Сварная стальная деталь, используемая в качестве детали для автотранспортного средства, и способ изготовления указанной сварной стальной детали - RU2746759C1
Код документа: RU2746759C1
Чертежи



Описание
Настоящее изобретение относится, главным образом, к горячештампованной и в дальнейшем сварной стальной детали, имеющей высокую механическую прочность.
Изобретение также относится к горячештампованной стальной детали, используемой для изготовления указанной сварной стальной детали.
Изобретение также относится к способу изготовления сварной детали и использованию этой сварной стальной детали для изготовления рычагов подвески и/или деталей шасси автотранспортных средств.
Известной практикой является изготовление сварных стальных деталей из стальных листов, имеющих разные толщины и/или разные составы, с помощью непрерывной сварки их соответствующих периферийных краев. Такие сварные стальные детали, в частности, используют в автомобильной промышленности и, конкретнее, для изготовления рычагов подвески или деталей шасси автотранспортных средств.
Крайне важно, чтобы эти сварные стальные детали имели высокую механическую прочность и соответствовали требованиям к воздействию напряжений во время срока эксплуатации. Что касается применений в автомобильной промышленности, изобретение относится к сварной стальной детали, изготавливаемой сваркой первого листа со вторым листом, причем по меньшей мере один из первого и второго листов является горячештампованным листом и выполнен в виде стальной подложки и имеет покрытие из алюминиевого сплава.
Известны различные способы сварки, где используется присадочная проволока: например, процессы дуговой сварки, процесс лазерной сварки или процессы гибридной лазерной сварки, т.е. лазерная сварка, комбинированная с дуговой сваркой. Для дуговой сварки листов толщиной 1,5 – 4 мм используются известные процессы дуговой сварки металлическим электродом в среде защитного газа (GMAW), дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) и плазменно-дуговой сварки. Как уже известно, после плавления и охлаждения сварка с присадочной проволокой позволяет получить сварной валик, соединяющий первый лист со вторым листом и являющийся частью указанной сварной стальной детали.
На фиг. 1 показан известный способ стыковой сварки, который состоит из продольного выравнивания соответствующих периферийных краев 02a, 03a первого 02 и второго 03 металлических листов, образующих одну сварную стальную деталь 01 после сварки и охлаждения сварного валика 04. В этой сварной стальной детали следует обратить внимание на две зоны. Первая зона соответствует зоне, занимаемой сварным валиком 04, которая была подвергнута процессу плавления во время операции сварки. Она известна как зона Z1 сплавления. Вторая зона является зоной, которая была подвергнута термическому влиянию во время операции сварки, и где температура достигала величины больше приблизительно 700 градусов C. Эта зона известна как зона Z2 термического влияния (HAZ) и расположена рядом с зоной Z1 сплавления на стороне первого листа 02 и на стороне второго листа 03. В этой зоне Z2 термического влияния микроструктура и механические свойства модифицируются в результате термического цикла локальной сварки.
Для оценки механической прочности сварной стальной детали 01 принято выполнять испытание на растяжение, как показано стрелками F на фиг. 1, обозначающими усилия растяжения, для разрушения сварной стальной детали. Механические характеристики сварной зоны оценивают посредством измерения предела прочности на растяжение (UTS) сварной стальной детали, к которой прикладывают вышеуказанные усилия растяжения, и отслеживания, происходит или нет разрушение зоны Z1 сплавления. Для подтверждения критерия качества сварных швов, изготавливаемых в изделиях автомобильной отрасли, часто требуется, чтобы UTS превышал 700 МПа, и чтобы трещины не возникали в зоне сплавления.
Были выполнены испытания на механическое растяжение сварного изделия такого типа, как показано на фиг. 1. Первый 02 и второй 03 листы являются стальными листами с алюминиевым покрытием, изготовленными из стали 22MnB5, выпускаемой под торговым наименованием USIBOR®1500, причем эти листы были подвергнуты горячей штамповке для придания им твердости посредством закалки и получения предела прочности на растяжение приблизительно 1500 МПа. После выполнения сварки с присадочной проволокой, пригодной для сварки сталей с высоким пределом текучести, разрушение происходит снаружи зоны сплавления, и UTS составляет 800 -910 МПа.
Несмотря на то, что механические характеристики сварной встык стальной детали, показанной на фиг. 1, являются приемлемыми, показанное конструктивное исполнение сопряжено с некоторыми сложностями в отношении промышленного изготовления такой сварной стальной детали. Принимая во внимание исполнение стыкового сварного шва и необходимость зажимания листов при таком исполнении сварного шва во время операции сварки, выполнение сварного валика является затруднительным. В частности, это связано со случаем, когда листы отличаются по толщине и/или геометрической форме.
Со ссылкой на фиг. 2 и 3 также известна техника сварки внахлестку, которая состоит в позиционировании периферийного края 03a второго листа 03 на периферийном крае 02aпервого листа 02. Таким образом, как показано на фиг. 2, предусмотрена опора (край 02a первого листа 02), которая позволяет упростить операцию сварки и приспособить эту операцию к другим конструктивным исполнениям листов. Однако, что касается стальных листов с алюминиевым покрытием, эта техника сварки внахлестку имеет недостаток с учетом механических свойств сварного шва.
Для иллюстрации указанных сложностей были выполнены испытания на растяжение на сварной стальной детали, показанной на фиг. 2. Как и при испытаниях, выполненных на сварной встык детали, эти испытания состояли в прикладывании направленных в противоположные стороны усилий, обозначенных стрелками F, до разрушения сварной стальной детали. Были приняты к сведению UTS сварной стальной детали и локализация зоны образования трещин. Первый 02 и второй 03 испытанные листы, являются листами из стали, выпускаемой под торговым наименованием USIBOR®1500, и после горячей штамповки имеют механическую прочность (UTS) приблизительно 1500 МПа. Испытания выполняются на сварных стальных деталях, где два горячештампованных листа имеют толщину 1,5 мм, и на сварных стальных деталях, где два горячештампованных листа имеют толщину 3,2 мм. Первая из указанных толщин, в частности, относится к листам, используемым в автомобильной отрасли. Сварные швы выполняются с присадочными проволоками ER70S-G и ER100S-G, обозначения которых соответствуют стандарту AWS-A5.28.
Что касается листов толщиной 1,5 мм и проволоки ER70S-G, UTS близок к 800 МПа, и образование трещин происходит или в зоне Z1 сплавления или в зоне Z2 термического влияния. Что касается листов толщиной 1,5 мм и проволоки ER120S-G, UTS близок к 900 МПа, и образование трещин происходит в зоне Z2 термического влияния. Что касается листов толщиной 3,2 мм, механическая прочность составляет приблизительно 550 МПа при использовании проволоки ER70S-G, и разрушение систематически происходит в зоне Z1 сплавления. При использовании проволоки ER120S-G UTS составляет 630 МПа, и разрушение также происходит в зоне Z1 сплавления.
Таким образом, можно сделать вывод, что UTS имеет тенденцию к уменьшению с увеличением толщины, и что место образования трещин смещено от HAZ или зоны плавления к зоне сплавления. Также можно сделать вывод, что техника сварки внахлестку ведет к неодинаковым результатам с точки зрения места разрушения и величины UTS в зависимости от толщины листов и используемых проволок. Кроме того, во время прикладывания растягивающих усилий возникает явление вращения стальной детали вокруг сварного валика 04. Как показано на фиг. 2, два растягивающих усилия не выровнены из-за соединения двух листов внахлестку. Главные напряжения следуют по траектории от нижнего листа 02 к верхнему листу 03. Таким образом, два листа стремятся к выравниванию друг с другом, и сварная стальная деталь оказывается в состоянии, показанном на фиг. 3, где корень 04c сварного шва 04 подвергается воздействию высоких напряжений. Поскольку сварка выполняется на стальных листах 02, 03 с алюминиевым покрытием, алюминий расплавляется и внедряется в зону плавления во время сварки и может концентрироваться в некоторых областях, например, в корне сварного шва. Поскольку алюминий является альфагенным элементом, присутствие этого элемента в корне шва обусловливает образование более мягких компонентов, такого как феррит, по сравнению с более твердыми составляющими (такими как мартенсит, бейнит), которые являются основным компонентом сварного шва. Как следствие геометрии нахлестки и присутствия феррита в корне сварного шва, в сварном шве, к которому прикладывают растягивающие усилия, деформация концентрируется внутри феррита или на границе между ферритом и матрицей, тем самым, инициируя образование трещине в зоне Z1 сплавления и обусловливая низкую механическую прочность сварной стальной детали. Возможным решением этой проблемы является частичное или полное удаление алюминиевого покрытия с соответствующих периферийных краев двух листов перед сваркой, чтобы исключить или по меньшей мере ограничить, присутствие феррита в сварном валике. Однако это решение влечет за собой дополнительные расходы.
