Воздухопроницаемые и упругие композиционные материалы и способы их получения - RU2310565C2
Код документа: RU2310565C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к воздухопроницаемым, дискретно растяжимым упругим композиционным материалам, которые содержат внутреннюю эластомерную пленку, нанесенную путем экструзионного наслаивания на ваточный холст, предпочтительно предусмотренный у каждой поверхности пленки. Изобретение также направлено на предметы одежды и/или изделия одноразового использования, сформированные, по меньшей мере, частично из таких композиционных материалов, и на способы изготовления таких композиционных материалов.
Предпосылки изобретения
Упругие композиционные материалы известны в данной области техники. Например, в патентах США №№5422172 и 5861074 (автор Wu) описаны упругие многослойные листы ваточного волокнистого холста и эластомерной пленки. Вышеупомянутые патенты определяют термин "упругий" как означающий "растягивающийся под действием усилия и восстанавливающий свою первоначальную или по существу первоначальную форму после прекращения действия усилия". Автор считает, что упругий многослойный материал можно дискретно растягивать для обеспечения очень мягкой волокнистой фактуры, имеющей внешний вид нетканого полотна с превосходными силами сцепления, что позволяет получить композиционный материал, предпочтительный для использования в предметах одежды и других применениях, где желательна мягкая фактура. Автор также заявляет, что упругий многослойный материал характеризуется как непроницаемый для пропускания текучей среды за счет эластомерной пленки и одновременно поддерживающий ощущение мягкости на поверхности волокнистого холста многослойного материала, хотя можно достигать различных степеней как паронепроницаемости, так и воздухонепроницаемости путем использования механических микропустот.
Обычные процессы для получения механических микропустот включают прокалывание горячей иглой, каландрирование из рулонов в горячем состоянии, ультразвуковое перфорирование и т.п.Такие механические процессы могут быть обременительными и/или трудно управляемыми во время высокоскоростного изготовления композиционных материалов. Также известно придание воздухопроницаемости и проницаемости для водяного пара полимерным пленкам путем включения в них одного или нескольких порообразующих наполнителей, таких как карбонат кальция, с последующим растяжением пленок для формирования микропор в участках, примыкающих к наполнителю. Однако зачастую трудно обеспечить желаемую степень проницаемости в упругих пленках с помощью таких методов. Поэтому имеется насущная потребность в воздухопроницаемых упругих материалах, процесс изготовления которых прост.
Краткое изложение сущности изобретения
Следовательно, задача изобретения состоит в обеспечении усовершенствованных воздухопроницаемых упругих композиционных материалов и обеспечении усовершенствованных способов изготовления таких материалов.
В одном конкретном варианте осуществления изобретение направлено на воздухопроницаемые, дискретно растяжимые упругие композиционные материалы. Эти композиционные материалы включают внутреннюю эластомерную пленку, нанесенную посредством экструзионного наслаивания на внешний ваточный холст, предусмотренный у каждой поверхности пленки. Внутренняя эластомерная пленка имеет нерегулярную текстуру макроотверстий, сформированных в ней посредством дискретного растяжения, и, по существу, не содержит порообразующего наполнителя.
В альтернативном конкретном варианте осуществления воздухопроницаемые, дискретно растяжимые упругие композиционные материалы включают эластомерную пленку, нанесенную посредством экструзионного наслаивания на ваточный холст, предусмотренный у одной поверхности пленки или у обеих ее поверхностей. Эластомерная пленка имеет нерегулярную текстуру макроотверстий, сформированных в ней посредством дискретного растяжения, и, по существу, не содержит порообразующего наполнителя.
В другом конкретном варианте осуществления изобретение направлено на предметы одежды. Эти предметы одежды сформированы, по меньшей мере, частично из воздухопроницаемого, дискретно растяжимого упругого композиционного материала согласно изобретению. В дополнительном конкретном варианте осуществления изобретение направлено на изделия одноразового использования, сформированные, по меньшей мере, частично из воздухопроницаемого, дискретно растяжимого упругого композиционного материала согласно изобретению.
В еще одном конкретном варианте осуществления изобретение направлено на способы изготовления воздухопроницаемого эластомерного композиционного материала. Эти способы предусматривают экструзионное наслаивание эластомерной пленки, по меньшей мере, на один ваточный холст, предусмотренный у поверхности пленки, для прочного сцепления ваточного холста с ней, и дискретное растяжение получаемого многослойного материала для формирования нерегулярной текстуры макроотверстий в эластомерной пленке. Эта эластомерная пленка, по существу, не содержит порообразующего наполнителя. В конкретном варианте осуществления эластомерную пленку наносят посредством экструзионного наслаивания на ваточный холст, предусмотренный у каждой поверхности пленки.
