Способ резания с использованием штамповочного пресса - RU2690384C1
Код документа: RU2690384C1
Чертежи















Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу резания, в котором используется штамповочный пресс для обрезки и резания обрабатываемой заготовки, состоящей из первого металлического листа и второго металлического листа, соединенных сварным швом, таким образом, чтобы резание выполнялось через сварной шов.
Уровень техники
[0002] Резка, например, вырезание детали из тонкого металлического листа или пробивание отверстий в этом листе с использованием пресса, широко применяется при изготовлении электрических устройств, автомобильных компонентов и т.п. из-за того, что она обеспечивает высокую производительность и низкую стоимость механической обработки. Однако, когда такая резка применяется к высокопрочным стальным листам с прочностью на растяжение, превышающей 1000 МПа, существует проблема, заключающаяся в наличии высоких остаточных механических напряжений на торцах вырезанных деталей и вероятности возникновения трещин из-за водородного охрупчивания (также называемого «сезонным растрескиванием» или «замедленным разрушением»), кроме того, происходит ухудшение усталостных свойств.
[0003] Кроме того, известно, что при резке обрабатываемой заготовки, состоящей из металлических листов одного или разных типов, соединенных при помощи сварки, ухудшаются стойкость к водородному охрупчиванию и усталостные свойства на поверхностях реза в сварном шве и зоне термического влияния (ниже называемой «ЗТВ»).
[0004] После вырезания детали из обрабатываемой заготовки на ее торцевых поверхностях имеются утяжка, возникшая при давлении на эту заготовки пуансона, поверхность реза, возникшая при затягивании этой заготовки в промежуток между пуансоном и матрицей (ниже просто называемый «зазором») и являющаяся локальной, поверхность разрушения, возникшая при частичном разрушении этой заготовки во время возникновения поверхности реза, и заусенец, возникший на задней поверхности детали, вырезанной из этой заготовки.
[0005] Обычно зазор и форму инструмента выбирают таким образом, чтобы обеспечить требуемый размер утяжки, поверхности реза, поверхности разрушения и заусенца на торцевых поверхностях вырезанной детали, либо улучшить свойства торцевых поверхностей после обработки, связанные с формуемостью при создании фланцев путем вытяжки, усталостными свойствами, стойкостью к водородному охрупчиванию и т.п.
[0006] Например, в опубликованной заявке на патент Японии (JP-A) № 2006-224151 (ниже называемой «Патентным документом 1») указано, что можно уменьшить деформационное упрочнение и остаточные растягивающие механические напряжения, возникающие после обработки на торцевых поверхностях, за счет использования инструментов, имеющих режущие кромки изогнутой формы, где режущая кромка пуансона и/или матрицы имеет выступающую вершину с заранее определенными радиусом кривизны и углом между боковыми поверхностями, и за счет обеспечения зазора 25% или менее.
[0007] Кроме того, в документе «The Proceedings of Japanese Joint Conference for the Technology of Plasticity» («Материалы японской объединенной конференции по вопросам технологии обеспечения пластичности»), volume 63, page 338 (ниже называемом «Непатентным документом 1») указано, что остаточные растягивающие механические напряжения на поверхностях, возникающих при вырезании детали, можно уменьшить за счет выполнения резки в условиях действия высоких сжимающих механических напряжений при отношении зазора к толщине, не превышающем 1%. В документе JP-A № 2014-111283 (ниже называемом «Патентным документом 2») предложен способ пробивания отверстий, позволяющий эффективным образом исключить заусенцы. В этом способе угол между направлением максимальной пластичности и направлением прохождения режущей кромки пуансона, имеющего форму клина, задан не превышающим 10 градусов.
Сущность изобретения
Техническая проблема
[0008] Стойкость к водородному охрупчиванию и усталостные свойства можно улучшить за счет управления процессом резки таким образом, чтобы уменьшить остаточные механические напряжения на поверхностях реза (см., например, Патентный документ 1 и Непатентный документ 1). Однако при выполнении способа, соответствующего Патентному документу 1, трудно получить после вырезания детали торцевые поверхности, имеющие неизменные характеристики. А именно, в случаях, когда пуансон имеет геометрию с прямолинейной режущей кромкой, вероятно возникновение трещин в сварных швах и зонах термического влияния, в этих областях на поверхностях реза остаточные механические напряжения являются высокими, а пластичность и ударная вязкость являются низкими.
[0009] В то же время, в случаях, когда отношение зазора к толщине не превышает 1%, как в способе, соответствующем Непатентному документу 1, при небольшом смещении пуансона возникают задиры. Кроме того, существует проблема, заключающаяся в том, что при изменении зазора, обусловленном износом боковых поверхностей пуансона и матрицы, на поверхностях реза увеличиваются остаточные механические напряжения, и больше нельзя обеспечить достаточное повышение усталостных свойств и стойкости к водородному охрупчиванию.
[0010] Задачей настоящего изобретения является предложить способ резания с использованием штамповочного пресса, позволяющий уменьшить остаточные механические напряжения на поверхностях реза в сварном шве и/или зоне термического влияния, имеющихся в обрабатываемой заготовке.
Устранение проблемы
[0011] Способ резания с использованием штамповочного пресса, соответствующий первому аспекту настоящего изобретения, применяют для обрабатываемой заготовки, состоящей из первого металлического листа и второго металлического листа, соединенных сварным швом, и имеющей зону термического влияния вокруг сварного шва. Этот способ резания включает следующие этапы: позиционируют обрабатываемую заготовку относительно пуансона, включающего выступающую часть, которая выступает в направлении этой заготовки дальше, чем плоская часть пуансона, таким образом, чтобы выступающая часть начинала резание в зоне термического влияния и/или сварном шве до того, как плоская часть будет резать обрабатываемую заготовку; и режут обрабатываемую заготовку, перемещая пуансон и матрицу друг относительно друга в месте, где расположена обрабатываемая заготовка, чтобы выполнить резку через сварной шов в этой заготовке.
[0012] Согласно настоящему изобретению, можно уменьшить остаточные механические напряжения на поверхностях реза в сварном шве или зоне термического влияния, имеющихся в обрабатываемой заготовке.
Краткое описание чертежей
[0013] На Фиг.1 приведен схематичный общий вид машины для резания, соответствующей первому примерному варианту.
На Фиг.2 приведен схематичный вид спереди машины для резания, соответствующей первому примерному варианту, если смотреть в направлении Z, показанном на Фиг.1.
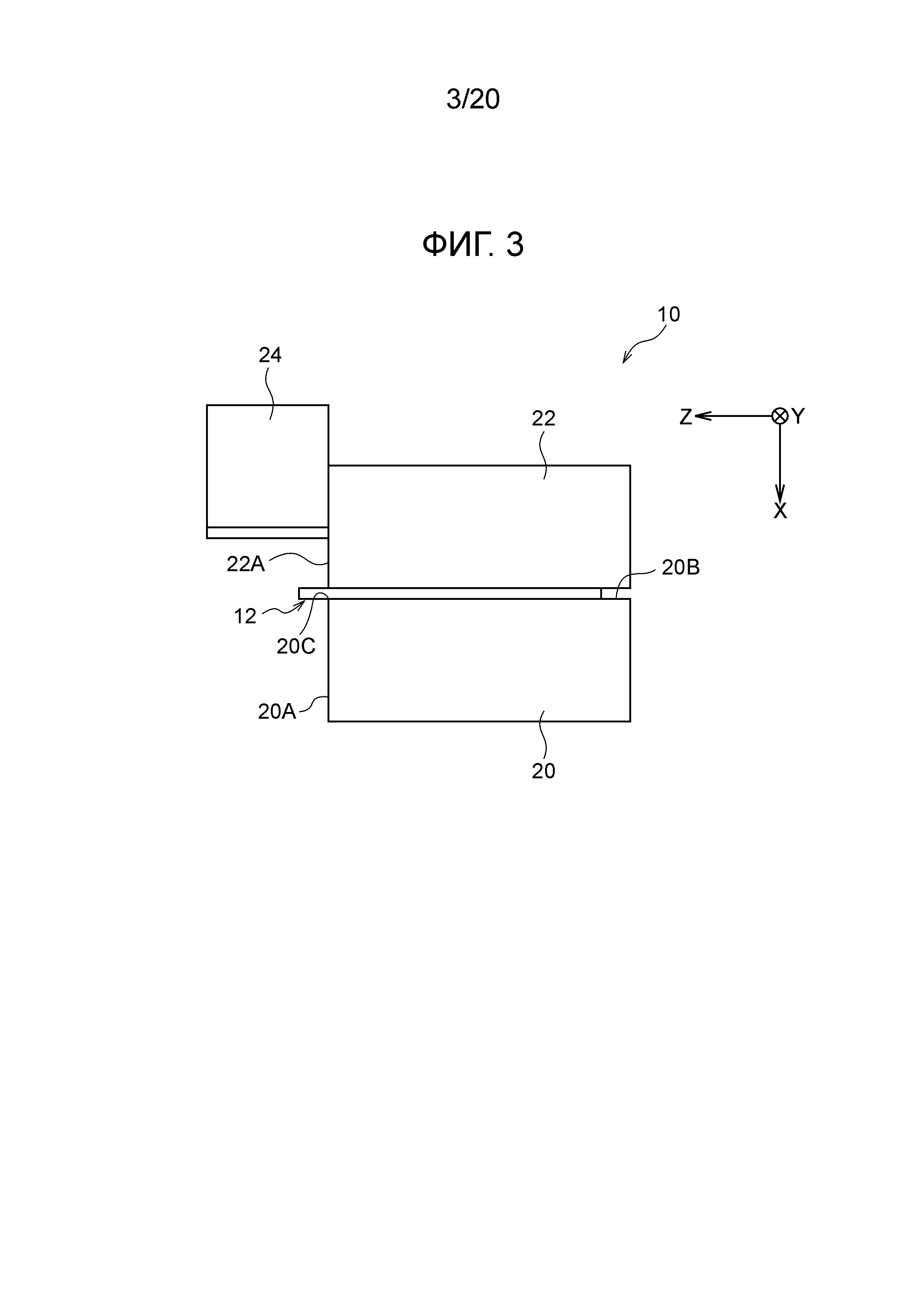
На Фиг.3 приведен схематичный вид сбоку машины для резания, соответствующей первому примерному варианту, если смотреть в направлении Y, показанном на Фиг.1.
