,089 см; и толщину, изменяющуюся в пределах от около 0,006 см до около 0,005 см. Фотографии на фиг.12-18A,B показывают сочетание микроотверстий и отверстий большого размера в перфорированной пленке, сделанных по настоящему изобретению. Фотографии на фиг.18C, D представляют отверстия большого размера в перфорированной пленке, сделанные по настоящему изобретению.
Сочетание отверстий большого размера и микроотверстий, обсуждаемых выше, приводит к улучшению в свойствах чистоты и сухости пленки, когда ее используют в качестве покрытия гигиенической прокладки. Получаемая открытая поверхность изменяется в пределах от 3 до 13%. В известных из литературы пленках, имеющих только микроотверстия (смотри ожидающую совместного решения заявку на патент, серийный номер 08/417404), когда используют цилиндрические струи воды диаметром 0,0125 см, получаемая перфорированная пленка имеет микроотверстия со средним ЭГД 0,0076 см и имеет открытую поверхность около 3%. Увеличенные размер отверстий и открытая поверхность у перфорированной пленки по настоящему изобретению, имеющей отверстия большого размера в сочетании с микроотверстиями, обеспечивает улучшенный уровень размеров отверстий и открытой поверхности, так, чтобы достичь выгодный баланс: достаточно большие отверстия для быстрого приема потока менструальных выделений, и предоставление им возможности прохождения в наполнитель прокладки из адсорбента, но достаточно малые, чтобы замаскировать окраску на слое адсорбента, чтобы дать потребительнице ощущение чистоты. Таким образом, продукты из адсорбентов по настоящему изобретению, сделанные с перфорированными пленками по настоящему изобретению, имеют значительно усовершенствованные свойства сухости и чистоты.
В предпочтительном исполнении настоящего изобретения на исходную пленку наносятся отверстия с помощью цилиндрических водяных струй низкого давления и большого диаметра, и цилиндрических водяных струй малого диаметра и высокого давления. Это сочетание струй как высокого, так и низкого давления, приводит к большим отверстиям и более высокой открытой поверхности, чем пленки, полученные с помощью одних только струй малого диаметра и высокого давления. Пленки, полученные с помощью этого исполнения, также выглядят более мягкими для потребительницы, чем пленки, полученные с помощью одних только струй большого диаметра и низкого давления.
Фиг. 19 представляет собой блок-схему, представляющую несколько стадий в способе для получения новых пленок с отверстиями по настоящему изобретению. Первая стадия способа представляет собой размещение куска тонкой растягивающейся пленки из термопластичного полимерного материала на элементе подложки или поддерживающем элементе (Блок 1). Поддерживающий элемент с растягивающейся пленкой на нем проходит через сопла для выброса жидкости под высоким давлением (Блок 2). Предпочтительной жидкостью является вода. Вода транспортируется прочь из поддерживающего элемента, предпочтительно с использованием вакуума (Блок 3). Пленку обезвоживают, для этой цели предпочтительным является отсос (Блок 4). Обезвоженную перфорированную пленку удаляют с поддерживающего элемента (Блок 5). Остаточную воду удаляют с перфорированной пленки, например, с помощью подвода к ней потока воздуха (Блок 6). Затем на перфорированную пленку наносят поверхностно-активное вещество (Блок 7). Перфорированную пленку затем сворачивают в рулон для ее использования в другом месте как таковой или в качестве структурного компонента другого продукта, такого как гигиеническая прокладка, одноразовое полотенце или повязка на рану (Блок 8).
Обращаясь к фиг.20 и 21, здесь представлена гигиеническая прокладка 130, содержащая наполнитель из адсорбента 132 из волокон древесной пульпы, тонкая, проницаемая для жидкости пленка покрытия 134, и материал покрытия 136, который может быть любой из перфорированных пленок по настоящему изобретению. Предпочтительно материал пленки покрытия имеет структуру, представленную и описанную здесь. Пленка покрытия 134, которая может содержать, например, тонкую пленку из полиэтилена, находится в контакте с нижней поверхностью наполнителя из адсорбента 132 и частично прикрывает боковые стороны наполнителя из адсорбента. Материал покрытия 136 имеет длину, несколько превышающую длину наполнителя из адсорбента, и обернут вокруг наполнителя из адсорбента и пленки покрытия, как показано на фиг.21. Боковые края материала покрытия перекрываются и склеиваются вместе на нижней поверхности прокладки обычным способом. В иллюстрируемом исполнении материал покрытия склеен сам с собой на концах 138, 140 гигиенической прокладки. Как показано на фиг. 21, гигиеническая прокладка 130 имеет слой адгезива 142 для прикрепления прокладки к нижнему белью потребительницы. Адгезив 142 предохраняется перед использованием с помощью удаляемой полоски 144.