Таким образом, даже если конструктивное исполнение с нахлесткой облегчает сварку, это конструктивное исполнение обусловливает неодинаковые результаты в зависимости от толщины листов и используемых проволок, и чаще всего неприемлемые механические свойства готовой сварной стальной детали, если оно применяется в отношении горячештампованных стальных листов с алюминиевым покрытием.
Таким образом, желательно предложить процесс сварки листов с алюминиевым покрытием, который не создавал бы вышеупомянутых проблем. В этом контексте изобретение относится к сварной стальной детали, имеющей предел прочности на растяжение выше 700 МПа для небольших толщин 1 – 4 мм материала, легко поддающегося сварке при разных толщинах применительно к расположению первого листа относительно второго листа и химическим составам листов.
Изобретение также относится к способу изготовления такой сварной стальной детали, который является простым и рентабельным.
С этой целью изобретение относится к сварной стальной детали, изготавливаемой посредством сварки первого листа со вторым листом, причем по меньшей мере один из первого и второго листов выполнен в виде стальной подложки и имеет покрытие из алюминиевого сплава, в указанной сварке используется присадочная проволока, которая после плавления и охлаждения образует сварной валик, соединяющий первый лист со вторым листом и являющийся частью указанной сварной стальной детали по меньшей мере один из первого и второго листов является горячештампованной деталью, соответствующие периферийные края первого и второго листов имеют конструктивное исполнение с уступом на крае одного из листов, причем периферийный край первого листа расположен выше верхней стороны концевого участка периферийного края второго листа, на этой стороне или рядом с этой стороной, причем за указанным концевым участком следует наклонный соединительный участок по меньшей мере часть верхней стороны наклонного соединительного участка ограничивает по меньшей мере в боковом направлении совместно с кромкой периферийного края первого листа канавку для выполнения сварного валика, и за наклонным соединительным участком следует участок сварки, образующий непрерывность в продольном направлении с периферийным краем первого листа,
• непрерывность в продольном направлении определяется продольным выравниванием по меньшей мере части зоны посередине толщины участка сварки по меньшей мере с частью зоны посередине толщины периферийного края первого листа, и
• продольное выравнивание зон посередине толщины определяется положением на кромке периферийного края первого листа точки проекции по меньшей мере одной прямой линии, которая параллельна зоне поверхности посередине толщины второго листа и которая расположена в соответствующей зоне посередине толщины, причем указанная точка расположена в зоне посередине толщины первого листа,
• каждая указанная зона посередине толщины определяется в сечении с помощью зоны по центру посередине толщины соответствующего листа, имеющей толщину, равную 40% толщины соответствующих листов.
Сварная стальная деталь изобретения также может иметь следующие оптимальные характеристики, рассматриваемые по отдельности или согласно всем возможным техническим комбинациям:
- верхняя сторона периферийного края первого листа и верхняя сторона участка сварки периферийного края второго листа параллельны;
- первый и второй листы имеют одинаковую толщину, и верхняя сторона периферийного края первого листа и верхняя сторона участка сварки периферийного края второго листа выровнены в продольном направлении;
- две противоположные пяты сварного валика, соответственно расположенные на верхней стороне периферийного края первого листа и на верхней стороне периферийного края второго листа, выровнены в продольном направлении;
- наклонный соединительный участок периферийного края второго листа образует угол с продольной поверхностью посередине толщины указанного второго листа, составляющий 120 – 160°, предпочтительно 130 – 150°;
- микроструктура сварного валика содержит феррит по меньшей мере в корне указанного сварного шва;
- по меньшей мере, второй лист имеет покрытие из алюминиевого сплава;
- микроструктура по меньшей мере одного из первого и второго листов, который имеет покрытие из алюминиевого сплава, содержит мартенсит;
- химический состав по меньшей мере одного из первого и второго листов содержит в процентах по массе: 0,04 ≤ C ≤ 0,1%, 0,3% ≤ Mn ≤ 2%, Si ≤ 0,3%, Ti ≤ 0,8%, 0,015% ≤ Nb ≤ 0,1%, Cr, Ni, Cu, Mo ≤ 0,1%, остальное железо и неизбежные примеси;
- химический состав по меньшей мере одного из первого и второго листов содержит в процентах по массе: 0,06 ≤ C ≤ 0,10%, 1,4% ≤ Mn ≤ 1,9%, 0,2% ≤ Si ≤ 0,5%, 0,020% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 0,1, причем: 1,5% ≤ (C + Mn+ Si + Cr) ≤ 2,7%, 0,040% ≤ Nb ≤ 0,060%, 3,4 x N ≤ Ti ≤ 8 x N, причем: 0,044% ≤ (Nb + Ti) ≤0,090%, 0,0005 ≤ B ≤ 0,004%, 0,001% ≤ N ≤ 0,009%, 0,0005% ≤ S ≤ 0,003%, 0,001% ≤ P ≤ 0,020%, по усмотрению: 0,0001% ≤ Ca ≤0,003%, остальное железо и неизбежные примеси;
- как вариант, химический состав по меньшей мере одного из первого и второго листов содержит в процентах по массе: 0,20 ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, 0,020% ≤ Al ≤ 0,070%, Cr ≤ 0.3%, 0,020% ≤Ti ≤ 0,060%, B<0, 010%, остальное железо и неизбежные примеси;
- как вариант, химический состав по меньшей мере одного из первого и второго листов содержит в процентах массе: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, 0% ≤ Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, 0% ≤ Nb ≤ 0,060%, 0,0005% ≤ B≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,005%, 0,0001%≤P≤0,025%, причем следует принять во внимание, что содержание титана и азота удовлетворяет выражению: Ti/N > 3,42, и содержание углерода, марганца, хрома и кремния удовлетворяет выражению , причем химический состав по усмотрению содержит один или несколько из следующих элементов: 0,05% ≤ Mo ≤ 0,65%, 0,001% ≤ W ≤ 0,30%%, 0,0005 % ≤ Ca ≤ 0,005%, остальное железо и неизбежные примеси в результате производственного процесса, причем лист содержит никель с содержанием Nisurf в области поверхности указанного листа на глубину Δ, так что: Nisurf > Ninom, где Ninom означает номинальное содержание никеля в стали, и так что Nimax означает максимальное содержание никеля в пределах Δ: x (Δ) ≥ 0,6, и так что ≥ 0,01, причем глубина Δ выражена в микронах, содержание Nimax и Ninom выражено в процентах по массе;
- стальные подложки первого и второго листов имеют одинаковый химический состав;
- толщина первого и второго листов составляет 1,5 – 4 мм;
- толщина указанных первого и второго листов составляет 1,5 – 3 мм, и указанная сварная стальная деталь имеет предел прочности на растяжение (UTS) больше 800 МПа;
- толщина указанных первого и второго листов составляет 2 – 4 мм, и указанная сварная стальная деталь имеет предел прочности на растяжение (UTS) больше 700 МПа.
Изобретение также относится к горячештампованной детали, в которой указанный второй лист имеет конструктивное исполнение с уступом на крае, причем периферийный край указанного второго листа имеет концевой участок, за которым следует наклонный соединительный участок, за которым следует центральный участок, параллельный концевому участку и расположенный в поперечном направлении на расстоянии не более 10 миллиметров от указанного концевого участка, причем суммарная длина концевого участка и наклонного соединительного участка составляет не более 50 миллиметров, и наклонный концевой участок образует угол с центральным участком, который составляет 120 – 160°, предпочтительно 130 – 150°.
