Способ изготовления скобы из полосы плоского материала и устройство для производства скобы - RU2138357C1
Код документа: RU2138357C1
Чертежи







Описание
Данное изобретение касается способа изготовления скобы из полосы плоского материала, а также устройства для производства скобы.
Многие промышленные изделия, имеющиеся в настоящее время на рынке, содержат элементы, которые закрепляются скобами или подобными скобам зажимами. При изготовлении таких изделий при помощи технологий массового производства необходимо вводить скобу или скобы в процессе в единичной форме и затем закреплять изделия в некоторой точке производственного процесса, где имеет место загибание скобы.
Обычно скобы изготовляют и упаковывают в единичной форме в месте, удаленном от процесса сборки. Затем скобы передают к месту сборки и подают в линию сборки по одной для присоединения изготовленного изделия. Чтобы ввести скобы в процесс производства, они могут, например, быть вложенными в вибрирующую камеру или другое эффективное средство для выравнивания их в форму, в которой они могут быть введены по одной в последующую операцию загибания. Другой общепринятый способ введения скоб в процесс производства предусматривает, конечно, длинные обоймы из 50-200 скоб, в которых независимые скобы были предварительно покрыты вместе лаком. Такие длинные обоймы скоб традиционно применялись в ручных сшивателях, таких, какие применяются для соединения страниц деловых и коммерческих документов.
Было обнаружено, что при упаковке, транспортировке и последующей подаче таких длинных обойм скоб или при перемешивании скоб, таком, какое имеет место в вибраторных устройствах, скобы могут деформироваться или становиться непригодными для применения в процессе сборки, из-за требуемого манипулирования скобами перед операцией загибания. Поэтому в процессе, описанном выше, существует проблема порчи, поскольку многие скобы не пригодны для применения в последующей операции загибания.
Кроме того, известен способ изготовления скобы из полосы плоского материала, включающий стадии штамповки полосы плоского материала, включающий стадии штамповки полосы плоского материала для образования ряда взаимосвязанных заготовок скоб в плоской форме, формирование катушки из вышеуказанной плоской полосы заготовки скоб для хранения до последующих стадий отрезания и применения скобы, последующее разматывание катушки обрезания скобы в плоской форме и сгибание ее вокруг штампа в U-образную форму (см. патент США N 2174.708, Н.кл. 227.86, 1939).
Недостатком известного способа является то, что заготовки скоб в плоской форме не расположены между непрерывными наружными краями полосы (края полосы имеют острые выступы).
Целью изобретения является создание способа изготовления зажима или скобы, при котором этот зажим или скобу сначала подвергают начальному процессу формования, когда она находится в форме полосы, и затем отрезают от полосы перед введением в процесс производства, при этом каждая плоская заготовка скобы расположена между непрерывными наружными краями полосы.
Еще одной целью изобретения является создание устройства для производства ряда зажимов или скоб в форме полосы, которое позволяет получать плоскую заготовку, в которой скобы расположены между непрерывными наружными краями полосы.
Вышеупомянутые цели станут более понятны по мере дальнейшего описания и достигаются путем изготовления скобы, которое включает в себя стадии штамповки полосы плоского материала для образования ряда взаимосвязанных заготовок скоб в плоской форме, формования катушки из вышеуказанной плоской полосы заготовок скоб для хранения до последующих стадий отрезания и применения скобы, последующее разматывание катушки, обрезание скобы в плоской форме и сгибание ее вокруг штампа в U-образную форму. При этом согласно изобретению разматывают полосу плоского материала из первой катушки перед штамповкой и затем подвергают штамповке полосу плоского материала с удалением частей полосы для образования ряда взаимосвязанных скоб, при этом каждая плоская заготовка скобы расположена между непрерывными наружными краями полосы.
