Магниевое литье под давлением - RU2212980C2
Код документа: RU2212980C2
Чертежи











Описание
Настоящее изобретение касается улучшенной системы подачи металла для использования в производстве отливок, полученных литьем под давлением, изготавливаемых из магниевых сплавов в расплавленном или тиксотропном состоянии и подходящих для использования с существующими машинами в различных формах, включая машины для литья под давлением с горячей и холодной камерами прессования.
На основании известного уровня техники литья под давлением стало понятным, что из-за более низкой теплоемкости магниевых сплавов по сравнению с цинковыми и алюминиевыми сплавами необходимо использовать большие литники и питатели для предотвращения преждевременного застывания расплавленного металла магниевого сплава. Фактически это считается лучшей практикой в этой промышленности, хотя толкования в значительной степени меняются.
В литье существует много различных способов, которые предполагают обеспечивать удовлетворительные отливки из магниевых сплавов. Однако отливки, полученные литьем под давлением, из магниевого сплава, создаваемые этими способами, обычно проявляют более высокую степень поверхностных дефектов по сравнению с цинковыми и алюминиевыми отливками, полученными литьем под давлением, хотя отливки могут иметь пригодное для эксплуатации качество.
Было обнаружено, что можно создавать высококачественные отливки, полученные литьем под давлением. Создаваемые таким способом отливки могут иметь качество, сопоставимое с качеством, получаемым литьем из алюминиевых или цинковых сплавов. Более того было обнаружено, что качество литья можно улучшить посредством использования систем подачи металла, имеющих литники и питатели, которые являются маленькими относительно современной лучшей практики. Системы подачи металла по изобретению способны существенно улучшить выход при литье, то есть в процентном отношении веса литья к общим неполным весовым количествам. Таким образом, вес металла, который необходимо рециркулировать и воспроизводить, можно существенно снизить с полученным в результате снижением расходов на производство.
Настоящее изобретение предлагает способ расчета систем подачи металла для производства отливок из магниевого сплава, которые обнаруживают улучшенное качество и со значительно меньшим количеством металла в системах подачи с последующим уменьшением стоимости по сравнению с известными способами.
Настоящее изобретение обеспечивает систему подачи металла для использования в литье под давлением магниевого сплава в полутвердом или тиксотропном состоянии, использующую машину для литья под давлением, имеющую средство подвода сплава в расплавленном состоянии и литейную форму или матрицу, определяющую полость матрицы, при этом система содержит матричный или формовочный инструмент, который определяет по меньшей мере один литник системы, который может принимать расплавленный магниевый сплав для введения сплава в полость матрицы, при этом система имеет форму, обеспечивающую управление скоростями потока металла в ней, благодаря чему по существу весь сплав, текущий через полость матрицы, находится в полутвердом состоянии, причем указанная форма является результатом того, что система включает в себя по меньшей мере одну управляемую область расширения, и в этой области поток сплава может расширяться в боковом направлении относительно своего направления введения с результирующим снижением скорости потока сплава относительно его скорости в литнике, посредством чего состояние сплава изменяется с указанного расплавленного состояния до указанного полутвердого состояния.
Изобретение также обеспечивает способ получения отливки из магниевого сплава, по которому магниевый сплав отливают в полутвердом или тиксотропном состоянии, используя машину литья под давлением, имеющую средство подвода сплава в расплавленном состоянии и литейную форму или матрицу, которая определяет полость матрицы, и используя систему подачи металла, которая включает в себя матричный или формовочный инструмент, который определяет по меньшей мере один литник системы, в который принимают расплавленный магниевый сплав из средства подвода и из которого сплав вводят в полость матрицы, и управляют скоростями потока сплава в системе, благодаря чему по существу весь сплав, протекающий через полость матрицы находится в полутвердом состоянии, причем указанное управление включает в себя протекание сплава из летника через управляемую область расширения, благодаря которой поток сплава расширяется в боковом направлении в упомянутой области относительно его направления введения, с результирующим снижением скорости течения сплава относительно его скорости в литнике, посредством чего состояние сплава изменяют с указанного расплавленного состояния до указанного полутвердого состояния.
Проведенные исследования показали, что при достижении полутвердого состояния заполнение полости может постепенно продолжаться полутвердыми фронтами металла, идущего от питателя или другого места введения. Эта форма наполнения магниевым сплавом является основным отклонением от высокосложного жидкостного периферического наполнения с последующим обратным заполнением, встречающегося при литье под давлением алюминиевых или цинковых сплавов и впервые описанного Фроммером в 1932 г. (см. ссылочный текст "Литье под давлением" X. Х. Доухлера, опубликованный в 1991 г. издательством Макгрей Хилл Паблишин, Инк.).
В изобретении поток магниевого сплава от литника проходит по меньшей мере через одну управляемую область расширения системы подачи металла, и в этой области поток металла может расширяться в боковом направлении относительно его направления введения, с получающимся в результате снижением скорости его потока относительно его скорости в литнике. В предпочтительном варианте осуществления управляемая область расширения системы подачи содержит питатель, через который металл течет от литника к полости матрицы. В этом предпочтительном варианте осуществления, питатель и литник таковы, что эффективная площадь поперечного сечения потока через питатель превышает эффективную площадь поперечного сечения потока через литник, благодаря чему расплавленный металл имеет скорость через эффективную площадь поперечного сечения потока через литник, которая превышает его скорость через питатель. Это противоречит рекомендуемой в настоящее время практике.
Понятно, что указанное расширение в боковом направлении потока металла в управляемой области расширения, приводящее в результате к снижению скорости течения в данной области относительно его скорости в литнике, указывает на увеличение площади поперечного сечения потока сплава в управляемой области расширения по отношению к площади поперечного сечения потока сплава в литнике. Таки образом, следует понимать, что в данном контексте термин "питатель" обозначает проход (отверстие), который отличается от питателя, использовавшегося ранее в устройствах для литья под давлением согласно уровню техники. Очевидно, что питатель в использовавшихся ранее устройствах обозначает проход из литника в полость матрицы, причем этот проход имеет меньшую площадь поперечного сечения по сравнению с площадью поперечного сечения литника, поэтому такой проход представляет собой препятствие для протекания через него сплава, а следовательно, скорость потока сплава при прохождении через питатель увеличена по сравнению с его скоростью в литнике. В противоположность этому питатель системы подачи металла согласно настоящему изобретению не представляет собой никакого препятствия по отношению к потоку сплава через литник.
Как будет более детально объяснено далее, управляемая область расширения в одном из вариантов данного изобретения может иметь выходной конец, который выходит непосредственно в полость матрицы, и в этом случае такой выходной конец обозначается здесь как питатель (имеющий указанное выше отличие от питателя из использовавшихся ранее устройств). Однако, как будет более детально объяснено далее, управляемая область расширения в еще одном варианте данного изобретения может находиться внутри полости матрицы и определяется, по меньшей мере частично, данной полостью. В этом варианте питатель может быть на промежуточных концах управляемой области расширения или даже на входном конце данной области, так что он (питатель) снова не представляет собой препятствия по отношению к потоку сплава через литник. В одном из дополнительных вариантов данного варианта изобретения выходной конец управляемой области расширения может соединяться с полостью матрицы посредством второго литника, и этот второй литник может выходить в полость матрицы через питатель, который не представляет собой препятствия потоку сплава. В любом из этих случаев управляемая область расширения предназначена для изменения сплава из расплавленного состояния в полутвердое состояние, причем в указанном первом дополнительном варианте данное изменение состояния не обратимо за счет обеспечения ограничивающего питателя, т.е. представляющего собой препятствие.
В этом предпочтительном варианте осуществления, соответствующем первому варианту изобретения, площадь поперечного сечения потока через питатель предпочтительно превышает эффективную площадь поперечного сечения потока через литник до степени, обеспечивающей отношение этих площадей в диапазоне примерно от 2:1 до 4:1.
Эффективная площадь поперечного сечения потока через литник может преобладать на всем полном продольном протяжении литника. Однако эффективная площадь может преобладать только на части этого продольного протяжения. Таким образом, в последнем случае может быть большая площадь поперечного сечения потока через литник выше по потоку от части его продольного протяжения, в котором преобладает эффективная площадь поперечного сечения потока.
В альтернативном устройстве, соответствующем первому варианту изобретения, управляемая область расширения находится внутри полости и определяется, по меньшей мере, частично, посредством поверхностей, определяющих полость рядом с местом, где металл входит в полость. В этом альтернативном варианте осуществления в месте, через которое металл выходит из литника в полость, может находиться питатель. В этом случае питатель не обязательно определяет управляемую область расширения из-за того, что она имеет большую эффективную площадь поперечного сечения, чем литник, и питатель может просто содержать выпускной конец литника в полости. Тем не менее, питатель может определять часть управляемой области расширения, дополнительная часть которой определяется полостью матрицы и внутри нее.
