Способ изготовления проволочной ленты, состоящей из большого числа расположенных параллельно друг другу проволочных нитей, а также проволочная лента, изготовленная этим способом - RU2454291C2
Код документа: RU2454291C2
Чертежи




Описание
Изобретение относится к способу изготовления проволочной ленты, состоящей из большого числа расположенных параллельно друг другу проволочных нитей, причем металлическую ленту для образования проволочных нитей сначала предварительно надрезают с одной или с обеих сторон, благодаря чему возникают проволочные нити, которые еще соединены перемычками. Далее изобретение относится к металлической проволочной ленте, изготовленной этим способом.
Для изготовления проволочных лент такого типа, которые требуются, например, для производства канцелярских скрепок, из уровня техники известны различные способы. Так, например, DE-PS 287820 описывает способ, в котором предварительно изготовленные проволоки склеивают между собой или точечно спаивают или сваривают, так что получаются ленты из металла, состоящие из желаемого числа проволок, которые затем снова могут быть отделены друг от друга.
Из DE-PS 540837 известно, что металлические ленты можно обрабатывать с помощью штамповки таким образом, чтобы путем последующего разделения остающихся перемычек можно было извлекать из металлической ленты отдельные части.
В основе изобретения лежит задача, состоящая в том, чтобы предложить способ изготовления, который позволяет изготовлять проволочные ленты указанного вначале типа, для которых не нужна никакая дополнительная соединительная технология, но которые после своего последующего разделения имеют соответственно требованиям к конечному продукту, по возможности, не содержащие заусенцев нити.
Эта задача согласно изобретению решается благодаря тому, что для последующего преобразования перемычек в тонкие, легко отделяемые друг от друга и образующие при отделении гладкие и без заусенцев разделительные поверхности, разделительные перемычки проволочную ленту подвергают процессу многократной гибки, в котором каждая перемычка подвергается многократной деформации изгиба вокруг ее продольной оси таким образом, что в области перемычек благодаря усталостному излому (разрушению) образуются трещины и, таким образом, возникает разделительная перемычка.
Достигнутое благодаря изобретению преимущество состоит, по существу, в том, что при использовании металлургического эффекта усталостного разрушения образуются в достаточной степени гладкие и без заусенцев разделительные поверхности без уже полного разделения получающихся благодаря этому проволочных нитей. В результате это разделение может осуществляться позднее без большой затраты сил - например, в сшивальном автомате или перед дальнейшей обработкой, которая требует полного отделения проволочных нитей друг от друга, причем в этом случае становятся видимыми желательные гладкие и без заусенцев разделительные поверхности. Этот способ имеет, в частности, преимущество в том, что последующая обработка разделительных поверхностей, которая является обычной при других способах изготовления, как, например, резка или штамповка, в этом случае не требуются.
Минимальную глубину надрезов следует выбирать такой, чтобы в дне надрезов благодаря процессу многократной гибки надежно образовывались усталостные трещины.
Обычно является целесообразным выбирать максимальную глубину имеющих V-образную форму надрезов такой, чтобы в области перемычек была почти исчерпана способность материалов к деформации. Остающаяся после надрезания толщина перемычки может составлять в отдельных случаях 20%-95% толщины ленты, причем толщина перемычки определяется, в значительной степени, пластичностью материала.
Далее, в рамках изобретения оказалось предпочтительным, если процесс многократной гибки включает в себя одностороннюю относительно плоскости проволочной ленты, многократную деформацию изгиба вплоть до усталостного разрушения в области перемычки. Альтернативно процесс гибки может включать в себя также двустороннюю относительно плоскости проволочной ленты деформацию изгиба вплоть до усталостного разрушения в области перемычки.
Процесс многократной гибки может проводиться при этом таким образом, что многократная деформация изгиба перемычки осуществляется под углом одной и той же величины. В зависимости от случая применения и свойств материала может вместо этого быть предпочтительным, если многократная деформация изгиба перемычки осуществляется под углом соответственно возрастающей или также уменьшающейся величины.
Многократная деформация изгиба перемычки целесообразно должна осуществляться под углом, меньшим, чем угол надрезания.
Для того чтобы проволочные нити полностью или лишь местами отделять друг от друга, разделительную перемычку можно прорывать путем незначительного, направленного друг против друга отклонения расположенных рядом друг с другом проволочных нитей в поперечном направлении ленты. При этом следует принимать во внимание то, что остающиеся участки перемычки и полученные зоны прорыва должны соответствовать требованиям к промежуточному продукту или возможностям обработки конечного продукта. Для этого можно на проволочную ленту нанести маркировку, которая может соответствовать общей длине конечного продукта и которая может считываться при обработке проволочной ленты. Существует, однако, также возможность вслед за процессом многократной гибки сначала не создавать никаких зон прорыва, а формировать остаточные перемычки и зоны прорыва с помощью пригодного устройства в соответствии с требованиями к соответствующему продукту лишь непосредственно перед установкой для дальнейшей обработки.