Пример 1
В одном из исполнений перфорированной пленки по настоящему изобретению исходным материалом является профилированная пленка, поставляемая Exxon Chemical
под обозначением ЕМВ-631 и имеющая толщину в 0,0025 см. Эту пленку обрабатывают коронным разрядом на ее отцовской стороне. Пленку размещают на формирующем элементе, представленном на фиг. 8-10,
который смонтирован на поддерживающем барабане, как описано в ожидающих совместного решения заявках на патенты, серийные номера 08/417404 и 08/417408, Turi et al., причем обработанная коронным
разрядом отцовская сторона пленки расположена по другую сторону от формирующего элемента. Используют два трубопровода для направления цилиндрических потоков воды на пленку. Первый или расположенный
выше трубопровод имеет конфигурацию отверстий, представленную на фиг.7D чертежей, то есть существуют два сдвинутых по отношению друг к другу ряда 92, 94 отверстий 92', 94', при этом каждое из
отверстий имеет диаметр 0,064 см. Отверстия находятся на расстоянии 0,096 см от центра до центра, что обеспечивает в целом 20,1 отверстий/см. Второй или расположенный ниже трубопровод имеет
конфигурацию отверстий, представленную на фиг. 7A чертежей, то есть имеет единственный ряд отверстий, имеющих, каждое, диаметр в 0,013 см. Эти отверстия имеют расстояние 0,05 см от центра до центра.
Существуют в целом 19,7 отверстий/см. Воду, имеющую температуру 68,3oC, подают под давлением 10,2 кг/кв. см. в первый трубопровод, и под давлением 86,8 кг/кв. см - во второй трубопровод.
Пленка проходит мимо трубопроводов со скоростью 130,5 м/мин. Давление отсоса внутри барабана составляет -127 мм вод. ст. С пленки удаляют воду с помощью устройства, представленного на фиг. 4, и сушат
с помощью устройства, представленного на фиг. 5. После сушки отцовскую сторону пленки осторожно покрывают 48,8% раствором Tween 20 в воде до тех пор, пока не прилипнет 0,04 мг/кв. см раствора.
Последующее сворачивание пленки в рулон обеспечивает перенос раствора поверхностно-активного вещества с обработанной коронным разрядом отцовской стороны на материнскую сторону. После того как раствор
поверхностно-активного вещества окончательно высохнет, пленка имеет в своем объеме (включая все поверхности пленки) 0,019 мг/кв.см прилипшего поверхностно-активного вещества. Полученная в результате
перфорированная пленка имеет воздухопроницаемость примерно 97,5 м/мин при разности давлений (ΔP) в 1,27 мм вод.ст. Пленка имеет измеренную открытую поверхность в 6,24% и средний ЭКД в 0,025 - 0,
028 см. ЭКД (эквивалентный круговой диаметр) представляет собой вычисленный диаметр отверстий, который основывается на измерении площади отверстий. Площадь измеряют с использованием оборудования и
программных продуктов для измерения ЭГД в ожидающей совместного решения заявке на патент, серийный номер 08/417404. Формула для ЭКД представляет собой

Пример 2
Другое исполнение перфорированной пленки по настоящему изобретению осуществляется с использованием такой же исходной пленки и формирующего элемента, какие использованы в
примере 1. Линейная скорость составляет 46 м/мин. Используют два трубопровода для направления цилиндрических потоков воды на пленку. Первый или расположенный выше трубопровод имеет конфигурацию
отверстий, представленную на фиг.7C чертежей, то есть существуют два сдвинутых по отношению друг к другу ряда 88, 90 отверстий 88', 90', при этом каждое из отверстий имеет диаметр 0,05 см. Отверстия
находятся на расстоянии 0,08 см от центра до центра, что обеспечивает в целом 24,5 отверстий/см. Второй или расположенный ниже трубопровод имеет конфигурацию отверстий, представленную на фиг.7A
чертежей, то есть имеет единственный ряд отверстий, имеющих, каждое, диаметр в 0,0013 см. Эти отверстия имеют расстояние 0,05 см от центра до центра. Существуют в целом 19,7 отверстий/см. Воду,
имеющую температуру 71,1oС, подают под давлением 9,3 кг/кв.см в первый трубопровод, и под давлением 93 кг/кв. см - во второй трубопровод. Барабан имеет вакуум в -20,4 кПа.
