Автомобильный конструктивный элемент и способ его изготовления - RU2615648C1
Код документа: RU2615648C1
Чертежи






Описание
Область техники
Настоящее изобретение относится к автомобильному конструктивному элементу, образующему кузов автомобильного транспортного средства, и к способу его изготовления. В частности, настоящее изобретение относится к автомобильному конструктивному элементу, имеющему закрытую форму поперечного сечения, образованную путем объединения металлического листа, такого как тонкий стальной лист, и формованного тела из металлического листа, например, и к способу его изготовления.
Уровень техники
Среди автомобильных конструктивных элементов, используемых в качестве каркасных элементов рамы кузова автомобильного транспортного средства (каркаса кузова), имеющего конструкцию монокок, приведенных в качестве элементов, на которые предполагается действие нагрузки при трехточечном изгибе во время несчастного случая при столкновении, находятся брус боковины, усилитель бампера, центральная стойка и т.д.
Высокая нагрузка при трехточечном изгибе требуется от вышеуказанного автомобильного конструктивного элемента (далее называемого просто как "автомобильный конструктивный элемент"), чтобы защищать внутреннее пространство транспортного средства во время столкновения, или для того чтобы эффективно передавать ударную нагрузку во время столкновения другому автомобильному конструктивному элементу. Дополнительно сам автомобильный конструктивный элемент должен иметь отличную характеристику поглощения удара для трехточечного изгиба. В представленном описании нагрузка при трехточечном изгибе и характеристика поглощения удара для трехточечного изгиба, которую имеет автомобильный конструктивный элемент, совместно называются характеристикой изгиба-смятия. Дополнительно не только характеристика изгиба-смятия, но и уменьшение веса и уменьшение поперечного сечения с целью улучшения расхода топлива автомобиля настоятельно требуется от автомобильного конструктивного элемента.
Автомобильный конструктивный элемент собирается в общем с помощью точечной сварки первого составляющего элемента, изготовленного из стального листа, формованного в шляпообразную форму в поперечном сечении, имеющего наружный фланец, и закрывающей пластины, являющейся вторым составляющим элементом, изготовленным из стального листа, используя наружный фланец в качестве припуска на сварной шов. В представленном описании элемент с шляпообразным поперечным сечением, который имеет наружный фланец, называется шляпообразным элементом. Другими словами, шляпообразный элемент имеет шляпообразную форму поперечного сечения, выполненную посредством двух наружных фланцев, двух изогнутых участков, каждый из которых соединен с двумя наружными фланцами, двух участков вертикальных стенок, каждый из которых соединен с двумя изогнутыми участками, двух участков краевых линий, каждый из которых соединен с двумя участками вертикальных стенок, и одного участка дна желоба, с которым два участка краевых линий соединены.
До настоящего времени были предложены различные изобретения с целью подавления увеличения веса первого составляющего элемента, являющегося шляпообразным элементом, и для получения отличной характеристики изгиба-смятия.
Патентная литература 1 раскрывает автомобильный конструктивный элемент, в котором устанавливается нормальная область значений (R+7) мм, с радиусом изогнутого участка, равным R, по меньшей мере на одной поверхности из двух поверхностей, образующих изогнутый участок от центра изогнутого участка в поперечном сечении первого составляющего элемента, являющегося шляпообразным элементом, формованным путем изгиба прессованием стального листа, содержащего C: 0,05-0,3% (в представленном описании «%», связанные с химическим составом, означают «масс. %» при условии, что не отмечено иное) и Mn: 0,5-3,0%, один или множество участков(участок), упрочненных(ый) закалкой, образован(ы) вдоль изогнутого участка в нормальной области значений путем лазерного облучения или высокочастотного нагрева, и процент занятости 20% или более относительно всей длины нормальной области значений всей ширины участка, упрочненного закалкой, в нормальной области значений обеспечивается для всех поверхностей образующих все изогнутые участки первого составляющего элемента. Раскрыто, что согласно этому автомобильному конструктивному элементу сопротивление смятию при ударе может быть эффективно улучшено с помощью небольшого формирования участка, упрочненного закалкой, при обеспечении хорошей формуемости прессованием.
Патентная литература 2 раскрывает автомобильный конструктивный элемент, имеющий цилиндрический блок, который имеет замкнутую форму поперечного сечения, образованную первым составляющим элементом, являющимся шляпообразным элементом, и вторым составляющим элементом, и причем первый составляющий элемент и второй составляющий элемент сварены точечной сваркой по наружному фланцу, причем автомобильный конструктивный элемент вставляется путем заполнения слоем смолы области, расположенной между изогнутым участком, соседним с наружным фланцем, и вторым составляющим элементом. Раскрыто, что согласно этому автомобильному конструктивному элементу получаются малый вес и отличная характеристика изгиба-смятия.
С другой стороны, патентная литература 3 раскрывает автомобильный конструктивный элемент, выполненный путем соединения с помощью лазерной сварки внутренних фланцев двух составляющих элементов с углубленными поперечными сечениями друг с другом, таким образом, что их внутренние стенки нижних поверхностей обращаются друг к другу. Раскрыто, что согласно такому автомобильному конструктивному элементу изменение свойства нагрузки при изгибе может увеличивать величину поглощения энергии.
Патентная литература
Патентная литература 1: публикация выложенной заявки на патент Японии № 11-152541;
Патентная литература 2: публикация выложенной заявки на патент Японии № 2011-168082; и
Патентная литература 3: публикация выложенной заявки на патент Японии № 2003-54445.