Наконец, при применении способа рекомендуется в качестве исходного материала использовать заготовку в форме металлической ленты.
В отношении устройства в случае изготовления состоящей из множества, расположенных параллельно друг другу, связанных между собой перемычками проволочных нитей проволочной ленты из металла, лежащая в основе изобретения задача решается с помощью используемой в качестве исходного материала, имеющей форму ленты заготовки, которая для образования проволочных нитей подвергается предварительному надрезанию с одной или с обеих сторон, причем перемычки вследствие процесса многократной гибки посредством многократной деформации изгиба преобразованы в тонкие, легко разделяемые и при отделении образующие гладкие и без заусенцев поверхности разделения разделительные перемычки, обнаруживающие усталостный излом.
В процессе многократной гибки в основании перемычек образуются усталостные трещины, благодаря чему перемычки ослабляются. Полученные вследствие усталостного излома поверхности разделения являются относительно гладкими и содержат мало заусенцев. Остающиеся разделительные перемычки могут быть сформированы очень тонкими, так как они расположены в области нейтральной фазы процесса изгиба; проволочные нити могут поэтому легко отделяться друг от друга.
Такая проволочная лента имеет преимущество, состоящее в том, что при разделении отдельных проволочных нитей вследствие существующего усталостного излома образуются гладкие и без или содержащие мало заусенцев поверхности разделения, причем к тому же необходимые для отделения усилия остаются в требуемых для соответствующего применения разумных пределах.
В качестве металлического материала в рамках изобретения рекомендуются материалы на основе высококачественной стали, на основе железа, на основе меди или на основе алюминия. Далее, в качестве металлического материала могут быть предусмотрены также металлические ленты с покрытием, в частности, железная лента, покрытая цинком или медью. В качестве металлического материала, в особенности, могут быть предусмотрены также материалы, с которыми для соответствующей группы материалов достигается особенно высокая прочность при прокатке.
Угол раскрытия надреза в проволочной ленте целесообразно лежит в пределах между 30° и 120°.
Толщина перемычки целесообразно составляет 20%-95% толщины ленты и определяется свойствами металлического материала, в частности его пластичностью.
В рамках изобретения, далее, предусмотрено, что в перемычках благодаря процессу многократной гибки в поперечном направлении относительно предварительно снабженной надрезами ленты в высокоупрочненном дне надрезов в поверхностном слое образуются усталостные трещины, которые имеют подобную бархату поверхность и, кроме того, снижают образование заусенцев при последующем процессе разделения. Для снижения усилий при разделении преимуществом может быть далее также, если разделительные перемычки имеют дополнительно возникающие в продольном направлении местные прорывы.
Далее, в рамках изобретения оказалось предпочтительным, если в случае имеющих покрытие металлических лент верхняя и нижняя сторона проволочных нитей покрыты слоем относительно равномерной толщины, узкие стороны проволочных нитей в области боковых сторон надрезов вследствие надрезания в направлении зоны разрушения, напротив, имеют уменьшающуюся толщину слоя, а собственно сами зоны разрушения не покрыты.
Обычно нити в проволочной ленте имеют между собой одинаковую толщину; в рамках изобретения, однако, нити в проволочной ленте могут иметь также различную ширину.
Наконец, в рамках изобретения существует также возможность того, что заданная сначала исходным материалом, по существу, прямоугольная форма проволочных нитей в соответствии с целью применения деформирована за пределами области надреза.
Далее изобретение поясняется более подробно на примере выполнения, представленном в чертежах.