На Фиг.4 приведен схематичный вид сверху машины для резания, соответствующей первому примерному варианту, если смотреть в направлении X, показанном на Фиг.1.
На Фиг.5 приведен схематичный вид спереди пуансона, соответствующего первому примерному варианту, если смотреть в направлении Z, показанном на Фиг.1.
На Фиг.6 для описания относительного расположения выступающей части пуансона, соответствующего первому примерному варианту, и обрабатываемой заготовки, в увеличенном масштабе показана часть изображенного на Фиг.5.
На Фиг.7 для описания выступающей части, соответствующей первому примерному варианту, в увеличенном масштабе показана часть изображенного на Фиг.6.
На Фиг.8 приведен схематичный вид сбоку, служащий для описания выступающей части, соответствующей первому примерному варианту, если смотреть в направлении Y, показанном на Фиг.1.
На Фиг.9А приведена схема, аналогичная приведенной на Фиг.6, которая используется для описания позиционирования обрабатываемой заготовки таким образом, чтобы пуансон был смещен в сторону второго металлического листа.
На Фиг.9В приведена схема, аналогичная приведенной на Фиг.6, которая используется для описания позиционирования обрабатываемой заготовки таким образом, чтобы пуансон был смещен в сторону первого металлического листа.
На Фиг.10 приведен схематичный вид спереди, служащий для описания состояния, при котором выступающая часть пуансона, соответствующая первому примерному варианту, выполняет резку в области первой зоны термического влияния, области сварного шва и области второй зоны термического влияния.
На Фиг.11 приведен схематичный вид спереди, служащий для описания состояния, при котором выступающая часть пуансона, соответствующая первому примерному варианту, выполняет резку в области сварного шва и области второй зоны термического влияния.
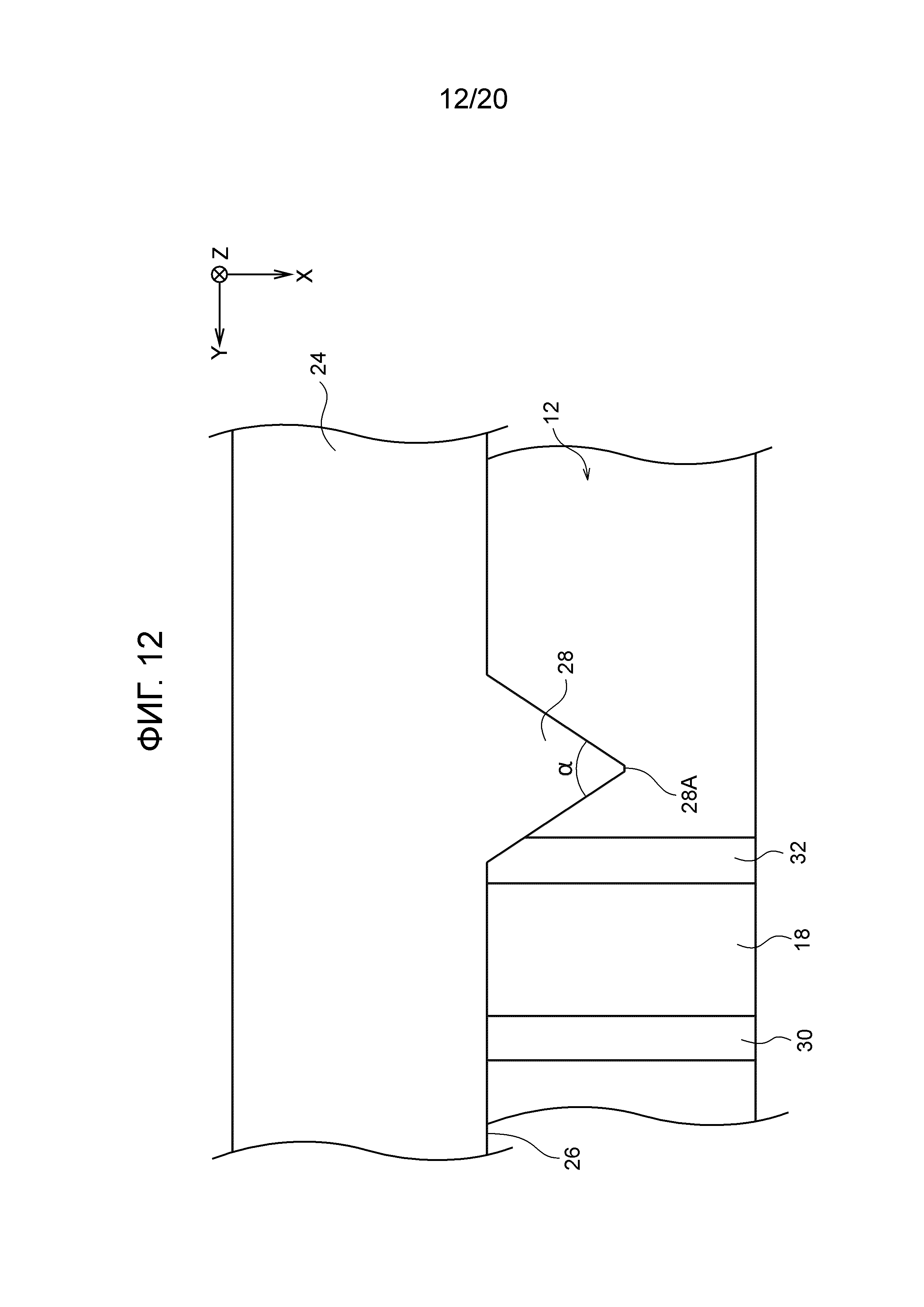
На Фиг.12 приведен схематичный вид спереди, служащий для описания того, как выступающая часть пуансона, соответствующая первому примерному варианту, выполняет резку в области второй зоны термического влияния.
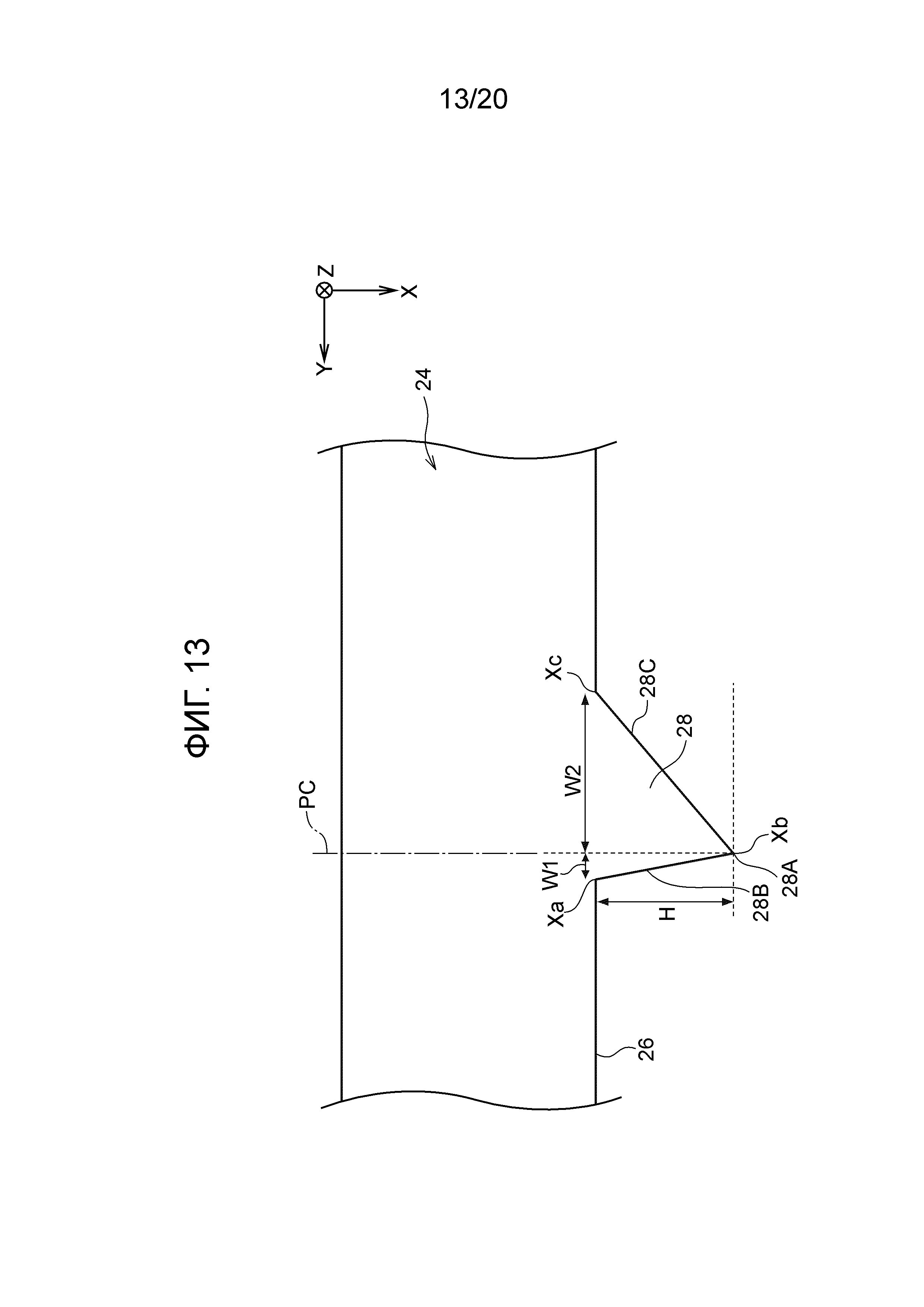
На Фиг.13 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей второму примерному варианту.