Альтернативный вариант осуществления, в котором система подачи металла имеет управляемую область расширения, определяемую по меньшей мере полостью матрицы и внутри нее, не подходит для всех форм полости матрицы. Кроме того, получение такой области зависит от направления потока, когда металл входит в полость, относительно соседних поверхностей полости. Как правило, поверхности должны позволять осуществлять расширение, управляя им таким образом, чтобы функционировать в полости способом, аналогичным питателю, обеспечивающему управляемое расширение. По существу управляемую область расширения, определяемую полостью, можно рассматривать как псевдопитатель, и обычно ссылку в последующем на питатель следует понимать в виде охватывающей и действительный питатель и такой псевдопитатель. Однако поверхности полости матрицы, которые определяют псевдопитатель, через который металл проходит на входе полости, обычно не содержат потока по всем боковым сторонам, хотя предпочитается существенная локализация, например, на трех боковых сторонах.
Управляемую область расширения можно получить посредством резкого ступенчатого увеличения поперечного сечения от эффективного поперечного сечения литника. Однако предпочитают, чтобы поперечное сечение управляемой области расширения постепенно увеличивалось в направлении потока металла через нее. Таким образом, когда область расширения определяется действительным питателем, поперечное сечение питателя предпочтительно увеличивается до максимального поперечного сечения, где питатель связывается с полостью матрицы.
Изобретение применимо к литью под давлением как в холодной камере, так и в горячей камере прессования. В каждом случае изобретение дает возможность экономии весьма существенной стоимости при производстве отливок из магния, как показано ниже, поскольку это позволяет существенно улучшать выход литья. Отсюда вес металла литника/вертикального литникового канала, который должен рециркулировать и повторно обрабатываться, существенно уменьшается, имеет значение особой важности в литье магния из-за внимания, которое необходимо уделять при повторной обработке.
Система подачи металла, обеспечиваемая изобретением и используемая в процессе литья в соответствии с настоящим изобретением, обычно по существу обеспечивается матрицей или частью литейной формы или инструментом, который определяет часть полости матрицы. Однако, как и в случае обычных литейных форм и матриц полости литья под давлением, она может определяться посредством совместного действия частей и инструментов.
Соответствующую изобретению систему можно приспособить для использования в литье под давлением данной машиной. По меньшей мере в тех случаях, когда это случается в соответствующих изобретению системе и способе, скорость расплавленного металла через литник предпочтительно составляет примерно 150 м/с. Эту скорость можно изменять, например, в диапазоне от 140 до 165 м/с. Однако скорость не должна преобладать по всей длине литника, хотя это предпочитается по меньшей мере в некоторых формах изобретения. Скорее оказывается достаточным, если скорость достигается на части длины литника, которая имеет меньшее эффективное поперечное сечение, чем на других частях длины.
Скорость течения сплава через управляемую область расширения может быть на 25-50% ниже скорости течения через литник. Нашли, что во многих случаях скорость металла через область расширения находится очень близко к двум третьим частям скорости в литнике. Таким образом, при скорости в литнике, равной примерно 150 м/с, скорость в области расширения предпочтительно составляет примерно 100 м/с.
Из вышесказанного следует, что производится ссылка на эффективную площадь поперечного сечения потока через область расширения и через литник в отличие от физической площади поперечного сечения области расширения и литника. Это отличие является важным, как отражено первоначальными экспериментами первой серии экспериментов, кратко описываемых ниже. Эти первоначальные эксперименты проводились с большими литниками и питателями в соответствии с известным лучшим методом литья из магниевых сплавов и аналогичным методом литья алюминиевого и цинкового сплавов. Дополнительный тракт потока в литниках в этих первоначальных экспериментальных испытаниях проходил через цилиндрическую область, имеющую гораздо меньшее поперечное сечение, чем расчетная физическая площадь поперечного сечения литников. Гораздо меньшая площадь области потока содержит до некоторой степени сосредоточенный стержень, в котором расплавленный металл проходил через литник и который находился во втулке по меньшей мере частично отвержденного металла значительной толщины стенки. Для данной площади поперечного сечения литника, плотность поперечного сечения области потока была больше, когда матрица была горячей.
Различие между эффективной площадью поперечного сечения потока через литник и действительной или расчетной площадью этого поперечного сечения менее заметно в литнике системы подачи металла по изобретению, чем в известном лучшем методе. Вместо этого в соответствующей изобретению ситуации ограничения различие может быть по существу исключено. То есть в ограничивающей ситуации литник может иметь относительно маленькую расчетную площадь поперечного сечения, которая по существу определяет активную площадь поперечного сечения потока через литник. Для облегчения достижения этой ситуации находящуюся выше по потоку часть длины литника системы с горячей камерой прессования можно определять элементом, образованным из подходящего керамического материала, который позволяет поддерживать температурный цикл, препятствующий отверждению металла на поверхностях элемента, который определяет литник. В качестве альтернативы такая находящаяся выше по потоку часть длины литника системы с горячей камерой или холодной камерой прессования может определяться элементом, приспособленным для циркуляции жидкости теплообменника, или использования электрического нагревательного устройства для обеспечения возможности поддержания такого температурного цикла.
В известных способах требуются системы с большими литниками, которые, как правило, имеют литники большого поперечного сечения, чем их питатели, то есть в противоположность тому, что достигнуто в предлагаемом изобретении относительно поперечных сечений литников и управляемой области расширения. В результате этого они приводят к относительно большому количеству металла в литнике/вертикальном литниковом канале для данного литья и, следовательно, высоким затратам на рециркулирование и повторную обработку металла литника/вертикального литникового канала. Известные способы обычно дают металла литника/вертикального литникового канала больше 50% веса литья и в некоторых примерах больше 100%. То есть количество металла в литнике/вертикальном литниковом канале может быть больше количества металла отливки.
В противоположность известным способам настоящее изобретение позволяет существенно снижать количество металла литника/вертикального литникового канала, например, до величины меньше 30% от веса отливки в случае машин с холодной камерой прессования. Во многих примерах, в частности в случаях машин с горячей камерой прессования, предлагаемое изобретение позволяет получить количество металла в литнике/вертикальном литниковом канале гораздо ниже этого уровня, например, примерно до 5% или даже ниже примерно 2%. Это, конечно, обеспечивает значительную практическую выгоду, поскольку соответственным образом снижается стоимость рециркулируемого и повторно обрабатываемого металла.
Настоящее изобретение позволяет существенно снизить количество металла в литнике/вертикальном литниковом канале в виде прямого результата уменьшения расчетного поперечного сечения литника с возможным дальнейшим уменьшением посредством уменьшения длины литника. Расчетное поперечное сечение можно уменьшить так, чтобы оно по существу соответствовало эффективному поперечному сечению потока через литник. Однако эффективное поперечное сечение потока должно преобладать только вдоль части длины литника, например вдоль основной части длины. Кроме того, часть длины литника, которая отверждается при операции литья, может быть существенно укорочена, чтобы дополнительно уменьшить количество металла литника/вертикального литникового канала.
Настоящее изобретение позволяет добиться важных преимуществ, сверх преимуществ снижения расходов на повторную обработку. Они включают в себя существенное улучшение соответственных параметров пористости отливки и обработки поверхности. По сравнению с отливками из алюминиевых и цинковых сплавов отливки из магния, создаваемые известными методами, обычно имеют низкую обработку поверхности, которую часто можно приписывать пористости на поверхности отливки или рядом с ней. Однако настоящее изобретение дает возможность существенно снижать пористость отливки, а также позволяет достигнуть однородную обработку поверхности хорошего качества.
Полагают, что общий показатель уменьшения количества металла литника/вертикального литникового канала, снижающий пористость и улучшающий обработку поверхности, можно достигнуть скоростями потока расплавленного металла, допускаемыми изобретением. Полагают, что при таких скоростях, помимо области полости матрицы рядом с управляемой областью расширения, поток металла в полости матрицы происходит из-за того, что исходный расплавленный металл находится в вязком состоянии. Таким образом, поток в матрице имеет полутвердый фронт, заполняемый с концентрацией твердых веществ в текущем металле, остающейся сравнительно постоянной во время заполнения полости. То есть оказывается, что заполнение полости продолжается полутвердым фронтом, отходящим от управляемой области расширения, в противоположность высокосложному периферийному заполнению и обратному заполнению, с которым сталкивается литье алюминиевых и цинковых сплавов.
Подробно описываемое здесь изобретение базируется на ряде экспериментов. Первая серия экспериментов была направлена на обеспечение лучшего понимания механизма потока отверждения магниевых сплавов. В частности, во время экспериментов пытаются установить, можно ли получить улучшения обработки поверхности и уровней пористости посредством изменения и (или) управления параметрами определенных отливок.
В некоторых из начальных экспериментов этой первой серии использовали метод "хрупких
твердых включений" для улучшения понимания картины течения. Эти эксперименты привели к идентификации двух режимов течения в полости, которые всегда создавали участок низкокачественной отделки между
ними. Картина течения отличалась от любой наблюдаемой при цинковом или алюминиевом литье под давлением. Проверка микроструктуры показала, что:
- поток в литнике проходит через цилиндрическую
область, гораздо меньшую в поперечном сечении, чем расчетное физическое поперечное сечение литника. Это было также отмечено в секциях отливки, в которых поток был однонаправленным;
- концентрация твердых веществ в отливках из магниевого сплава (как показано дендритами с большим разнесением дендритных ветвей) составляла примерно 50%;
- микроструктура отливок из
магниевого сплава вблизи питателя отличалась от микроструктуры, наблюдаемой на расстоянии 50-300 мм от питателя.