Фиг.1 - воспроизведенный лишь частично, предусмотренный для изготовления проволочной ленты исходный материал в поперечном сечении с уже осуществленным предварительным надрезанием,
Фиг.2 - предусмотренный для изготовления проволочной ленты, подвергнутый процессу многократной гибки исходный материал в состоянии деформации изгиба,
Фиг.3 - система для частичного разделения разделительных перемычек проволочной ленты,
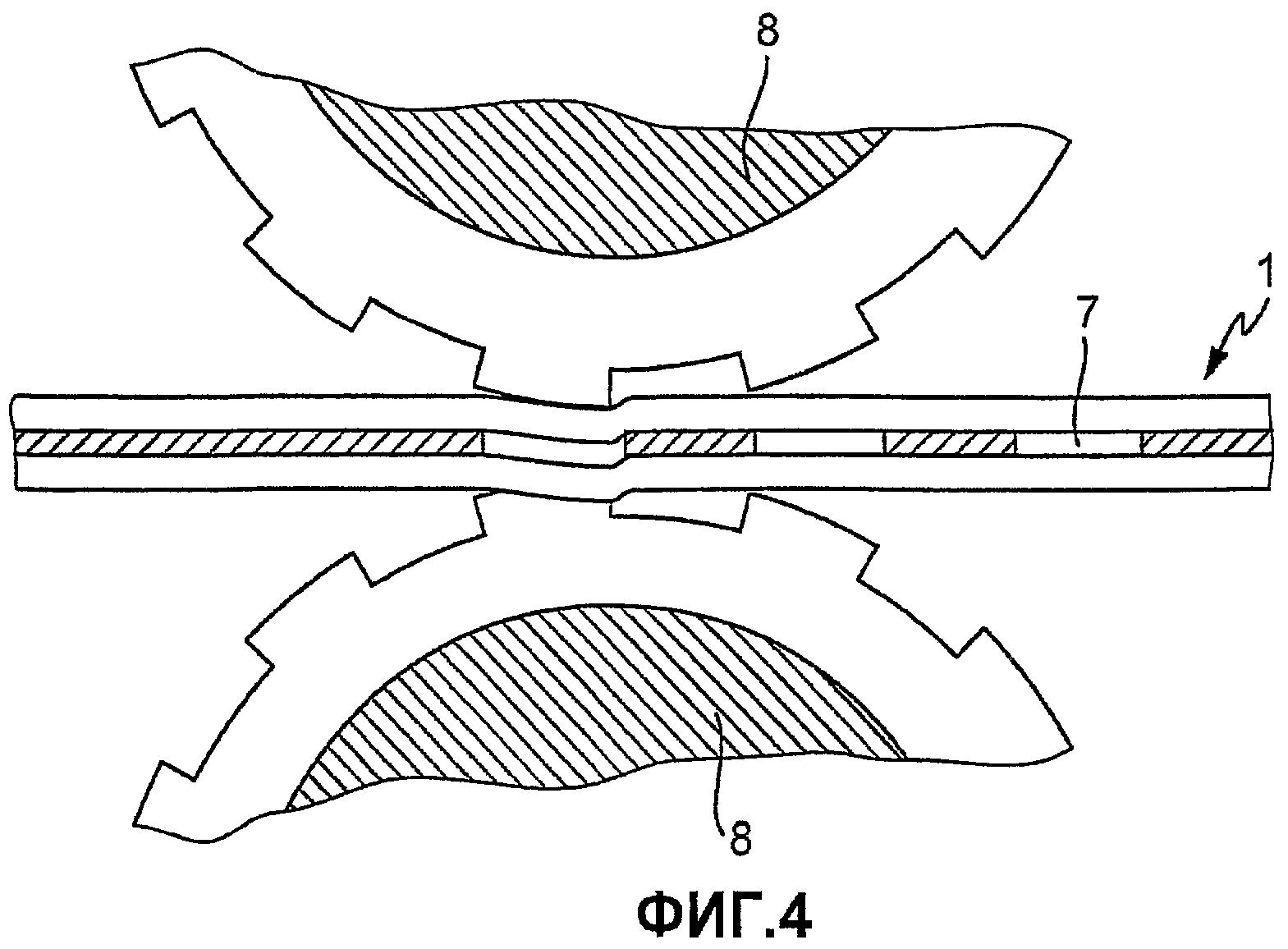
Фиг.4 - вид сбоку предмета на фиг.3,
Фиг.5 - разрез проволочной ленты в области надреза, лишь в частичном изображении,
Фиг.6 - разрез проволочной ленты в области надреза в проволочной ленте, U-образно согнутой, для применения в качестве канцелярских скрепок для различных примеров выполнения,
Фиг.7 - поперечное сечение отдельных проволочных нитей, снабженных покрытием.
Представленная в чертеже система служит для изготовления проволочной ленты 1, состоящей из большого числа расположенных параллельно друг другу проволочных нитей 2.
При этом вначале металлическую ленту для образования проволочных нитей 2 предварительно надрезают с одной или с обеих сторон способом, не показанным более подробно, вследствие чего получаются проволочные нити 2, которые - как показано на фиг.1 - еще связаны перемычками 3.
Для последующего преобразования перемычек 3 в тонкие, легко отделяемые друг от друга и при отделении образующие гладкие и содержащие мало или совсем не содержащие заусенцев разделительные поверхности разделительные перемычки проволочную ленту подвергают согласно фиг.2 процессу многократной гибки, при котором каждая перемычка подвергается многократной деформации путем изгиба вокруг ее продольной оси с помощью верхнего валка 5 и нижнего валка 6. Благодаря этому в области перемычек 3 образуются усталостные трещины, вследствие чего возникает разделительная перемычка, в дальнейшем легко разделяемая.
Надрезание - как можно видеть из чертежей - осуществляется предпочтительно в виде V-образного надреза 4, причем угол W надрезания может составлять 30°-120°. Предпочтительным при этом, как также можно видеть из чертежей, является угол W надрезания приблизительно 60°.