Композиционные материалы в соответствии с настоящим изобретением являются предпочтительными в том, что демонстрируют желаемое сочетание воздухопроницаемости и упругости и могут быть легко получены в соответствии с предлагаемыми способами. Эти и дополнительные задачи и преимущества станут более понятными в свете нижеследующего подробного описания, которое иллюстрирует различные методики, предусматриваемые для осуществления изобретения. Что касается реализации изобретения, то она возможна и применительно к другим, очевидным его аспектам, а все они находятся в рамках объема изобретения. Поэтому чертежи и описание носят иллюстративный, а не ограничительный характер.
Краткое описание чертежей
Хотя описание и завершается формулой изобретения, в которой подчеркивается и недвусмысленно заявляется настоящее изобретение, все же оно станет понятнее из нижеследующего подробного описания, приводимого со ссылками на прилагаемые чертежи, при этом:
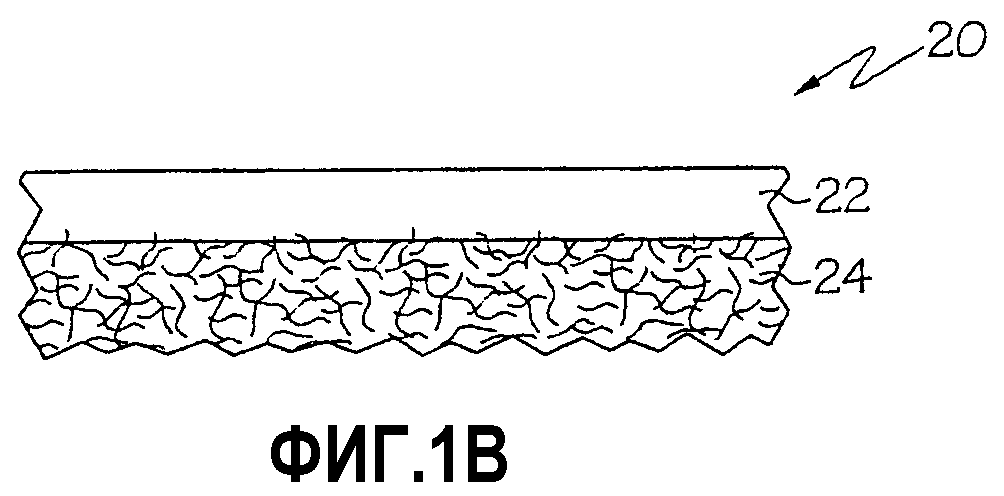
на фиг.1А и 1 В представлены схематические диаграммы поперечных сечений композиционных материалов в первом и втором конкретных вариантах осуществления настоящего изобретения соответственно;
на фиг.2 представлена схематическая диаграмма секции экструзионного наслаивания и секции дискретного растяжения установки, пригодной для использования в конкретном варианте осуществления способов в соответствии с изобретением;
на фиг.3 представлено увеличенное (в 50 раз) изображение слоя внутренней эластомерной пленки композиционного материала в соответствии с настоящим изобретением, как оно описано в примере 1;
на фиг.4 представлено увеличенное (в 500 раз) изображение поперечного сечения композиционного материала в соответствии с настоящим изобретением, как оно описано в примере 1;
на фиг.5 представлено увеличенное (в 1000 раз) изображение слоя внутренней эластомерной пленки композиционного материала в соответствии с настоящим изобретением, как оно описано в примере 1; и
на фиг.6 представлена в виде графика зависимость воздухопроницаемости композитной пленки в соответствии с изобретением, как оно описано в примере 1, от перепада давления.
Подробное описание
Настоящее изобретение направлено на воздухопроницаемые, дискретно растяжимые упругие композиционные материалы. В контексте данного описания термин "воздухопроницаемые" означает, что композиционный материал обладает воздухопроницаемостью. В дополнительных вариантах осуществления композиционные материалы являются проницаемыми и для воздуха, и для влажных паров. В конкретных вариантах осуществления композиционные материалы имеют воздухопроницаемость, по меньшей мере, примерно 10 см3/мин/см2, когда к ним приложено давление примерно 60 фунтов на квадратный дюйм (фн./кв.д). В более конкретном варианте осуществления композиционные материалы могут иметь воздухопроницаемость, по меньшей мере, примерно 15 см3/мин/см2, когда к ним приложено давление примерно 60 фн./кв.д. В контексте данного описания термин "упругие" означает "растягивающиеся под действием усилия и восстанавливающие свою первоначальную или по существу первоначальную форму после прекращения действия усилия", а термин "эластомерный" употребляется для описания упругого полимерного материала. В конкретных вариантах осуществления композиционные материалы имеют растяжимость, по меньшей мере, примерно 150%, а когда действие растягивающего усилия прекращается, имеют остаточную деформацию или удлинение не более чем примерно 15%. В дополнительных конкретных вариантах осуществления композиционный материал имеет растяжимость, по меньшей мере, примерно 200%, а когда действие растягивающего усилия прекращается, имеет остаточную деформацию или удлинение не более чем примерно 25%. И наконец, в контексте данного описания, термин "дискретно растяжимый" означает, что композиционный материал включает чередующиеся растяжимые зоны и нерастяжимые зоны вдоль своей длины. Процесс дискретного растяжения подробнее описан ниже.