Результаты этих начальных экспериментов показали, что металл частично затвердевает в литнике и затем ведет себя как полутвердый металл в полости с сопутствующим вязким поведением. Оказалось, что первый металл, движущийся по литнику (фронт), поступает в полость в жидком состоянии и, следовательно, это может объяснить полученные различные микроструктуры и по существу обычное расположение через отливку перехода между этими различными условиями течения.
В последующих экспериментах первой серии изменения вида литников и питающей системы в основных принципах традиционной питающей системы дали в самой малой степени улучшенные отливки, тогда как в соответствии с этими основными принципами ожидались большие изменения. Однако участок и местоположение низкой обработки поверхности остались по существу неизменными. Радикальное изменение одного скошенного касательного литника создает чрезвычайно хороший результат при рассмотрении качества отливки, но итог отношения металла литника/вертикального литникового канала оказался неприемлемым. Общий уровень понимания поведения потока на этой стадии был чрезвычайно ограниченным. Однако стало очевидным, что магниевые сплавы ведут себя с существенным отличием от цинковых и алюминиевых сплавов.
Вторая серия экспериментов была выполнена с использованием ряда различных матриц и разливочных машин, с целью попытки установить, имелось ли отличие в поведении из-за тиксотропии. Эксперименты охватывали различные размеры отливок в диапазоне от 15 г до 15 кг и выполнялись на машинах как с горячими, так и с холодными камерами прессования. В одном эксперименте с очень длинной отливкой (примерно 2 м), которая содержала серию коробок с открытым концом, отливка подавалась вдоль длинной кромки в машине с холодной камерой прессования. Два больших литника от вертикального литникового канала питали длинные полускошенные литники. Мы утверждаем, что если металл находится в тиксотропном состоянии в полости, то окажется возможным из-за высокого нагрева заполнять отливку с одного конца. Чтобы доказать это, секцию литника предыдущей разливки заменили в матрице, эффективно блокируя таким образом поступление металла в эту половину полости. Следовательно, любой металл в полости рядом с блокированным литником должен поступать с неблокированной стороны, обеспечивая расстояние течения больше 1 м. Траектория потока в полости была чрезвычайно сложной и обнаруживала много изменений направления. Однако, если не изменяли установки машины, то односторонняя система питания создавала отливку, качество которой было превосходным на ее крайних участках по сравнению с создаваемыми полными литниками. В качестве существенного изменения было отмечено увеличение скорости течения металла.
Дополнительные эксперименты третьей серии были проведены с отливкой размером 280 х 25 х 1 мм, изготавливаемой в маленькой машине с горячей камерой прессования и питаемой длинным тонким литником и чрезвычайно тонкими питателями глубиной 0,15 мм. Эти эксперименты показали, что питатель был сильно блокирован вдоль большой части его длины, что привело к получению отливок плохого качества. Литник, длина которого составляла 220 мм в одном направлении, был уменьшен до эффективной длины 100 мм посредством приваривания заглушки 10 мм длины в литнике. Была полностью заполнена результирующая отливка и металл выпущен из полости в незаблокированную часть литника посредством питателя глубиной 0,15. Это показало, что сплав был в состоянии чрезвычайно низкой вязкости по всему заполнению полости. Аналогичные отливки из цинковых или алюминиевых сплавов не показали таких характеристик. Следует отметить, что машина создает давление, равное только 14 МПа на 1 м.
Исследования магниевых отливок, созданных посредством использования лучшего метода с длинными тонкими питателями, неизменно показывают, что большие секции питателя фактически не работают.
Следующие эксперименты четвертой серии были выполнены в диапазоне размеров отливок, но все они показали, что качество улучшается, когда уменьшаются размеры питателей и литников и увеличивается скорость движения металла. Исследования поперечных сечений литников в пределах от 1 х 1 мм до 50 х 50 мм на основании ряда отливок, создаваемых на машинах как с горячими, так и с холодными камерами прессования, показали в каждом случае центральную круглую область. Оказалось, что на эту характеристику не оказывает влияния первоначальный профиль поперечного сечения. Предполагается, что это условие определяет область, где происходит течение металла во время заполнения полости, и предполагается, что поток имеет эффективное поперечное сечение. Вследствие того, что эта область имеет меньшую площадь поперечного сечения, чем канал литника, который вначале образуют в матрице, поток металла достигает значительно более высокой скорости. Расчеты с использованием полученных в результате измерений скоростей потока металла дали значения скоростей в литнике, которые группируются в районе 150 м/с, причем скорости в питателе составляют примерно 2/3 от скорости в литнике. Аналогичные области можно видеть в отливках, где имеется однонаправленное течение.