В секции удаления воды существуют шесть шаберов для удаления воды, и вакуум в 10,2 мм рт.ст. Температура воздуха для первого набора воздушных шаберов составляет 82,2oC. Температура для второго набора воздушных шаберов составляет 48,9oC. Существуют два цилиндра для сушки пленки, и каждый цилиндр имеет пять нагреваемых воздушных шаберов. Температура горячего воздуха для шаберов составляет 65,6oC, а вакуум составляет менее чем 2,56 мм вод. ст.
Перфорированная пленка, полученная по примеру 2, анализируется с помощью микроскопии. С помощью методики обработки изображений измеряют открытую поверхность, распределение отверстий по размерам и общее распределение деталей (число отверстий) с результатами, приведенными в табл. A.
Характеристики полосок с отверстиями, использованных в экспериментах, описанных ниже, представлены в табл.1
Эксперимент с загрузочным получением пленок
Устройство для загрузочного
получения перфорированных пленок, используемое в экспериментах, представленных ниже в табл. 2, является подобным устройству, представленному на фиг.3. Однако используют только один трубопровод для
воды 42, и используют только одну из имеющихся вакуумных щелей. Каждую из полосок с отверстиями, обозначенных буквами от "b" до "f" в таблице 1, в свою очередь, монтируют в единственном трубопроводе
для водяных струй и используют для получения одной или нескольких перфорированных пленок, как показано в табл. 2. Исходная пленка и формирующий элемент являются такими же, как те, которые используют в
примере 1.
Кусок исходной пленки размещают на наружной поверхности формирующего элемента с помощью ряда иголок, выступающих из формирующего элемента. Ячеистый поддерживающий барабан вращают так, что закрепленная пленка находится вне линии с единственной полоской с отверстиями. Изнутри ячеистого вспомогательного барабана прикладывают отрицательное давление. В трубопровод подают нагретую воду под высоким давлением.
Мотор вращает ячеистый вспомогательный барабан так, чтобы исходная пленка один раз прошла под полоской с отверстиями. Полученную пленку удаляют с формирующего элемента и сушат воздухом. Условия процесса, используемые для получения пленок, и свойства полученных пленок представлены ниже в табл. 2.
Полученные данные указывают на
следующие тенденции:
увеличение давления жидкости на полоске с отверстиями при заданном размере отверстий увеличивает открытую поверхность;
увеличение диаметра отверстия увеличивает
открытую поверхность при заданном давлении жидкости.
Из-за растяжения материала, которое происходит во время процесса формирования отверстий, вес единицы площади уменьшается до около 38 г/кв.м, что составляет 65% от начальной массы на единицу площади. Когда полоски с отверстиями диаметром 0,064 см отделены друг от друга расстояниями 0,096 см, 0,13 см, 0,157 см и 0,19 см, взятыми из табл. 8, открытая поверхность уменьшается от 13,1 до 12,0, 11,2 и 10,1% соответственно.
Эксперименты с непрерывным получением пленки
Дополнительные исполнения пленок по
настоящему изобретению осуществляют с использованием исходной пленки, формирующего элемента и общей процедуры примера 1. Характеристики используемых полосок с отверстиями описаны выше в табл. 1. Все
операции проделывают с использованием воды при температуре 71,1oC, при этом обработанная коронным разрядом отцовская сторона исходной пленки располагается по другую сторону от формирующего
элемента. Количество использованных полосок с отверстиями и их характеристики и условия обработки представлены в табл. 3.
После сушки воздухом пленки осторожно покрывают водным раствором поверхностно-активного вещества Tween 20 при концентрации 48,8% на обработанной коронным разрядом отцовской стороне пленки с получением 0,019 мг/кв. см пленки прилипшего поверхностно-активного вещества, как описано выше в связи с примером 1.