Техническая задача
Для того, чтобы первому составляющему элементу, являющемуся шляпообразным элементом, раскрытым в патентной литературе 1, 2, иметь высокую нагрузку при трехточечном изгибе, важно подавлять деформацию формы поперечного сечения шляпообразного элемента во время размещения ударной нагрузки насколько это возможно и передавать эффективно ударную нагрузку от второго составляющего элемента участку вертикальной стенки первого составляющего элемента.
Здесь, когда ударная нагрузка передается от закрывающей пластины, являющейся вторым составляющим элементом, шляпообразному элементу, являющемуся первым составляющим элементом, ударная нагрузка, подводимая со стороны закрывающей пластины, передается участку вертикальной стенки через изогнутый участок, который обязательно существует между наружным фланцем и участком вертикальной стенки первого составляющего элемента. В связи с этим участок вертикальной стенки склонен рано деформироваться при изгибе так, что ударная нагрузка не может быть эффективно передана участку вертикальной стенки первого составляющего элемента. Другими словами, для того, чтобы улучшать характеристику изгиба-смятия автомобильного конструктивного элемента, эффективным является подавление возникновения деформации при изгибе участка вертикальной стенки во время размещения ударной нагрузки.
Однако хотя изобретение, раскрытое в патентном документе 1, подавляет деформацию формы поперечного сечения шляпообразного элемента путем упрочнения закалкой изогнутого участка шляпообразного элемента, являющегося первым составляющим элементом, этого подавления не достаточно для эффективной передачи ударной нагрузки участку вертикальной стенки. Дополнительно в изобретении, раскрытом в патентном документе 1, лазерное облучение или высокочастотный индукционный нагрев изогнутого участка шляпообразного элемента требуется для выполнения после сваривания и сборки с помощью наружного фланца шляпообразного элемента и закрывающей пластины, и увеличение количества человеко-часов и стоимости, необходимой для изготовления, является неизбежным.
Дополнительно, так как изобретение, раскрытое в патентном документе 2, подавляет деформацию участка вертикальной стенки путем заполнения смолой области (пространства), расположенной между изогнутым участком, соседним с наружным фланцем, шляпообразного элемента и вторым составляющим элементом, характеристика изгиба-смятия может быть улучшена в какой-то мере. Однако в дополнение к точечной сварке первого составляющего элемента и второго составляющего элемента, используя наружный фланец в качестве припуска на сварной шов, требуется заполнение смолой вышеописанной области, и увеличение количества человеко-часов и стоимости, необходимой для изготовления, является неизбежным.
Дополнительно в обоих изобретениях, раскрытых в патентной литературе 1, 2, для того, чтобы использовать точечную сварку для сварки первого составляющего элемента и второго составляющего элемента, необходимо обеспечивать наружный фланец шириной обычно около 20-30 мм в качестве припуска на сварной шов в первом составляющем элементе. Так как вклад наружного фланца в характеристику изгиба-смятия является малым, желательно уменьшение веса и уменьшение поперечного сечения путем сокращения ширины наружного фланца, но изобретения, раскрытые в патентном документе 1, 2, не могут предложить уменьшение веса и уменьшение поперечного сечения путем сокращения ширины наружного фланца.
С другой стороны, изобретение, раскрытое в патентном документе 3, может предложить уменьшение веса и уменьшение поперечного сечения автомобильного конструктивного элемента путем соединения внутренних фланцев друг с другом, по сравнению с наружным фланцем. Однако так как внутренние фланцы соединяются лазерной сваркой, при которой сварка выполняется путем оплавления сопряжения, область, расположенная между изогнутыми участками, соседними с внутренними фланцами, все же имеет зазоры. В связи с этим, когда ударная нагрузка передается одному составляющему элементу от другого составляющего элемента, ударная нагрузка, подводимая с другой стороны составляющего элемента, передается участку вертикальной стенки через изогнутый участок между внутренним фланцем и участком вертикальной стенки одного составляющего элемента. В связи с этим подобным образом в автомобильном конструктивном элементе, образованном с помощью шляпообразного элемента, раскрытого в патентном документе 1, существует проблема в том, что участок вертикальной стенки склонен рано деформироваться при изгибе, и в том, что ударная нагрузка не может быть эффективно передана участку вертикальной стенки одного составляющего элемента.
Решение задачи
Так как точечная сварка способна эффективно и легко сваривать множество перекрывающихся тонких стальных листов за довольно короткое время сварки около 0,1-0,5 секунд, традиционная точечная сварка нашла широкое применение для сварки автомобильного конструктивного элемента или кузова автомобильного транспортного средства в частности. Таким образом, при сборке автомобильного конструктивного элемента путем сварки первого составляющего элемента и второго составляющего элемента специалисту в области техники будет очевидным образование наружного фланца в качестве припуска на сварку в первом составляющем элементе и выполнение точечной сварки со вторым составляющим элементом с помощью наружного фланца.
В результате того, что авторы настоящего изобретения провели глубокое исследование для решения вышеописанных проблем, оно выполняется так, что внутренний фланец вместо наружного фланца образуется в первом составляющем элементе, первый составляющий элемент и второй составляющий элемент перекрываются с помощью внутреннего фланца, и по меньшей мере в части области, являющейся областью между изогнутым участком, продолжающимся к внутреннему фланцу, и вторым составляющим элементом, причем область является продолжением участка вертикальной стенки по направлению ко второму составляющему элементу, образуется участок передачи нагрузки, соединяющий изогнутый участок и второй составляющий элемент. В связи с этим авторы настоящего изобретения обнаружили, что количество человеко-часов и расходы, необходимые для изготовления, могут быть уменьшены до степени, подобной той, что в традиционном автомобильном конструктивном элементе, и что характеристика изгиба-смятия автомобильного конструктивного элемента может по существу быть улучшена по сравнению с характеристикой изгиба-смятия традиционного автомобильного конструктивного элемента, и дополнительно провели глубокое исследование для осуществления настоящего изобретения.