Пятая серия экспериментов включала производство длинных толстых отливок посредством постепенного уменьшения секций питателей. Первоначальная питаемая длина уменьшилась от 120 до 8 мм и отливка оставалась с приемлемым качеством. Микроанализ отливок показал, что заполнение соответствовало заполнению с полутвердым фронтом, и концентрация твердого вещества во время заполнения оставалась постоянной по всей детали. Пористость была минимальной.
Чтобы легче было понять изобретение, теперь будем ссылаться на прилагаемые чертежи, на которых:
фиг.1 представляет
схематический вид, иллюстрирующий часть системы литья под давлением для производства дверных ручек из магниевого сплава, в соответствии с настоящим изобретением;
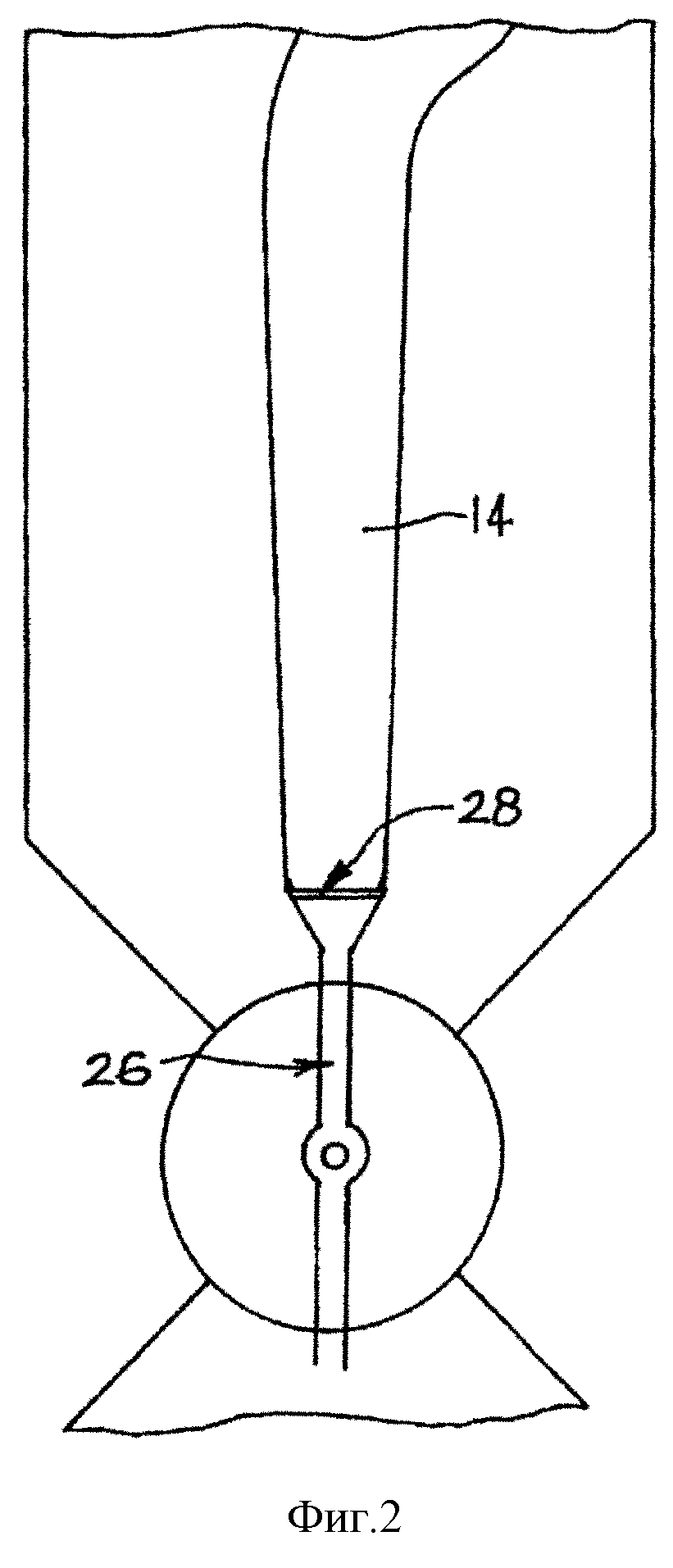
фиг.2 представляет вид
системы, изображенной на фиг.1, с правой стороны;
фиг.3 соответствует фиг.1, но иллюстрирует известное устройство;
фиг. 4 представляет схематическое изображение отливки дверной ручки
с прикрепленным металлом литника/вертикального литникового канала;
фиг.5 иллюстрирует схематическое представление экспериментальной системы подачи металла;
фиг. 6 и 7 иллюстрируют
следующие устройства, подходящие для использования в настоящем изобретении;
фиг. 8А схематически иллюстрирует заполнение полости матрицы во время традиционной отливки из цинкового или
алюминиевого сплава;
фиг.8В схематически иллюстрирует заполнение полости матрицы во время отливки из магниевого сплава при использовании настоящего изобретения;
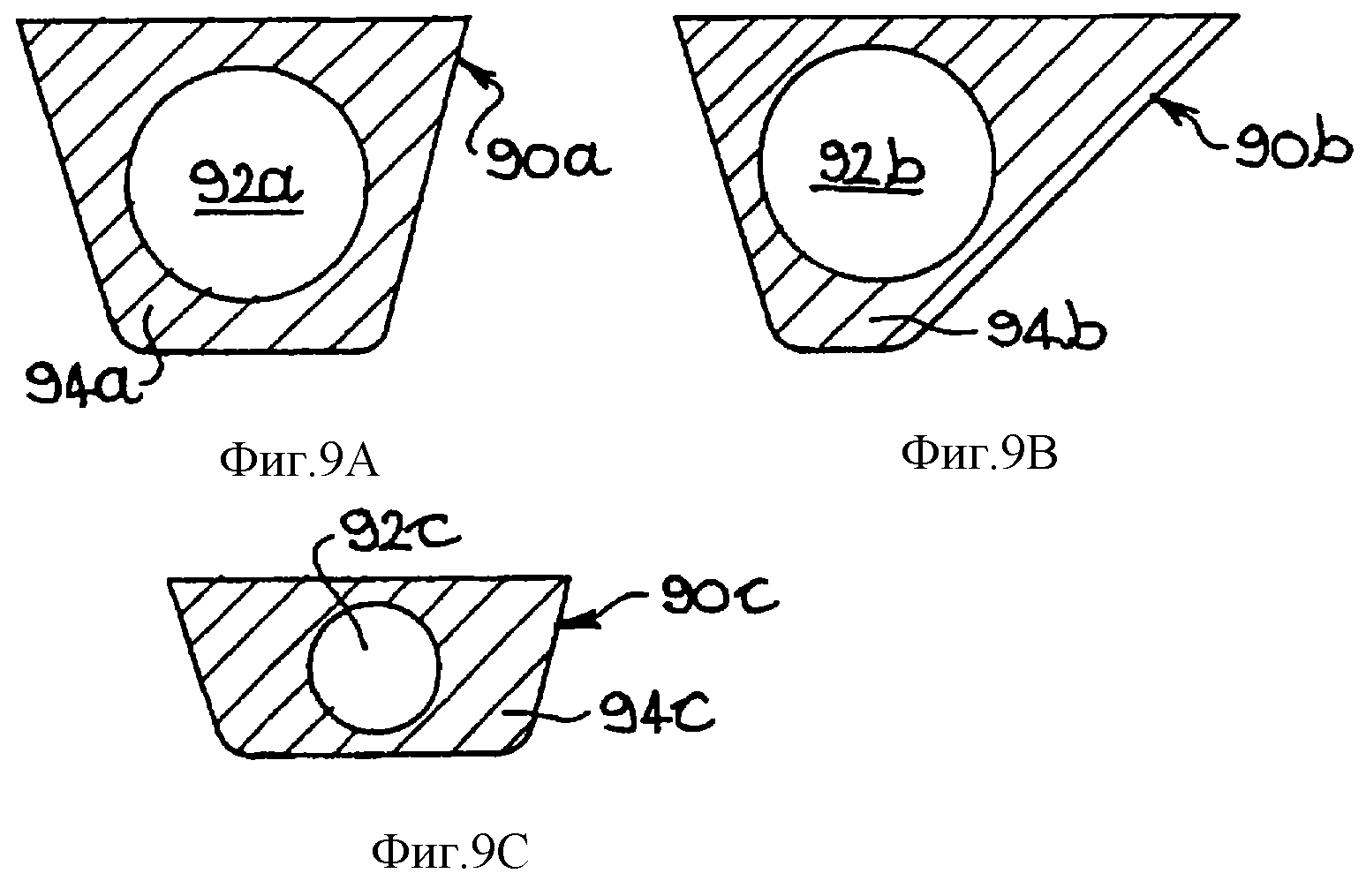
фиг.9А-9С
иллюстрируют конфигурацию поперечного сечения типичных литников, схематически иллюстрирующих каждое поперечное сечение их эффективного канала течения;
фиг. 10 представляет вид сверху отливки
чаши из магниевого сплава в соответствии с изобретением;
фиг. 11 представляет вид в разрезе по линии XI-XI, показанной на фиг.10 чаши и матричного инструмента;
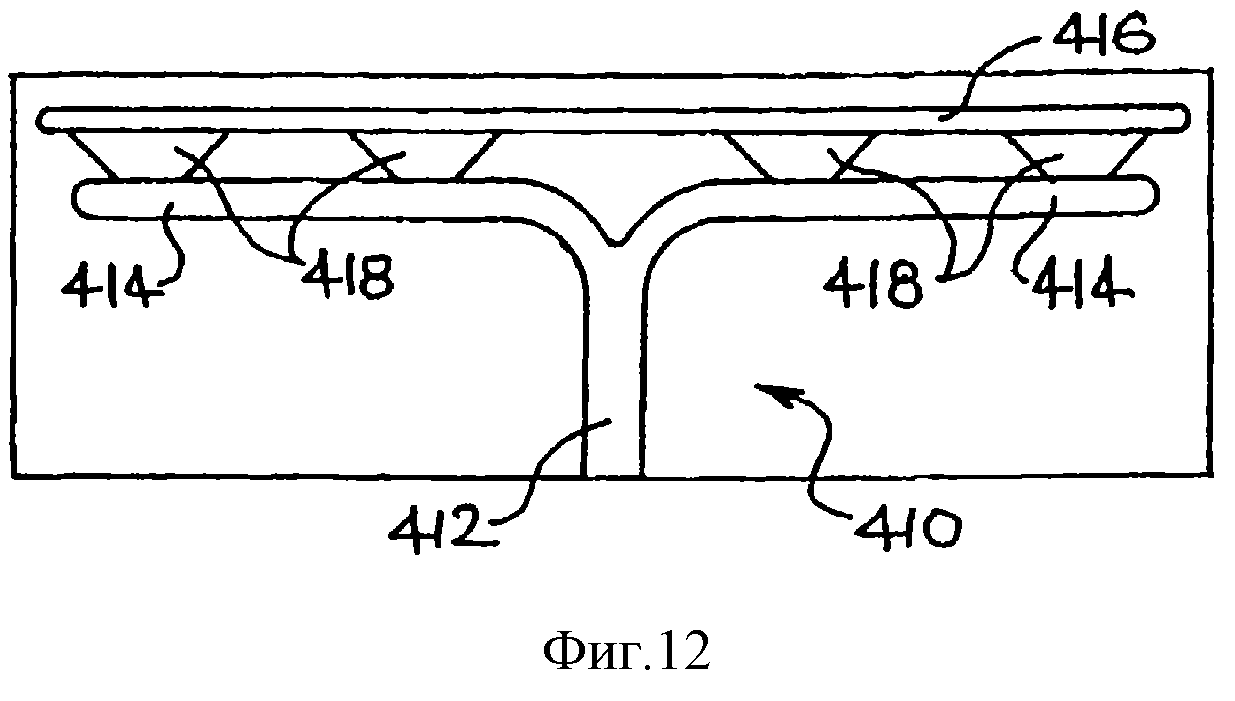
фиг. 12-14
иллюстрируют соответственные экспериментальные системы подачи металла;
фиг. 15 представляет вид в разрезе матрицы для литья под давлением, подходящей для машины с горячей камерой прессования
для использования в настоящем изобретении;
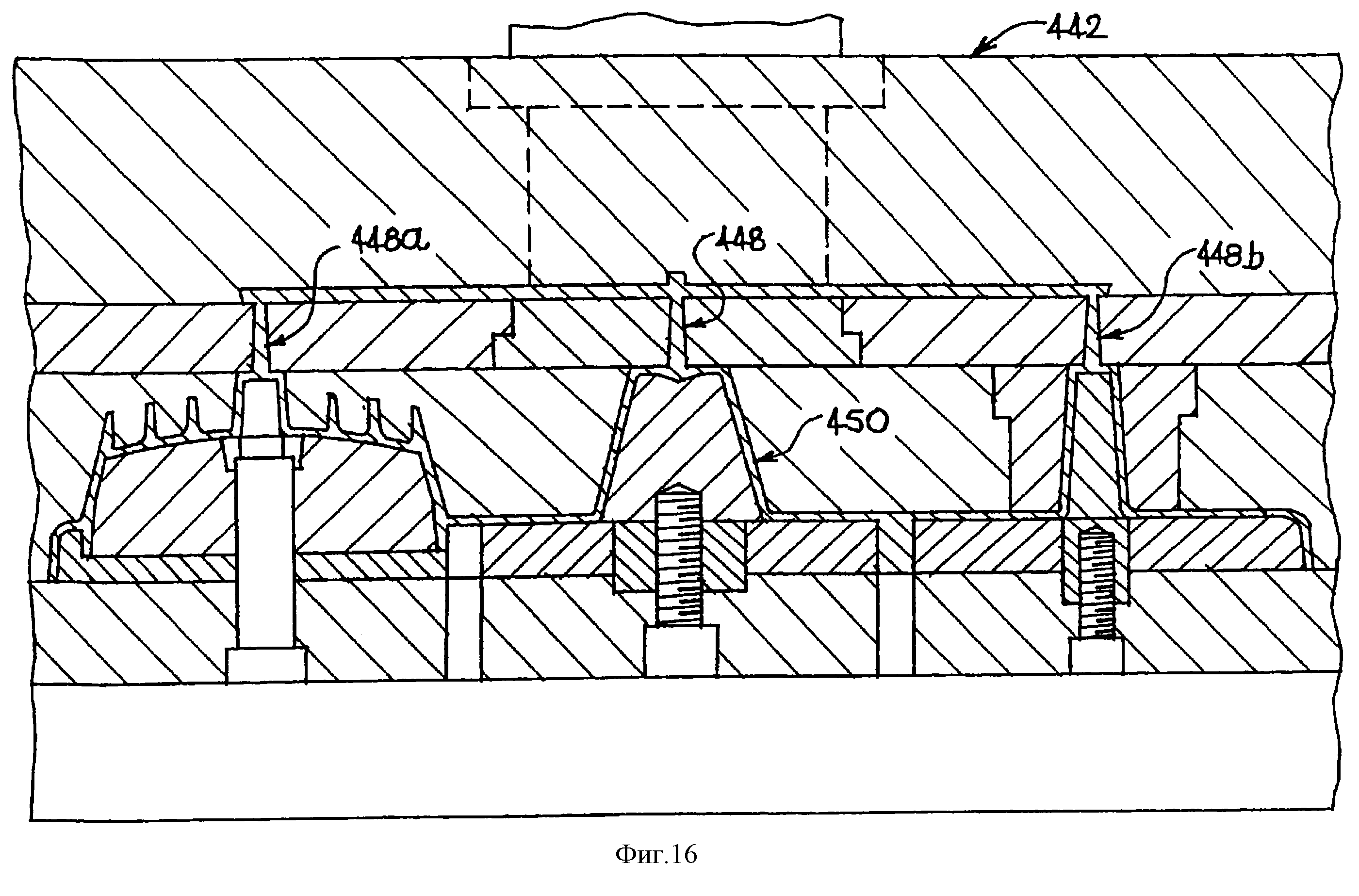
фиг.16 является аналогичной фиг.15, но иллюстрирует видоизмененную, более крупную отливку, которую можно изготавливать показанной на фиг.15 матрицей,
используя машину с холодной камерой прессования.
В показанной на фиг.1 и 2 системе 10 изображена матрица 12, которая определяет ряд разнесенных в радиальном направлении полостей 14 (только одна из которых показана на фигурах), в каждой из которых можно отливать соответственную дверную ручку, до некоторой степени соответствующую форме, показанной на фиг.4. Матрица 12 имеет неподвижную часть 16 и подвижную часть 17, и показана в своем закрытом состоянии, но ее части 16 и 17 имеют возможность разделяться по делительной линии Р. В протоке 20, введенной в деталь 17 матрицы, установлен с возможностью скольжения штифт 18 выброса; штифт 18 и по меньшей мере один дополнительный штифт (не показанный) проходят для выброса отливки в конце каждого рабочего цикла.
Напротив пробки 20 часть 16 матрицы включает вставку 22, просверленное отверстие 22а которой находится на одной прямой с втулкой 24. Хотя вставка 22 подобно пробке 20 изготовлена из соответственной стали, типа используемой для деталей 16, 17 матрицы 12, втулку 24 предпочтительно изготавливают из материала относительно низкой теплопроводности, типа частично стабилизированной двуокиси циркония или другой подходящей керамики.
Смежные концы пробки 20 и вставки 22 имеют дополнительную форму усеченного конуса. Эти концы такие, что при закрытой матрице 12 пробка 20 и вставка 22 достигают уплотнения между соприкасающимися поверхностями противолежащих концов. Однако в торцевой поверхности пробки 20 определена соответствующая канавка 21 для каждой полости 14, где канавка 21 взаимодействует с концом вставки 22 так, чтобы определить литник 26 для этой полости 14. Литник 26 связан с полостью 14 через питатель 28.
