Способ и устройство для сварки встык тонких металлических листов без присадочных материалов для сварки с использованием зажимных прижимных устройств, по меньшей мере, одного прижимного элемента, пригодного для создания двух или более различных уровней дав - RU2432243C2
Код документа: RU2432243C2
Чертежи
Описание
Изобретение непосредственно относится к устройству для линейной сварки встык тонких металлических листов без присадочных материалов для сварки, выполненному с опорным столом и, по меньшей мере, одним зажимным устройством, расположенным выше и параллельно поверхности опорного стола, причем под зажимным устройством могут быть позиционированы один или более металлических листов. Зажимное устройство способно оказывать давление в вертикальном направлении на размещенные под ним металлические листы. Устройство для сварки, в соответствии с изобретением, содержит, кроме того, одну или более сварочных головок, тогда как зажимное устройство представляет собой, по меньшей мере, два прижимных элемента, действующих независимо один от другого, расположенных параллельно и на расстоянии друг от друга по линии сваривания и перемещаемых независимо один от другого, причем, по меньшей мере, один из прижимных элементов пригоден для создания двух или более различных уровней давления, при этом дополнительные горизонтальные зажимные элементы установлены, по меньшей мере, на стороне опорного стола, где есть прижимной элемент, пригодный для создания двух или более различных уровней давления, посредством чего, по меньшей мере, один из предназначенных для сварки металлических листов может быть прижатым в направлении по линии сваривания и относительно другого металлического листа, одновременно подвергаясь деформации до тех пор, пока не будет обеспечен контакт по всей поверхности кромок металлических листов, стыкуемых относительно друг друга. Сварочная головка установлена так, что она может перемещаться по линии сваривания, тогда как канал для продувки газом проходит ниже опорного стола и параллельно линии сваривания. В другом аспекте, изобретение непосредственно относится к способу сварки с использованием устройства для сварки.
Способы сварки без присадочных материалов для сварки раскрыты в уровне техники, при этом прилегающие полуобработанные изделия соединяются герметично друг с другом посредством сплавления стыкуемых кромок и последующего отверждения, без сложной обработки кромок. Так как присадочный материал для сварки не применяется, даже такой материал, состоящий из того же самого материала как полуобработанные изделия, то является критичным, чтобы стыкуемые друг с другом поверхности имели контакт без зазора. Результатом промежутков или зазоров было бы то, что расплавленный материал не образовал бы какого-либо корня шва в этой зоне и, следовательно, вытек бы без какого-либо образования кромки. Обычными способами являются лазерная сварка и электронно-лучевая сварка. В настоящем описании термин «способ сварки» в дальнейшем следует толковать как относящийся только к способам без применения присадочного материала.
Сваривание тонких металлических листов связано с несколькими проблемами, так что обычно избегают создания массивных металлических листов посредством сваривания множества небольших металлических листов. Главная проблема состоит в подведении слишком большого количества тепла, которое должно быть рассеяно достаточно быстро с помощью окружающего материала. Это приводит к локальным деформациям по сварному шву или даже к деформациям всего металлического листа. В случае, когда в наличии нет необработанных металлических листов соответствующих размеров как цельного материала, они должны собираться вместе из отдельных частей для создания так называемых сборных заготовок. Отдельные металлические листы обычно вырезают из непрерывных лент из металла посредством резания наклонным лезвием. Способ резания посредством продавливания или подобным способом приводит к увеличению, в зависимости от длины разреза, волнистости по горизонтали кромки разреза приблизительно на 0,2-0,4 мм, как описано в DE 4235110 С1. Относительное укорачивание (при продавливании) такого типа также должно наблюдаться на продольных кромках полос прокатанной стали. Как правило, вследствие этого перед свариванием необходимо предварительно обрабатывать кромку разреза посредством способа шлифования или фрезерования, если необходимо выполнить сварное соединение очень высокого качества.
В DE 4235110 С1 предложено, кроме того, обрабатывать эти кромки с криволинейным срезом или внешние кромки необработанного листа металла с помощью соответствующего инструмента для того, чтобы обеспечить прямолинейность кромки. В DE 19624776 С1 раскрыто, что в случае линейного сочленения требуемая прямолинейность достигается или резанием металлических листов с помощью прецизионных ножниц, или посредством одновременной обработки двух кромок предназначенного для сварки металлического листа с помощью ножниц с двойным резом.