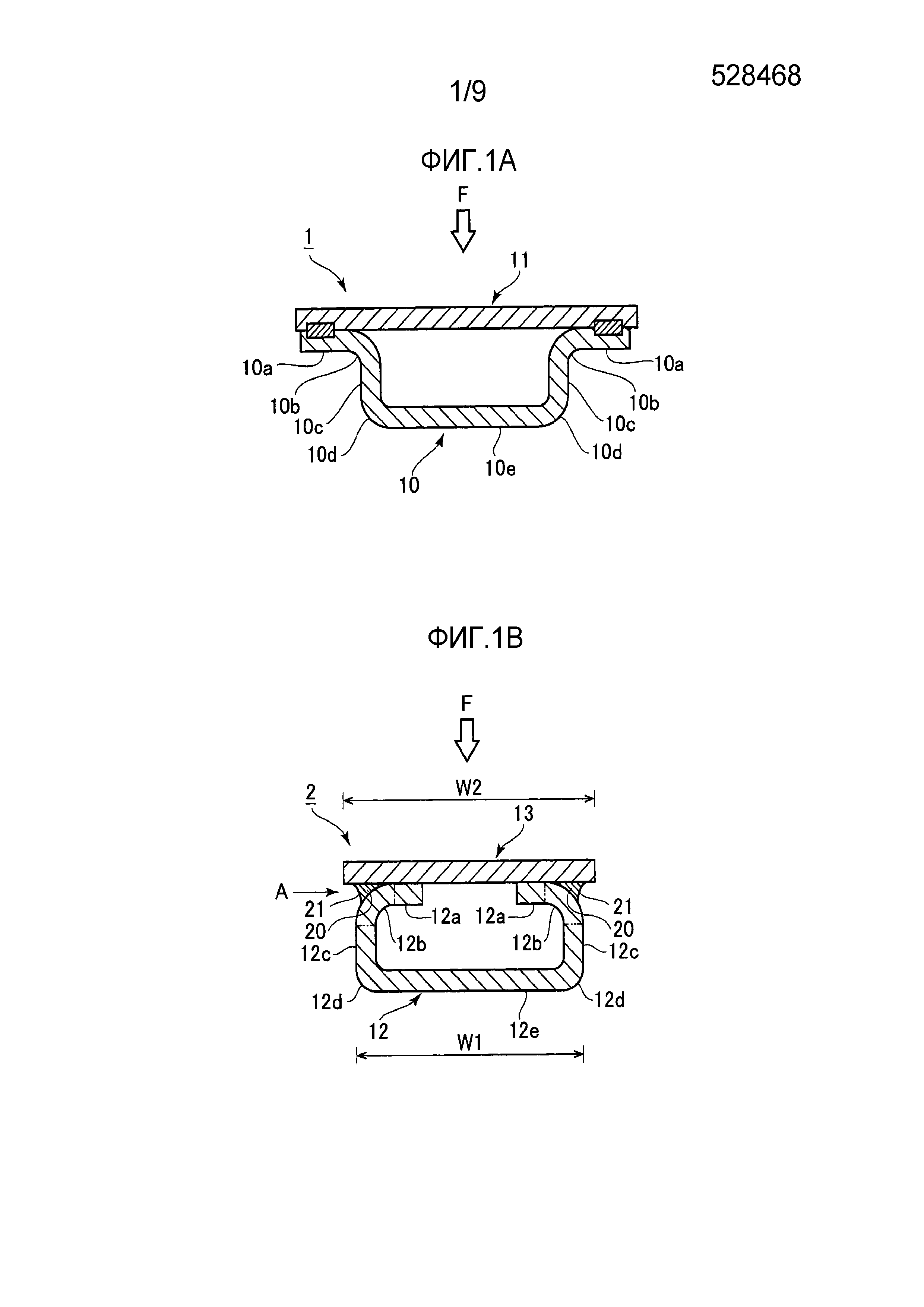
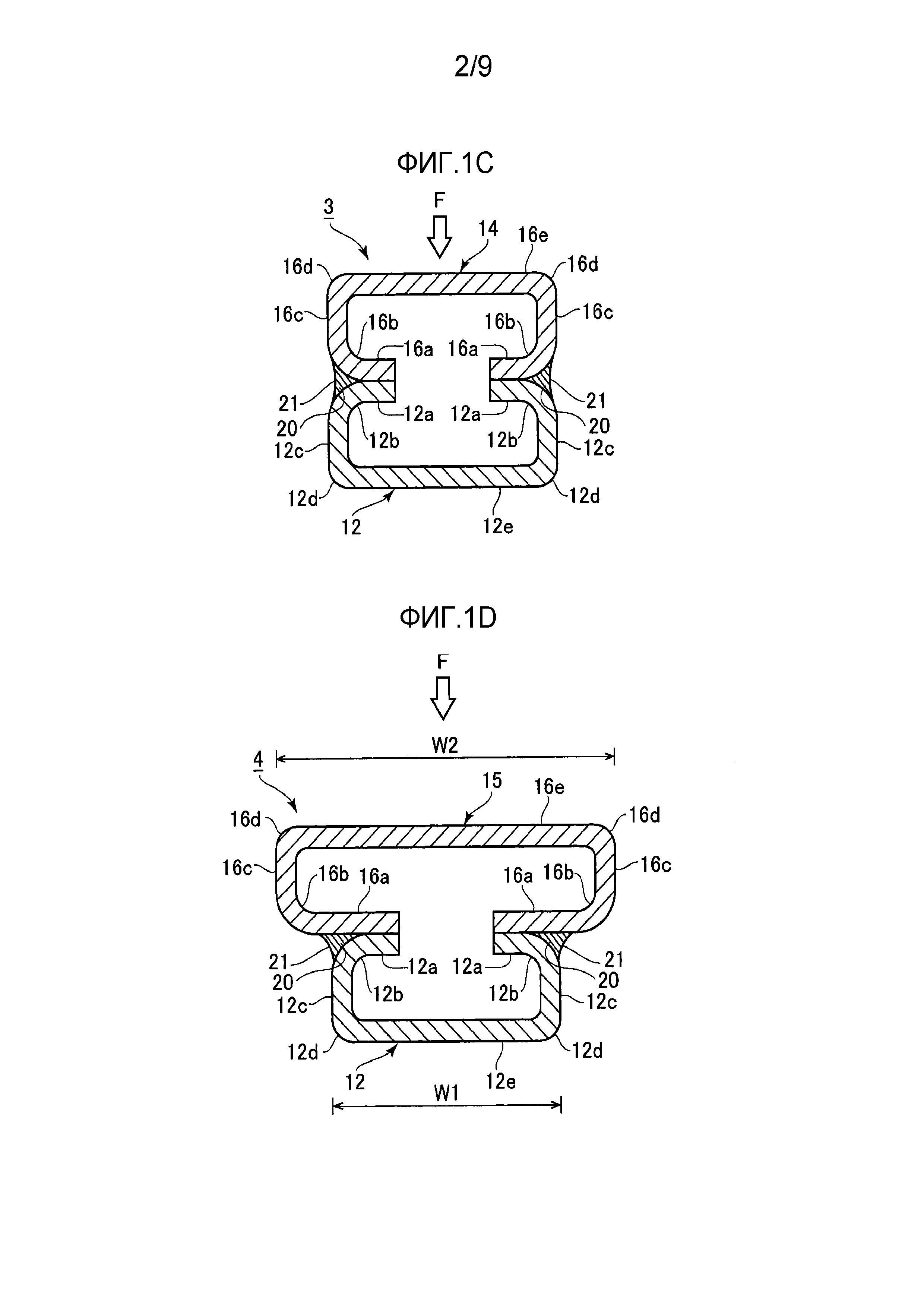
Настоящее изобретение будет описано ниже при объяснении со ссылкой на Фиг. 1B-1D, показывающие пример формы поперечного сечения автомобильного конструктивного элемента согласно настоящему изобретению, и на Фиг. 2, являющуюся чертежом, показывающим извлеченным образом периферию участка передачи нагрузки в автомобильном конструктивном элементе согласно настоящему изобретению.
(1) Автомобильный конструктивный элемент 2-4 представляет собой автомобильный конструктивный элемент 2-4, который имеет закрытую форму поперечного сечения, образованную по меньшей мере с помощью первого составляющего элемента 12, изготовленного из формованного тела из металлического листа, и второго составляющего элемента 13-15, изготовленного из металлического листа или формованного тела из металлического листа и соединенного с первым составляющим элементом 12, причем первый составляющий элемент 12 имеет участок 12c вертикальной стенки, изогнутый участок 12b, соединенный с участком 12с вертикальной стенки и изогнутый по направлению к внутренней стороне замкнутой формы поперечного сечения, и внутренний фланец 12а, соединенный с изогнутым участком 12b, и он отличается тем, что автомобильный конструктивный элемент включает в себя: участок 20 передачи нагрузки, который образован по меньшей мере в части