Устройство для изготовления скоб состоит из средства для подачи полосы плоского материала в устройство, выполненное в виде катушки и первого штамповочного средства для удаления частей полосы для образования ряда взаимосвязанных скоб в плоской форме вдоль длины этой полосы. Устройство имеет второе штамповочное средство для отрезания от полосы по меньшей мере одной из скоб, и штамп, на котором прессуется скоба для образования U-образной скобы из плоской скобы. Первое штамповочное средство, в основном, содержит множество штампов с промежутками между ними вдоль полосы, причем каждый из штампов формирует по меньшей мере одну сторону скобы в плоской форме, и штамп имеет форму сплошного рельса для поддержания скоб выровненными при выходе скоб из устройства.
На представленных в описании чертежах показан иллюстративный вариант изобретения, из которого будет более понятны его отличительные признаки и преимущества.
Фиг. 1 является схематичной вертикальной проекцией, показывающей начальные стадии в процессе формования плоской скобы согласно данному
изобретению;
фиг. 2 является схематичной вертикальной проекцией, подобной фиг. 1, показывающей дальнейшие стадии формования плоской скобы после стадий, показанных на фиг. 1;
фиг. 3
является видом сверху плоского исходного материала во время процесса, показанного в фиг. 1;
фиг. 4 является фрагментарной вертикальной проекцией, частично в разрезе, показывающей устройство,
используемое в начальных стадиях формования плоской скобы;
фиг. 5 является видом сверху, подобным фиг. 3, взятым вдоль линии V-V фиг. 1, показывающим плоский исходный материал, примененный в
дальнейших стадиях формования скоб, изображенных в фиг. 2;
фиг. 6 является фрагментарной боковой вертикальной проекцией, показывающей устройство, используемое в дальнейших стадиях формования
плоской скобы, показанной в фиг. 2;
фиг. 7 является фрагментарной передней вертикальной проекцией, показывающей устройство фиг. 6 в одном режиме работы;
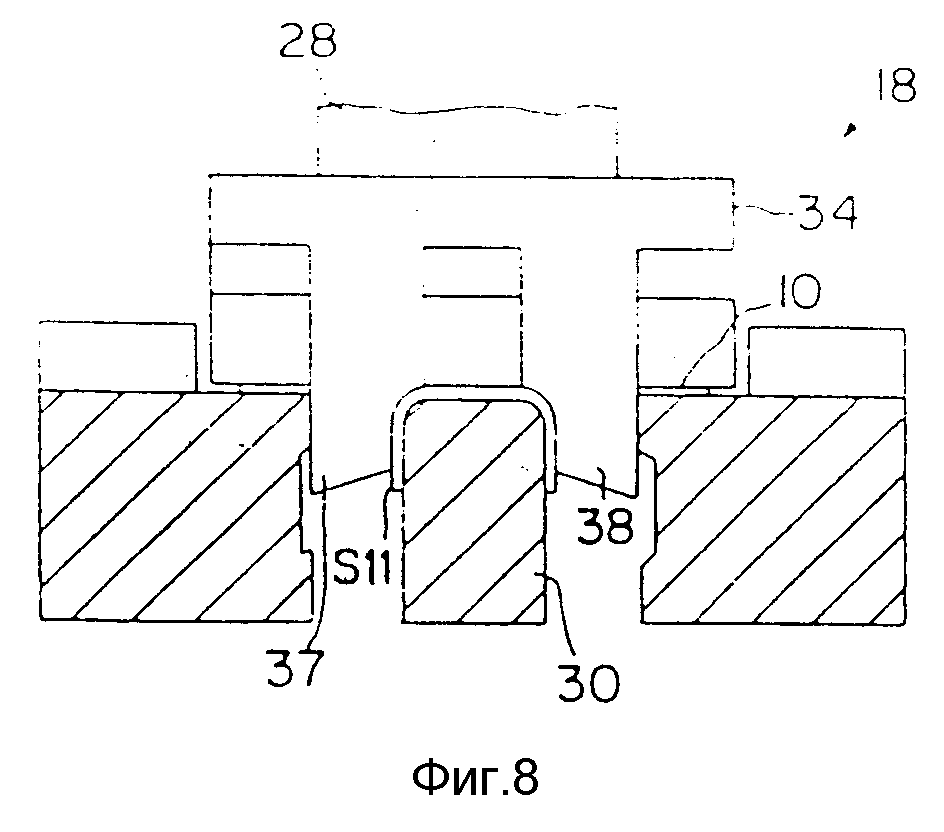
фиг. 8 является фрагментарной
передней вертикальной проекцией, подобной фиг. 7, показывающей устройство фиг. 6 и 7 во втором режиме работы;
фиг. 9 является видом сверху плоского исходного материала, показывающим детали
процесса, производимого устройством фиг. 6-8;
фиг. 10 является видом, показывающим скобы, изготовленные в соответствии с данным изобретением; и
фиг. 11 является боковой вертикальной
проекцией, показывающей скобы фиг. 10.