На Фиг.14 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей третьему примерному варианту.
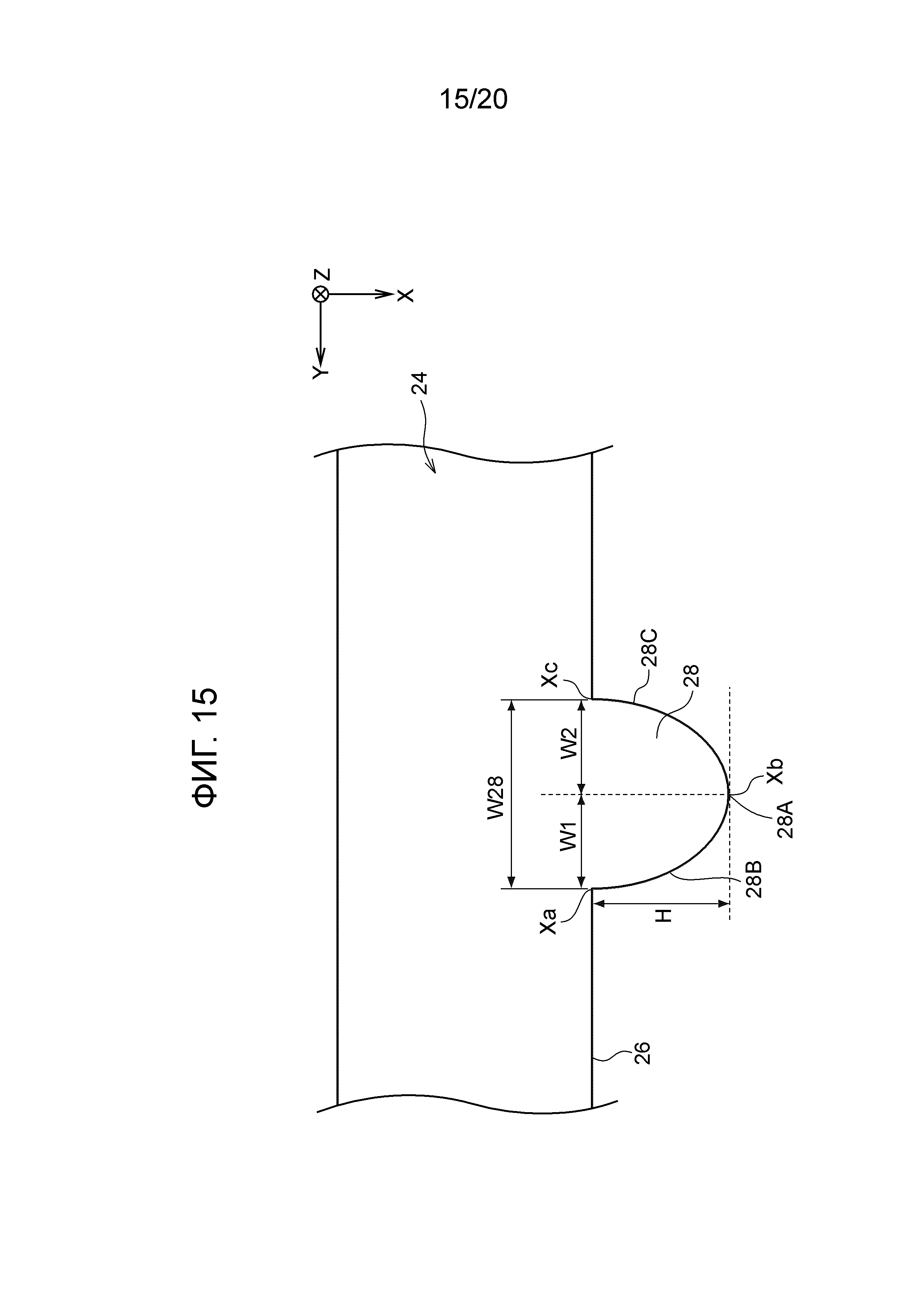
На Фиг.15 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей четвертому примерному варианту.
На Фиг.16 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей пятому примерному варианту.
На Фиг.17 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей шестому примерному варианту.
На Фиг.18 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей седьмому примерному варианту.
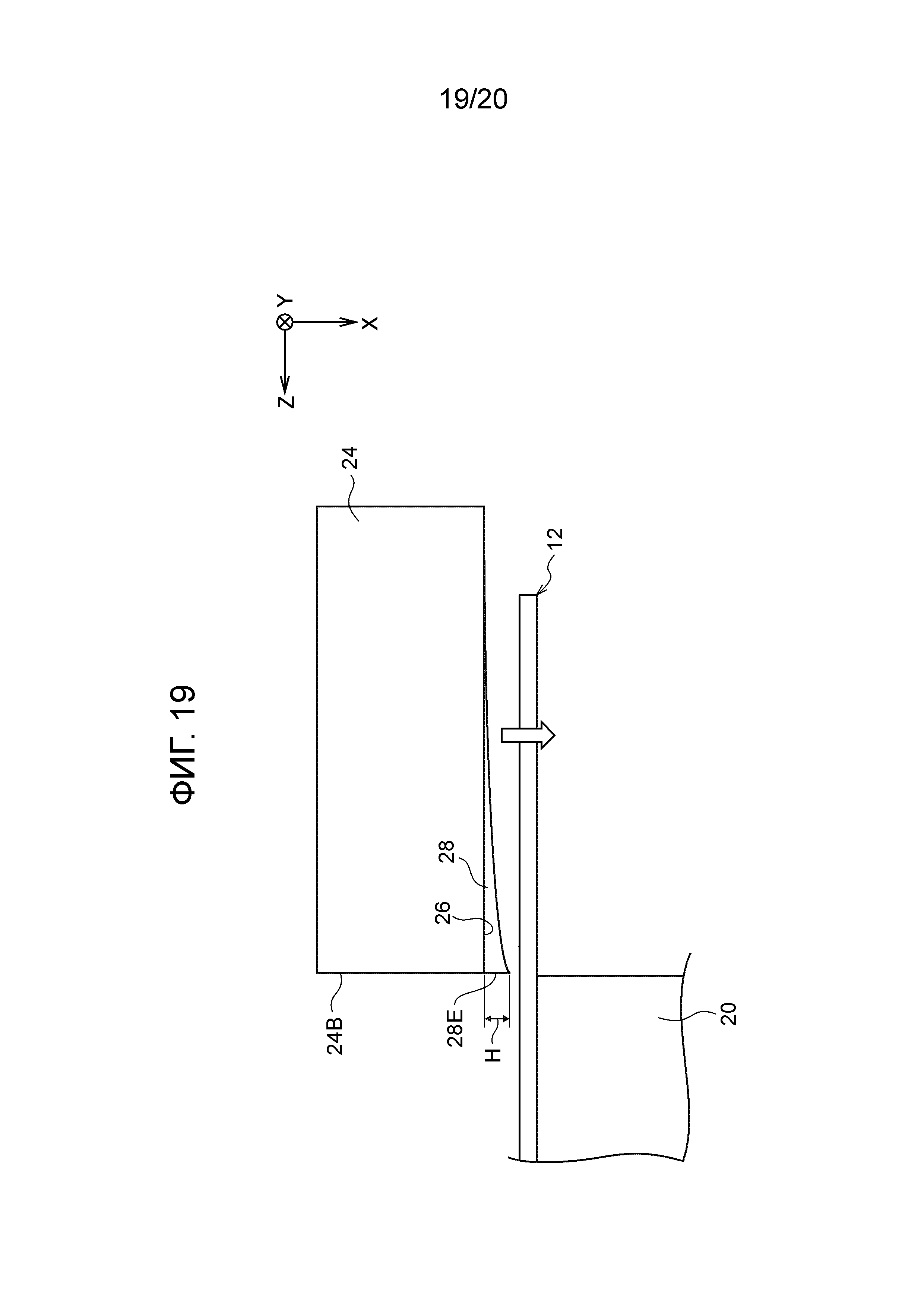
На Фиг.19 приведен схематичный вид спереди, служащий для описания формы выступающей части, соответствующей восьмому примерному варианту.
На Фиг.20 приведен график зависимости остаточных механических напряжений на второй границе от расстояния от центра режущей кромки выступающей части до этой границы.