В DE 3909620 А1 раскрыто устройство и способ для сварки встык кромок механически разрезанного металлического листа. В данном случае предложено прижимать свариваемые пластины одну к другой и выбирать возможный остаточный зазор посредством снятия имеющегося грата в зазоре. В данном случае наличие значительного количества грата является неизбежным, что в действительности было бы исключено в процессе резки. Кроме того, грат является относительно неопределимым в плане размеров и, следовательно, пригоден только в ограниченной степени для равномерной выборки зазора.
Способы, раскрытые в известном уровне техники, требуют выполнения операции сложной предварительной обработки для того, чтобы сделать возможным стыковое соединение без зазора. Одной особенностью настоящего изобретения является предложение устройства для сварки и способа сварки, преодолевающих недостатки известного уровня техники.
В DE 4235110 С1 раскрыто, что непрямолинейные кромки полосы, прижатые с силой одна к другой, в положении для сваривания становятся волнообразными, то есть увеличиваются и уменьшаются в вертикальном направлении. Однако неожиданно было обнаружено, что эти отклонения по вертикали можно не допускать, если необработанные металлические листы устанавливают с напряжением вдоль свариваемой кромки и при этом две свариваемые кромки прижимают одна к другой до сваривания так, чтобы выровнять неровность материала и восстановить прямолинейность плоскостей свариваемых кромок.
Цель изобретения достигается с помощью устройства для линейной сварки встык тонких металлических листов без присадочных материалов для сварки, оснащенного опорным столом и одним или более прижимным элементом, расположенным выше и параллельно поверхности опорного стола, под прижимным элементом могут быть установлены один или более металлических листов. Зажимное устройство способно оказывать давление в вертикальном направлении на металлические листы, помещенные под него. Устройство для сварки содержит, кроме того, одну или более сварочных головок, зажимное устройство оснащено:
по меньшей мере, двумя прижимными элементами, действующими независимо друг от друга, расположенными параллельно и на расстоянии вдоль линии сварки и перемещаемыми независимо друг от друга, при этом, по меньшей мере, один из прижимных элементов пригоден для создания двух или более различных уровней давления,
дополнительными горизонтальными прижимными элементами, по меньшей мере, на стороне опорного стола, на которой есть прижимной элемент, пригодный для создания различных уровней давления, посредством чего, по меньшей мере, один из предназначенных для сварки металлических листов может быть прижат в направлении линии сварки относительно другого металлического листа, в то же время подвергаясь деформации,
устройством для перемещения сварочной головки вдоль линии сварки,
каналом для продувки газом, проходящим ниже опорного стола и параллельно линии сварки.
Усилие, приложенное посредством горизонтальных прижимных элементов, является таким значительным, что противолежащие стыкуемые кромки двух металлических листов идеальным образом придвигаются друг к другу под нажимом для вхождения в полный контакт. Имеющие место полости или зазоры, которые являются результатом неровности или шероховатости поверхности стыкуемых кромок, в данном случае подвергаются выравниванию. Максимальный допустимый остаточный зазор имеет ширину 0,05 мм.
В одном варианте осуществления устройства для сварки два края зажимного устройства, проходящие вдоль линии сваривания, образуют канал для сварки, имеющий трапециевидный профиль над опорным столом. Предпочтительно, стенки, образующие канал для сварки и прилегающие к нижней стороне зажимного устройства, изготовлены из материала с особенно высокой теплопроводностью и стабильностью размеров. Такой материал должен, кроме того, обладать высокой стойкостью к случайному подведению лазерного луча. В другом варианте осуществления стенки канала для сварки и/или продувочного канала охлаждают, с этой целью в одной или более стенок выполнены каналы для циркуляции жидкого или газового теплоносителя.
В другом варианте устройства для сварки сварочная головка является перемещаемой по направляющей или направляется с помощью манипулятора робота. Из-за отсутствия линейности и параллельности двух свариваемых кромок, прижатых одна к другой и установленных вертикально, образованная таким образом под горизонтальным давлением линия сваривания не расположена по центру в канале для сварки, но отклоняется от идеальной центральной линии в обе стороны. Сварочная головка вследствие этого предпочтительно расположена таким образом, что ее можно перемещать параллельно и поперек относительно канала для сварки. В одном варианте, сварочная головка соединена с блоком управления, с помощью которого сварочная головка последовательно перемещается в прямолинейных сегментах вдоль линии сваривания. Предпочтительно, сварочная головка соединена с блоком управления и регулирования и следует по пути линии сваривания в пределах границ отклонения, определенных с помощью технических устройств, например оптической системы обнаружения, удерживающей в фокусе линию сваривания, идеальное положение лазерной головки регулируется во время операции сваривания с помощью таких данных.