На фиг. 1 и 2, схематично показан процесс изготовления скобы 11, в котором полоса 10 из плоского материала находится на первой катушке 12, причем полоса 10 движется через первое штамповочное средство, такое как первое рабочее место 14, и затем сматывается на вторую катушку 16.
Как показано в фиг. 2, катушку 16 затем переводят при помощи средства транспортировки, такого как колесная машина, или вагонетка, туда, где скобы должны быть введены в процесс производства, и катушку подают через второе штамповочное средство, такое, как второе рабочее место 18. Здесь скобы 11 отдельно формуют, отрезают от полосы 10 и загибают вокруг изделий, которые должны быть скреплены скобой. Полоса 10 в данном варианте изобретения сделана из алюминия толщиной около 0,0381 см, однако, следует понимать, что для удовлетворения конкретных требований можно использовать другие материалы различной толщины.
Для детального представления процесса на рабочем месте 14 следует обратиться к фиг. 3 и 4, где показано, что листоштамповочный пресс снабжен множеством штампов 20, в количестве шести, которые скомбинированы с шестью парами направляющих стержней 22. Штампы 20 и направляющие стрежни 22 одновременно приводят в контакт с полосой 10 и заставляют их проходить через полосу 10 при ее постоянно нарастающей подаче через листоштамповочный пресс 19. На фиг. 3 и 4 работа штамповочного пресса показана в четырех отдельных областях 1-2, 2-3, 3-4 и 4-5 полосы 10. С полосой 10 в указанном положении штампы 20 продвигаются через материал полосы для формования по меньшей мере одной стороны скобы 11, и одновременно штампы 20 в области 3-4 формуют по меньшей мере одну сторону скобы 11 при их прохождении через материал. Направляющие стержни 22 служат для стабилизации материала в областях как 2-3, так и 4-5 при осуществлении штамповочного процесса. Затем полосу перемешивают вперед на величину, эквивалентную расстоянию области 1-2, которое равно расстоянию каждой из областей 2-3, 3-4 и 4-5, и штампы 20 штампуют материал из полосы 10, образуя стороны нового ряда скоб, в то время как направляющие стержни 22 в области 2-3 удерживают эти штампованные части, прежде расположенные в области 1-2. Штампы 20 в области 3-4 одновременно удаляют материал между отштампованными частями полосы, содержащимися прежде в области 2-3, и образуется ряд плоских скоб. Каждая из скоб в плоской форме удерживается между противоположными краями 24 и 25 полосы 10, тем самым позволяя полосе 10 свертываться в катушку 16, как было описано выше со ссылкой на фиг. 1 и 2. Часть полосы 10 при ее наматывании на катушку 16, показана в фиг. 5, где ряд скоб в плоской форме удерживается между краями 24 и 25 полосы 10.