области, являющейся областью между изогнутым участком 12b и вторым составляющим элементом 13-15 и являющейся областью продолжения участка 12с вертикальной стенки по направлению ко второму составляющему элементу 13-15, и который соединяет изогнутый участок 12b и второй составляющий элемент 13-15.
(2) Он характеризуется тем, что, когда ширина участка 20 передачи нагрузки в направлении толщины пластины участка 12с вертикальной стенки обозначена как WT, а толщина пластины участка 12с вертикальной стенки обозначена как t, удовлетворяется условие 0,3t≤WT≤1,0t.
(3) Он характеризуется тем, что участок 20 передачи нагрузки представляет собой часть соединительного участка 21, заполняющего часть или все пространство 22, образованное между изогнутым участком 12b и вторым составляющим элементом 13-15, и тем, что в соединительном участке 21 ширина L соединения, являющаяся областью, находящейся в контакте со вторым составляющим элементом 13-15, больше, чем ширина WT участка 20 передачи нагрузки.
(4) Он характеризуется тем, что в изогнутом участке 12b твердость по меньшей мере области, с которой участок 20 передачи нагрузки находится в контакте, выше, чем твердость основного материала первого составляющего элемента 12.
(5) Он характеризуется тем, что участок 20 передачи нагрузки образован прерывисто в продольном направлении автомобильного конструктивного элемента 2-4.