Подробное описание вариантов осуществления изобретения
[0014] Сначала авторы настоящего изобретения изучили резку обрабатываемой заготовки, состоящей из прокатанных металлических листов двух разных типов, которые сварены вместе, с использованием плоского пуансона и матрицы, и изучили остаточные механические напряжения на поверхностях реза. В результате было обнаружено, что в областях сварных швов и зон термического влияния оставались остаточные растягивающие механические напряжения, аналогичные этим напряжениям в других областях (основных областях) или превышающие их.
[0015] В областях сварных швов и зон термического влияния в результате ввода тепла во время сварки увеличился размер кристаллических зерен, а также снизились пластичность и ударная вязкость. Соответственно имелась опасность легкого возникновения трещин на поверхностях реза, если на таких поверхностях (поверхностях, возникших при вырезании деталей) в результате резки остаются растягивающие механические напряжения. Таким образом, можно не допустить возникновения трещин на поверхностях реза, в том числе, из-за водородного охрупчивания, если уменьшить растягивающие механические напряжения, остающиеся на поверхностях реза, находящихся по меньшей мере на части площади сварных швов или зон термического влияния.
[0016] Затем авторы настоящего изобретения обнаружили, что можно эффективным образом не допустить возникновения трещин, в том числе, из-за водородного охрупчивания, если создать выступающую часть, которая выступает от пуансона, и выполнять резку обрабатываемой заготовки, вводя выступающую часть в область, где находится по меньшей мере часть сварного шва или зоны термического влияния в обрабатываемой заготовке, до введения плоской части. Далее описан способ резания с использованием штамповочного пресса, позволяющий реализовать это открытие на практике.
[0017] Первый примерный вариант
Далее со ссылкой на чертежи описан первый примерный вариант.
[0018] На Фиг.1 показана машина 10 для резания, предназначенная для выполнения способа резания с использованием штамповочного пресса, соответствующего данному примерному варианту. На Фиг.2 показана передняя поверхность машины 10 для резания, изображенной на Фиг.1. На Фиг.3 показана боковая поверхность машины 10 для резания, изображенной на Фиг.1. Кроме того, на Фиг.4 показана верхняя поверхность машины 10 для резания, изображенной на Фиг.1. На Фиг.5 показана передняя поверхность пуансона 24. На каждом из этих чертежей ось Х, ось Y и ось Z представляют собой взаимно перпендикулярные оси.
[0019] Машина 10 для резания, например, та, которая показана на Фиг.1 - Фиг.5, представляет собой устройство, предназначенное для резки листовой обрабатываемой заготовки 12 с использованием пуансона 24 и матрицы 20. Отметим, что с целью облегчения рассмотрения более подробно конструкция машины 10 для резания будет рассмотрена позднее. Обрабатываемая заготовка 12, которую нужно резать, например, как показано на Фиг.2, представляет собой металлическую листовую заготовку, состоящую из первого металлического листа 14 и второго металлического листа 16, которые были получены в результате формования путем прокатки, и их примыкающие части были соединены при помощи сварки. В области примыкания первого металлического листа 14 и второго металлического листа 16 возник сварной шов 18. Вокруг сварного шва 18 возникли зоны 30, 32 термического влияния (с обеих сторон от этого шва в направлении Y). С целью облегчения рассмотрения более подробно конфигурация сварного шва 18 и зон 30, 32 термического влияния будет рассмотрена позднее.
Для сварки примыкающих частей, например, можно применять сварку плавлением, такую как дуговая сварка и т.п., сварку с применением давления, такую как сварка сопротивлением, которая включает стыковую сварку с осадкой и стыковую сварку оплавлением.
[0020] При получении обрабатываемой заготовки 12 нет ограничений на то, каким образом, свариваются примыкающие части, и, например, обрабатываемая заготовка 12 может представлять собой металлическую пластину, состоящую из первого металлического листа 14 и второго металлического листа 16, которые соединены при помощи различных способов соединения, например, роликовой сварки с раздавливанием кромок, фрикционной сварки и т.п.
Кроме того, вне зависимости от способа сварки, первый металлический лист 14 и второй металлический лист 16 могут быть изготовлены из металла одного типа или разных типов. Заказные сварные заготовки (TWB), состоящие из металлических листов разных типов, соединенных при помощи сварки, представляют собой заготовки для штамповки, которые изготавливаются на заказ с требуемыми прочностью, коррозионной стойкостью и т.п.
[0021] Исходные материалы для обрабатываемой заготовки 12 не ограничиваются стальным листом и, например, могут включать железо, медь, цинк, олово, алюминий, титан, магний и сплавы на их основе. При этом толщина Т12 обрабатываемой заготовки 12 конкретным образом не ограничивается, пока эта толщина позволяет выполнять резку. Кроме того, толщина первого металлического листа 14 и второго металлического листа 16 может различаться.
[0022] Отметим, что в случае холодной резки толщина Т12 обрабатываемой заготовки 12 предпочтительно не превышает 6,0 мм по соображениям сохранения точности размеров изделия. В частности, толщина Т12 обрабатываемой заготовки 12 предпочтительно не превышает 3,0 мм в случаях, когда требуется высокая степень точности размеров изделия.
Однако, если толщина Т12 обрабатываемой заготовки 12 является слишком маленькой, нельзя обеспечить соединение при помощи сварки в устойчивом режиме, поэтому толщина Т12 обрабатываемой заготовки 12 предпочтительно составляет 0,1 мм или более. Кроме того, более предпочтительно, чтобы толщина Т12 составляла 0,5 мм или более.
[0023] Обрабатываемая заготовка 12, например, применяется в автомобилях, потребительских электротехнических товарах, строительных конструкциях, судах, мостах, строительной технике, различных установках или тому подобном.
[0024] Кроме того, в качестве примера обрабатываемой заготовки 12 можно привести холоднокатаные листы и т.п., из которых в результате резки с использованием пресса, выполняемой с целью вырезания деталей или пробивания отверстий, получают детали, в которых затем увеличивают отверстия или создают отогнутые фланцы.
[0025] Как показано на Фиг. 6, в обрабатываемой заготовке 12 возникают сварной шов 18 и зоны 30, 32 термического влияния, которые описаны выше. Сварной шов 18 - это область, в которой материал первого металлического листа 14 и второго металлического листа 16 сначала расплавился, затем повторно кристаллизовался. Зоны 30, 32 термического влияния представляют собой места обрабатываемой заготовки, где не происходило плавления под действием тепла, вводимого при создании сварного шва 18, но где возникли изменения в составе металла, механических свойствах и т.п.(см., например, стандарт JIS для сварочной терминологии (JIS Z 3001 по. 11202)).
[0026] С целью облегчения рассмотрения, в данном примерном варианте зона термического влияния в первом металлическом листе 14, находящаяся со стороны S1 от сварного шва 18, называется первой зоной 30 термического влияния, и зона термического влияния во втором металлическом листе 16, находящаяся со стороны S2 (другой стороны) от этого шва, называется второй зоной 32 термического влияния.
[0027] Обозначим положение по оси Y торца 12А, находящегося на стороне S1 обрабатываемой заготовки 12, как Х0, и расстояние от положения Х0 до первой границы 34 между первой зоной 30 термического влияния и сварным швом 18 как XI. Кроме того, обозначим расстояние от положения Х0 до второй границы 36 между второй зоной 32 термического влияния и сварным швом 18 как Х2.
[0028] Далее будет подробно описана конструкция машины 10 для резания. Машина 10 для резания, например, как показано на Фиг.1 - Фиг.4, включает матрицу 20, имеющую форму прямоугольного параллелепипеда. Обрабатываемую заготовку 12 помещают на верхнюю поверхность матрицы 20. Выше матрицы 20 расположен ограничитель 22. Ограничитель 22 также выполнен в форме прямоугольного параллелепипеда, по существу, аналогичной форме матрицы 20. Ограничитель 22 установлен таким образом, что передняя поверхность 22А, обращенная в направлении по оси Z, находится, если смотреть в направлении по оси Z, в той же плоскости, что и передняя поверхность 20А матрицы 20. Ограничитель 22 поднимают или опускают, например, при помощи механизма для подъема и опускания, который на чертежах не показан, и фиксируют таким образом, чтобы он прижимал сверху обрабатываемую заготовку 12, которая установлена на верхней поверхности матрицы 20.
[0029] Пуансон 24 находится со стороны передней поверхности 22А ограничителя 22. Пуансон 24 выполнен в форме прямоугольного параллелепипеда и имеет ширину, измеряемую в направлении по оси Y, которая, по существу, равна ширине ограничителя 22 и матрицы 20. Пуансон 24 при помощи приводного механизма, который на чертежах не показан, перемещается в направлениях вверх и вниз, параллельных оси Х, вдоль передней поверхности 22А ограничителя 22 и передней поверхности 20А матрицы 20. То есть, пуансон 24 выполнен с возможностью отрезания части обрабатываемой заготовки 12, выступающей из матрицы 20, в ходе резки, выполняемой при помощи этих пуансона и матрицы, когда обрабатываемая заготовка 12 зажата между матрицей 20 и ограничителем 22.