Для более простого позиционирования металлических листов на опорном столе последний оснащен в одном из вариантов устройства для сварки множеством подающих элементов, так что, по меньшей мере, один металлический лист может быть легко перемещен в любом требуемом направлении на горизонтальной плоскости. Подающие элементы предпочтительно состоят из слоя отдельных шариков или отверстий для выпуска сжатого воздуха, посредством которых воздушная подушка, обеспечивающая очень легкое перемещение металлических листов, может быть сформирована, по меньшей мере, под одним металлическим листом.
Сварочные головки, используемые для устройств для сварки, предпочтительно относятся к оборудованию для лазерной сварки или оборудованию для электронно-лучевой сварки, которое располагают на подвижном устройстве, которое обеспечивает скорость сварки, по меньшей мере, 4,5 м/мин, предпочтительно 9 м/мин. Прижимные элементы предпочтительно приводятся в действие с помощью одного или более гидравлического или пневматического цилиндра.
Согласно другому аспекту изобретение непосредственно относится к способу для линейной сварки встык тонких металлических листов без присадочных материалов для сварки, осуществляемому с использованием устройства в соответствии с одним описанным выше вариантом осуществления и при этом содержащему одновременное или последовательное выполнение следующих операций:
a) установку в заданное положение на опорном столе первого металлического листа, причем свариваемая кромка расположена по центру и параллельно выше продувочного канала в пределах допустимых отклонений;
b) вертикальное закрепление первого металлического листа на опорном столе посредством первого прижимного элемента;
c) установку на опорном столе в заданное положение второго металлического листа, причем свариваемая кромка расположена выше продувочного канала и расположена встык со свариваемой кромкой первого металлического листа;
d) вертикальное предварительное закрепление второго металлического листа на опорном столе посредством второго прижимного элемента при низком давлении;
e) горизонтальное прижатие второго металлического листа относительно первого металлического листа посредством, по меньшей мере, одного горизонтального прижимного элемента;
f) вертикальное закрепление второго металлического листа на опорном столе посредством второго прижимного элемента;
g) полная или частичная продувка продувочного канала защитным газом;
h) сварка лазерным лучом с одновременным перемещением сварочной головки в среде защитного газа;
i) открытие зажимного устройства и извлечение металлического листа;
j) возврат к операции а).
В операции е), в которой выполняется горизонтальный прижим второго металлического листа относительно предварительно закрепленного первого металлического листа, приложенная сила сжатия является такой значительной, что кромка металлического листа при этом деформируется, приводя в результате к смыканию по всей поверхности двух соединяющихся кромок металлического листа без зазора.
Неожиданно было выявлено, что при условии приложения достаточной горизонтальной силы сжатия на площади поверхности вблизи стыкуемой кромки релаксация в фазе плавления является достаточной для снятия напряжений вдоль этой кромки. Также можно было отметить, что горизонтальное сжатие материала вдоль стыкового сварного соединения приводит к улучшенной геометрии стыка. Часть испаряющегося материала, возникающего при применении любого процесса плавления без присадочных материалов, кроме того, частично компенсируется посредством расширения металлического листа в направлении проплавленного сварного шва.
В одном варианте осуществления операции а) - j) выполняют последовательно в указанном порядке; в других вариантах осуществления операции а) и с) могут быть выполнены в обратном порядке или одновременно с операциями b) и d) в соответствующей последовательности. При необходимости, первый металлический лист может также быть предварительно закреплен на опорном столе в операции b), а в операции f) оба металлических листа могут быть закреплены на опорном столе, причем закрепление двух металлических листов предпочтительно происходит одновременно.
Вертикальное закрепление металлического листа в данном случае зависит от горизонтальных сил и определенной шероховатости прижимных элементов и материала основы. Сила сжатия, задаваемая для предварительного вертикального закрепления металлических листов, также зависит от поверхности прижимных элементов и материала основы. Существенно, что возможность горизонтального перемещения металлического листа в направлении стыкуемой кромки полностью не устранена. Закрепление по горизонтали в операции е) и сила, требуемая для обеспечения контакта по всей поверхности свариваемых кромок, наряду с управляемой деформацией материала и сжатием материала вдоль стыкуемой кромки, по существу зависит от материала и толщины металлического листа и степени нелинейности свариваемых кромок.