Концентрически в просверленном отверстии 22а вставки 22, во втулке 24 определено просверленное отверстие 24а, по существу аналогичное поперечному сечению. Кроме того, наружный конец вставки 22 определяет расширенное во внешние стороны удлиненное просверленное отверстие 22а для обеспечения возможности его сцепления с насадкой 30. Как будет понятно, насадка 30 образует удлинение устройства S-образного колена/плунжера (не показанного) системы литья под давлением с горячей камерой прессования, посредством которого расплавленный магний может нагнетаться через просверленное отверстие 24а в полость 14 через литник 26 и питатель 28.
При завершении цикла отливки показанным на фиг.1 и 2 устройством нагнетаемый магний отверждается обратно к внутреннему концу просверленного отверстия 24а втулки 24. Таким образом, при отпускании давления отливки во время цикла расплавленный металл извлекается через насадку 30 из просверленного отверстия 24а.
В случае показанного на фиг.1 и 2 устройства длина каждого литника 26 может быть минимальной. Кроме того, каждый литник может иметь требуемое поперечное сечение до поперечного сечения эффективного течения металла через каждый литник 26. Внутренний концевой участок каждого литника 26 определяется частями 16, 17 матрицы 12. По всей длине этого участка глубина литника 26 постепенно уменьшается, но ширина увеличивается, так что питатель 28 представляет собой узкую удлиненную форму, имеющую большее поперечное сечение, чем часть длины литника 20, определяемую между пробкой 20 и вставкой 22.
При использовании с показанным на фиг.1 и 2 устройством экстрагирование тепловой энергии для отверждения металла литника/вертикального литникового канала осуществляется посредством проведения к частям 16, 17 матрицы 12 через пробку 20 и вставку 22. Относительно малая длина и малое поперечное сечение литников 26 таковы, что циркуляция хладагента для достижения отверждения может оказаться ненужной. Однако, несмотря на сравнительно малую длину литника 26 и, следовательно, вблизи втулки 24 к полости 14 отверждение металла в просверленном отверстии 24а может предотвращаться изолирующим действием керамики, из которой изготовлена втулка 24. Общее устройство фиг.1 и 2 таково, что в отливке ручек из магниевого сплава, имеющих вес примерно 30 г, длина и поперечное сечение каждого литника 26 таковы, что количество металла литника/вертикального литникового канала (для двух одновременно отливаемых ручек) можно уменьшить примерно до 3 г.
Фиг. 3 в общем соответствует фиг.1, но иллюстрирует подробное устройство в соответствии с известным способом. На фиг.3 компоненты, соответствующие компонентам фиг.1 и 2, имеют такие же ссылочные позиции с добавлением числа 100.
В показанном на фиг. 3 устройстве пробка 120 имеет штифт 120а вертикального литникового канала в форме усеченного конуса, который при замкнутых деталях 116, 117 матрицы 120 выступает в коническое просверленное отверстие 122а вставки 122. В пробке 120 имеются канавки 121, которые с вставкой определяют литник 126. В пробке 120 также образован проток 40 для циркуляции хладагента типа воды, тогда как вокруг вставки образована канавка 42, причем канавка закрыта втулкой 44 с целью определения дополнительного протока 46 для циркуляции хладагента.
Как будет ясно ниже, насадка (не показанная),
аналогичная насадке 30 на фиг. 1, используется для обеспечения возможности введения расплавленного магниевого сплава через просверленное отверстие 122а по литникам 126 и течение сплава в полость 114
матрицы через питатель 128. При завершении заполнения хладагент циркулирует по каналам 40, 46 для отверждения металла литника/вертикального литникового канала благодаря минимальному поперечному
сечению просверленного отверстия
124а между конической частью, принимающей штифт 120а и расширенным внешним концом для принятия насадки системы литья под давлением.
В случае показанного на фиг.3 известного устройства литники 126 не только длиннее, но также имеют большее поперечное сечение. Как показано, это служит для избежания ощутимого риска преждевременного затвердения магниевого сплава низкой теплоемкости. В случае этого устройства, при отливке дверных ручек такой же формы и веса, как и ручек, на которые делалась ссылка при описании фиг. 1 и 2, вес металла литника/вертикального литникового канала составляет примерно 30 г. То есть количество металла, который необходимо рециркулировать в случае устройства, показанного на фиг.1 и 2, в 10 раз меньше, чем в устройстве, показанном на фиг.3.
На фиг. 4 схематически показана отливка 60 дверной ручки из магниевого сплава, освобожденная из ее полости матрицы и все еще имеющая прикрепленный к ней металл 62 литника/вертикального литникового канала. Металл 62 литника/вертикального литникового канала является общим для двух отливок 60, но на фигуре показана только одна из них, тогда как полное протяжение металла литника для другой отливки не показано.