На фиг.1А и 1 В представлены схематические диаграммы поперечных сечений композиционных материалов в соответствии с изобретением в первом и втором конкретных вариантах его осуществления. Композиционный материал 10 показанный на фиг.1А, имеет внутреннюю эластомерную пленку 12 и внешний ваточный холст 14, предусмотренный у каждой поверхности пленки. Композиционный материал 20, показанный на фиг.1 В, имеет внутреннюю эластомерную пленку 22 и ваточный холст 24, предусмотренный у одной поверхности пленки. Хотя многие конкретные варианты осуществления, описываемые ниже, будут включать два ваточных холста вдоль очертаний композиционного материала 10, согласно фиг.1А, должно быть понятно, что изобретение в его широком смысле охватывает и композиционный материал 20 в том виде, как он показан на фиг.1 В. Кроме того, эластомерные пленки 12 и 22 условно показаны соответственно в композиционных материалах 10 и 20 в виде единственного слоя. Но в рамках объема притязаний изобретения находится и вариант, в котором эластомерная пленка представляет собой многослойную структуру, как будет подробнее описано ниже в связи с отдельными конкретными вариантами осуществления изобретения.
В композиционных материалах согласно изобретению эластомерная пленка наслоена на ваточный холст, предусмотренный у одной из поверхностей пленки или обеих ее поверхностей. В соответствии с важным признаком изобретения экструзионное наслаивание обеспечивает прочное сцепление эластомерной пленки с ваточным холстом или ваточными холстами. В контексте настоящего изобретения термин "прочно сцепленные" означает, что эластомерная пленка и ваточный холст не могут отслаиваться друг от друга. Условия обработки, подходящие для обеспечения прочного сцепления между эластомерной пленкой и ваточным холстом или ваточными холстами, будут подробнее рассмотрены ниже. В результате прочного сцепления между этими слоями композиционного материала волокна ваточного холста внедряются в пленку, а после дискретного растяжения в эластомерной пленке создается нерегулярная текстура макроотверстий или микроканалов, которые делают композиционный материал воздухопроницаемым. Нерегулярная текстура, как правило, является регулируемой и однородной по концентрации вдоль длины и ширины композиционного материала. Кроме того, размер макроотверстий является относительно одинаковым вдоль длины и ширины композиционного материала. В одном конкретном варианте осуществления композиционные материалы делают воздухопроницаемыми до такой степени, что эти материалы не являются непроницаемыми для жидкости. Следовательно, композиционные материалы, соответствующие таким конкретным вариантам осуществления, пригодны для применений, в которых не требуется обеспечения барьера для жидкости. В зависимости от композиций и физических параметров эластомерной пленки и ваточных холстов, степени прочности сцепления между ними и условий процесса дискретного растяжения можно регулировать размер микроканалов или макроотверстий, образуемых в эластомерной пленке. В конкретных вариантах осуществления средний диаметр макроотверстий может находиться в диапазоне от примерно 5 мкм до примерно 100 мкм, более конкретно от примерно 10 мкм до примерно 50 мкм, более конкретно от примерно 15 мкм до примерно 35 мкм. Эти различные условия также можно использовать для регулирования концентрации микроканалов или макроотверстий на площади поверхности композиционного материала. Хотя концентрацию макроотверстий можно изменять в зависимости от конкретного применения композиционного материала, в конкретных вариантах осуществления эта концентрация может находиться в диапазоне от примерно 5 до примерно 500 на квадратный дюйм, более конкретно от примерно 10 до примерно 100 на квадратный дюйм, более конкретно, от примерно 25 до примерно 75 на квадратный дюйм.
Эластомерная пленка, применяемая в композиционных материалах в соответствии с настоящим изобретением, может представлять собой любой эластомерный материал, из которого можно сформировать пленку посредством экструзии через головку. Кроме того, эластомерная пленка может представлять собой пленку из единственного монослоя или в альтернативном варианте может представлять собой многослойную пленку, имеющую два или более слоев, которые, как правило, получают посредством совместной экструзии. Хотя конкретная желаемая упругость пленки и получаемого композиционного материала будет определяться на основании желаемого применения композиционного материала, в одном конкретном варианте осуществления эластомерная пленка проявляет остаточную деформацию менее чем примерно 20%, а более конкретно от примерно 12 до примерно 18% при удлинении 200%. В еще одном конкретном варианте осуществления эластомерная пленка проявляет релаксацию напряжений примерно 15-20% при удлинении 200%. Примеры подходящих эластомерных материалов включают эластомерные блок-сополимеры, эластомерные металлоценовые полимеры и сополимеры, например, эластомерные металлоценовые сополимеры олефинов, эластомерные гомополимеры и сополимеры полиуретана, эластомерные гомополимеры и/или сополимеры полисилоксана и т.п., и смеси таких эластомерных материалов. Такие примеры также могут включать неупругие полимеры, если содержащая их пленка проявляет желаемые упругие свойства.