Толщина перемычки 3 может при этом составлять 20%-95% толщины ленты 1, причем это зависит, в частности, от пластичности материала. Как правило, глубина надрезания выбирается такой, чтобы в области перемычки 3 была почти исчерпана способность материала к деформации.
Процесс многократной гибки включает в себя одностороннюю или также двустороннюю относительно плоскости проволочной ленты 1 многократную деформацию изгиба, как это показано на фиг.2. Для этого, по мере необходимости, множество состоящих соответственно из верхнего валка 5 и нижнего валка 6 валковых систем располагают друг за другом в направлении перемещения проволочной ленты 1.
Многократная деформация изгиба перемычек 3 на угол B изгиба может при этом осуществляться соответственно на одинаковую величину угла; но точно так же существует возможность многократной деформации изгиба перемычек 3 соответственно на угол увеличивающейся или уменьшающейся величины. Также этот выбор должен соответственно определяться свойствами применяемого материала ленты. Обычно при этом многократная деформация изгиба перемычек 3 осуществляется на угол, который меньше угла W надрезания. В качестве исходного материала используется при этом выполненная в форме ленты заготовка из металла, для чего предлагается, в частности, металлический материал на основе высококачественной (инструментальной) стали, на основе железа, на основе меди или на основе алюминия. Возможно при этом, в частности, также использование металлических лент с покрытием, в частности, оцинкованных или покрытых медью железных лент. При этом, в частности, оказалось предпочтительным, если в качестве металлического материала предусмотреть материалы, которыми для соответствующих групп материалов достигаются особенно высокие прочностные свойства при прокатке.
В отношении возможности последующего разделения отдельных проволочных нитей 2 разделительные перемычки 3 могут уже иметь возникающие в продольном направлении местные прорывы 7. Для их получения может быть предусмотрено валковое устройство согласно фиг.3 и 4, с помощью которого благодаря лишь незначительным противоположно направленным отклонениям расположенных рядом друг с другом нитей 2 достигается излом разделительной перемычки. Благодаря соответствующей форме этих разделительных валков 8 согласно фиг.3 и 4 положение зон разделения и остатков 9 разделительных перемычек может приводиться в соответствие с теми или иными требованиям, которые существуют, например, в отношении заготовки для канцелярских скрепок. Это подробно показано на фиг.4.
На фиг.5 представлен возможный результат обработки перемычки 3 после проведенного процесса многократной гибки и после описанных только что местных процессов разделения. Область «a» обозначает при этом две зоны частичного излома, которые были произведены в результате процесса многократной гибки. Область «c», напротив, показывает области, в которых остаточная перемычка уже местами была разделена, а также - воспроизведено штрихпунктирными линиями - сохранившиеся остатки 9 разделительных перемычек.
В дополнение к этому фиг.6 показывает примеры заготовок для канцелярских скрепок, в которых может быть рекомендовано образование разделенных местами остаточных перемычек и сохранившихся остаточных перемычек.
В случае описанных металлических лент верхняя и нижняя сторона проволочных нитей 2 может быть покрыта относительно равномерным по толщине 10 слоем; вопреки этому узкие стороны проволочных нитей 2 в области надрезов 4 имеют снижающуюся в направлении зоны разрушения толщину слоя, в то время как собственно сама зона разрушения не имеет покрытия. Это показано на примере отдельной проволочной нити на фиг.7.
Система также не показанным в чертеже образом, в остальном, может быть выбрана такой, чтобы нити 2 в проволочной ленте 1 имели различную ширину. В общем, однако, ширина нитей в проволочной ленте будет одинаковой.
Наконец, существует также не показанная более подробно на чертежах возможность того, что заданная сначала исходным материалом, по существу, прямоугольная форма проволочных нитей 2 соответственно преобразуется за пределами области надрезов в зависимости от цели применения.
Реферат
Изобретение относится к машиностроению и может быть использовано при производстве, например, канцелярских скрепок. Способ изготовления проволочной ленты из металла, состоящей из расположенных параллельно друг другу проволочных нитей, включает сначала предварительное надрезание либо с одной, либо с обеих сторон металлической ленты для образования проволочных нитей, вследствие чего возникают проволочные нити, соединенные перемычками. Для последующего преобразования перемычек в тонкие, легко отделяемые друг от друга и при отделении образующие гладкие и не содержащие заусенцев разделительные поверхности, разделительные перемычки, проволочную ленту подвергают процессу многократной гибки. При этом каждую перемычку подвергают многократной деформации изгиба вокруг своей продольной оси таким образом, что в области перемычек вследствие усталостного разрушения возникают трещины, за счет чего образуется разделительная перемычка. Упрощается процесс изготовления, повышается качество. 2 н. и 20 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления скобы из полосы плоского материала и устройство для производства скобы
Комментарии