При испытаниях сварного шва использовался лазер на диоксиде углерода с мощностью 6 кВт, длиной волны 10,6 мКм и скоростью сварки 9 м/мин. В качестве материалов для металлических листов использованы листы никеля и титана. Кромки предназначенного для сварки листа из титана имели длину 1538 мм. Канал для сварки имеет ширину 3 мм в нижней части.
Поперечное отклонение сварного шва при испытаниях определялось в отдельных точках измерения, и лазер на диоксиде углерода управлялся так, что он перемещался от одной точки измерения к другой точке измерения в сегментах вдоль сварного шва. Произведенные замеры отвечали всем техническим условиям, и было невозможно обнаружить какую-либо волнистость вдоль сварного шва.
Фиг. 1, 2 демонстрируют примеры осуществления устройства для сварки. Фиг.1 - горизонтальная проекция данного устройства. Опорный стол 1 продемонстрирован без обрабатываемого металлического листа. Множественные элементы 2 для перемещения продемонстрированы в виде отдельных роликов в соответствии с одним вариантом осуществления изобретения. Зажимное устройство 3, которое не пригодно для перемещения в горизонтальном направлении, проходит по всей ширине опорного стола 1. Зажимное устройство 3 содержит два параллельных прижимных элемента 4 и 5 для вертикальной установки в заданное положение и закрепления металлических листов.
Зона между прижимными элементами 4 и 5 образует канал 6 для сварки. Зажимное устройство 3 по существу разделяет опорный стол 1 на две части. На более узкой части опорного стола 1, вдоль кромки опорного стола, параллельной каналу 6 для сварки, расположены множество горизонтальных прижимных элементов 11, посредством которых металлический лист может быть поджат в направлении канала 6 для сварки и по отношению к другому закрепленному там металлическому листу (не показан). Горизонтальные прижимные элементы 11 приводятся в действие пневматическими цилиндрами 9.
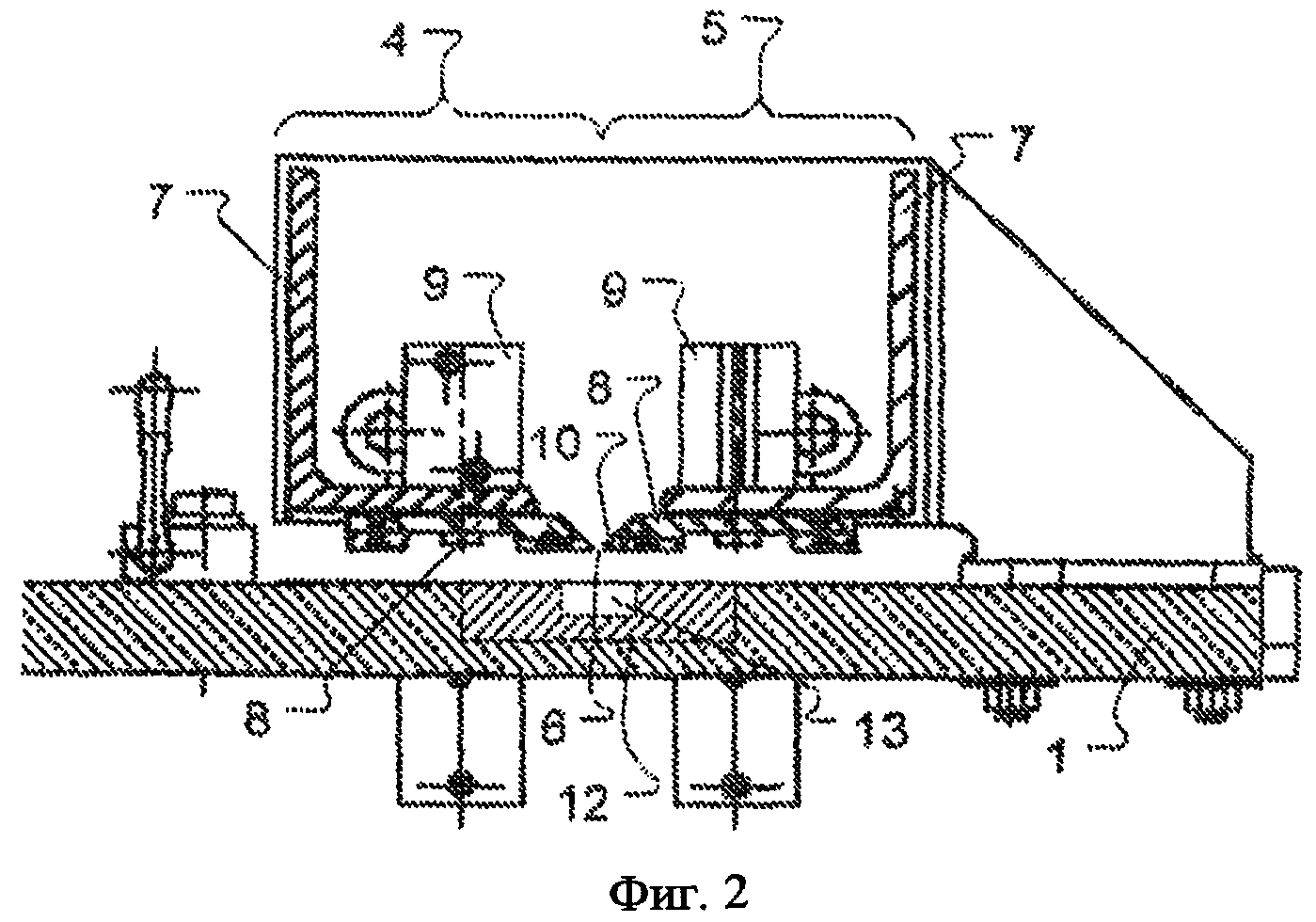
Фиг.2 показывает вертикальный разрез, демонстрирующий детали прижимных элементов 4 и 5 и канала 6 для сварки. Прижимные элементы 4 и 5 содержат L-образный несущий элемент 7 типа коромысла, ниже которого расположена горизонтальная опорная подушка 8 крепления. Такая опорная подушка 8 крепления поднимается или опускается посредством множественных пневматических цилиндров 9, расположенных на верхней стороне горизонтального плеча L-образного несущего элемента 7.
Пневматические цилиндры 9 приводят в действие две опорные подушки 8 независимо одна от другой. Опорные подушки 8 выполнены с нижней частью 10 вдоль канала 6 для сварки, изготовлены из сплава металла для оптимального рассеяния теплоты и стабильности размеров. Противолежащие передние кромки опорных подушек 8 и нижних частей 10 выполнены с такой конфигурацией, чтобы образовывать трапециевидный профиль выше опорного стола 1. В образованном таким образом канале 6 для сварки защитный газ, текущий в нем, подвергается сжатию в направлении нижней части канала, и при этом поддерживается избыточное давление защитного газа.