Первоначально образованный литник системы подачи металла имеет расчетное поперечное сечение, имеющее площадь 50 мм2 и соответствующее по внешнему профилю форме, показанной на фиг.9С и описанной ниже. Как очевидно из фиг. 9С, расчетное поперечное сечение литника представляет правильную трапецию с таким поперечным сечением, которое существует по всей длине литника.
Шестой эксперимент был направлен на иллюстрирование действия вязкого потока на расстояние, которое проходит магниевый сплав во время литья. Для этого здесь была создана система S подачи металла, как показано на фиг.5, состоящая из канала С, обеспечивающего трассу течения металла, оканчивающегося в выемке В стандартного прочного на разрыв стержня. Канал С имеет нормальное поперечное сечение 4 х 4 мм и длину 1230 мм.
Испытания отливок были выполнены системой S фиг.5 на 250-тонной машине литья под давлением с холодной камерой прессования. Испытания выполняли при нормальных рабочих условиях для машины, тогда как температура матрицы была только примерно 120oС. Как будет ясно из фиг.5, трасса канала С имеет извилистую форму, создающую высокое сопротивление течению. Несмотря на это, было достигнуто течение по всей длине 1230 мм канала С, дающее возможность заполнения выемки В стержня до начала. Длина 1230 мм течения не считается ограничением. Однако это расходится с наблюдаемой максимальной длиной течения, равной примерно 700 мм, сконструированной в соответствии с обычной практикой и дающей поперечное сечение литника намного больше 4 х 4 мм.
Седьмая серия экспериментов была выполнена с показанными на фиг.4 отливками 60 дверных ручек для
определения минимального размера литников и питателей, способных создавать годные для продажи отливки. Экспериментальная установка состояла из:
- 80-Тонной машины с горячей камерой
прессования Фрича с плавильной печью, подсоединенной к раздаточной печи через сифонную трубу. Это предполагало соответствующую температуру металла.
- Системы контроля твердых включений ДiеМас, которая давала смещение плунжера, скорость и давление.
- Двух термопар в неподвижной половине матрицы, обе на расстоянии 7 мм от поверхности выемки и 10 мм и 80 мм от питателя в полость отливки.
- Диаграммного самописца для отображения зависимости температуры от времени.
- Контактной термопары для измерения температуры поверхности.
- Инфракрасных цифровых датчиков температуры.
- Полностью оборудованного инструментального помещения для перехода на матрицу и приготовления вкладышей.
Все последующие эксперименты седьмой серии были выполнены со скоростью через питатель примерно 100 м/с.
1. Подача в конце отливки 60 питателем 2 х 1 мм дала результирующие отливки, которые имели умеренное качество, но не пригодные для продажи. Секция вертикального литникового канала и литника имела примерно такой же вес, как и отливка (выход 50%).
2. Подача в конце отливки питателем 7 х 2 мм дала отливки, которые имели высокое качество и пригодность для продажи. Отверждение наблюдалось в одной области, и это было преодалено посредством добавления охлаждающего фонтана на участке, который оказывал влияние на снижение температуры матрицы. Деление на секции литника показало картину цилиндрического потока (описанную здесь со ссылкой на фиг.9С), которая представлена реальной скоростью в литнике примерно 150 м/с. Если затем снижали эффективный диаметр литника примерно до 3 мм (это при наблюдении диаметра цилиндрической секции), введение физического порта диаметром 3 мм не оказывало влияния на качество отливки. Следовательно, для обеспечения сегмента 64 брали часть литника и через нее просверливали отверстие 64а диаметром 3 мм, чтобы создать канал для потока диаметром 3 мм. Сегмент 64 был вставлен в литнике рядом с питателем, чтобы его просверленное отверстие 64а образовало часть длины питателя, по которой она имела уменьшенное поперечное сечение, в котором эффективный поток металла имел площадь поперечного сечения не более чем примерно 7,1 мм2. Кроме того, в этом эксперименте ряд хрупких твердых включений был создан посредством снижения количества металла, поступающего в полость. Оказалось, что хрупкие твердые включения от недостаточного металла составляют участок корки, который может появляться из-за удара металла. Он, вызываемый высокой скоростью в питателе, равной 100 м/с, мог произойти от потока либо жидкого, либо полутвердого металла.
3. Был использован нормальный литник, но с сегментом 64, имеющим просверленное отверстие 64а диаметром 3 мм, вставленным в литник, питающий 7 х 2 мм питатель. Отливка имела сравнительно высокое качество с низкой пористостью, определяемой от деления на секции. Некоторые из поверхностных меток на участке, наиболее удаленном от питателя, предполагают, что течение может оказаться нарушенным в сравнительно незначительной степени. Это было выполнено для 6 доз с нормальным производством между каждой, для поддержания температуры матрицы. Полагали, что резкий ввод в просверленное отверстие диаметром 3 мм и вывод из него может вносить вклад в дефекты. Давление, требуемое для проталкивания металла по литнику и питателю, составляло примерно на 20% выше, чем при нормальном производстве.
4. В дополнительном эксперименте, более длинный отрезок литника длиной А и с вырезом канала 3 х 3 мм в одну боковую сторону выл вставлен в питатель размером 7 х 2 мм. Отрезок литника имел поперечный разрез, показанный позицией 66, где канал обозначен позицией 66а. Входная и выходная секции отрезка литника были ослаблены так, чтобы создавать меньшее сопротивление течению. Качество отливки было чрезвычайно хорошим и пригодным для продажи. Давление, требуемое для продвижения металла по литнику и в полость, увеличили примерно на 30% выше нормального. Один литник отливки, созданный, используя вкладыш литника, был разделен на секции, и оказалось, что металл проходил через секцию с минимальным отверждением вдоль стенок ее" канала. Скорость через литник составляла в соответствии с рассчетом 150 м/с, а в питателе 100 м/с.
5. В другом эксперименте полный литник и вертикальный литниковый канал длиной В и С каналом 3 х 3 мм был использован для питания 7 х 2 мм питателя с общей длиной течения 120 мм через 3 х 3 мм сечение. Из-за уменьшенного объема металла в участке вертикального литникового канала была удалена вода, охлаждающая колонку вертикального литникового канала. Отливка была исключительного качества. Считалось, что качество этой отливки превосходило любую другую предыдущую форму. Поверхностные дефекты, отмеченные в 3 эксперименте этой серии, не были замечены в этом случае. Давление, требуемое для заполнения полости, было на 30% выше нормального. Система питания составляла 6% от веса отливки (выход 94%).
Оказывается, что расплавленный металл, поступающий в литник, быстро затвердевает на поверхностях литника так, что образуется канал. Если литник в этой центральной области оказывается полутвердым, то происходит быстрое увеличение вязкости для твердых концентраций, более высоких, чем примерно 50%. Если скорость поддерживается высокой, то происходит вязкостный нагрев, противодействующий дополнительной потере тепла на стенках матрицы. Таким образом, металл может течь на длинное расстояние. В каждом из наблюдаемых литников на протяжении этой работы, без изменений установки машины левый эквивалентный литник дает скорость металла 150 м/с. Посредством введения секции литника в матрицу скорость в литнике была установлена 150 м/с от начала. Отливка должна иметь по меньшей мере качество, эквивалентное качеству, получаемому при "нормальных" условиях. Наблюдаемое улучшение качества может получаться из-за быстрого достижения равновесного условия скорости в литнике 150 м/с и скорости в питателе 100 м/с. Это снижение скорости перед достижением полости можно использовать таким образом, чтобы снизить скорость от литника, через питатель и в полость. Раньше лучшей конструкцией литника была конструкция, которая имела непрерывно увеличивающуюся скорость вдоль пути потока, так что захват воздуха не может происходить на фрагментирующемся фронте металла. Скорость в большей части литника составляла не более 50% от скорости в питателе. Однако подробно описанная здесь работа показывает, что высокую скорость в литнике можно использовать с соответствующим улучшением качества отливки.
Следующее соответственное устройство на каждой из фиг.6 и 7 в общем будет понятным из рассмотрения фиг.1 и 2, а компоненты, соответствующие компонентам фиг.1 и 2, имеют такие же ссылочные позиции с добавлением числа 200 в случае фиг.6 и 300 в случае фиг.7.
Устройство на фиг.5 отличается от устройства на фиг.1 и 2 тем, что диаметр просверленного отверстия 224а керамической втулки 224 изменен для облегчения четкого разделения извлекаемого расплавленного металла из отвердевшего металла литника/вертикального литникового канала. Таким образом, по всей основной части своей длины от его внешнего конца просверленное отверстие 224а имеет большой диаметр, в котором соответствующий большой объем расплавленного металла может удерживаться жидким. Затем диаметр просверленного отверстия 224 уменьшается до минимального значения, на протяжении небольшой длины, а затем до его внутреннего конца он увеличивается до промежуточного значения. Когда извлечение тепловой энергии для отверждения металла в литнике/вертикальном литниковом канале оказываеся такой, чтобы вызывать некоторое отверждение в просверленном отверстии 224а, показанное на фиг. 6 устройство эффективно ограничивает степень отверждения. То есть отверждение не способно продолжаться за пределами короткой секции минимального диаметра, по меньшей мере в течение короткого времени, имеющегося в цикле отливки, из-за содержания тепловой энергии в объеме металла в большой наружной концевой части просверленного отверстия 224а.