Горячештампованная деталь изобретения также может содержать следующие дополнительные характеристики, рассматриваемые по отдельности или согласно всем возможным техническим комбинациям:
- указанная горячештампованная деталь имеет предел прочности на растяжение (UTS) равный или выше 500 МПа;
- указанная горячештампованная деталь имеет предел прочности на растяжение (UTS) выше 1000 МПа;
- указанная горячештампованная деталь имеет предел прочности на растяжение (UTS) выше 1500 МПа;
- указанная горячештампованная деталь имеет покрытие из алюминиевого сплава.
Изобретение также относится к способу изготовления сварной вышеописанной стальной детали, содержащему следующие этапы:
i) обеспечение наличия первого и второго стальных листов, причем по меньшей мере один из первого и второго стальных листов является стальной подложкой и имеет покрытие из алюминиевого сплава и является горячештампованным,
ii) деформирование периферийного края второго стального листа для формирования концевого участка, за которым продолжается наклонный соединительный участок к участку сварки,
iii) позиционирование периферийного края первого листа выше верхней стороны концевого участка периферийного края второго листа, на этой стороне или рядом с этой стороной для образования канавки, ограничиваемой в боковом направлении по меньшей мере частью верхней поверхности наклонного соединительного участка периферийного края второго листа и кромкой периферийного края первого листа,
iv) сварка первого и второго стальных листов, расположенных указанным образом, используя присадочную проволоку, которая заполняет ранее выполненную канавку, причем концевой участок периферийного края второго листа является опорным листом для выполнения сварки.
Способ по изобретению также содержит следующие дополнительные характеристики, рассматриваемые по отдельности или согласно всем возможным техническим комбинациям:
- этап деформирования периферийного края второго листа выполняется посредством холодной штамповки или гибки,
- этап деформирования периферийного края второго листа выполняется посредством горячей штамповки перед этапом обеспечения наличия первого и второго стальных листов,
- этап горячей штамповки периферийного края второго листа выполняется одновременно с этапом горячей штамповки указанного второго листа,
- периферийный край первого листа расположен с максимальным зазором 2 мм от концевого участка периферийного края второго листа,
- при позиционировании периферийного края первого листа выше концевого участка периферийного края второго листа, на этом участке или рядом с этим участком кромка первого листа расположена в продольном направлении рядом с местом соединения указанного концевого участка и наклонного соединительного участка периферийного края второго листа или на максимальном расстоянии 2 мм от указанного места соединения на стороне указанного концевого участка,
- при позиционировании периферийного края первого листа выше концевого участка периферийного края второго листа, на этом участке или рядом с этим участком верхняя сторона периферийного края первого листа и верхняя сторона участка сварки периферийного края второго листа расположены таким образом, что они выровнены в продольном направлении,
- химический состав по меньшей мере одного из первого и второго листов содержит в процентах по массе: 0,20 ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, 0,020% ≤ Al ≤ 0,070%, Cr ≤ 0.3%, 0,020% ≤Ti ≤ 0,060%, B<0, 010%, остальное железо и неизбежные примеси,
- химический состав по меньшей мере одного из первого и второго листов содержит в процентах массе: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, 0% ≤ Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, 0% ≤ Nb ≤ 0,060%, 0,0005% ≤ B≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,005%, 0,0001%≤P≤0,025%, причем следует принять во внимание, что содержание титана и азота удовлетворяет выражению: Ti/N > 3,42, и содержание углерода, марганца, хрома и кремния удовлетворяет выражению , причем химический состав по усмотрению содержит один или несколько из следующих элементов: 0,05% ≤ Mo ≤ 0,65%, 0,001% ≤ W ≤ 0,30%%, 0,0005 % ≤ Ca ≤ 0,005%, остальное железо и неизбежные примеси в результате производственного процесса, причем лист содержит никель с содержанием Nisurf в области поверхности указанного листа на глубину Δ, так что: Nisurf > Ninom, где Ninom означает номинальное содержание никеля в стали, и так что Nimax означает максимальное содержание никеля в пределах Δ: x (Δ) ≥ 0,6, и так что ≥ 0,01, причем глубина Δ выражена в микронах, содержание Nimax и Ninom выражено в процентах по массе,