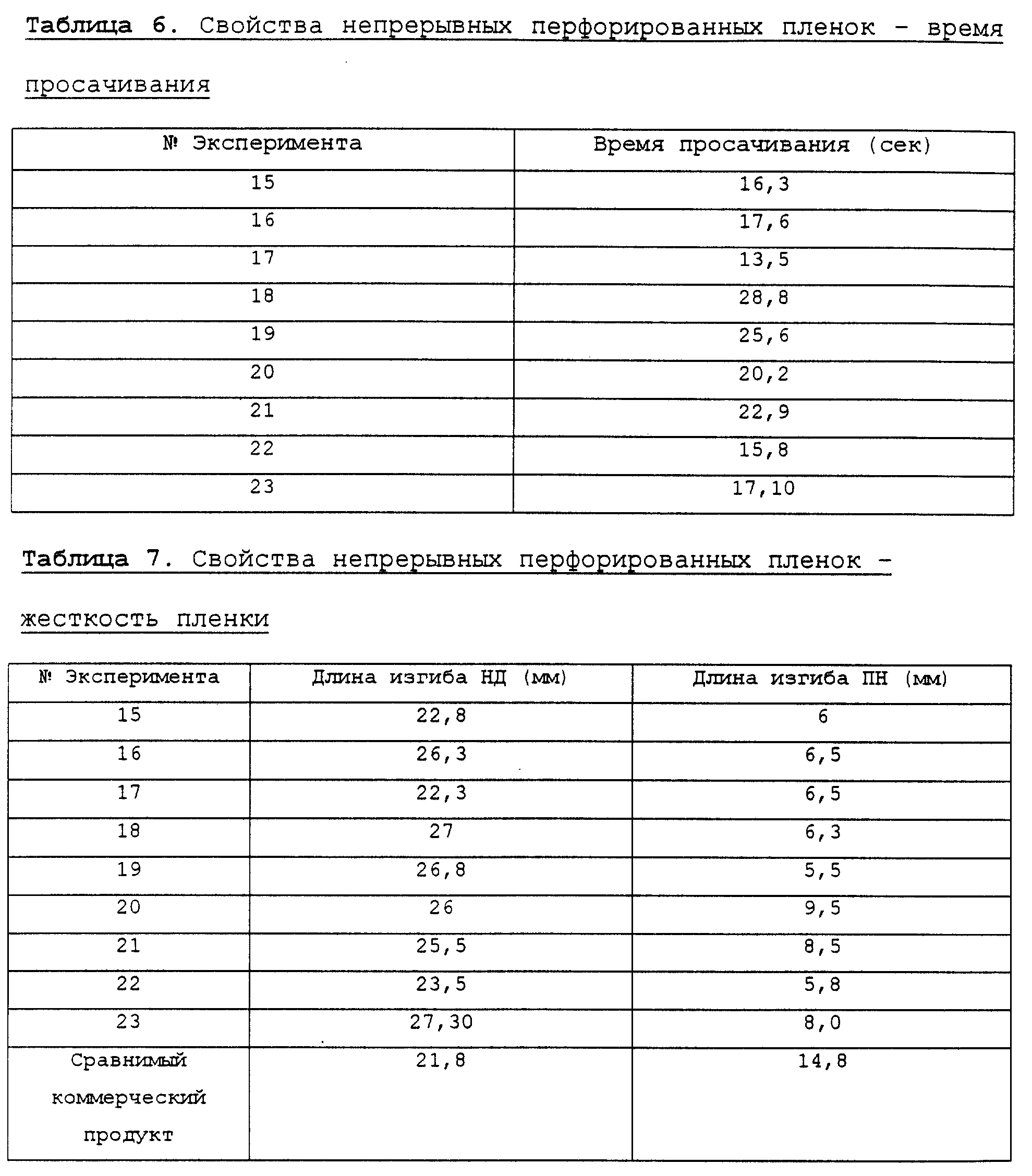
Перфорированные пленки, получаемые в этих экспериментах, анализируют на воздухопроницаемость, размер отверстий, открытую поверхность, просачиваемость и длину изгиба (мера жесткости пленки). Исследования производят согласно следующим далее методам, хорошо известным из литературы. Воздухопроницаемость исследуют согласно стандарту ASTM D-737. Определяют размер отверстий пленки и открытую поверхность, и используют для вычисления эквивалентного кругового диаметра (ЭКД). Просачиваемость представляет собой измерение времени, которое требуется для 5 куб. см исследуемой жидкости, чтобы адсорбироваться через пленку на подложке из материала измельченного вспушенного волокна из древесной пульпы. Исследуемая жидкость представляет собой смесь 75% масс. дефибринированной бычьей крови и 25% масс. 10% масс водного раствора поливинилпирролидона (GAF Povidone К-90). Длину изгиба в направлении движения (НД) и в поперечном направлении (ПН) измеряют в соответствии со стандартом ASTM D1388. Свойства пленки, полученной в непрерывном процессе, представлены ниже в таблицах 4- 7.