Подходящие эластомерные блок-сополимеры включают те, которые имеют, по меньшей мере, один винилароматический блок и, по меньшей мере, один каучуковый блок. Конкретные ароматические виниловые мономеры для формирования таких блок-сополимеров включают стирольные и стиролзамещенные мономеры, например, алкилзамещенные стиролы и галогензамещенные стиролы, а также их смеси. Эластомерные блок-сополимеры, содержащие один или несколько этих блоков стирольных мономеров, обычно называют эластомерными стирольными блоксополимерами. Конкретные мономеры для формирования каучукового блока включают, но не ограничиваются только ими, бутадиеновые, изопреновые, этилен-пропиленовые, этилен-бутиленовые, и т.п. Блок-сополимеры могут содержать два блока, три блока или более. Промышленно поставляемые блок-сополимеры включают полимеры Kraton от фирмы Kraton Polymers, включая, но неограничиваясь только ими, поли(стирол-бутадиен-стирол), поли(стирол-изопрен-стирол), поли(стирол-этилен-бутилен-стирол), поли(стирол-этилен-пропилен-стирол) и т.п.
Эластомерные металлоценовые полимеры и сополимеры олефинов включают, но не ограничиваются только ими, полиолефины, полученные посредством металлоценового катализатора с единым центром. Как правило, один или несколько олефинов, таких как этилен, пропилен, стирол и т.п., полимеризуют с бутеном, гексеном, октеном, их смесями и т.п. для получения эластомеров, пригодных для использования в настоящем изобретении. Их примеры включают, но не ограничиваются только ими, поли(этилен-бутен), поли(этилен-гексен), поли(этилен-октен), поли(этилен-пропилен) и/или их полиолефиновые терполимеры.
Дополнительные эластомерные материалы для использования в эластомерной пленке согласно изобретению включают сополимер сложного эфира и простого эфира, сополимер простого эфира и амида, сополимер этилена и винилацетата, сополимер этилена и метилакрилата, сополимер этилена и акриловой кислоты, сополимер этилена и бутилакрилата, сополимер этилена, пропилена и диена, а также этиленпропиленовый каучук.
В одном конкретном варианте осуществления эластомерная пленка содержит смесь, по меньшей мере, одного эластомерного стирольного блок-сополимера и, по меньшей мере, одного эластомерного металлоценового сополимера олефина. Соответствующие количества сополимеров можно варьировать в зависимости от желаемых упругих свойств композиционного материала. В более конкретном варианте осуществления, такие смеси содержат от примерно 10 до примерно 90 массовых процентов стирольного блок-сополимера и от примерно 10 до примерно 90 массовых процентов металлоценового сополимера олефина. В дополнительном конкретном варианте осуществления такие смеси содержат от примерно 50 до примерно 90 массовых процентов стирольного блок-сополимера и от примерно 10 до примерно 50 массовых процентов металлоценового сополимера олефина.
В дополнительных конкретных вариантах осуществления эластомерная пленка может иметь один или несколько сердцевинных слоев А или один или несколько герметизирующих или покровных слоев В. Вообще говоря, такие герметизирующие или покровные слои могут быть предусмотрены для химической изоляции одного слоя от другого или для физической изоляции слоя от окружающей среды, в которой он применяется. Например, когда в эластомерной пленке применяется смесь эластомерного стирольного блок-сополимера Kraton и металлоценового полиэтилена, пленка имеет тенденцию создавать ощущение липкой поверхности, и возможно, что желательно будет снабдить поверхности эластомерных пленок герметизирующим слоем на каждой поверхности. Как правило, в качестве такого герметизирующего слоя на каждой стороне сердцевинного слоя смеси можно использовать тонкий слой полиолефина, например, полиэтилена, полипропилена или их смесей, вследствие чего эластомерная пленка будет представлять собой многослойную пленку структуры А/В/А. Герметизирующие слои можно просто получать совместной экструзией с сердцевинным слоем.