Показанное на фиг.7 устройство достигает преимущества, аналогичного показанному на фиг.6 устройству, отделением отвержденного и все еще расплавленного металла, появляющегося в минимальном диаметре просверленного отверстия 324а керамической втулки 324. Однако это предпочитают из-за общей упрощенной формы. Как показано на фигуре, пробка 320, вставка 322 и втулка 324 имеют параллельные торцевые поверхности, которые при закрытой матрице 312 опираются по линии разъема Р. При сравнении с фиг.3 здесь может быть значительное сохранение переплавленного металла примерно до 95%.
Каждая из фиг.8А и 8В схематически иллюстрирует картину заполнения полости матрицы цинковым или алюминиевым сплавом в случае фиг.8А и магниевым сплавом и использованием настоящего изобретения в случае фиг.8В. Показанные системы изображают соответственные матрицы 70а и 70b, имеющие части 72а, 74а и 72b, 74b, которые определяют полости 76а и 76b литейной формы и способны разделяться по плоскости разъема Р. Расплавленный сплав в каждом случае можно вводить в соответственную полость 76а, 76b через систему подачи металла, которая включает литник 78а, 78b и питатель 80а, 80b.
В случае фиг.8А литник 78а имеет большую площадь поперечного сечения относительно объема полости 76а, и расплавленный сплав вводится из литника 78а через питатель 80а меньшего поперечного сечения. Поток сплава, изображенного затененным участком, соответствует традиционной картине заполнения, признанной для отливки из цинкового и алюминиевого сплавов. То есть, поток 82 сплава вводится через полость 76а в область полости, удаленной от питателя 80а, с периферийным потоком 84 сплава, затем обратной заливкой полости. Вопреки сложному периферийному заполнению и обратному заполнению качественные отливки можно создавать посредством цинкового и алюминиевого сплавов. Однако, как показано выше, такое сложное заполнение создает отливки из магниевых сплавов с менее чем оптимальным качеством.
В случае фиг.8В литник 78b имеет малую площадь поперечного сечения относительно объема полости 76b. Расплавленный магниевый сплав вводится из литника 78b большего поперечного сечения. Поперечное сечение питателя 80b в дополнение к тому, что он имеет большее поперечное сечение, чем у литника 78b, также может быть больше, чем поперечное сечение питателя 80а фиг.8А для данного объема полости матрицы. Поток магниевого сплава, снова изображенный затененным участком, находится в очень вязком или полутвердом состоянии. В этом состоянии поток выстраивает тело 86 из сплава, который увеличивается в объеме от питателя 80b, для создания полутвердого фронта 88, который отходит от питателя 80b для удаления областей полости 76b.
В подробно описанных здесь соответствующих изобретению экспериментах был включен ряд форм и размеров отливок. Как показано, эксперименты проводились на машинах с горячими и холодными камерами прессования. В каждом случае оказалось, что заполнение полости матрицы продолжается по существу, как описано со ссылкой на фиг.8В. Однако оказывается, что маленькое начальное количество магниевого сплава по меньшей мере в некоторых отливках вводится в полость в более жидком состоянии, чем в полутвердом состоянии. Это начальное количество, которое указано, было очевидно из секции корки, рядом с питателем, до некоторой степени отличной микроструктуры (но в остальном хорошего качества), относительно остальной части отливки.
Течение, описанное со ссылкой на фиг.8В, достигается, когда скорость течения сплава составляет примерно 140-165 м/с, предпочтительно порядка 150 м/с, в литнике и в питателе на 25-50% меньше, например, примерно две третьих скорости течения в литнике. Как показано, это достигается в области цилиндрической сердцевины через литник, типа показанного на фиг.9А и 9С. На каждой из этих фигур показано поперечное сечение соответственных литников 90а, 90Ь и 90с. Отверждение сплава в литнике при завершении операции отливки и отрезание литника с целью обеспечения такого поперечного сечения показывает соответственные такие области 92а, 92b и 92с цилиндрической сердцевины. Эти области представляют эффективный канал течения для каждого литника, к которому поток сплава ограничивается по существу по всему заполнению полости матрицы при операции отливки. Это ограничение наступает после короткого периода начального течения, во время которого по меньшей мере частично отвержденный сплав 94а, 94b и 94с, как показано затенением, образован на поверхностях, определяющих профиль поперечного сечения литника.
Было установлено, что цилиндрическая форма областей 92а, 92b и 92с течения хорошо определяется круглым поперечным сечением, независимо от профиля литника, в котором он создается. На фиг.9А-9С показаны типичные профили литников, в которых достигаются области 92а, 92b и 92с круглого поперечного сечения. Из этих профилей видно, что площадь поперечного сечения расчетного профиля литника может быть уменьшена без существенного влияния на площадь поперечного сечения областей 92а, 92b и 92с, но с уменьшением количества полученного в результате металла литника/вертикального литникового канала. Это количество можно дополнительно уменьшить, как подробно описано здесь, преимущественно посредством уменьшения расчетной длины литника. Нижеприведенное подробное описание иллюстрирует степень, до которой могут быть достигнуты такие уменьшения.
Отливки из магниевого сплава весом 1,6 кг в форме конструкции открытой рамы высотой 450 мм, шириной 400 мм, с толщиной стенки, меняющейся от 2 до 20 мм и имеющей очень глубокие секции, были созданы на машине с холодной камерой прессования. Использование традиционной формы литника/оболочковой литейной формы дало количество металла в литнике/вертикальном литниковом канале 1,1 кг, так что отливка представила выход 60%, исходя из концентрации металла, потребляемого при литейной операции. То есть примерно 40% потребляемого металла подлежали рециркуляции. В случае соответствующих изобретению литника/оболочковой литейной формы, количество металла в литнике/вертикальном литниковом канале составляло 0,36 кг, что дало выход 82% и уменьшение примерно на 67% количества сплава, подлежащего рециркупированию.
Отливки дверных ручек показанной на фиг.4 формы были созданы в машине с горячей камерой прессования посредством отливки двух оттисков. Каждая ручка имела вес 28 г, давая вес продукции 56 г на цикл отливки. При производстве с традиционной системой расхода металла каждый цикл создавал 30 г литника/вертикального литникового канала, обеспечивая выход 65%. В случае соответствующей настоящему изобретению системы подачи металла, типа показанной на фиг. 7, количество металла в литнике/вертикальном литниковом канале было снижено до 1, 5 г, давая выход 97% и уменьшение на 95% результирующего сплава, по сравнению с традиционным устройством.
Восьмую серию экспериментов выполняли для определения, можно ли было направить поток металла в полость матрицы, как при нормальном методе, и для определения действия ряда альтернативных систем подачи металла. В этой серии использовали полость матрицы в форме "суповой тарелки". Форма полости показана на виде сверху тарелки D отливки, показанной на фиг.10, и виде в разрезе тарелки D и охватываемого инструмента Т матрицы, показанного на фиг.11 в разрезе по линии XI-XI фиг.10. Тарелка D имеет длину порядка 140 мм, ширину порядка 100 мм, глубину порядка 26 мм и толщину стенок около 2 мм. Она имела горизонтальный периферийный фланец с наклоном боковых стенок под углом примерно 45o к фланцу и плоское основание.
Обычный способ производства тарелки D состоял в использовании системы подачи металла, включающей в себя основной литник, подающий металл в конусообразные касательные литники, где касательные литники проходят в противоположных направлениях вдоль общей боковой кромки полости матрицы и подают вдоль своих длин через длинный тонкий питатель к полости. В первой пробе модифицированный вариант современного лучшего способа показан посредством системы 410 подачи, изображенной на фиг.12. Как показано на фигуре, система 410 имеет основной литник 412, который подает металл в два идущих в противоположных направлениях касательных литника 414, которые расположены вдоль боковых кромок, обозначенных позицией 416, полости матрицы для создания показанной на фиг.10 тарелки D. Каждый литник 414 подает металл в два питателя 418 клиновидной или расширяющейся щелевой формы. Каждый питатель 418 имеет изменяющееся поперечное сечение от примерно 6 х 1 мм у своего литника и примерно до 10 х 0,5 мм у кромки 416 полости. Если каждый литник 414 является типичным, изготовленным из лучшей в данное время пластмассы, он имеет нормальное поперечное сечение, сужающееся в направлении течения по нему металла от примерно 10 х 10 мм и примерно до 8 х 10 мм. При таких литниках 414 и питателях 418 производство тарелки D пригодного к эксплуатации качества оказывается чрезвычайно трудным. Однако, как показано выше, система 410 видоизменяется.
Видоизменение заключается в том, чтобы уменьшить номинальное поперечное сечение литников 414 до 3 х 3 мм. Это видоизменение осуществляют частично в соответствии с настоящим изобретением, исходя из поперечного сечения литника. Однако это не соответствует изобретению, поскольку поперечное сечение литника превышает поперечное сечение каждого питателя 418. Показанная на фиг. 12 система 410 изображает модификацию, не обеспечивающую удовлетворительные отливки.