(6) Способ изготовления автомобильного конструктивного элемента 2-4, который имеет замкнутую форму поперечного сечения, образованную по меньшей мере с помощью первого составляющего элемента 12, изготовленного из формованного тела из металлического листа, и второго составляющего элемента 13-15, изготовленного из металлического листа или формованного тела из металлического листа, и соединенного с первым составляющим элементом, причем первый составляющий элемент 12 имеет участок 12c вертикальной стенки, изогнутый участок 12b, соединенный с участком 12с вертикальной стенки и изогнутый по направлению к внутренней стороне замкнутой формы поперечного сечения, и внутренний фланец 12а, соединенный с изогнутым участком 12b, он отличается тем, что способ изготовления автомобильного конструктивного элемента включает в себя этап, на котором: образуют участок 20 передачи нагрузки, который соединяет изогнутый участок 12b и второй составляющий элемент 13-15 с помощью сварки, используя присадочный металл по меньшей мере в части области, являющейся областью между изогнутым участком 12b и вторым составляющим элементом 13-15, причем область является продолжением участка 12с вертикальной стенки по направлению ко второму составляющему элементу 13-15.
(7) Он характеризуется тем, что участок 20 передачи нагрузки образован с помощью множества сварочных операций, используя присадочный металл.
(8) Он характеризуется тем, что каждая из длин сварочных швов является различной по меньшей мере в двух операциях из множества сварочных операций.
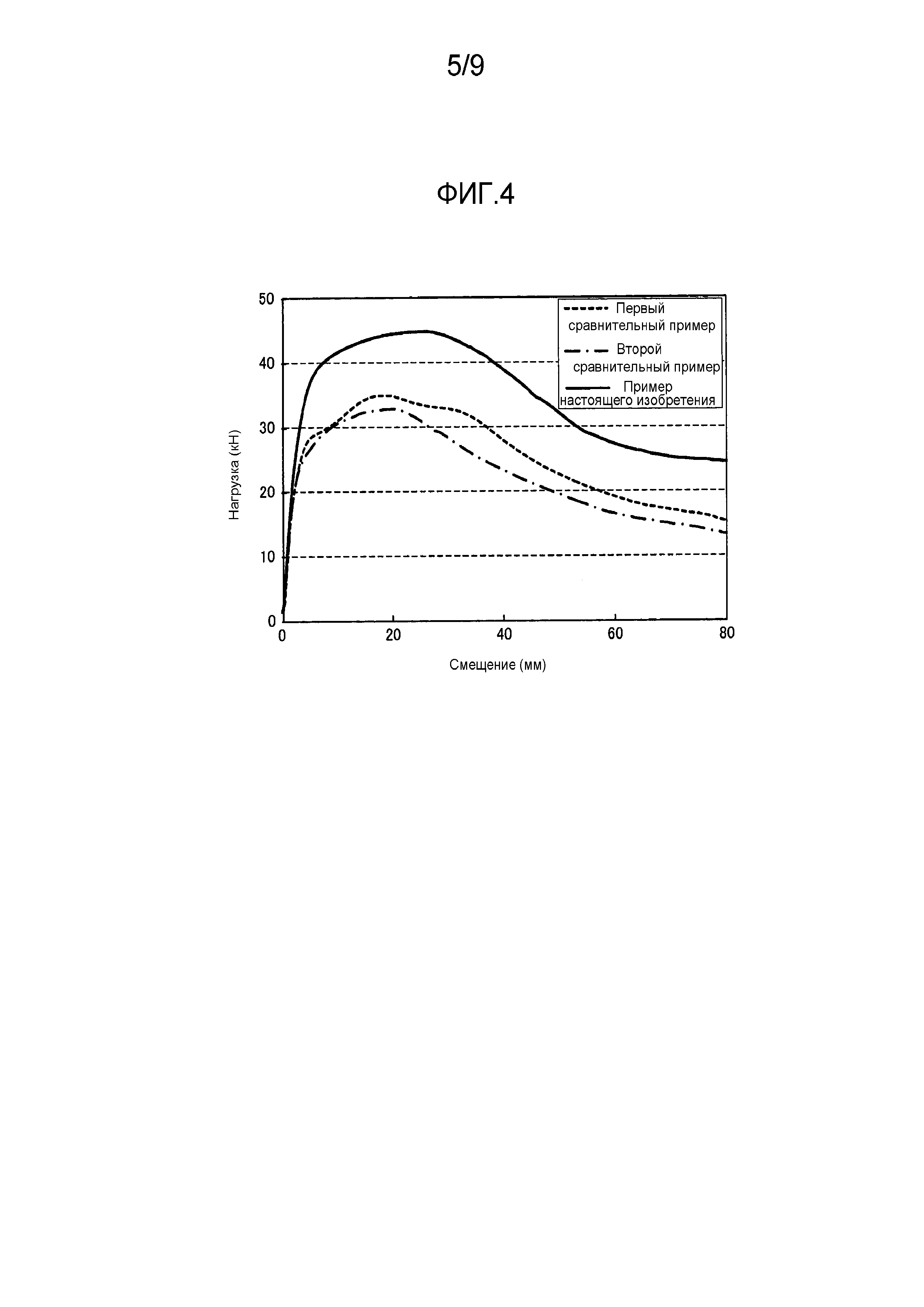
(9) Он характеризуется тем, что участок 20 передачи нагрузки представляет собой часть соединительного участка 21, заполняющего часть или все пространство 22, образованное между изогнутым участком 12b и вторым составляющим элементом 13-15, тем, что участок 20 передачи нагрузки образован с помощью множества сварочных операций, используя присадочный металл, тем, что в первой сварочной операции сварка выполняется так, что ширина WT участка 20 передачи нагрузки удовлетворяет условию WT<0,6t, а ширина L соединения, являющаяся областью, в которой соединительный участок 21 находится в контакте со вторым составляющим элементом 13-15, удовлетворяет условию 0 (10) Он характеризуется тем, что участок 20 передачи нагрузки образован прерывисто в продольном направлении автомобильного конструктивного элемента 2-4. (11) Он характеризуется тем, что участок 20 передачи нагрузки образован с помощью дуговой сварки или гибридной лазерно-дуговой сварки, используя присадочный металл. В этих настоящих изобретениях первый составляющий элемент 12 имеет форму поперечного сечения, образованную, например, участком 12e дна желоба, который вытянут в первом направлении (направлении, ортогональном поверхности бумаги на Фиг. 1B-1D), двумя участками 12d, 12d краевых линий, которые соединены с участком 12e дна желоба в обоих краевых участках в направлении ширины, ортогональном первому направлению, двумя участками 12c, 12c вертикальных стенок, каждый из которых соединен с двумя участками 12d, 12d краевых линий, двумя изогнутыми участками 12b, 12b, каждый из которых соединен с двумя участками 12c, 12c вертикальных стенок и изогнут по направлению к внутренней стороне замкнутой формы поперечного сечения, и двумя внутренними фланцами 12а, 12а, каждый из которых соединен с двумя изогнутыми участками 12b, 12b. В этих настоящих изобретениях второй составляющий элемент 13 может быть металлическим материалом плоской пластинчатой формы в качестве закрывающей пластины, как показано на Фиг. 1B. Дополнительно второй составляющий элемент 14, 15 может быть формованным телом из металлического листа, причем формованное тело имеет форму, которая имеет форму поперечного сечения, подобную той, что у первого составляющего элемента 12, как показано на Фиг. 1C и Фиг. 1D, например. В этом случае достаточно, чтобы внутренние фланцы 12а, 12а, образованные в первом составляющем элементе 12, и внутренние фланцы 16а, 16а, образованные во втором составляющем элементе 14, 15 перекрывались друг другом. В этих настоящих изобретениях, когда радиус кривизны изогнутого участка 12b является слишком большим, формирование участка 20 передачи нагрузки с помощью простого средства, например, дуговой сварки или гибридной лазерно-дуговой сварки, становится не простым, и, таким образом, радиус кривизны изогнутого участка 12b желательно должен быть 8 мм или меньше. Для сравнения, при стремлении выполнения радиуса кривизны слишком маленьким, формование первого составляющего элемента 12 становится сложным, и, таким образом, радиус кривизны желательно должен быть 2 мм или более. Дополнительно автомобильный конструктивный элемент 2-4 согласно настоящему изобретению