Поскольку в эластомерной пленке посредством процесса дискретного растяжения формируется нерегулярная текстура дискретно растяжимых макроотверстий, эта эластомерная пленка не обязательно должна включать порообразующий наполнитель какого-либо типа. Таким образом, эластомерная пленка, по существу, не содержит порообразующего наполнителя. В контексте настоящего изобретения термин "по существу, не содержит порообразующего наполнителя" означает, что эластомерная пленка содержит количество порообразующего наполнителя, недостаточное для того, чтобы сделать пленку микропористой в результате дискретного растяжения, происходящего из-за формирования микропустот рядом с наполнителем. В более конкретных вариантах осуществления эластомерная пленка содержит менее чем примерно 20 массовых процентов порообразующего наполнителя, более конкретно менее чем примерно 10 массовых процентов порообразующего наполнителя, а еще более конкретно менее чем примерно 5 массовых процентов порообразующего наполнителя. В дополнительных конкретных вариантах осуществления эластомерная пленка содержит менее чем примерно 1 массовый процент порообразующего наполнителя. В дополнительном конкретном варианте осуществления эластомерная пленка вообще не содержит порообразующего наполнителя.
Массу или толщину эластомерной пленки можно корректировать в зависимости от желаемых свойств композиционного материала. В типичном случае эластомерная пленка может иметь номинальную массу от примерно 25 до примерно 70 г/м2, а в более конкретных вариантах осуществления эластомерная пленка может иметь номинальную массу от примерно 30 до примерно 40 г/м2.
В том смысле, в каком он употребляется в данном описании, термин "ваточный волокнистый холст" используется в своем родовом смысле для определения в основном плоской структуры, которая является относительно нерельефной, гибкой и пористой, а также состоит из штапельных волокон или непрерывных нитей. Подробное описание ваточных холстов - см. "Nonwoven Fabric Primer and Reference Sampler" by E.A.Vaughn, Association of the Nonwoven Fabrics Industry, 3rd Edition (1992). Ваточные холсты можно изготавливать любыми традиционными процессами, и они могут быть наряду с другими разновидностями кардочесанными, неткаными из расплава, влажновыстланными, полученными в аэродинамических холстоформирующих машинах, полученными в гидродинамических холстоформирующих машинах или полученными аэродинамическим способом из расплава, или полученными с помощью любого сочетания упомянутых способов, поскольку такие продукты хорошо известны на рынке. Ваточные волокнистые холсты могут содержать волокна полиолефинов, включая, но неограничиваясь только ими, полиэтилен и/или полипропилен, и включая полиолефины металлоценового катализа, сложные полиэфиры, вискозу, целлюлозу, нейлон и смеси волокон из таких материалов. Волокна также могут представлять собой двухкомпонентные волокна, сформированные из двух или более материалов в любой физической компоновке.
В одном конкретном варианте осуществления сам ваточный холст не является упругим. В более конкретном варианте осуществления ваточный холст является растяжимым, т.е. удлиняемым под воздействием усилия, даже если он и не восстанавливает свою первоначальную форму после прекращения действия усилия. В типичном случае более растяжимыми могут оказаться ваточные холсты, которые сформированы в виде неплотной структуры. В дополнительном конкретном варианте осуществления ваточный холст имеет массу менее чем примерно 40 г/см2. В более конкретном варианте осуществления, ваточный холст имеет массу менее чем примерно 25 г/см2. В еще одном дополнительном конкретном варианте осуществления ваточный холст имеет массу примерно 12 г/см2.
В конкретных вариантах осуществления ваточный холст может содержать нетканые полиолефиновые холсты, например, нетканые полиэтиленовые или нетканые полипропиленовые. Различные нетканые полиолефиновые холсты поставляются промышленно и пригодны для использования в изобретении. Подходящими являются также нетканые холсты, сформированные из полиэтилена и полипропилена. Также подходящими являются, например, нетканые ваточные холсты, сформированные из волокон, которые содержат смесь полиэтилена и полипропилена в любой пропорции, и/или сформированные из волокон, которые содержат продукт совместной экструзии полиэтилена и полипропилена. Эти ваточные холсты поставляет в промышленных масштабах, например, фирма ВВА.
Композиционные материалы в соответствии с настоящим изобретением можно использовать в различных применениях, где желательные материалы, которые являются воздухопроницаемыми, например, проницаемыми для воздуха и влажных паров, и имеют упругие свойства. В одном конкретном варианте осуществления композиционные материалы применяются для изготовления предметов одежды, включая пеленки, кальсоны, предметы хирургической одежды и т.п. Эти композиционные материалы также предназначены для использования при изготовлении изделий одноразового использования, включая предметы одежды одноразового использования, относящиеся к вышеописанному типу. Кроме того, эти композиционные материалы могут быть использованы при изготовлении одноразовых салфеток, повязок, гигиенических изделий и т.п. В предпочтительном конкретном варианте осуществления композиционные материалы согласно изобретению применяются в детских подгузниках и детских ползунках, в тех областях, где не требуется непроницаемость для жидкости, т.е. в боковых областях, обычно называемых "клапанами подгузников". Эти композиционные материалы обладают хорошим сочетанием упругости и восстанавливающей силы наряду с хорошей воздухопроницаемостью и мягкостью, что делает их использование в таких применениях предпочтительным.