- процесс сварки является процессом дуговой сварки, процессом лазерной сварки или процессом гибридной лазерной сварки с использованием защитного газа,
- процесс дуговой сварки является дуговой сваркой металлическим электродом в среде защитного газа, дуговой сваркой вольфрамовым электродом в среде защитного газа или плазменно-дуговой сваркой,
- химический состав присадочной проволоки содержит в процентах по массе 0,03 ≤ C ≤ 0,14%, 0,9 ≤ Mn ≤ 2,1% и 0,5 ≤ Si ≤ 1, 30%, остальное железо и неизбежные примеси,
- диаметр присадочной проволоки составляет 0,8 – 2 мм.
- процесс сварки выполняется со скоростью сварки меньше 1,5 м/мин, и погонная энергия сварки составляет 1,5 – 10 кДж/см.
И, наконец, изобретение относится к использованию вышеописанной сварной детали для изготовления для изготовления рычагов подвески или деталей шасси автотранспортных средств.
Другие характеристики и преимущества изобретения станут понятными из нижеприведенного описания, представленного только в качестве примера без ограничений со ссылкой на приложенные чертежи, на которых:
фиг. 1 – схематическое изображение вышеописанной сварной стальной детали из существующего уровня техники с выровненными в продольном направлении первым и вторым стальными листами, сварными встык;
фиг. 2 - схематическое изображение вышеописанной сварной стальной детали из существующего уровня техники с первым и вторым стальными листами, расположенными друг над другом и сварными внахлестку;
фиг. 3 - схематическое изображение вышеописанной сварной стальной детали из фиг. 2, в которой происходит вращение вокруг сварного валика, когда сварная деталь подвергается прикладыванию растягивающих усилий;
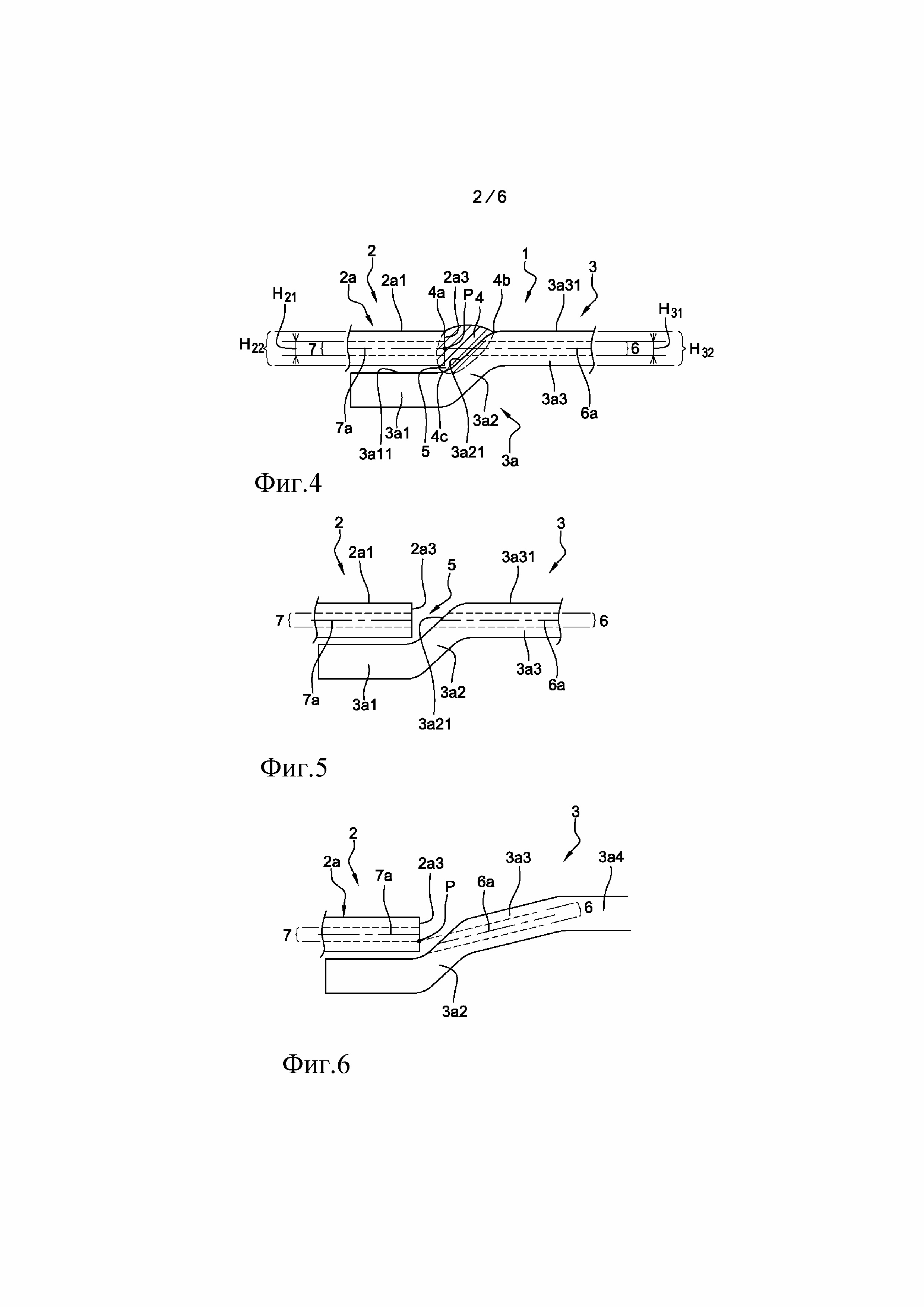
фиг. 4 – схематическое изображение сварной стальной детали по изобретению в первом предпочтительном варианте, в котором первый и второй листы имеют конструктивное исполнение с уступом на крае одного из листов;
фиг. 5 – схематическое изображение сварной стальной детали по изобретению из фиг. 4, показанное без сварного валика для упрощения фигуры;
фиг. 6 – схематическое изображение сварной стальной детали по изобретению во втором варианте, показанное без сварного валика, причем верхняя сторона периферийного края первого листа непараллельна верхней стороне участка сварки периферийного края второго листа;
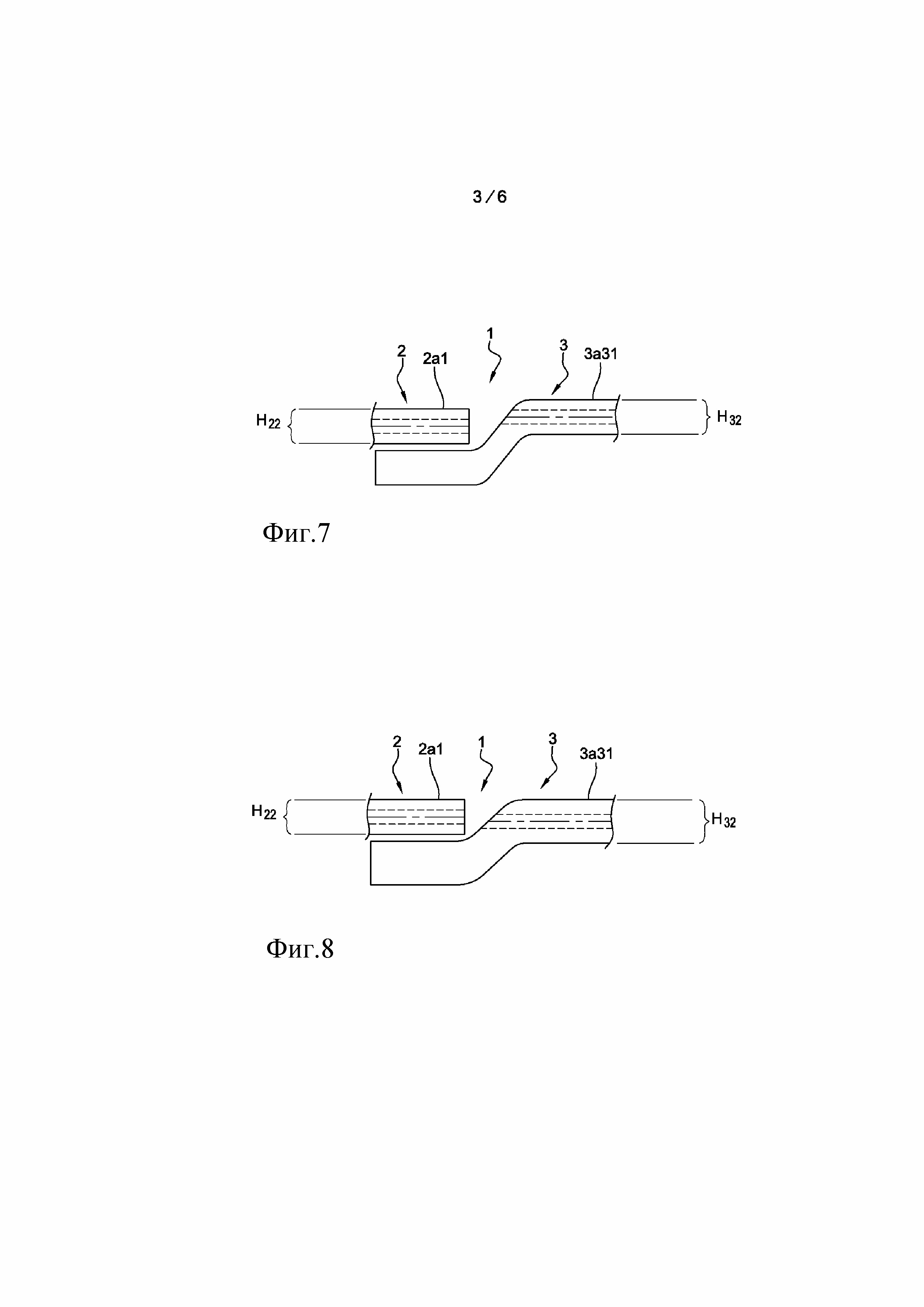
фиг. 7 – схематическое изображение сварной стальной детали по изобретению в третьем варианте, показанное без сварного валика, причем верхняя сторона периферийного края первого листа не выровнена в продольном направлении с верхней стороной участка сварки периферийного края второго листа;
фиг. 8 – схематическое изображение сварной стальной детали по изобретению в четвертом варианте, показанное без сварного валика, причем первый и второй листы имеют разные толщины;
фиг. 9 – схематическое изображение сварной стальной детали из фиг. 6 со сварным валиком, причем пяты сварного шва не выровнены в продольном направлении;
фиг. 10 – схематическое изображение угла α между наклонным участком периферийного края второго листа и продольной поверхностью посередине толщины указанного второго листа, относящееся к сварной стальной детали из первого варианта на фиг. 4;
фиг. 11 - схематическое изображение горячештампованной детали изобретения, которая может использоваться в качестве второго листа в сварной стальной детали изобретения;
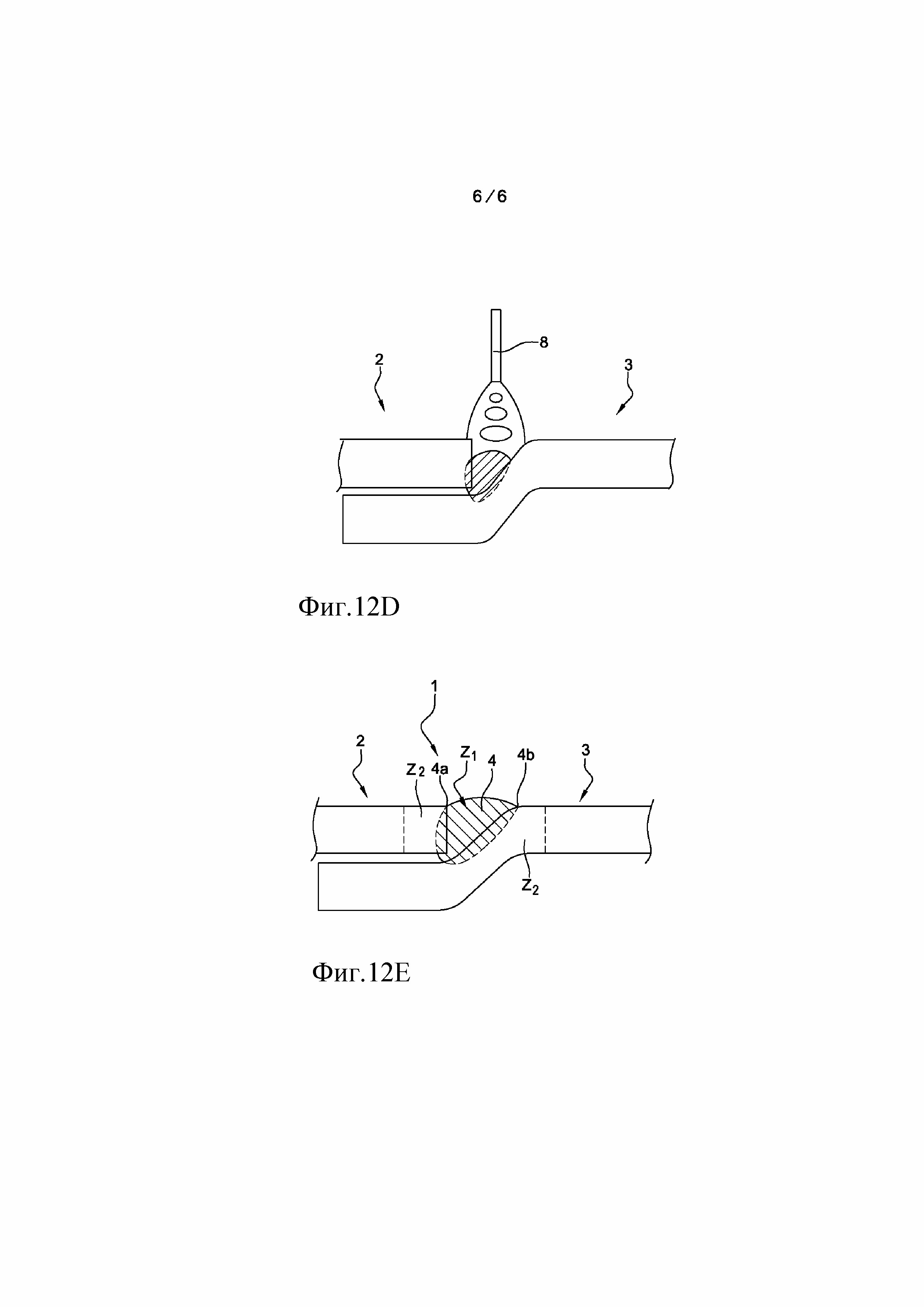
фиг. 12A – 12E – схематические изображения основных этапов способа изобретения. Фиг. 12A – этап обеспечения наличия первого и второго стальных листов. Фиг. 12B – этап деформирования периферийного края второго стального листа, позволяющий изготавливать горячештампованный лист изобретения. Фиг. 12C – этап позиционирования периферийного края первого листа выше верхней стороны концевого участка периферийного края второго листа или рядом с этой стороной. Фиг. 12D – этап сварки первого и второго стальных листов, расположенных указанным образом, используя присадочную проволоку. Фиг. 12E – сварная стальная деталь с помощью способа изобретения.