В нижней части канала 6 для сварки, к тому же параллельно, опорный стол 1 содержит расположенную там планку 12, выполненную с канавкой 13, действующей в качестве продувочного канала для потока защитного газа в корне сварного шва. Во время операции предусмотрено, что свариваемые металлические листы перекрывают продувочный канал 13, так что требуется только относительно небольшой объемный поток защитного газа для образования оптимальной газовой среды.
Во всем описании и пунктах формулы данного описания слово «содержать» и производные слова, такие как «содержащий» и «содержит», не имеют цели исключить другие дополнения, составные части, целое или операции.
Рассмотрение документов, действий, устройств, изделий и подобного включено в данном описании только с целью обеспечения контекста для настоящего изобретения. Не предлагается и не представляется, что любой или все из этих объектов создавали часть основы известного уровня техники или были общедоступного известного уровня техники в области, относящейся к настоящему изобретению до приоритетной даты каждого пункта данной заявки.
Реферат
Изобретение относится к устройству и способу линейной сварки встык тонких металлических листов без присадочных материалов для сварки. Устройство содержит перемещаемую сварочную головку, опорный стол (1), зажимное устройство (3). Зажимное устройство (3) имеет по меньшей мере два прижимных элемента (4, 5), которые действуют независимо друг от друга. По меньшей мере один из прижимных элементов (4, 5) пригоден для использования с двумя или более различными уровнями давления. Дополнительные горизонтальные прижимные элементы (11) выполнены для оказания давления на металлические листы, свариваемые относительно друг друга и подвергаемые деформации до тех пор, пока не будет обеспечен контакт по всей поверхности стыкуемых одна к другой кромок металлических листов. Технический результат заключается в предотвращении локальных деформаций сварного шва и свариваемого листа. 2 н. и 20 з.п. ф-лы, 2 ил.
Формула
f) вертикальное закрепление второго металлического листа на опорном столе посредством второго из упомянутых двух прижимных элементов; g) полная или частичная продувка упомянутого продувочного канала защитным газом; h) сварка во время перемещения упомянутой, по меньшей мере, одной сварочной головки в среде защитного газа; i) открытие зажимного устройства и извлечение полученного в результате металлического листа; j) возврат при необходимости к операции а).
Комментарии