Данные в таблицы 4 показывают, что сочетание отверстий большого диаметра и малого диаметра (эксперименты 16, 17, 22 и 23) дает более проницаемую, открытую пленку, чем пленки, получаемые только с одними отверстиями малого диаметра (эксперименты 18-21). Предполагается, что использование отверстий большого диаметра, даже используемых при более низких давлениях воды, в первую очередь вызывает образование больших отверстий. Далее предполагается, что использование отверстий малого диаметра в первую очередь вызывает образование более мелких микроотверстий.
Данные табл. 5 показывают, что сочетание отверстий большого диаметра и малого диаметра (эксперименты 16, 17, 22 и 23) дает пленку с большим размером отверстий и с увеличенной открытой поверхностью, чем у пленок, получаемых только с одними отверстиями малого диаметра (эксперименты 18-21).
Фиг. 22, 23 и 24 представляют собой графики, которые представляют распределение отверстий по размерам у пленок, полученных в этих экспериментах с полоской с отверстиями диаметром 0,0125 см (эксперимент N 20), с полоской с отверстиями диаметром 0,05 см (эксперимент N 15) и с сочетанием полоски с отверстиями в 0,05 см, а затем полоски с отверстиями 0,0125 см (эксперимент N16), соответственно (смотри табл. 3 выше). Как видно из этих графиков, перфорированные пленки, полученные с помощью полосок с отверстиями различных диаметров, имеют размеры отверстий, которые отражают влияние изменения индивидуальных диаметров отверстий. Пленка (эксперимент N20), полученная только с одной полоской с отверстиями 0,0125 см, имеет отверстия, большинство из которых имеет диаметр меньше, чем 0,025 см (смотри фиг.22). Пленка (эксперимент N15), полученная с помощью полоски с отверстиями 0,05 см, имеет более широкое распределение диаметров отверстий, причем пики распределения находятся примерно при 0,023 см и примерно при 0,058 см (смотри фиг. 23). Пленка (эксперимент N16), полученная с помощью сочетания полоски с отверстиями 0,0125 см и полоски с отверстиями 0,05 см, имеет распределение диаметров отверстий, которые в первую очередь сосредоточены вокруг размера 0,031 см и имеет небольшую концентрацию отверстий с диаметром около 0,058 см (смотри фиг. 24). Эти три графика показывают, что отверстия в 0,0125 см образуют в первую очередь микроотверстия, что отверстия в 0,05 см образуют в первую очередь отверстия большого размера, и что сочетание отверстий в 0,0125 см и отверстий в 0,05 см образует сочетание микроотверстий и отверстий большого размера. Сравнительные данные представлены на фиг. 25, которая представляет распределение размеров отверстий в образце перфорированной пленки, имеющем микроотверстия и отверстия большого размера по настоящему изобретению, который получен на коммерческой производственной линии.
Данные таблицы 6 показывают, что либо отверстия большого диаметра сами по себе, либо сочетание отверстий большого диаметра и малого диаметра (эксперименты 15, 16, 17, 22 и 23) приводят к получению пленки с меньшими временами просачивания, чем у пленки, полученной только с отверстиями малого диаметра самими по себе (эксперименты 18-21).
Данные показывают, что длина изгиба НД пленок из экспериментов 15-23 сравнима с этим параметром у других пластиковых покрытий коммерчески доступных гигиенических прокладок, и что длина изгиба ПН у пленок является меньшей, чем у сравнимых коммерческих пленок. Следовательно, жесткость и ожидаемый комфорт пленок по настоящему изобретению, как ожидается, будут сравнимы или будут превосходить эти параметры у других коммерческих перфорированных пленок.