Настоящее изобретение предлагает сварную стальную деталь, изготавливаемую посредством сварки первого лита со вторым листом. По меньшей мере, один из первого и второго листов является стальной подложкой и имеет покрытие из алюминиевого сплава. В контексте настоящего изобретения алюминиевый сплав определяется как содержащий по меньшей мере в среднем 30% масс. алюминия, как измерено по отношению к слою покрытия. В операции сварки используется присадочная проволока, которая после плавления и охлаждения образует сварной валик, соединяющий первый лист со вторым листом и являющийся частью указанной сварной стальной детали.
По изобретению и со ссылкой на фиг. 4 и 5 по меньшей мере один из первого 2 и второго 3 листов является горячештампованной деталью, изготавливаемой в процессе производства конструкционных деталей и защитных деталей в автомобильной отрасли. Кроме того, соответствующие периферийные края 2a, 3a первого 2 и второго 3 листов имеют конструктивное исполнение с уступом на крае одного из листов. Такое конструктивное исполнение с уступом на крае одного из листов может определяться расположением периферийного края 2a первого листа 2 выше верхней стороны 3a11 периферийного края 3a второго листа 3, на этой стороне или рядом с этой стороной. Точнее, периферийный край 3a имеет специальную геометрию, по существу, в S-образной форме, содержащей концевой участок 3a1, за которым следует наклонный соединительный участок 3a2, за которым следует участок 3a3 сварки. По меньшей мере, часть верхней стороны 3a21 наклонного соединительного участка 3a2 ограничивает по меньшей мере в боковом направлении, совместно с кромкой 2a3 периферийного края 2a первого листа 2 канавку 5 (фиг. 5) для выполнения сварного валика 4 (фиг. 4).
Кроме того, участок 3a3 сварки образует непрерывность в продольном направлении с периферийным краем 2a первого листа 2. Непрерывность в продольном направлении необходима для того, чтобы исключить возникновение трещин, образующихся под действием растягивающих напряжений в зоне Z1 сплавления, и обеспечить, чтобы сварная стальная деталь имела механическую прочность выше 700 МПа.
Непрерывность в продольном направлении, прежде всего, определяется по меньшей мере частичным выравниванием центральных волокон в первом и втором листах или, точнее, центральных волокон первого листа и сварного участка 3a3 периферийного края 3a второго листа 2. Центральное волокно листа определяется как центральная зона, расположенная в зоне посередине толщины соответствующего листа.
Непрерывность в продольном направлении определяется продольным выравниванием по меньшей мере части зоны 6 посередине толщины участка 3a3 сварки по меньшей мере с частью зоны 7 посередине толщины периферийного края 2a первого листа 2. Каждая зона 6, 7 посередине толщины определяется в сечении толщиной H21, H31, выровненном по центру поверхности 6a, 7a посередине толщины соответствующего листа 2, 3. Толщина этих зон 6, 7 посередине толщины определяется как равная 40% толщины соответствующего листа 2 или 3. Продольное выравнивание зон 6, 7 посередине толщины определяется следующим образом: воображаемое продолжение плоскостей, ограничивающих зону 6 посередине толщины, пересекает кромку 2a3 первого листа 2. Эти пересечения именуются точками P проекции. Когда полученная таким образом по меньшей мере точка P проекции расположена внутри зоны 7a посередине толщины, зоны 6, 7 посередине толщины определяются как образующие непрерывность в продольном направлении. С учетом этой непрерывности в продольном направлении автор изобретения установил, что деформация сдвига в корне сварного шва уменьшается, когда сварной шов подвергается воздействию растягивающих напряжений.
По изобретению конструктивное исполнение с уступом на крае одного из листов соответствующего периферийного края 2a, 3a первого и второго листов с алюминиевым покрытием, как описано выше, позволяет изготавливать сварную стальную деталь с пределом прочности на растяжение выше 700 МПа и исключить образование трещин в сварном валике 4, как показано ниже в примерах.
В сварной стальной детали по первому варианту на фиг. 4 и 5 верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа параллельны. Это конструктивное исполнение является весьма предпочтительным конструктивным исполнением, поскольку оно позволяет изготавливать сварную стальную деталь, в которой зоны, расположенные рядом со сварным валиком 4, выровнены в продольном направлении, и образует на двух листах 2, 3 непрерывную плоскую поверхность с каждой стороны сварного валика.