[0030] Нижняя, в направлении по оси Х, поверхность пуансона 24 выполнена плоской, как показано на Фиг.5. Эта плоская нижняя поверхность представляет собой плоскую часть 26. В центре плоской части 26, если смотреть по ширине, где направление по ширине является направлением по оси Y (в данном примерном варианте центр указан центральной линией РС на Фиг.7), создана выступающая часть 28, которая выступает в направлении обрабатываемой заготовки 12. Обрабатываемая заготовка 12, например, как показано на Фиг.7 и Фиг.8, установлена на матрице 20, как описано ниже, таким образом, чтобы она находилась ниже плоской части 26, если смотреть в направлении по оси Х. Как показано на Фиг.8, выступающая часть 28 представляет собой выступ, проходящий в направлении сзади вперед, являющемся направлением по оси Z. Отметим, что пуансон 24 может быть снабжен множеством выступающих частей 28.
[0031] Выступающая часть 28, например, как показано на Фиг.7, выполнена в форме клина, таким образом, что ширина W28', измеряемая в направлении по оси Y, постепенно уменьшается в том направлении, в котором эта часть выступает, то есть, в направлении вниз по оси Х, от краев Ха, Хс основания, находящихся на стороне плоской части 26, которые расположены выше, если смотреть в направлении по оси Х. А именно, в сечениях, перпендикулярных направлению перемещения пуансона 24 (направлению по оси Х), площадь поперечного сечения выступающей части 28 постепенно уменьшается, если смотреть в направлении от краев основания, находящихся на стороне плоской части 26, к режущей кромке 28А, находящейся на переднем конце этой выступающей части 28.
[0032] Под формой клина имеется в виду форма лезвия, которое на одном крае имеет большую толщину, и которое постепенно становится тоньше при переходе к другому краю. В данном примерном варианте, режущая кромка лезвия может быть заострена или может быть плоской.
[0033] Выступающая часть 28, выполненная в форме клина, если смотреть в направлении по оси Y, имеет одну поверхность 28В, созданную на одной ее стороне, и другую поверхность 28С, созданную на другой ее стороне. Упомянутые одна поверхность 28В и другая поверхность 28С представляют собой плоские поверхности, которые проходят под наклоном относительно центральной линии РС пуансона, приближаясь к этой линии, от плоской части 26 к вершине Xb. Здесь «центральная линия РС пуансона» представляет собой воображаемую линию, проходящую в направлении по оси Х по центру пуансона 24, определяемому в направлении по оси Y. Кроме того, «вершина Xb» представляет собой область, которая расположена по центру режущей кромки 28А, если смотреть в направлении по оси Y, и через которую проходит центральная линия РС пуансона. Упомянутые одна поверхность 28В и другая поверхность 28С соединены плоской режущей кромкой 28А, находящейся на вершине Xb выступающей части 28.
[0034] Передняя торцевая поверхность 28D выступающей части 28, например, как показано на Фиг.8, создана таким образом, что она является продолжением передней поверхности 24А пуансона 24, которое проходит вниз в направлении по оси Х. Если смотреть на нее в направлении по оси Z, передняя торцевая поверхность 28D имеет форму равнобедренного треугольника (см. Фиг.7), проходящего вниз в направлении по оси Х. Кроме того, аналогичным образом, задняя торцевая поверхность 28Е выступающей части 28 также создана как продолжение задней поверхности 24В пуансона 24. Помимо этого, если смотреть на нее в направлении по оси Z, она имеет форму равностороннего треугольника, проходящего вниз в направлении по оси Х.
[0035] Достаточно всего лишь того, что выступающая часть 28 будет выступать от плоской части 26 по меньшей мере вниз в направлении по оси Х. Благодаря применению такой конфигурации, выступающая часть 28 начинает резать обрабатываемую заготовку 12 до того, как ее будет резать плоская часть 26, как описано ниже. За счет применения такой конфигурации настоящее изобретение позволяет получить преимущество в виде уменьшения остаточных механических напряжений на поверхностях реза.
[0036] Кроме того, чтобы получить преимущество в виде уменьшения остаточных механических напряжений на поверхностях реза, например, как показано на Фиг.7, величина Н выступания выступающей части 28 от плоской части 26 в предпочтительном случае составляет не менее 10% от толщины Т12 обрабатываемой заготовки 12, которую нужно резать (см. Фиг.6). Помимо этого, в более предпочтительном случае величина Н выступания составляет не менее 50% от толщины Т12 обрабатываемой заготовки 12.
[0037] Отметим, что, хотя при большей указанной здесь величине Н выступания обеспечивается большее выгодное уменьшение остаточных механических напряжений на поверхностях реза, по сути, верхний предел величины Н выступания ограничивается, чтобы избежать такой ситуации, что пуансон при его нахождении в верхнем положении будет упираться в установленную обрабатываемую заготовку 12.
[0038] Кроме того, в предпочтительном случае, чтобы предотвратить повреждение режущей кромки 28А, соблюдаются следующие условия. А именно, угол α между упомянутыми одной поверхностью 28В и другой поверхностью 28С выступающей части 28 предпочтительно составляет 10 градусов или более. Это объясняется тем, что имеется опасность концентрации механических напряжений на режущей кромке 28А и ее повреждения в случае, если угол α меньше 10 градусов.
[0039] Кроме того, если принимать во внимание обеспечение концентрации механических напряжений при резке, предпочтительно, чтобы угол α не превышал 170 градусов и, более предпочтительно, не превышал 120 градусов. Более того, еще более предпочтительно, чтобы угол α не превышал 80 градусов.
[0040] Относительное расположение обрабатываемой заготовки 12 и выступающей части 28, а также ширину W28, измеряемую между краем Ха и краем Хс основания выступающей части 28, находящимися на плоской части 26, определяют, как указано ниже.
[0041] Если рассматривать ситуацию, когда вершина Xb приходит в контакт с центральной, в направлении по оси Y, частью сварного шва 18 и начинает выполнять резку в этой части, преимущество в виде уменьшения остаточных механических напряжений на поверхностях реза, получаемых в сварном шве 18 и зонах 30, 32 термического влияния, обеспечивается при соблюдении следующих условий, касающихся относительного расположения обрабатываемой заготовки 12 и выступающей части 28.
[0042] Ширину W28 определяют, исходя из ширины W18 сварного шва 18. Сначала, как показано на Фиг.7, обозначим край Ха основания, находящийся на пересечении упомянутой одной поверхности 28В выступающей части 28 и плоской части 26, как первый край Ха основания, и обозначим край Хс основания, находящийся на пересечении упомянутой другой поверхности 28С выступающей части 28 и плоской части 26, как второй край Хс основания. Кроме того, обозначим расстояние от первого края Ха основания до центральной линии РС пуансона как первую ширину W1 и расстояние от второго края Хс основания до центральной линии РС пуансона как вторую ширину W2. Обозначим сумму первой ширины W1 и второй ширины W2 как ширину W28. В данном примерном варианте ширина W28 больше ширины W18 сварного шва 18, например, как показано на Фиг.6 (W28=(W1+W2) > W18).
[0043] Чтобы сохранить свойства в тех областях торцевых поверхностей реза, которые отличаются от области сварного шва 18, и получить преимущество в виде уменьшения остаточных механических напряжений на этих поверхностях, в предпочтительном случае параметры задают в следующих диапазонах: α < 170 градусов и W28=(W1+W2) < 5 × T12 (Т12 - толщина обрабатываемой заготовки 12). В более предпочтительном случае ширину W28 основания выступающей части 28 задают в пределах такого диапазона, чтобы соблюдались условия: α < 120 градусов и W28=(W1+W2) < 5 × T12 (Т12 - толщина обрабатываемой заготовки 12).
[0044] Режущая кромка 28А, например, как показано на Фиг.7, выполнена плоской. Такая режущая кромка 28А имеет поверхность прямоугольной формы, если смотреть на нее в направлении по оси Х с нижней стороны. Если вершина режущей кромки 28А имеет острый угол, то существует опасность повреждения в виде выкрашивания, возникающего из-за концентрации механических напряжений на этой кромке. Таким образом, режущая кромка 28А сделана плоской, что позволяет предотвратить ее повреждение и защитить пуансон 24.
[0045] Ширина Н28 режущей кромки 28А, измеряемая в направлении по оси Y, в предпочтительном случае составляет не менее 1% от толщины Т12 обрабатываемой заготовки 12 (см. Фиг.6). Задание ширины Н28 на уровне не менее 1% от толщины Т12 предотвращает чрезмерную концентрацию механических напряжений на режущей кромке 28А. В результате это позволяет предотвратить повреждение режущей кромки 28А. Кроме того, ширина W28 основания выступающей части 28 в предпочтительном случае меньше суммы ширины W18, ширины W30 и ширины W32. Задание ширины W28 на таком уровне означает, что, если смотреть по ширине, выступающая часть 28 не перекрывает сварной шов 18 и зоны 30, 32 термического влияния в сумме, когда эта часть выполняет резку обрабатываемой заготовки 12. Это позволяет надежным образом обеспечить преимущество в виде уменьшения остаточных механических напряжений на поверхностях реза по меньшей мере в области сварного шва 18 и зон 30, 32 термического влияния.
[0046] Кроме того, режущая кромка 28А выступающей части 28 может иметь изогнутую форму (скругленную форму), как описано ниже со ссылкой на Фиг.15 и Фиг.16. Создание режущей кромки 28А изогнутой формы предотвращает концентрацию механических напряжений, что позволяет предотвратить повреждение этой кромки.
[0047] Зазор 38, например, как показано на Фиг.8, в том случае, если между задней поверхностью 24В пуансона 24 и передней поверхностью 20А матрицы 20 имеется промежуток, в предпочтительном случае составляет от 0,5% до 25% от толщины Т12 обрабатываемой заготовки 12, что более подробно рассмотрено далее.