Во втором устройстве восьмой серии использовали показанную на фиг.13 систему 420. Система 420 фиг.13 отличается от системы 410 фиг.12 тем, что был обеспечен только один вход типа клиновидного питателя 428. Как показано на фигуре, питатель 428 был расположен под углом примерно 45o к своему литнику 424, рядом с крайним концом литника 424 и кромкой 426 полости, но направлен к смежной торцевой кромке полости. Питатель 428 имеет нормальное поперечное сечение 1,5 х 4 мм, так что оно также было меньше, чем 3 х 3 мм нормального поперечного сечения своего литника 428 (и другого глухого литника 428).
Т. е. питатель 424 системы 410 был предназначен для обеспечения направленного потока магниевого сплава, как в нормальном способе, система 410 демонстрирует, что она весьма неудовлетворительная. То есть поток металла от питателя 428 проходит вдоль соседнего конца к дальней боковой стороне полости, вдоль дальней боковой стороны к внешнему концу, вдоль внешнего конца к ближней боковой стороне, имеющей кромку 426, и вдоль ближайшей боковой стороны к питателю 428. Однако будет получено плохое заполнение средней области полости матрицы, что приводит к неудовлетворительной отливке. Тем не менее нашли, что система 420 создает лучшие отливки тарелки D, чем система 410 на фиг.12, хотя отливка не имеет пригодного к эксплуатации качества.
В третьем устройстве восьмой серии была использована показанная на фиг. 14 система 420а. Система 420а отличается от системы 420а фиг.13 только тем, что клиновидный питатель 428а расположен под углом 90o к его литнику 424а и, следовательно, параллельно соседней торцевой кромке полости. Как и в системе 420, питатель 428а имел нормальное поперечное сечение 1,5 х 4 мм, так что оно было меньше, чем нормальное поперечное сечение 3 х 3 мм его литника 428а (и другого слепого литника 428а). Показанная на фиг.14 система 420а обеспечивает явно превосходные отливки пригодного к эксплуатации качества.
Сведения о картинах потока, полученных в каждом из экспериментов восьмой серии, показывают, что поток магниевого сплава в полости имеет ненаправленный характер. То есть картина заполнения полости матрицы весьма не походит на картину, описанную со ссылкой на фиг.8А, а там, где возможно течение оказывается похожим на описанное со ссылкой на фиг.8В. В случае испытания, показанного на фиг.12, нельзя было получить удовлетворительного течения из-за отсутствия подходящей управляемой области расширения. В случае испытания, показанного на фиг.13, и даже более четко показанного на фиг.14, такая область имелась. Однако в каждом случае область определялась в полости матрицы, а не питателем 428 на фиг.13 или питателем 428а на фиг.14, с областью, ограниченной с трех боковых сторон верхней и нижней поверхностями полости матрицы и поверхностью смежной торцевой кромки полости. Кроме того, оказалось, что в случае фиг.13 эффективность области расширения в полости матрицы уменьшили, снижая качество отливки вследствие турбулентности, создаваемой потоком, направленным к соседнему торцу полости.
В показанных на фиг.13 и 14 системах ни питатель 428, ни питатель 428а на самом деле не представляют питатель, требуемый настоящим изобретением, вследствие того, что он не обеспечивает управляемую область расширения. На самом деле, что касается литника 428 или литника 424а соответственно, он ограничивает поток и таким образом область, которая получается находится за пределами каждого питателя 428 и 428а. Поэтому, исходя из настоящего изобретения, более подходящим является принять питатели 428 и 428а в качестве конечной торцевой части литника 424 и литника 424а соответственно, подающих металл непосредственно к управляемой области расширения, и здесь действительно отсутствует питатель.
Возвращаясь к фиг. 11, отметим, что здесь показана основа для девятого эксперимента, который подобно восьмому эксперименту был направлен на производство тарелок D, отливаемых из магниевого сплава. На фиг.11 показана система 430 подачи металла в соответствии с изобретением. В системе 430 показана конечная часть тракта течения магниевого сплава, где трасса включает в себя литник 434 круглого поперечного сечения, имеющий диаметр, равный 3 мм, сообщающийся с полостью матрицы посредством инструмента Т через участок 438 питателя. От литника 434 диаметр питателя 438 увеличивается в направлении потока и имеет диаметр 5 мм на своем выпускном конце у полости матрицы.
Как и в случае восьмого эксперимента, тарелка D была отлита устройством, изображенным на фиг.11, в машине с холодной камерой прессования. Система 430 коренным образом отличается от известной техники литья под давлением для металлов и не используется в современном лучшем способе. Несмотря на это, система 430 создавала высококачественные тарелки D из магниевого сплава в последовательных опытных циклах, показывая свой существенный потенциал для высокоскоростного повторяемого литья в коммерческом масштабе.
Как и в случае девятого эксперимента, десятый эксперимент был направлен на производство литья из магниевого сплава посредством прямой подачи через штифтовый питатель. В этом случае, как показано на фиг.15, была создана большая отливка 440 с широким плоским участком 440а и трудным участком 440b в форме коробки с поперечными ребрами 440с и выступом 440d, на 80-тонной машине с горячей камерой прессования Фреша. Выступающий участок отливки 440 имел площадь 390 см2, величина которого была больше рекомендуемой Фрешем для этой машины.
Отливка 440 фиг.15 была сконструирована для испытания действия расстояния течения и характеристик течения в сложной форме. Инструмент 442, используемый для определения полости матрицы для отливки 440, имел матрицу с тремя пластинами, которая дала возможность прямой отливки через один штифтовый питатель 448. Однако инструмент 442 также обеспечивал возможность выполнять отливку 440 или 450 большей формы, как показано на фиг.16, используя три штифтовых питателя 448, 448а и 448b на 250-тонной машине с холодной камерой прессования Ташиба.
Были созданы удовлетворительные отливки, как на фиг.15. Однако, направленность не была управляемой в нормальных пределах, ожидаемых от литья под давлением. Действительный поток показал ряд дискретных картин непрерывного заполнения фронтом, соответствующих предыдущим экспериментам и аналогичных картинам, обнаруживаемым при формовке пластмассы. Здесь были удлиненные отрезки потока, которые очень хорошо соответствовали наблюдаемым в шестом эксперименте. Течение через сложную форму прилива 440d также показано аналогичным литью пластмассы, в прямой противоположности течению при литье под давлением.
В десятом эксперименте не было оплавления матрицы, несмотря на большую и сложную форму изготавливаемой отливки. Это и другие наблюдения показали на то, что литье магниевого сплава ведет себя не как классическая жидкость. Следующий результат десятого эксперимента состоит в том, что было очевидно, что давление в полости матрицы было значительно меньше, чем прогнозировалось для магниевого сплава в его расплавленном состоянии, то есть в жидком. Даже при полном давлении введения в машину отливка на выступающем участке 390 см2 не оплавляется, несмотря на то, что номинальное усилие всплеска (предполагается жидкости) больше, чем блокирующее усилие этой машины Фреша.
Десятый эксперимент, в частности, четко освещает дополнительное практическое преимущество, получаемое в случае настоящего изобретения. Отсутствие оплавления показывает, что номинальное усилие всплеска, то есть усилие, которое следует ожидать в случае жидкости, очень на много выше, чем действительное усилие, преобладающее в случае литья магниевого сплава в соответствии с настоящим изобретением. В результате этого можно обеспечить возможность производить на данной машине большие отливки, чем ожидалось.
Расстояние течения и качество отливки, которые можно получить
посредством изобретения, оказываются относительно независимыми от температуры матрицы. Однако здесь могут быть участки матрицы при литье в горячей камере прессования, где необходимо было обращать
внимание на нагревание и охлаждение. При прямой подаче в девятом и десятом экспериментах и подаче литником по кромке в восьмом эксперименте расплавленный металл должен отверждаться в местоположении,
которое позволяет извлекать эту часть из матрицы, но также позволяет расплавленному металлу течь обратно в S-образное колено. Как и в случае нормального литья под высоким давлением, использование
охлаждающей среды необходимо применять ко входу в матрицу с целью оказания влияния на результат. Используемый способ зависит от формы и размера машины, а также от сложности и размера матрицы,
И наконец, следует понимать, что в конструкцию и устройство выше описанных деталей можно вносить различные изменения, модификации и (или) добавления, не выходя при этом за рамки сущности и объема
изобретения.
Реферат
Изобретение может быть использовано при литье под давлением отливок из магниевых сплавов в полутвердом или тиксотропном состоянии. Литье осуществляют на машине, имеющей литейную форму или матрицу и систему подачи сплава в полость матрицы через литник. Система подачи обеспечивает управление скоростями потока сплава. Расплав проходит из литника через управляемую область расширения. При этом происходит снижение скорости сплава относительно скорости прохождения его через литник. Состояние сплава изменяется с расплавленного на полутвердое. Заполнение формы происходит полутвердым сплавом. Изобретение обеспечивает улучшение качества отливок, снижение расхода металла и увеличение выхода годного. 2 с. и 28 з.п.ф-лы, 16 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ литья под давлением методом инжекции металлического материала, имеющего дендритные свойства, и устройство для его осуществления
Комментарии