используется в качестве каркасного элемента рамы кузова автомобильного транспортного средства (каркаса кузова), имеющего конструкцию монокок. Конкретно, автомобильный конструктивный элемент 2-4 используется для бруса боковины, усилителя бампера и центральной стойки. Полезные эффекты изобретения Согласно автомобильному конструктивному элементу настоящего изобретения возможно улучшать характеристику изгиба-смятия по сравнению с характеристикой изгиба-смятия традиционного автомобильного конструктивного элемента. Краткое описание чертежей Фиг. 1А - схема, показывающая пример формы поперечного сечения традиционного автомобильного конструктивного элемента. Фиг. 1B - схема, показывающая пример формы поперечного сечения автомобильного конструктивного элемента первого варианта выполнения. Фиг. 1C - схема, показывающая пример формы поперечного сечения автомобильного конструктивного элемента второго варианта выполнения. Фиг. 1D - схема, показывающая пример формы поперечного сечения автомобильного конструктивного элемента третьего варианта выполнения. Фиг. 2 - схема, показывающая периферию участка передачи нагрузки в автомобильном конструктивном элементе настоящего варианта выполнения. Фиг. 3A - схема, показывающая форму поперечного сечения автомобильного конструктивного элемента первого сравнительного примера. Фиг. 3B - схема, показывающая форму поперечного сечения автомобильного конструктивного элемента второго сравнительного примера. Фиг. 3C - схема, показывающая форму поперечного сечения автомобильного конструктивного элемента примера настоящего изобретения. Фиг. 4 - график, показывающий кривую нагрузка-смещение, когда толщина пластины составляет 2,0 мм, и когда радиус кривизны изогнутого участка составляет 6 мм. Фиг. 5A - график, показывающий зависимость максимальная нагрузка при изгибе-радиус кривизны изогнутого участка, когда толщина пластины составляет 1,2 мм. Фиг. 5B - график, показывающий зависимость максимальная нагрузка при изгибе-радиус кривизны изогнутого участка, когда толщина пластины составляет 2,0 мм. Фиг. 6 - схема, показывающая форму поперечного сечения периферии внутреннего фланца автомобильного конструктивного элемента. Фиг. 7А - график, показывающий зависимость максимальная нагрузка при изгибе-высота первого составляющего элемента, когда толщина пластины составляет 1,2 мм. Фиг. 7B - график, показывающий зависимость максимальная нагрузка при изгибе-высота первого составляющего элемента, когда толщина пластины составляет 2,0 мм. Фиг. 8А - вид в перспективе, показывающий пример автомобильного конструктивного элемента, приваренного прерывисто. Фиг. 8B - вид в перспективе, показывающий пример автомобильного конструктивного элемента, в котором длина сварного шва изменяется в соответствии с количеством сварочных операций. Описание вариантов выполнения изобретения Далее будут описаны варианты осуществления настоящего изобретения. Следует отметить, что в следующем далее описании иллюстрируется случай, когда автомобильный конструктивный элемент согласно настоящему изобретению представляет собой брус боковины. Однако настоящее изобретение не ограничивается брусом боковины, но применимо и к автомобильному конструктивному элементу, который имеет замкнутую форму поперечного сечения, образованную с помощью вышеупомянутых первого составляющего элемента и второго составляющего элемента, и на котором предполагается размещение нагрузки при трехточечном изгибе во время столкновения автомобиля, такому как усилитель бампера и центральная стойка, например. Фиг. 1А представляет собой схему, показывающую пример формы поперечного сечения традиционного автомобильного конструктивного элемента 1. Фиг. 1B-1D представляют собой схемы, каждая из которых показывает пример формы поперечного сечения автомобильного конструктивного элемента 2-4 согласно настоящему варианту выполнения. Дополнительно Фиг. 2 представляет собой схему, показывающую периферию участка 20 передачи нагрузки в автомобильном конструктивном элементе 2 согласно настоящему изобретению. Фиг. 2 представляет собой схему, полученную путем увеличения части A на Фиг. 1B, и подобное объяснение также применимо к Фиг. 1C и Фиг. 1D. Сначала традиционный автомобильный конструктивный элемент 1 будет просто описан со ссылкой на Фиг. 1А. Автомобильный конструктивный элемент 1 имеет первый составляющий элемент 10 и второй составляющий элемент 11. Первый составляющий элемент 10 имеет два наружных фланца 10a, 10a, два изогнутых участка 10b, 10b, каждый из которых соединен с двумя наружными фланцами 10a, 10b, два участка 10c, 10c вертикальных стенок, каждый из которых соединен с двумя изогнутыми участками 10b, 10b, два участка 10d, 10d краевых линий, каждый из которых соединен с двумя