[0048] Если зазор 38 меньше 0,5% от толщины Т12 обрабатываемой заготовки 12, то существует опасность повреждения вершины выступающей части 28 в виде выкрашивания, поэтому этот зазор в предпочтительном случае составляет не менее 0,5% от толщины Т12 обрабатываемой заготовки 12. В более предпочтительном случае зазор 38 составляет не менее 1,0% от этой толщины.
[0049] Однако если зазор 38 превышает 25% от толщины Т12 обрабатываемой заготовки 12, то увеличивается искривление этой заготовки, при этом вероятно возникновение заусенца. Соответственно, зазор 38 составляет 25% от толщины Т12 обрабатываемой заготовки 12 или менее. В более предпочтительном случае зазор 38 составляет 15,0% от этой толщины или менее.
[0050] При применении машины 10 для резания с целью выполнения способа резания с использованием штамповочного пресса, который соответствует данному примерному варианту, обрабатываемую заготовку 12 устанавливают на верхней поверхности 20В матрицы 20 и за счет скольжения перемещают в направлении по оси Z таким образом, чтобы отрезаемая часть выдавалась относительно матрицы 20, при этом положение, где будет происходить резка, совмещают с передней кромкой 2°C матрицы 20 (этап установки).
[0051] Когда это делают, сначала, как показано на Фиг.9А, обрабатываемую заготовку 12 позиционируют относительно пуансона 24 таким образом, чтобы первый край Ха основания выступающей части 28 находился ближе к первому металлическому листу 14, чем граница 32А между второй зоной 32 термического влияния, имеющейся во втором металлическом листе 16, и основной областью 16А этого листа. Под «основной областью» в данном примерном варианте понимается область обрабатываемой заготовки 12, на которую не повлияла сварка, а именно, область, находящаяся снаружи относительно зон термического влияния, если смотреть в направлении по оси Y. В результате выступающая часть 28 начинает резать обрабатываемую заготовку 12 по меньшей мере в области одного из следующего: сварного шва 18, зоны 30 термического влияния и зоны 32 термического влияния, перед тем, как плоская часть 26 пуансона 24 будет резать эту заготовку. Отметим, что в данном примерном варианте «начало резания» означает контакт между пуансоном 24 и обрабатываемой заготовкой 12 (возникновение утяжки).
Аналогичным образом, как показано на Фиг.9В, обрабатываемую заготовку 12 позиционируют относительно пуансона 24 таким образом, чтобы второй край Хс основания в этом пуансоне находился ближе ко второму металлического листу 16, чем граница 30А между первой зоной 30 термического влияния и основной областью 14А. То есть, достаточно позиционировать обрабатываемую заготовку 12 относительно пуансона 24 таким образом, чтобы первый край Ха основания или второй край Хс основания находились внутри зоны от границы 30А до границы 32А в обрабатываемой заготовке 12.
[0052] Известно, что при изготовлении множества обрабатываемых заготовок 12 путем сварки металлических листов 14, 16 из одинакового материала и в одинаковых условиях, в этих заготовках ширина сварного шва 18 и зон 30, 32 термического влияния будет, по существу, одинаковой.
[0053] Поэтому для сварного шва 18 и зон 30, 32 термического влияния их положение в направлении по оси Y и ширину можно измерять заранее для репрезентативного образца обрабатываемых заготовок 12, которые нужно резать. Результаты такого измерения могут затем применяться при позиционировании обрабатываемой заготовки 12 в направлении по оси Y относительно выступающей части 28 пуансона 24.
[0054] После такого позиционирования задействуют приводной механизм для опускания пуансона 24 и его перемещения относительно матрицы 20. В результате резку обрабатываемой заготовки 12 выполняют через сварной шов 18 (этап резания). Отметим, что можно перемещать матрицу 20 относительно пуансона 24.
[0055] На этом этапе резания режущая кромка 28А выступающей части 28 приходит в контакт с обрабатываемой заготовкой 12, закрепленной при помощи матрицы 20 и ограничителя 22. Когда это происходит, так как обрабатываемую заготовку 12 заранее позиционировали таким образом, что первый край Ха основания или второй край Хс основания находится между границей 30А и границей 32А в этой заготовке, при опускании пуансона 24 выступающая часть 28 вводится по меньшей мере в одну из следующих областей: зоны 30, 32 термического влияния и сварной шов 18. В результате выступающая часть 28 выполняет резку обрабатываемой заготовки 12 в условиях, когда механические напряжения воздействуют на упомянутые области, включающие по меньшей мере одну из следующих: зоны 30, 32 термического влияния и сварной шов 18. Когда это происходит, из-за концентрации механических напряжений на режущей кромке 28А выступающей части 28 эта кромка входит в обрабатываемую заготовку 12, давя на эту заготовку в направлении вниз по оси Х. Хотя резка в зоне обрабатываемой заготовки 12, контактирующей с выступающей частью 28, происходит за счет механических напряжений, воздействующих со стороны этой части в направлении вниз по оси Х, величина механических напряжений, действующих поблизости от места резки, ограничена, и имеется только небольшая степень пластической деформации. Таким образом, в зонах обрабатываемой заготовки 12, в которых резка выполняется при помощи выступающей части 28, эта резка происходит постепенно в состоянии, когда она сдерживается периферией этой заготовки. В результате замедляется образование трещин из-за пластического разрушения в зонах, контактирующих с выступающей частью 28, при ее прохождении по поверхности, которая возникает в результате резки, и уменьшаются остаточные растягивающие механические напряжения. В таком режиме выступающая часть 28 выполняет резку обрабатываемой заготовки 12 до того, как эту заготовку начнет резать плоская часть 26 пуансона 24.
[0056] Затем, по мере опускания пуансона 24, плоская часть 26 приходит в контакт с обрабатываемой заготовкой 12 и давит на эту заготовку. В результате обрабатываемая заготовка 12 изгибается, деформируясь в направлении вниз под действием механических напряжений, возникающих при оказании такого давления, и в обрабатываемой заготовке 12, находящейся в изогнутом состоянии, выполняется резка при помощи плоской части 26 пуансона 24 и матрицы 20, и эта заготовка разрезается.
[0057] При таком развитии процесса, резка части обрабатываемой заготовки 12 при помощи выступающей части 28 выполняется до того, как плоская часть 26 полностью разрежет эту заготовку при ее прохождении по поверхности, которая возникает в результате резки. Таким образом, если сравнивать с ситуациями, когда обрабатываемую заготовку 12 режут только при помощи плоской части 26 пуансона 24, можно в значительной степени уменьшить растягивающие механические напряжения, остающиеся во время резки по меньшей мере в одной из следующих зон: зонах 30, 32 термического влияния и сварном шве 18. В результате можно не допустить возникновения после резки трещин из-за водородного охрупчивания и усталостных трещин на поверхностях реза.
[0058] Таким образом, например, даже в случае высокопрочных стальных листов с прочностью на растяжение, превышающей 1000 МПа, для которых существует вероятность наличия высоких остаточных механических напряжений на поверхностях реза, и в заказных сварных заготовках (TWB) можно не допустить возникновения трещин из-за водородного охрупчивания и усталостных трещин.
[0059] Кроме того, например, даже в ситуациях, когда имеется достаточно большой зазор 38 между пуансоном 24 и матрицей 20, например, составляющий 10% или более, при резке могут возникать поверхности реза, имеющие превосходные свойства при растяжении, усталостные свойства и стойкость к водородному охрупчиванию.
[0060] Ширину W28 основания выступающей части 28 задают больше ширины W18 сварного шва 18. Поэтому, например, как показано на Фиг.10, выступающая часть 28 может резать сварной шов 18, по меньшей мере часть первой зоны 30 термического влияния, находящейся рядом с этим швом, и по меньшей мере часть второй зоны 32 термического влияния, находящейся рядом с этим швом, до того, как обрабатываемую заготовку 12 будет резать плоская часть 26. Это позволяет уменьшить растягивающие механические напряжения, остающиеся на поверхностях реза в сварном шве 18, первой зоне 30 термического влияния и второй зоне 32 термического влияния, что позволяет эффективным образом не допустить возникновения трещин из-за водородного охрупчивания и усталостных трещин.
[0061] Отметим, что остаточные механические напряжения на поверхностях реза можно уменьшать, пока перед резанием плоской частью 26 выполняется резание выступающей частью 28 по меньшей мере части сварного шва 18, первой зоны 30 термического влияния или второй зоны 32 термического влияния, что позволяет не допустить возникновения трещин из-за водородного охрупчивания и усталостных трещин.
[0062] Например, как показано на Фиг.11, уверенность в том, что сначала происходит резка в области сварного шва 18 и второй зоны 32 термического влияния, обеспечивается при позиционировании обрабатываемой заготовки 12 таким образом, что положение центра режущей кромки 28А выступающей части 28 совпадает с положением второй границы 36 между этими сварным швом 18 и второй зоной 32 термического влияния. Соответственно, уменьшаются остаточные механические напряжения на поверхностях реза, что позволяет не допустить возникновения усталостных трещин на второй границе 36.
[0063] Кроме того, например, как показано на Фиг.12, если перед резкой при помощи плоской части 26 резка при помощи выступающей части 28 пуансона 24 выполняется, например, в части второй зоны 32 термического влияния, уменьшаются остаточные механические напряжения на поверхностях реза в этой второй зоне 32 термического влияния, что позволяет не допустить возникновения усталостных трещин.