В соответствии с одним важным признаком композиционные материалы согласно изобретению просты в изготовлении. В частности, эластомерная пленка получена путем экструзионного наслаивания на внешний ваточный холст, предусмотренный, по меньшей мере, у одной поверхности пленки для прочного сцепления с ней ваточного холста. В более конкретном варианте осуществления эластомерная пленка получена путем экструзионного наслаивания на внешний ваточный холст, предусмотренный у каждой поверхности пленки для прочного сцепления с ней ваточного холста. Экструзионное наслаивание эластомерной пленки и одного или нескольких ваточных холстов можно проводить в соответствии с любыми традиционными методами экструзионного наслаивания. Важно, что экструзионное наслаивание проводят в условиях, которые обеспечивают прочное сцепление эластомерной пленки с ваточными холстами. Получаемый многослойный материал затем дискретно растягивают для формирования нерегулярной текстуры макроотверстий во внутренней эластомерной пленке. Как указано выше, эта эластомерная пленка, по существу, не содержит порообразующего наполнителя.
Дискретное растяжение проводится предпочтительно в поперечном направлении (ПоН) и далее именуется растяжением с переплетением в поперечном направлении. Установка для растяжения с переплетением в поперечном направлении, как правило, включает пару элементов типа зубчатых колес на параллельных валах. Эти валы расположены между двумя боковыми плитами машины, причем нижний вал находится в неподвижных подшипниках, а верхний вал находится в подшипниках, установленных в вертикально скользящих элементах. Эти скользящие элементы выполнены с возможностью регулирования в вертикальном направлении посредством клинообразных элементов, приводимых в действие регулировочными винтами. Вывинчивание или ввинчивание их в клинья будет приводить вертикально скользящий элемент в движение соответственно вниз или вверх для дополнительного зацепления или расцепления зубьев элементов типа зубчатых колес с верхним барабаном переплетения или нижним барабаном переплетения. Микрометры, установленные на боковые рамы, используются для указания глубины зацепления зубьев барабана переплетения. Как правило, для жесткого удержания скользящих элементов в их нижнем зацепленном положении около регулирующих клиньев с оказанием противодействия направленному вверх усилию, прикладываемому растяжимым материалом, используются пневматические цилиндры. Эти цилиндры можно отводить для отцепления верхнего и нижнего барабанов переплетения друг от друга в целях пропускания материала через оборудование для переплетения, как без взаимодействия, так и во взаимодействии с цепью защиты, которая, когда ее включают, должна раскрывать все точки рабочего зазора между барабанами машины. Узел привода установки для растяжения с переплетением в поперечном направлении должен приводить в действие оба, верхний и нижний, барабаны переплетения, за исключением случая растяжения с переплетением материалов, обладающих относительно высоким коэффициентом трения.
Элементы для переплетения в поперечном направлении, как правило, изготовлены из твердого материала, но лучше всего было бы описать их как стопу чередующихся дисков двух разных диаметров. В одном конкретном варианте осуществления диски переплетения имеют диаметр примерно 6 дюймов, толщину примерно 0,031 дюйма, а край их представляет собой полную окружность. Прокладочные диски, которые разделяют диски переплетения, имеют диаметр примерно 5,5 дюйма и толщину примерно 0,069 дюйма. Два барабана этой конфигурации должны сближаться на расстояние до 0,231 дюйма, оставляя зазор 0,019 дюйма для материала на всех сторонах. Эта конфигурация элементов переплетения в поперечном направлении должна иметь шаг 0,100 дюйма.
Зацепление элементов барабанов переплетения в поперечном направлении можно регулировать, чтобы обеспечить макроотверстия в эластомерной пленке. В одном конкретном варианте осуществления зацепление элементов барабанов переплетения происходит, по меньшей мере, на 0,12 дюйма, а более конкретно, от примерно 0,12 дюйма до примерно 0,20 дюйма.
Поскольку элементы переплетения в поперечном направлении, как правило, выполнены с возможностью достижения больших глубин зацепления, важно, чтобы оборудование включало средство, обуславливающее сохранение параллельности валов двух барабанов переплетения при подъеме или опускании верхнего вала. Это необходимо, чтобы гарантировать, что зубья одного барабана переплетения всегда будут оказываться между зубьями другого барабана переплетения и что не произойдет разрушающего физического контакта между зубьями этих барабанов переплетения. Это параллельное движение можно гарантировать посредством реечно-зубчатого механизма, в котором неподвижная зубчатая рейка прикреплена к каждой боковой раме рядом с вертикально скользящими элементами. Боковые рамы пересекает вал, который работает в подшипнике в каждом из вертикально скользящих элементов. На каждом конце этого вала установлено зубчатое колесо, которое работает в зацеплении с рейками, сообщая желаемое параллельное движение.