участками 10c, 10c вертикальных стенок, и один участок 10e дна желоба, с которым соединен каждый из двух участков 10d, 10d краевых линий. Первый составляющий элемент 10 имеет поперечное сечение в форме шляпы, образованной двумя наружными фланцами 10a, 10a, двумя изогнутыми участками 10b, 10b, двумя участками 10c, 10c вертикальных стенок, двумя участками 10d, 10d краевых линий и одним участком 10e дна желоба. Как описано выше, первый составляющий элемент 10 представляет собой формованное тело (шляпообразный элемент) с шляпообразным поперечным сечением, которое имеет наружный фланец 10a. С другой стороны, второй составляющий элемент 11 представляет собой закрывающую пластину и образован в форме плоской пластины. Первый составляющий элемент 10 и второй составляющий элемент 11 собираются с помощью точечной сваркой, используя наружные фланцы 10a, 10a в качестве припусков на сварные швы. В отличие от автомобильного конструктивного элемента 1, показанного на Фиг. 1А, также существует случай, когда второй составляющий элемент 11 представляет собой формованное тело (шляпообразный элемент) с шляпообразным поперечным сечением, которое имеет наружный фланец подобно первому составляющему элементу 10. В этом случае первый составляющий элемент 10 и второй составляющий элемент 11 собираются в результате того, что соответственные наружные фланцы привариваются точечной сваркой, используя каждый наружный фланец в качестве припуска на сварку в состоянии, в котором наружные фланцы перекрывают друг друга. Автомобильный конструктивный элемент 1 жестко поддерживается в двух местах на обеих концевых сторонах продольного направления (направления, ортогонального поверхности бумаги на Фиг. 1А) и образует брус боковины, составляющий кузов автомобильного транспортного средства (каркас кузова). Автомобильный конструктивный элемент 1 представляет собой элемент, предполагаемый для получения ударной нагрузки F между двумя жестко поддерживающими положениями на обеих концевых сторонах продольного направления (направления, ортогонального поверхности бумаги на Фиг. 1А), причем ударная нагрузка F размещается от второго составляющего элемента 11 по направлению к первому составляющему элементу 10. Когда ударная нагрузка размещена от второго составляющего элемента 11 по направлению к первому составляющему элементу 10, ударная нагрузка, вводимая от второго составляющего элемента 11, передается наружным фланцам 10a, 10a, изогнутым участкам 10b, 10b, участкам 10c, 10c вертикальных стенок первого составляющего элемента 10 по очереди. Другими словами, так как подводимая ударная нагрузка неизбежно передается участкам 10c, 10c вертикальных стенок через изогнутые участки 10b, 10b, участки 10c, 10c вертикальных стенок склоны рано деформироваться при изгибе, и сложно эффективно передавать ударную нагрузку участкам 10c, 10c вертикальных стенок. Далее со ссылкой на Фиг. 1B-1D будут описаны автомобильные конструктивные элементы 2-4 согласно настоящему варианту выполнения. Так как автомобильный конструктивный элемент 2-4 согласно настоящему варианту выполнения имеет по меньшей мере первый составляющий элемент 12, второй составляющий элемент 13, 14, 15 и участок 20 передачи нагрузки, вышеуказанные описываются по очереди. Здесь каждый из первого составляющего элемента 12 и второго составляющего элемента 13, 14, 15 представляет собой формованное тело, образованное с помощью холоднокатанного стального листа, горячекатанного стального листа и дополнительно стального листа с покрытием, например, и вид, прочность, толщина или т.п. стального листа не ограничиваются. Например, когда автомобильный конструктивный элемент 2-4 представляет собой брус боковины, в общем используется высокопрочный стальной лист класса 440-980 МПа с толщиной около 1,2-2,0 мм, но также возможно использовать высокопрочный стальной лист класса 1180-1470 МПа и утончать толщину пластины до около 1,0 мм. Как будет описано позже, когда соединительный участок 21 (участок передачи нагрузки) образован дуговой сваркой или гибридной лазерно-дуговой сваркой, желательно использовать стальной лист 1,0 мм или более для того, чтобы уменьшать деформацию из-за теплового напряжения. Первый составляющий элемент Первый составляющий элемент 12 изготовлен посредством формованного тела из пластинчатого материала и имеет участок 12e дна желоба, два участка 12d, 12d краевых линий, два участка 12c, 12c вертикальных стенок, два изогнутых участка 12b, 12b и два внутренних фланца 12а, 12a. Участок 12e дна желоба продолжается в первом направлении (направлении, ортогональном поверхности бумаги на Фиг. 1B-1D). Два участка 12d, 12d краевых линий соединены с участком 12e дна желоба в обоих краевых участках в направлении ширины, ортогональном первому