[0064] Величину Н выступания выступающей части 28 от плоской части 26 задают на уровне не менее 50% от толщины Т12 обрабатываемой заготовки 12, которую нужно резать. В результате увеличивается эффект от выполнения резки при помощи выступающей части 28.
[0065] Отметим, что в данном примерном варианте и в примерных вариантах со второго по восьмой, которые рассмотрены ниже, хотя величину Н выступания задают на уровне не менее 50% от толщины Т12, некоторое уменьшение остаточных механических напряжений на поверхностях реза из-за использования выступающей части 28 по-прежнему обеспечивается до тех пор, пока величина Н выступания находится на уровне не менее 10% от толщины Т12.
[0066] Кроме того, угол α между упомянутыми одной поверхностью 28В и другой поверхностью 28С выступающей части 28 задают на уровне не менее 10 градусов, чтобы предотвратить повреждение режущей кромки 28А. Помимо этого, угол α задают от 10 градусов до 80 градусов. Это позволяет обеспечить необходимую ширину W28 основания выступающей части 28 и при этом не допустить повреждения режущей кромки 28А.
[0067] Отметим, что в данном примерном варианте и в примерных вариантах со второго по восьмой, которые рассмотрены ниже, хотя угол α задают от 10 градусов до 80 градусов, для него не существует ограничений. Например, в качестве верхнего предела для угла α может быть задано значение не более 120 градусов или не более 170 градусов.
[0068] Кроме того, хотя в данном примерном варианте и в примерных вариантах со второго по восьмой, которые рассмотрены ниже, выступающая часть 28 выполнена в форме клина, чтобы облегчить введение режущей кромки 28А в обрабатываемую заготовку 12, эта форма не представляет собой ограничение. На поверхностях реза по-прежнему можно обеспечить некоторое уменьшение остаточных механических напряжений, даже если выступающая часть 28 выполнена, например, прямоугольной формы.
[0069] Второй примерный вариант
На Фиг.13 показан второй примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0070] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. В выступающей части 28, соответствующей данному примерному варианту, первая ширина W1, измеряемая от первого края Ха основания в месте пересечения упомянутой одной поверхности 28В и плоской части 26 до центральной линии РС пуансона, задана меньше второй ширины W2, измеряемой от центральной линии РС пуансона до второго края Хс основания в месте пересечения упомянутой другой поверхности 28С и плоской части 26 (W1 < W2).
[0071] В таких случаях место, где требуется не допустить возникновения трещин из-за водородного охрупчивания (место, где как предполагается, трещины из-за водородного охрупчивания будут возникать наиболее часто) предпочтительно находится на уровне центра режущей кромки 28А выступающей части 28, и в этом месте будут происходить резка и отрезание.
[0072] Это позволяет получить преимущества, аналогичные получаемым в первом примерном варианте, даже в случаях, когда первая ширина W1 и вторая ширина W2 различаются.
[0073] Третий примерный вариант
На Фиг.14 показан третий примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0074] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Выступающая часть 28, соответствующая данному примерному варианту, выполнена с изогнутыми поверхностями, а именно, упомянутые одна поверхность 28В и другая поверхность 28С выполнены вогнутыми внутрь, и создана острая режущая кромка 28А.
[0075] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте. Кроме того, в случае такой выступающей части 28, хотя остаточные механические напряжения уменьшаются в местах поблизости от вершины режущей кромки 28А, и можно эффективным образом не допустить возникновения трещин из-за водородного охрупчивания и усталостных трещин, эта эффективность существенно снижается в местах, удаленных от вершины.
[0076] Четвертый примерный вариант
На Фиг.15 показан четвертый примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0077] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Выступающая часть 28, соответствующая данному примерному варианту, выполнена с изогнутыми поверхностями, а именно, упомянутые одна поверхность 28В и другая поверхность 28С выполнены выпуклыми наружу, и режущая кромка 28А на вершине выступающей части 28 образована изогнутой поверхностью.
[0078] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте.
Кроме того, можно усилить эффект предотвращения повреждения режущей кромки 28А. Помимо этого, в пределах ширины W28 (W28=W1+W2) основания выступающей части 28 можно обеспечить более равномерное уменьшение остаточных растягивающих механических напряжений.
[0079] Пятый примерный вариант
На Фиг.16 показан пятый примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0080] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Режущая кромка 28А на вершине выступающей части 28, соответствующей данному примерному варианту, образована выпуклой изогнутой поверхностью и является скругленной.
[0081] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте.
Кроме того, чем большим является радиус (R) кривизны режущей кромки 28А, тем сильнее можно уменьшить повреждение этой кромки. В то же время, чем меньше радиус (R) кривизны, тем большим является уменьшение остаточных растягивающих механических напряжений.
[0082] Шестой примерный вариант
На Фиг.17 показан шестой примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0083] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Выступающая часть 28, соответствующая данному примерному варианту, имеет скошенную режущую кромку 28А, и торцевая поверхность этой кромки наклонена под углом β к линии 26А, параллельной плоской части 26.
[0084] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте.
Кроме того, эффект недопущения повреждения режущей кромки 28А обеспечивается вне зависимости от угла β положения торцевой поверхности. Помимо этого, режущая кромка 28А может быть реализована на практике со скруглением, как в пятом примерном варианте.
[0085] Седьмой примерный вариант
На Фиг.18 показан седьмой примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0086] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Выступающая часть 28, соответствующая данному примерному варианту, наклонена таким образом, что величина Н выступания уменьшается с удалением от матрицы 20 в направлении по оси Z, и угол наклона, измеряемый между ребром выступающей части 28 и линией 26А, параллельной плоской части 26, задается как угол γ наклона.
[0087] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте.
Кроме того, чем больше угол γ наклона ребра выступающей части 28, тем сильнее можно уменьшить остаточные механические напряжения; однако при этом возрастает риск повреждения режущей кромки 28А.
[0088] Восьмой примерный вариант
На Фиг.19 показан восьмой примерный вариант осуществления настоящего изобретения. Элементы, идентичные или эквивалентные элементам в первом примерном варианте, обозначены теми же ссылочными номерами, и их описание опущено. Описаны только элементы, отличающиеся от элементов в первом примерном варианте.
[0089] А именно, в данном примерном варианте форма выступающей части 28 отличается от формы в первом примерном варианте. Выступающая часть 28, соответствующая данному примерному варианту, выполнена таким образом, что величина Н выступания уменьшается с удалением от матрицы 20 в направлении по оси Z. Степень уменьшения величины Н выступания выступающей части 28 снижается с удалением от матрицы 20, в результате чего ребро выступающей части 28 изогнуто в направлении по длине этой части, являющемся направлением по оси Z.
[0090] Данный примерный вариант также позволяет получить преимущества, аналогичные получаемым в первом примерном варианте, а также позволяет получить преимущества, аналогичные получаемым в седьмом примерном варианте.
[0091] Отметим, что, хотя примерные варианты с первого по восьмой были описаны для случаев, когда обрабатываемую заготовку 12 режут, это не накладывает ограничений. Например, на верхней поверхности 20В матрицы 20 может быть создано углубление, форма которого позволяет вводить в него пуансон 24, тогда с использованием силы, действующей при резке со стороны пуансона 24 и матрицы 20, можно пробивать отверстие в обрабатываемой заготовке 12. При выполнении такой операции обрабатываемую заготовку 12 можно использовать как изделие, и элемент, удаляемый в результате пробивания, также можно использовать как изделие.
[0092] Далее описаны Примеры осуществления настоящего изобретения
[0093] Примеры
В качестве обрабатываемой заготовки 12 можно применить стальной лист, полученный в результате сварки стального листа класса 780 МПа и стального листа класса 1180 МПа (ниже называемый «элементом 780-1180»). Толщина Т12 обрабатываемой заготовки 12 составляла 1,6 мм.
[0094] При резке использовалась машина 10 для резания, показанная на Фиг.1 - Фиг.4 и соответствующая первому примерному варианту. В качестве прижимного механизма в машине 10 для резания применялась исполнительная пресс-машина, и используемая для пуансона 24 скорость опускания составляла 100 мм/с. Выступающая часть 28 пуансона 24 имела скругленную форму и была снабжена режущей кромкой 28А, имеющей изогнутую поверхность, соответствующую шестому примерному варианту, как показано на Фиг.16. Для выступающей части 28 были заданы W1=2 мм, W2=2 мм, Н=2 мм, и зазор 38 составлял 10% от толщины обрабатываемой заготовки 12 (1,6 мм). Отметим, что обрабатываемая заготовка 12 теперь будет описываться с использованием ссылочных номеров, приведенных на Фиг.6.
[0095] Из обрабатываемых заготовок 12, смещенных в сторону S1 относительно центра режущей кромки 28А, путем резки были получены вырезанные элементы, при этом резка выполнялась в разных положениях, заданных с интервалом 0,3 мм в диапазоне от положения, когда вторая граница 36 соответствующей из этих заготовок была совмещена с центром режущей кромки 28А выступающей части 28 (а=0), до положения, когда вторая граница 36 была смещена на 3 мм относительно центра режущей кромки 28А (а=3).
[0096] После резки в области сварного шва 18 на поверхностях реза в каждом из вырезанных элементов были измерены остаточные механические напряжения. Кроме того, были выполнены испытания с погружением, в ходе которых вырезанные элементы погружались в раствор тиоциановой кислоты с концентрацией от 1 г/л до 100 г/л, для изучения склонности к водородному охрупчиванию после резки.