На фиг. 6-9 показано, что рабочее место 18, которое может быть выгодным образом помещено рядом с место сборки, в которой скобы должны быть применены для прикрепления изделий, содержит формовочный пресс 29, в который подают ряд скоб в плоской форме при удерживании на полосе 10. Формовочный пресс 28, как видно на фиг. 6, содержит сплошной рельсовый элемент 30, режущий штамп 34 и образующую скобу часть того же штампа 34, расположенную выше рельса 30 (как показано в фиг. 7). Штамп 34 расположен выше пути полосы 10 и сбалансирован для действия на полосу 10 при ее нарастающей подаче через формовочный пресс 28. Направляющий элемент 26, который может содержать стержни, подобные стержням 22, помещен в положении вдоль пути полосы 10 до формовочного пресса 34 для того, чтобы способствовать размещению и стабилизации полосы 10 при ее удерживании в прессе 28. Каждый из элементов, образующий штамп 34, формующая скобу часть штампа 34 и направляющий элемент 36 приводятся в действие одновременно, причем они подняты над полосой 10 при ее нарастающей подаче и опущены вниз через полосу во время работы пресса 28.
На фиг. 7-9 показано, что образующая скобы часть штампа 34 содержит пару простирающихся вниз опор 37 и 38 (фиг. 8), которые движутся из положения, показанного на фиг. 7, в положение, показанное на фиг. 8, в котором наружные края опор 37 и 38 эффективно отрезают одну скобу 11 в плоской форме от краевых частей 24 и 25 полосы 10 и после дальнейшего движения в направлении вниз формуют скобу 11 из ее плоского состояния в U-образную форму, соответствующую в конфигурации рельсу 30. Одновременно с движением формующей скобы части штампа 34 вниз, эти краевые части 24 и 25, расположенные спереди формовочного штампа 34, отрезаются режущими кромками штампов 40 и 41 и отводятся в сторону как скрап.
Как показано на фиг. 9, 10 и 11, полоса 10 далее движется последовательно ступенчатым образом через формовочный пресс 28, и скобы 11 удерживаются на рельсе и движутся вдоль рельса 30 к месту, где они применяются в процессе производства для скрепления изделий путем загибания повернутых выше частей скобы вокруг изделий известным образом. Так как катушка 16 (фиг. 2) может содержать, например, по меньшей мере 230000 частично сформованных скоб, каждое рабочее место производства для скрепления изделий путем загибания повернутых вниз частей скобы вокруг изделий известным образом. Так как катушка 16 (фиг. 2) может содержать, например, по меньшей мере 230000 частично сформованных скоб, каждое рабочее место производства, выполняющее функцию закрепления скобами, снабжено относительно непрерывным потоком скоб. В результате машинному оператору не приходится подавать вручную длинные обоймы скоб на рабочее место, и поэтому уменьшаются потребности в рабочей силе. Вибрирующие бункеры, наполненные отдельными скобами, создающие шум для обслуживающего персонала и вызывающие необходимость их содержания, также устранены.
Далее, при использовании вибрирующих бункеров, скобы помещенные в них, вибрируют относительно друг друга и образуют значительные количества металлической пыли, которая поглощается собранными частями и оборудованием, расположенным ниже процесса изготовления скоб. При использовании данного изобретения эти проблемы устраняются.
Путем удерживания скоб в катушечно-связанной плоской форме, пока они не будут перемещены к устройству конечного закрепления скобами, где они сформуются в их конечную U-образную форму на том же рельсе, который перемещает их к конечной операции закрепления скобами, устраняются проблемы, присущие манипулированию U-образными отдельными скобами перед их доставкой к рельсу.
Реферат
Плоский зажим или скобу изготовляют из непрерывной полосы плоского листового материала в форме катушки путем первого штампования промежуточных частей материала между каждой из заготовок, формируемых в отдельную скобу при удерживании заготовок в непрерывной полосе. Эту полосу затем подвергают второму штамповочному процессу, где каждую отдельную скобу отрезают от полосы, формуют в требуемую форму, а избыточный отработанный материал удаляют из непрерывной полосы. Второй штамповочный процесс осуществляется непосредственно рядом с конечной операцией сборки скоб, так что скобы не требуется транспортировать к месту конечной операции закрепления скобами в разделенном виде. Техническим результатом является то, что заготовки скоб в плоской форме расположены между непрерывными наружными краями и не имеют острых углов. 2 с. и 2 з.п. ф-лы, 11 ил.

Комментарии