Результаты дополнительных экспериментов представлены на фиг. 26. В этих экспериментах изменяют расстояние между отверстиями, чтобы определить влияние на открытую поверхность пленки. В этих экспериментах используют два трубопровода для водяных струй. Первый или расположенный выше трубопровод имеет два ряда отверстий по соответствующим сторонам от центральной продольной линии полоски, два ряда отверстий сдвинуты относительно друг друга, как показано на фиг.7B-7D, то есть расстояние сдвига составляет половину от расстояния между отверстиями в ряду от центра до центра. Все отверстия имеют диаметр 0,064 см. Расстояние между центрами отверстий для каждого эксперимента изменяется так, как представлено в табл. 8.
Второй или расположенный ниже трубопровод имеет одну полоску с отверстиями с одним рядом отверстий на ней. Отверстия, каждое, имеют диаметр в 0,013 см и удалены друг от друга на расстояние 0,05 см от центра до центра. Воду подают в первый трубопровод при 9,3 кг/кв. см. Во второй трубопровод воду подают при 62 кг/кв. см. Пленка движется со скоростью 45 м/мин. Вакуум в барабане составляет 150 мм вод. ст. Следующая далее таблица 8 указывает открытую поверхность, количество отверстий/кв.см, ЭКД и воздухопроницаемость для полученных перфорированных пленок.
Воздухопроницаемость измеряют по стандарту ASTM D737; результаты представлены в таблице 8 в м/мин. Воздухопроницаемости пленки, на которую наносят отверстия при 9,3 кг/кв. см и 45 м/мин, составляют 93 м/мин для полосы с отверстиями 0,0125 см (только) (расстояние между отверстиями 0,096 см)) в качестве контроля, которое возрастает приблизительно линейно до 82 м/мин при расстоянии между отверстиями 0,19 см. Когда добавляют полоску с отверстиями диаметром 0,0125 см, воздухопроницаемость увеличивается до 152 м/мин для контрольного расстояния между отверстиями. Существует примерно линейное уменьшение с расстоянием между отверстиями до 131 м/мин при 0,19 см. При 45 м/мин сочетание контрольной полоски с большим диаметром отверстий 0,065 см и полоски с отверстиями в 0,0125 см дает превышение около 59 м/мин по сравнению с воздухопроницаемостью при использовании только одной полоски с большими отверстиями. Указанные выше данные показывают, что когда увеличивается расстояние между большими отверстиями, возникают несколько отверстий большого размера в пленке, и открытая поверхность соответственно уменьшается.
Исследуют и сравнивают перфорированные пленки по ожидающей совместного решения заявке на патент, серийный номер 08/417404 и пленки по настоящему изобретению. Пленки получают на производственной линии непрерывного действия при следующих условиях, представленных в табл.9.
Изготавливают гигиенические прокладки, содержащие покрытие, наполнитель из адсорбента и подкладку с использованием перфорированных пленок из табл. 10 в качестве материалов покрытия. Две различных конструкции прокладки конструируют и исследуют на просачиваемость и повторное намокание с использованием синтетических менструальных выделений. Синтетические менструальные выделения получают, растворяя 0,15% раствор полиакриламида в изотоническом фосфатном буфере. Для предотвращения роста бактерий добавляют примерно 0,3% Germaben. pH раствора, как измерено, составляет 7,4, а вязкость - 30 сП при 1 рад/с. Результаты представлены ниже в таблицах 11 и 12.
Данные в табл. 10 и в табл. 11 представляют время просачивания и адсорбции при повторном намокании. В качестве времени просачивания упоминается время, необходимое для адсорбции 5 куб.см синтетических менструальных выделений, причем желательным является более низкое время. Адсорбция при обратном намокании относится к количеству жидкости, которое может быть адсорбировано в фильтровальную бумагу, которая размещена в контакте с гигиенической прокладкой, которая адсорбирует 5 куб. см жидкости при исследовании просачивания, при этом желательным является более низкое количество обратного намокания.
Данные демонстрируют, что более высокие открытая поверхность и размер отверстий пленок по настоящему изобретению обеспечивает, по крайней мере, равные или более короткие времена просачивания, чем пленки, известные из литературы. Однако, несмотря на то, что улучшенные пленки по настоящему изобретению имеют большую открытую поверхность и больший средний размер отверстий, чем пленки, известные из литературы, прокладки, изготовленные с пленками по настоящему изобретению, имеют неожиданно более низкие значения обратного намокания по сравнению с пленками, известными из предшествующего уровня техники.