Если это желательно, то композиционный материал также можно подвергнуть растяжению с переплетением в продольном направлении (ПроН), хотя переплетение в продольном направлении, как правило, может оказаться необязательным, поскольку растяжение с переплетением в поперечном направлении обеспечивает достаточную воздухопроницаемость. Оборудование переплетения в продольном направлении, как правило, идентично оборудованию переплетения в поперечном направлении за исключением конструкции самих барабанов. Барабаны переплетения в продольном направлении очень похожи на прямозубые зубчатые колеса с мелким шагом. В одном конкретном варианте осуществления эти барабаны имеют диаметр 5,933 дюйма, шаг 0,100 дюйма, диаметральный шаг 30, угол зацепления 141/2 градуса и обычно представляют собой длинное дополнительное зубчатое колесо с покрытием. Второй заход на этих барабанах можно провести со смещением зуборезной червячной фрезы, составляющим 0,010 дюйма, чтобы получить суженный зуб и больший зазор. В случае зацепления примерно на 0,090 дюйма эта конфигурация будет иметь зазор примерно 0,010 дюйма по бокам для толщины материала. Если это желательно, то можно провести дополнительное растяжение, включая растяжение с ориентацией в направлении ширильной рамы или в продольном направлении, хотя, как отмечалось выше, для многих применений достаточными будут растяжения с переплетением в поперечном направлении.
На фиг.2 представлено условное изображение одного конкретного варианта осуществления способов согласно изобретению. Эластомерную пленку 6 экструдируют из экструдера 1 через головку 2 и пропускают мимо воздушного шабера 3 в зазор, образованный между барабанами 4 и 5. Экструзию проводят при температуре плавления материала пленки или при более высокой температуре, как правило, составляющей порядка 400-500°F. В распространенном случае барабан 4 может быть металлическим барабаном, а барабан 5 может быть резиновым барабаном. Два ваточных холста 9, 9 подают с рулонов 13, 13, а пленку 6 и холсты 9 пропускают через зазор барабанов 4 и 5 для наслаивания холстов на поверхности пленки. Давление в зазоре регулируют, чтобы получить желаемую силу сцепления между ваточными холстами и эластомерной пленкой. Как правило, применяют давления, превышающие примерно 50 фунтов на линейный дюйм. В более конкретном варианте осуществления давление в зазоре составляет от примерно 50 до примерно 150 фунтов на линейный дюйм, более конкретно, от примерно 50 до примерно 120 фунтов на линейный дюйм. Получаемый многослойный материал 12 проводится роликом 7 мимо необязательного предварительно нагретого валика 20 в секцию растяжения с переплетением, где многослойный материал пропускают через барабаны 10 и 11 установки дискретного растяжения в поперечном направлении (ПоН) для получения воздухопроницаемого, дискретно растяжимого эластомерного композиционного материала 14. По выбору материал 14 можно пропустить через дополнительную секцию растяжения, где его дополнительно растягивают. Например, на фиг.2 материал 14 показан проходящим мимо дополнительного нагретого валика 21 и пропускаемым через барабаны 10' и 11' установки дискретного растяжения в продольном направлении (ПроН). Специалист в данной области техники поймет, что предварительно нагретые барабаны 20 и 21 могут отсутствовать, если это желательно.
Нижеследующие примеры демонстрируют конкретные варианты осуществления многослойных микропористых пленок в соответствии с изобретением. В этих примерах и по всему тексту описания части и проценты будут представлены как массовые части и проценты, если специально не указано иное.
Пример 1
В этом примере получали композиционный материал в соответствии с изобретением. Смесь, содержащую примерно 70 массовых процентов блок-сополимерного эластомера поли(стирол-бутадиен-стирола) и примерно 30 массовых процентов металлоценового пластомера полиэтилена, экструдировали обычными способами экструзии пленок. Смесь, выполняющую функции сердцевинного слоя В, экструдировали совместно с внешними слоями А, содержащими смесь примерно 80 массовых процентов полиэтилена очень низкой плотности (ПЭОНП) и примерно 20 массовых процентов полиэтилена низкой плотности (ПЭНП) для формирования эластомерной пленки структуры А/В/А.
Осуществляли экструзионное наслаивание эластомерной пленки с получением на каждой поверхности пленки сильно растяжимого нетканого полиэтиленового ваточного холста, имеющего массу примерно 30 г/м2. Для формирования прочной связи между ваточными холстами и эластомерной пленкой использовали давление в зазоре, составляющее примерно 60 фунтов на линейный дюйм. Затем многослойный материал дискретно растягивали посредством растяжения с переплетением в поперечном направлении, при этом глубина зацепления барабанов составляет примерно 0,120 дюйма.
Получаемый композиционный материал имеет массу примерно 95 г/м2 и проявляет хорошую воздухопроницаемость, надлежащую упругость и создает ощущение мягкости. При растяжении примерно на 100% композиционный материал показывает остаточную деформацию примерно 7%.