Как вариант и как показано на фиг. 6, участок 3a3 сварки наклонен относительно поверхности 7a посередине толщины первого листа 2. Тем не менее, точка P проекции на кромке 2a3 периферийного края 2a первого листа 2 по меньшей мере одной прямой линии, которая параллельна зоне 6 поверхности посередине толщины второго листа 3 и которая расположена внутри соответствующей зоны 6 посередине толщины, расположена в зоне 7 посередине толщины первого листа 2. Такое конструктивное исполнение соответствует общему определению непрерывности в продольном направлении участка 3a3 сварки периферийного края 3a второго листа и периферийного края 2a первого листа 2, как указано выше. В таком конструктивном исполнении именно зона 3a4 рядом с участком 3a3 сварки обеспечивает плоскостность параллельных листов при сборке и/или в пределах продольной оси периферийного края 2a первого листа 2.
В сварной стальной детали первого варианта на фиг. 4 и 5 первый 2 и второй 3 листы имеют приблизительно одинаковую толщину (т.е. разность их толщин составляет менее 10%), и верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 выровнены в продольном направлении. Это конструктивное исполнение является предпочтительным конструктивным исполнением, принимая во внимание толщины первого 2 и второго 3 листов, как и принимая во внимание продольное выравнивание верхней стороны 2a1 периферийного края 2a первого листа 2 и верхней стороны 3a31 участка 3a3 сварки периферийного края 3a второго листа 3. Что касается толщин первого и второго листов, это конструктивное исполнение соответствует многим промышленным требованиям. Что касается продольного выравнивания верхней стороны 2a1 периферийного края 2a первого листа 2 и верхней стороны 3a31 участка 3a3 сварки периферийного края 3a второго листа 3, это конструктивное исполнение обеспечивает наилучшую плоскостность зоны рядом с зоной сварки, а также обеспечивает выполнение сварного валика 4, предпочтительное расположение которого подробно описано ниже.
Как вариант, и как показано на фиг. 7, верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 параллельны, но не выровнены в продольном направлении. Тем не менее, в этом варианте толщины H22, H32 второго 2 и третьего 3 листов равны.
Как вариант, и как показано на фиг. 8, толщина H22 первого листа 2 меньше толщины H32 второго листа 3. Тем не менее, в этом варианте верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 выровнены в продольном направлении.
Другой вариант, непоказанный на фигурах, но входящий в объем изобретения, может сочетать в себе характеристики фиг. 7 и 8, принимая во внимание, что толщины H22, H32 первого листа и второго листа равны, и верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 параллельны, но не выровнены в продольном направлении, и что соответствующие зоны (6, 7) посередине толщины выровнены в продольном направлении.
Другой характеристикой, которую необходимо учитывать, является сварной валик 4, и. в частности, позиционирование противоположных пят 4a, 4b сварного шва в сварном валике 4, соответственно расположенных на верхней стороне 2a1 периферийного края 2a первого листа 2 и верхней стороне 3a31 участка 3a3 сварки периферийного края 3a второго листа 3. Когда верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 выровнены в продольном направлении, как в случае варианта на фиг. 4, это позволяет двум противоположным пятам 4a, 4b сварного шва в сварном валике 4 также находиться в выровненном состоянии в продольном направлении. И, наоборот, когда верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 не выровнены в продольном направлении, как в случае варианта, показанного на фиг. 9, это может обусловливать смещение в продольном направлении между двумя противоположными пятами 4a, 4b сварного шва в сварном валике 4. В другом непоказанном случае позиционирования верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 выровнены в продольном направлении, в то время как две противоположные пяты 4a, 4b сварного шва в сварном валике 4 не выровнены в продольном направлении. Продольное выравнивание двух противоположных пят 4a, 4b сварного шва в сварном валике 4 является предпочтительным, в частности, для ограничения чрезмерного вращения сварной стальной детали 1 во время воздействия растягивающих усилий, как описано со ссылкой на фиг. 1 – 3, где два растягивающих усилия, прикладываемых в противоположных направлениях, обозначены стрелками F.
На фиг. 10 показана другая характеристика, которая должна быть принята во внимание, а именно, угол α между наклонным соединительным участком 3a2 периферийного края 3a и продольной поверхностью 6a посередине толщины указанного второго листа 3. Минимальная величина угла α составляет 90 градусов. В этом случае канавка 5, ограничиваемая верхней стороной 3a21 наклонного соединительного участка 3a2 и кромкой 2a3 периферийного края 2a первого листа является небольшой. Указанный угол α в любом случае должен быть меньше 180 градусов, принимая во внимание конструктивное исполнение с уступом на крае одного из листов соответствующего периферийного края 2a, 3a первого 2 и второго 3 листов. Когда угол α большой, канавка также большая, что требует большого количества присадочной проволоки для выполнения сварного шва. Также необходимо принять во внимание формирование периферийного края 3a второго листа, поскольку это формирование легче выполнять, если угол α большой.
Предпочтительно, угол α составляет 120 – 160 градусов. Такие величины позволяют одновременно более легким образом формировать периферийный край 3a второго листа 3 и обеспечить канавку приемлемого объема. Предпочтительно, угол составляет 130 – 150 градусов.
Использование покрытия из алюминиевого сплава на любом из первого и второго листов 2, 3 обусловливает, как указано выше, присутствие феррита в сварном валике 4 и, в частности, в корне сварного шва 4. Как описано выше, такое присутствие мягкого феррита снижает предел прочности на растяжение при сдвиге сварного валика 4. Однако автор изобретения неожиданным образом установил, что конструктивное исполнение с уступом на крае одного из листов периферийного края 2a, 3a первого и второго листов сварной стальной детали изобретения снижает риск образования трещин в сварном валике 4, подвергаемом воздействию растягивающих напряжений, несмотря на присутствие феррита и соответствующее ослабление сварного валика 4. Как подробно описано ниже в примерах, растрескивание сварной стальной детали изобретения, подвергаемой воздействию растягивающих усилий, в зоне Z1 сплавления больше не происходит, что связано с увеличенным UTS.
Первый и второй листы 2 и 3 являются стальными листами, которые были подвергнуты нанесению алюминиевого покрытия с последующей выполнением горячей штамповки. Слой алюминиевого покрытия позволяет предотвратить окисление стальной подложки и обезуглероживание во время нагрева, который предшествует штамповке и последующему охлаждению в прессе. Стальная подложка в виде стальных листов 2 и 3 является сталью, подвергаемой термообработке, т.е. сталью, подвергаемой структурной закалке посредством мартенситного или бейнитного превращения после нагрева в аустенитной области.
Предпочтительно, микроструктура по меньшей мере первого 2 и второго 3 листа после горячей штамповки содержит мартенсит, который позволяет достигнуть UTS, равного или выше 1000 МПа и предпочтительно выше 1500 МПа.
По первому возможному варианту химический состав по меньшей мере одного из первого 2 и второго 3 листов содержит в процентах по массе: 0,04 ≤ C ≤ 0,1%, 0,3% ≤ Mn ≤ 2%, Si ≤ 0,3%, Ti ≤ 0,8%, 0,015% ≤ Nb ≤ 0,1%, Cr, Ni, Cu, Mo ≤ 0,1%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 500 МПа.
По второму возможному варианту химический состав по меньшей мере одного из первого 2 и второго 3 листов сварной стальной детали содержит в процентах по массе: 0,06 ≤ C ≤ 0,10%, 1,4% ≤ Mn ≤ 1,9%, 0,2% ≤ Si ≤ 0,5%, 0,020% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 0,1, причем: 1,5% ≤ (C + Mn+ Si + Cr) ≤ 2,7%, 0,040% ≤ Nb ≤ 0,060%, 3,4 x N ≤ Ti ≤ 8 x N, причем: 0,044% ≤ (Nb + Ti) ≤0,090%, 0,0005 ≤ B ≤ 0,004%, 0,001% ≤ N ≤ 0,009%, 0,0005% ≤ S ≤ 0,003%, 0,001% ≤ P ≤ 0,020%, по усмотрению: 0,0001% ≤ Ca ≤0,003%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 1000 МПа.