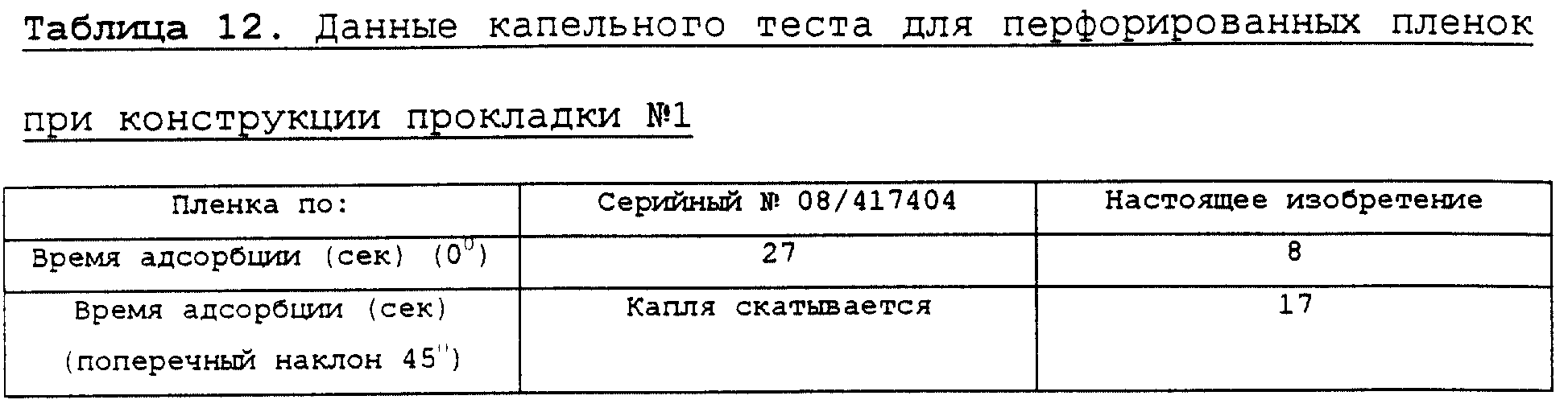
Другое исследование, используемое для измерения скорости переноса менструальных выделений через перфорированную пленку, представляет собой "капельный тест". Сравнительные данные для пленок по настоящему изобретению по сравнению с пленками, известными из литературы, представлены ниже в табл. 12.
Данные в табл. 12 относятся ко времени, необходимому для адсорбции капли синтетических менструальных выделений, при этом желательным является более низкое время. При первом тесте пленка располагается горизонтально. При втором тесте пленку наклоняют под углом 45oC. Дополнительные данные иллюстрируют превосходящие свойства переноса жидкости пленок по настоящему изобретению по сравнению с пленками, известными из литературы.
Пластиковые перфорированные пленки по настоящему изобретению проявляют следующие характеристики: мягкость на ощупь; схожесть с текстилем по виду и на ощупь; низкие жесткости пленки, как показано в табл. 7; структуры отверстий, открытые поверхности и пределы размеров пор, как описано в табл. 5 и фиг. 23-26; низкий исходный вес (≅26 г/кв.м) и углы контакта пленка/воздух/синтетические менструальные выделения на обеих сторонах пленки ≅70.
Перфорированная пленка по настоящему изобретению, которую обрабатывают поверхностно-активным веществом, демонстрирует общую сравнимую скорость проникновения жидкости (как измерено с помощью способа тестирования, описанного в ожидающей совместного решения заявке, серийный номер 08/417404, способа измерения времен просачивания 5 куб. см синтетических менструальных выделений), которая является улучшенной примерно на 34% по сравнению с необработанными поверхностно-активным веществом пленками у конструкции либо с наполнителем из адсорбента на основе волокон из пульпы, либо с наполнителем из адсорбента на основе торфяного мха.
Реферат
Изобретение относится к перфорированным пленкам и может быть использовано в качестве гигиенических прокладок. Перфорированная пленка используется в качестве покрытия для продуктов из адсорбентов, причем пленка содержит отверстия и включает множество микроотверстий и множество отверстий большого диаметра. Способ предназначен для получения пленки, а также продукта из адсорбента, включающего перфорированную пленку в качестве покрытия. Технический результат заключается в получении пленки в качестве покрытия для гигиенических прокладок, обладающих повышенными свойствами сухости и чистоты. 6 с. и 47 з.п. ф-лы, 26 ил.,13 табл.
Комментарии