[0097] На Фиг.20 приведены результаты измерений остаточных механических напряжений после резки на поверхностях реза. На горизонтальной оси отложено расстояние, в направлении по ширине обрабатываемой заготовки 12 (направлении по оси Y), от положения центра режущей кромки 28А выступающей части 28 до второй границы 36 между сварным швом 18 и второй зоной 32 термического влияния. На вертикальной оси отложены измеренные значения остаточных механических напряжений на поверхностях реза на второй границе 36.
[0098] Здесь остаточные механические напряжения находят путем измерения изменений в интервалах в кристаллической решетке на поверхностях реза с использованием рентгеновской дифрактометрии.
[0099] Результаты показали, что остаточные механические напряжения снизились до минимума при такой резке, когда центр режущей кромки 28А выступающей части 28 был совмещен со второй границей 36. Кроме того, остаточные механические напряжения увеличивались при увеличении расстояния от второй границы 36 до центра режущей кромки 28А выступающей части 28, но значительное уменьшение остаточных механических напряжений было заметно даже на расстоянии а=2 мм.
[0100] В Таблице 1 приведены результаты испытаний с погружением, в которых использовался тиоцианат аммония.
[0101] Таблица 1
О - Трещины не возникают
Х - Трещины возникают
[0102] В испытаниях, где выступающая часть 28 не была создана, и резка выполнялась с использованием пуансона 24, имеющего только плоскую часть 26, на второй границе 36 между сварным швом 18 и второй зоной 32 термического влияния после погружения в тиоцианат аммония с концентрацией 1 г/л на 72 часа возникали трещины из-за водородного охрупчивания. Однако при создании выступающей части 28 на пуансоне 24 возникновения трещин из-за водородного охрупчивания не допускалось.
[0103] Эффект от наличия выступающей части 28 в таких случаях различается в соответствии с расстоянием от центра режущей кромки 28А выступающей части 28 до второй границы 36. Чем меньше расстояние от центра режущей кромки 28А выступающей части 28 до второй границы 36, тем в большей степени проявляется эффект недопущения возникновения трещин из-за водородного охрупчивания, и тем выше концентрация тиоцианата аммония, в который можно погружать без возникновения таких трещин.
[0104] Отметим, что эффект от наличия выступающей части 28 при испытаниях с погружением, в которых использовался тиоцианат аммония, определялся только в плане возможного возникновения трещин из-за водородного охрупчивания на второй границе 36. Результаты этих испытаний подтвердили этот эффект в диапазоне расстояний от центра режущей кромки 28А выступающей части 28 до второй границы 36 от 0 мм до 2 мм.
[0105] Список ссылочных позиций
12 - Обрабатываемая заготовка
14 - Первый металлический лист
16 - Второй металлический лист
18 - Сварной шов
20 - Матрица
24 - Пуансон
26 - Плоская часть
28 - Выступающая часть
28А - Режущая кромка
28В - Одна поверхность
28С - Другая поверхность
30 - Первая зона термического влияния
32 - Вторая зона термического влияния
α - Угол
Т12 - Толщина
Дополнение
На основе приведенного описания в результате обобщения можно получить следующие аспекты.
А именно:
Способ резания с использованием штамповочного пресса, содержащий следующие этапы для обрабатываемой заготовки, содержащей первый металлический лист и второй металлический лист, соединенные сварным швом, и зону термического влияния вокруг сварного шва:
- позиционируют обрабатываемую заготовку относительно пуансона, включающего выступающую часть, которая выступает в направлении этой заготовки дальше, чем плоская часть пуансона, таким образом, чтобы выступающая часть начинала резание в зоне термического влияния и/или сварном шве до того, как плоская часть будет резать обрабатываемую заготовку; и
- режут обрабатываемую заготовку, перемещая пуансон и матрицу друг относительно друга в месте, где расположена обрабатываемая заготовка, чтобы выполнить резку через сварной шов в этой заготовке.
В способе резания с использованием штамповочного пресса, соответствующем второму аспекту, в дополнение к первому аспекту, позиционируют обрабатываемую заготовку относительно пуансона таким образом, чтобы выступающая часть начинала резку в зоне термического влияния и сварном шве, которые находятся рядом, до того, как плоская часть будет резать обрабатываемую заготовку, что позволяет выполнить резку и отрезание в обрабатываемой заготовке.
В способе резания с использованием штамповочного пресса, соответствующем третьему аспекту, в дополнение к первому аспекту или второму аспекту, позиционируют обрабатываемую заготовку относительно пуансона таким образом, чтобы выступающая часть начинала резку в сварном шве и зоне термического влияния, которая возникла с обеих сторон этого шва, до того, как плоская часть будет резать обрабатываемую заготовку, что позволяет выполнить резку и отрезание в обрабатываемой заготовке.
В способе резания с использованием штамповочного пресса, соответствующем четвертому аспекту, в дополнение к любому из аспектов с первого по третий, выступающая часть пуансона выступает от плоской части на величину не менее 10% от толщины обрабатываемой заготовки.
В способе резания с использованием штамповочного пресса, соответствующем пятому аспекту, в дополнение к любому из аспектов с первого по четвертый, выступающая часть пуансона выступает от плоской части на величину не менее 50% от толщины обрабатываемой заготовки.
В способе резания с использованием штамповочного пресса, соответствующем шестому аспекту, в дополнение к любому из аспектов с первого по пятый, если смотреть по ширине, выступающая часть пуансона имеет форму клина с шириной, которая постепенно уменьшается в направлении выступания, с углом между одной поверхностью, находящейся на одной боковой стороне этой части, и другой поверхностью, находящейся на другой боковой стороне этой части, который составляет от 10 градусов до 170 градусов; и резание выполняют в состоянии, когда направление по ширине совпадает с направлением, в котором состыкованы первый металлический лист и второй металлический лист.
В способе резания с использованием штамповочного пресса, соответствующем седьмому аспекту, в дополнение к шестому аспекту, в пуансоне угол между упомянутыми одной и другой поверхностями не превышает 120 градусов.
В способе резания с использованием штамповочного пресса, соответствующем восьмому аспекту, в дополнение к шестому аспекту или седьмому аспекту, выступающая часть пуансона имеет вершину, образованную изогнутой поверхностью.
В способе резания с использованием штамповочного пресса, соответствующем девятому аспекту, в дополнение к любому из аспектов с первого по восьмой, выступающая часть пуансона включает ребро, проходящее вдоль плоской части, и величина выступания выступающей части постепенно уменьшается с удалением от матрицы.
Кроме того, на основе приведенного описания в результате обобщения можно получить также и следующие, другие аспекты.
Первым из этих других аспектов является «способ резки металлического листа, представляющий собой способ, в котором применяют пуансон, включающий выступающую часть с режущей кромкой в форме клина, и матрицу, в которую вводят пуансон, и выполняют резку обрабатываемой заготовки, включающей сварной шов, путем приведения выступающей части в контакт с этим сварным швом и разделения обрабатываемой заготовки».
Вторым из этих других аспектов является «способ резки металлического листа, соответствующий первому аспекту, в котором выступающая часть включает пару сближающихся поверхностей, которые приближаются к центральной, в направлении по длине, оси пуансона, при их прохождении от основания к режущей кромке».
Третьим из этих других аспектов является «первый или второй из этих других аспектов, в которых угол α между поверхностями из упомянутой пары сближающихся поверхностей составляет от 10 градусов до 80 градусов».
Четвертым из этих других аспектов является «способ резки металлического листа, соответствующий любому из этих других аспектов с первого по третий, в котором зазор между пуансоном и матрицей составляет от 0,5% до 20% от толщины обрабатываемой заготовки».
Пятым из этих других аспектов является «способ резки металлического листа, соответствующий любому из этих других аспектов с первого по четвертый, в котором режущая кромка представляет собой плоскую область, проходящую в направлении, перпендикулярном направлению, в котором пробивают отверстие».
Пятым из этих других аспектов является «способ резки металлического листа, соответствующий любому из этих других аспектов с первого по четвертый, в котором режущая кромка имеет скругленную форму».
Полное содержание заявки на патент Японии № 2015-189830, поданной 28 сентября 2015, этим упоминанием включено в текст данного описания. Кроме того, все публикации, заявки на патент и технические стандарты, указанные в данном описании, их упоминанием включены в текст этого описания в том объеме, как если бы каждый из этих документов отдельно был конкретно указан как включенный путем его упоминания.
Реферат
Изобретение относится к способу резания, в котором используется штамповочный пресс для обрезки и резания обрабатываемой заготовки. Способ резания обрабатываемой заготовки, состоящей из первого металлического листа и второго металлического листа, соединенных сварным швом, и имеющей зону термического влияния вокруг сварного шва, в котором обрабатываемую заготовку режут с использованием пуансона. Пуансон включает плоскую часть и выступающую часть, которая выступает в направлении обрабатываемой заготовки дальше, чем плоская часть. Обрабатываемую заготовку позиционируют относительно пуансона таким образом, чтобы выступающая часть начинала резание в зоне термического влияния и/или сварном шве до того, как плоская часть будет резать обрабатываемую заготовку. Затем обрабатываемую заготовку режут, перемещая пуансон и матрицу друг относительно друга в этом состоянии позиционирования, чтобы выполнить резку через сварной шов в этой заготовке. В результате обеспечивается уменьшение остаточных механических напряжений на поверхности реза. 7 з.п. ф-лы, 1 табл., 20 ил.
Комментарии