По третьему возможному варианту химический состав по меньшей мере одного из первого 2 и второго 3 листов сварной стальной детали содержит в процентах по массе: 0,20 ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, 0,020% ≤ Al ≤ 0,070%, Cr ≤ 0.3%, 0,020% ≤Ti ≤ 0,060%, B<0, 010%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 1500 МПа.
По четвертому возможному варианту химический состав по меньшей мере одного из первого 2 и второго 3 листов сварной стальной детали содержит в процентах массе: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, 0% ≤ Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, 0% ≤ Nb ≤ 0,060%, 0,0005% ≤ B≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,005%, 0,0001%≤P≤0,025%, причем следует принять во внимание, что содержание титана и азота удовлетворяет выражению: Ti/N > 3,42, и содержание углерода, марганца, хрома и кремния удовлетворяет выражению , причем химический состав по усмотрению содержит один или несколько из следующих элементов: 0,05% ≤ Mo ≤ 0,65%, 0,001% ≤ W ≤ 0,30%%, 0,0005 % ≤ Ca ≤ 0,005%, остальное железо и неизбежные примеси в результате производственного процесса, причем лист содержит никель с содержанием Nisurf в области поверхности указанного листа на глубину Δ, так что: Nisurf > Ninom, где Ninom означает номинальное содержание никеля в стали, и так что Nimax означает максимальное содержание никеля в пределах Δ: x (Δ) ≥ 0,6, и так что ≥ 0,01, причем глубина Δ выражена в микронах, содержание Nimax и Ninom выражено в процентах по массе. По указанному возможному варианту стальной лист, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) больше 1800 МПа.
Как преимущество, первый 2 и второй листы 3 имеют один и то же химический состав.
Сварная стальная деталь изобретения может иметь толщины в диапазоне толщин, необходимых для изготовления сварных стальных деталей в автомобильной отрасли, и, в частности, для изготовления рычагов подвески и/или деталей шасси автотранспортных средств. С этой целью толщина первого 2 и второго 3 листов составляет 1,5 – 4 мм.
Химический состав первого 2 и второго 3 листов может соответствовать вышеописанным возможным вариантам при толщине 6b, 7b указанного первого 2 и второго 3 листов, которая оставляет 1,5 – 3 мм. Как будет показано в примерах, такая стальная деталь имеет механическую прочность больше 800 МПа.
Химический состав первого 2 и второго 3 листов также может соответствовать второму, третьему и четвертому возможным вариантам при толщине 6b, 7b указанного первого 2 и второго 3 листов, которая оставляет 2 – 4 мм. Как будет показано в примерах, такая стальная деталь имеет механическую прочность (UTS) больше 700 МПа. Этот диапазон толщин в особенности пригоден для изготовления шасси и конструкционных деталей автотранспортных средств, которые обычно имеют большую толщину.
Со ссылкой на фиг. 11 изобретение также относится к горячештампованной детали, используемой в качестве второго листа 3 в сварной стальной детали изобретения. Как и в случае второй детали 3 на фиг. 4 – 10, указанная горячештампованная деталь имеет конструктивное исполнение с уступом на крае, причем периферийный край 3a указанной детали 3 имеет концевой участок 3a1, за которым следует наклонный соединительный участок 3a2, за которым следует центральный участок 3a3. В горячештампованной детали изобретения центральный участок 3a3 параллелен концевому участку 3a1. Поперечное расстояние D1 между концевым участком 3a1 и центральным участком 3a3 составляет не более 10 миллиметров. Кроме того, суммарная длина D2 концевого участка 3a1 и наклонного соединительного участка 3a2 составляет не более 50 миллиметров. И, наконец, наклонный соединительный участок 3a2 образует угол α с центральным участком 3a3, который составляет 120 - 160°, предпочтительно, 130 - 150°. Это позволяет использовать указанную горячештампованную деталь изобретения в качестве второго листа в сварной стальной детали изобретения при изготовлении деталей в автомобильной отрасли.
Предпочтительно, микроструктура второго листа 3 после горячей штамповки содержит мартенсит, что позволяет достичь UTS, равного или выше 1000 МПа, предпочтительно выше 1500 МПа.
По первому возможному варианту и как указано выше, химический состав второго листа 3 содержит в процентах по массе: 0,04 ≤ C ≤ 0,1%, 0,3% ≤ Mn ≤ 2%, Si ≤ 0,3%, Ti ≤ 0,8%, 0,015% ≤ Nb ≤ 0,1%, Cr, Ni, Cu, Mo ≤ 0,1%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист 3, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 500 МПа.
По второму возможному варианту и как указано выше, химический состав второго листа 3 сварной стальной детали содержит в процентах по массе: 0,06 ≤ C ≤ 0,10%, 1,4% ≤ Mn ≤ 1,9%, 0,2% ≤ Si ≤ 0,5%, 0,020% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 0,1, причем: 1,5% ≤ (C + Mn+ Si + Cr) ≤ 2,7%, 0,040% ≤ Nb ≤ 0,060%, 3,4 x N ≤ Ti ≤ 8 x N, причем: 0,044% ≤ (Nb + Ti) ≤0,090%, 0,0005 ≤ B ≤ 0,004%, 0,001% ≤ N ≤ 0,009%, 0,0005% ≤ S ≤ 0,003%, 0,001% ≤ P ≤ 0,020%, по усмотрению: 0,0001% ≤ Ca ≤0,003%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист 3, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 1000 МПа.
По третьему возможному варианту и как указано выше, химический состав второго листа 3 сварной стальной детали содержит в процентах по массе: 0,20 ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, 0,020% ≤ Al ≤ 0,070%, Cr ≤ 0.3%, 0,020% ≤Ti ≤ 0,060%, B<0, 010%, остальное железо и неизбежные примеси. По указанному возможному варианту стальной лист 3, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) приблизительно 1500 МПа.
По четвертому возможному варианту и как указано выше, химический состав второго листа 3 сварной стальной детали содержит в процентах по массе: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, 0% ≤ Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, 0% ≤ Nb ≤ 0,060%, 0,0005% ≤ B≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,005%, 0,0001%≤P≤0,025%, причем следует принять во внимание, что содержание титана и азота удовлетворяет выражению: Ti/N > 3,42, и содержание углерода, марганца, хрома и кремния удовлетворяет выражению , причем химический состав по усмотрению содержит один или несколько из следующих элементов: 0,05% ≤ Mo ≤ 0,65%, 0,001% ≤ W ≤ 0,30%%, 0,0005 % ≤ Ca ≤ 0,005%, остальное железо и неизбежные примеси в результате производственного процесса, причем лист содержит никель с содержанием Nisurf в области поверхности указанного листа на глубину Δ, так что: Nisurf > Ninom, где Ninom означает номинальное содержание никеля в стали, и так что Nimax означает максимальное содержание никеля в пределах Δ: x (Δ) ≥ 0,6, и так что ≥ 0,01, причем глубина Δ выражена в микронах, содержание Nimax и Ninom выражено в процентах по массе. По указанному возможному варианту стальной лист 3, содержащий такой состав, после горячей штамповки имеет механическую прочность (UTS) больше 1800 МПа.
Предпочтительно горячештампованная стальная деталь имеет покрытие из алюминиевого сплава, причем указанное алюминиевое покрытие определяется как содержащее по меньшей мере в среднем 30% масс. алюминия, как измерено по отношению к слою покрытия.
Со ссылкой на фиг. 12a – 12e способ изобретения для изготовления вышеописанной стальной сварной детали содержит следующие этапы:
i) обеспечение наличия первого 2 и второго 3 стальных листов (фиг. 12A),
ii) деформирование периферийного края 3a второго стального листа 3 для формирования концевого участка 3a1, за которым продолжается наклонный соединительный участок 3a2 к участку 3a3 сварки (фиг. 12B),
iii) позиционирование периферийного края 2a первого листа 2 выше верхней стороны 3a11 концевого участка 3a1 периферийного края 3a второго листа 3, на этой стороне или рядом с этой стороной для образования канавки 5 (фиг. 12C),
iv) сварка первого 2 и второго 3 стальных листов (фиг. 12D), расположенных указанным образом, используя присадочную проволоку 8, которая заполняет ранее выполненную канавку 5, причем концевой участок 3a1 периферийного края 3a второго листа 3 является опорным листом для выполнения сварки, в результате чего получают сварной стальной лист по изобретению (фиг. 12E).