На фиг.3-5 показаны в увеличенном масштабе изображения композиционного материала. В частности, на фиг.3 представлена увеличенная в 50 раз растяжимая эластомерная пленка композиционного материала, в которой в обведенных кружочками областях имеются макроотверстия. На фиг.4 представлена увеличенная в 500 раз растяжимая эластомерная пленка композиционного материала, причем слой эластомерной пленки обозначен ссылочным номером 32, а слои ваточного холста обозначены ссылочными номерами 34. Это изображение демонстрирует прочное сцепление между пленкой и ваточными холстами. На фиг.5 представлена увеличенная в 1000 раз растяжимая эластомерная пленка композиционного материала, в которой показано одно макроотверстие, имеющее диаметр примерно 20 мкм.
Композиционный материал согласно этому примеру подвергали измерению объема пропускаемого воздушного потока в зависимости от прикладываемого давления воздуха. Результаты показаны на фиг.6, где в качестве единиц измерения объема воздушного потока указаны см3/мин/см2, а в качестве единиц давления указаны фунты-силы на квадратный дюйм.
Неожиданно обнаружилось, что композиционные материалы в соответствии с настоящим изобретением не только являются растяжимыми и восстанавливаемыми, но и проявляют повышенную воздухопроницаемость в своем растянутом состоянии. В этом примере измеряли воздухопроницаемость композиционного материала в кубических футах в минуту в зависимости от величины растяжения в процентах. Использовали "Тестер воздухопроницаемости текстильных материалов" ("TexTest Air Permeability Tester") модели FX 3300 от ATI (Advanced Testing Instruments) Corporation, Спартансбург, штат Южная Каролина, при давлении 125 Па (0,018 фн./кв.д). Результаты приведены в таблице 1.
Результаты, приведенные в таблице 1, демонстрируют повышенную воздухопроницаемость композиционного материала согласно этому примеру после растяжения.
Пример 2
В этом примере получали композиционный материал в соответствии с изобретением. Эластомерную пленку получали путем экструзионного наслаивания смеси, содержащей 90 массовых процентов блок-сополимерного эластомера поли(стирол-бутадиен-стирола), и примерно 10 массовых процентов сополимера этилена и винилацетата. Осуществляли экструзионное наслаивание эластомерной пленки с получением на каждой поверхности пленки растяжимого, нетканого полипропиленового ваточного холста. Для формирования прочной связи между ваточными холстами и эластомерной пленкой использовали давление в зазоре, составляющее примерно 60 фунтов на линейный дюйм. Многослойный материал предварительно нагревали с помощью предварительно нагреваемого валика, имеющего температуру примерно 210°F, и дискретно растягивали посредством растяжения с переплетением в поперечном направлении, при этом глубина зацепления барабанов составляет примерно 0,130 дюйма.
Полученный композиционный материал является растяжимым и восстановимым, имеет хорошую воздухопроницаемость, надлежащую упругость и создает ощущение мягкости. При растяжении примерно на 200% композиционный материал показывает остаточную деформацию примерно 20%. Композиционный материал имеет массу примерно 88 г/м2.
Воздухопроницаемость композиционного материала измеряли в соответствии с процедурой и с помощью устройства, описанных в примере 1. Результаты приведены в таблице 2.
Таким образом, композиционный материал согласно этому примеру демонстрирует повышенную воздухопроницаемость после растяжения.
Конкретные иллюстрации и варианты осуществления, описанные выше, являются по своему характеру лишь примерами и не предназначены для ограничения изобретения, объем которого определяется формулой изобретения. В свете данного описания для обычных специалистов в данной области техники станут очевидными другие конкретные варианты осуществления и примеры, которые будут находиться в рамках объема притязаний настоящего изобретения.
Реферат
Изобретение относится к воздухопроницаемым, дискретно растяжимым упругим композиционным материалам. Материал содержит эластомерную пленку, нанесенную посредством экструзионного наслаивания на ваточный холст, предусмотренный у одной поверхности или у обеих поверхностей пленки. Эластомерная пленка имеет нерегулярную текстуру макроотверстий, сформированных в ней посредством дискретного растяжения, имеющих диамерт от примерно 10 мкм до примерно 100 мкм. Пленка содержит порообразующий наполнитель в количестве, недостаточном для того, чтобы сделать пленку микропористой в результате дискретного растяжения из-за формирования микропустот рядом с наполнителем. Предложен способ получения указанного материала предусматривающий экструзионное наслаивание и дискретное растяжение. Предложены предметы одежды и изделия одноразового использования, сформированные из предложенного композиционного материала. В указанном изобретении обеспечивается получение композиционного материала с необходимым сочетанием воздухопроницаемости и упругости. Также обеспечивается создание усовершенствованных воздухопроницаемых упругих композиционных материалов. 4 н. и 24 з.п. ф-лы, 6 ил., 2 табл.

Комментарии