Этап ii) можно выполнять посредством холодной штамповки, гибки или горячей штамповки перед этапом обеспечения наличия первого и второго стальных листов. Предпочтительно, этап ii) выполняют одновременно с этапом горячей штамповки указанного второго листа 3. Благодаря первой из двух схем реализации формоизменение второго листа 3 и формоизменение периферийного края 3a второго листа 3 могут выполняться за один этап.
Со ссылкой на фиг. 12C этап iii) выполняется посредством расположения периферийного края 2a первого листа 2 на расстоянии от концевого участка 3a1 периферийного края 3a второго листа 3 с максимальным зазором D3 равным 2 миллиметрам. Если бы максимальный зазор был больше 2 мм, в полученной сварной стальной детали центральные волокна не были бы выровнены, обусловливая низкую механическую прочность.
Также со ссылкой на фиг. 12C кромка 2a3 первого листа 2 расположена рядом с местом 9 соединения концевого участка 3a1 и наклонного соединительного участка 3a2 периферийного края 3a на максимальном расстоянии D4 от этого места 9 соединения, равном 3 мм, на стороне указанного концевого участка 3a1. Если бы это максимальное расстояние было больше 3 мм, большой объем канавки 5 отрицательно повлиял бы как на выполнение операции сварки, так и на окончательные механические свойства.
Опять же со ссылкой на фиг. 12C, при позиционировании периферийного края 2a на концевом участке 3a1 периферийного края 3a второго листа 3 верхняя сторона 2a1 периферийного края 2a первого листа 2 и верхняя сторона 3a31 участка 3a3 сварки периферийного края 3a второго листа 3 предпочтительно расположены таким образом, что они продольно выровнены в одну линию для создания вышеописанных преимуществ.
Что касается этапа сварки первого 2 и второго 3 стальных листов, процесс сварки может быть процессом дуговой сварки, процессом лазерной сварки или процессом гибридной лазерной сварки с использованием лазерного луча и электрической дуги. Если процесс сварки является процессом дуговой сварки, это может быть дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или плазменно-дуговая сварка (PAW).
Химический состав присадочной проволоки может содержать в процентах по массе:
- 0,03 ≤ C ≤ 0,14%, 0,9 ≤ Mn ≤ 2,1% и 0,5 ≤ Si ≤ 1,30%, остальное железо и неизбежные примеси.
Диаметр присадочной проволоки 9 предпочтительно составляет 0,8 – 2 мм.
И, наконец, если процесс сварки является процессом дуговой сварки, скорость сварки составляет меньше 1,5 м/мин, и погонная энергия сварки составляет 1,5 – 10 кДж/см.
Ниже в двух примерах показаны результаты механических испытаний, выполненных на сварной стальной детали изобретения, изготовленной из первого листа 2 и второго листа 3 одного и того химического состава, соответствующего третьему возможному варианту, который содержит в процентах по массе: 0,22% C, 1,16% Mn, 0,26% Si; 0,030% Al, 0,17% Cr, 0, 035% Ti, 0,003% B, 0,001% S, 0,012% P, остальное железо и неизбежные примеси.
Пример 1
Сварная стальная деталь в этом примере изготовлена из двух горячештампованных листов одинаковой толщиной 2,5 мм. Каждый лист предварительно был подвергнут горячей штамповке после нагрева при 900°C в течение 8 минут. Листы имеют покрытие из алюминиевого сплава, причем толщина покрытия составляет приблизительно 50 мкм с каждой стороны.
Табл. 1: Результаты испытаний на растяжение, полученные на сварной стальной детали изобретения, имеющей толщину 2,5 мм и сварной с помощью дуговой сварки металлическим электродом в среде защитного газа (GMAW)
Второй лист 3 подвергнут формоизменению с помощью операции горячей штамповки, выполненной с использованием пригодных инструментов.
Конструктивное исполнение первого 2 и второго 3 листов с уступом на крае одного из листов соответствует изображениям на фиг. 4 и 12E и, следовательно, соответствует общему определению сварной стальной детали изобретения, в котором, в первую очередь, участок 3a3 сварки периферийного края 3a второго листа 3 образует непрерывность в продольном направлении с периферийным краем 2a первого листа 2.
В трех примерах 1A, 1B и 1C разрушение сварной стальной детали происходило приблизительно в 2мм от пяты 4b сварного шва всегда снаружи сварного валика, поскольку изобретение исключает чрезмерную концентрацию деформаций в корне шва, который содержит феррит из-за присутствия алюминия в результате плавления покрытия.
В трех примерах 1A, 1B и 1C предел прочности на растяжение определенно выше 700 МПа и близок к механической прочности, полученной применительно к технике стыковой сварки (880 – 910 МПа), а также значительно выше механической прочности, достигнутой применительно к сварке внахлестку и составляющей приблизительно 740 МПа.
Пример 2
Сварная стальная деталь в этом примере изготовлена посредством соединения двух горячештампованных листов одинаковой толщиной 3,2 мм, имеющих на поверхности алюминиевое покрытие приблизительно 50 мкм.
Табл. 2: Результаты испытаний на растяжение, полученные на сварной стальной детали изобретения, имеющей толщину 3,2 мм и сварной с помощью дуговой сварки металлическим электродом в среде защитного газа (GMAW)
Конструктивное исполнение первого 2 и второго 3 листов, а также управление режимами сварки идентичны описанию, представленному в примере 1.
В двух примерах 2A, 2B разрушение происходило снаружи сварного валика и точнее, со ссылкой на фиг. 12E, на стороне второго листа на уровне у пяты 4b сварного шва. Это разрушение систематически происходило снаружи сварного валика в отличие от вышеописанных случаев сварки внахлестку.
В двух примерах 2A, 2B предел прочности на растяжение выше заданной величины 700 МПа и значительно выше механической прочности, достигнутой применительно к сварке внахлестку для таких же толщин листов (приблизительно 550 МПа). Если механическая прочность остается ниже механической прочности, достигнутой для техники стыковой сварки, это связано с небольшим отклонением от выравнивания противоположных пят 4a, 4b сварного шва, что обусловливает снижение предела прочности на растяжение. Тем не менее, систематическое растрескивание снаружи сварного валика и наличие естественной опоры для выполнения сварки (второго листа 3) предусматривают преимущественные характеристики сварной стальной детали изобретения.
Таким образом, изобретение позволяет использовать сварную деталь по изобретению для изготовления рычагов подвески и/или деталей шасси автотранспортных средств.
Реферат
Изобретение относится к автомобилестроению и может быть использовано при изготовлении деталей для автотранспортного средства. Сварную стальную деталь (1) получают путем сварки первого листа (2) со вторым листом (3), по меньшей мере один из которых является стальной подложкой и имеет покрытие из алюминиевого сплава. Сварку выполняют с использованием присадочной проволоки. Периферийные края (2a, 3a) первого (2) и второго (3) листов имеют уступ на крае одного из листов. Причем периферийный край (2a) первого листа (2) расположен выше верхней стороны (3a11) концевого участка (3a1) периферийного (3a) края второго листа (3). За указанным концевым участком следует наклонный соединительный участок (3a2), по меньшей мере часть верхней стороны (3a21) которого ограничивает по меньшей мере в боковом направлении совместно с кромкой (2a3) периферийного края (2a) первого листа (2) канавку (5) для формирования сварного валика (4). За наклонным соединительным участком (3a2) следует участок (3a3) сварки. В результате обеспечивается повышение механической прочности сварной детали. 4 н. и 30 з.п. ф-лы, 2 табл., 12 ил.
Формула
Документы, цитированные в отчёте о поиске
Автомобильный конструктивный элемент и способ его изготовления
Комментарии