направлению. Каждый из двух участков 12c, 12c вертикальных стенок соединен с двумя участками 12d, 12d краевых линий. Каждый из двух изогнутых участков 12b, 12b соединен с двумя участками 12c, 12c вертикальных стенок и изогнут по направлению к внутренней стороне замкнутой формы поперечного сечения. Дополнительно каждый из двух внутренних фланцев 12а, 12а соединен с двумя изогнутыми участками 12b, 12b. Отметим, что на Фиг. 1B граница между участками 12c, 12c вертикальных стенок и изогнутыми участками 12b, 12b и граница между изогнутыми участками 12b, 12b и внутренними фланцами 12а, 12а обозначены штрихпунктирными линиями. Первый составляющий элемент 12 имеет форму поперечного сечения, образованную с помощью участка 12e дна желоба, двух участков 12d, 12d краевых линий, двух участков 12c, 12c вертикальных стенок, двух изогнутых участков 12b, 12b и двух внутренних фланцев 12а, 12a. Как описано выше, первый составляющий элемент 12 имеет участки 12c, 12c вертикальных стенок, изогнутые участки 12b, 12b и внутренние фланцы 12а, 12а, соединенные с изогнутыми участками 12b, 12b. Здесь если радиус кривизны изогнутых участков 12b, 12b превышает 8 мм, объемы пространств, образованных между изогнутыми участками 12b, 12b и вторым составляющим элементом 13, становятся большими. Таким образом, когда участок 20 передачи нагрузки образован путем сварки, при которой используется присадочный металл, такой как при описанных позже дуговой сварки и гибридной лазерно-дуговой сварке, не только стоимость соединения увеличивается, но и количество присадочного металла должно быть увеличено. В связи с этим подвод тепла при сварке становится больше, приводя к легкому возникновению деформации или прожогу первого составляющего элемента 12 и второго составляющего элемента 13-15 из-за теплового напряжения. Дополнительно когда участок 20 передачи нагрузки образован путем пайки или склеивания, стоимость соединения увеличивается. Таким образом, радиус кривизны изогнутых участков 12b, 12b желательно равен 8 мм или меньше и более желательно равен 6 мм или меньше. С этой точки зрения необязательно устанавливать нижний предел радиуса кривизны изогнутых участков 12b, 12b, но сложно формовать изогнутые участки 12b, 12b с радиусом кривизны менее 2 мм на промышленной линии массового производства. В связи с этим радиус кривизны изогнутых участков 12b, 12b желательно равен 2 мм или более. Отметим, что радиус кривизны изогнутого участка означает радиус кривизны криволинейной поверхности на внешней стороне криволинейных поверхностей изогнутого участка 12b, причем криволинейная поверхность на внешней стороне имеет больший радиус кривизны. Первый составляющий элемент 12 может быть формован любым способом формования, и способ формования не ограничивается одним конкретным. Однако если стоимость изготовления увеличивается из-за формования прессованием, для того чтобы образовать внутренний фланец 12а, формование может быть выполнено путем роликового профилирования или путем использования листогибочного пресса. Второй составляющий элемент Второй составляющий элемент 13-15 соединен с первым составляющим элементом 12 с помощью внутренних фланцев 12а, 12a. Тем самым, автомобильный конструктивный элемент 2-4 имеет замкнутую форму поперечного сечения, образованную с помощью первого составляющего элемента 12 и второго составляющего элемента 13-15. Как показано на Фиг. 1B, второй составляющий элемент 13 согласно первому варианту выполнения представляет собой пластинчатый материал, такой как закрывающая пластина, например. Автомобильный конструктивный элемент 2 первого варианта выполнения, когда ширина первого конструктивного элемента 12 обозначена как W1, а ширина второго составляющего элемента 13 обозначена как W2, образован, чтобы удовлетворять условию W2>W1. С другой стороны, как показано на Фиг. 1C и Фиг. 1D, второй составляющий элемент 14, 15 согласно второму и третьему вариантам выполнения представляет собой формованное тело, имеющее форму поперечного сечения, подобную той, что у первого составляющего элемента 12, например. Конкретно, второй составляющий элемент 14, 15 имеет участок 16e дна желоба, продолжающийся в первом направлении (направлении, ортогональном поверхности бумаги на Фиг. 1C, Фиг. 1D), два участка 16d, 16d краевых линий, соединенных с участком 16e дна желоба в обоих краевых участках в направлении ширины, ортогональном первому направлению, два участка 16c, 16c вертикальных стенок, каждый из которых соединен с двумя участками 16d, 16d краевых линий, два изогнутых участка 16b, 16b, каждый из которых соединен с двумя участками 16c, 16c вертикальных стенок и изогнут по направлению к внутренней стороне замкнутой формы поперечного сечения, и два внутренних фланца 16а, 16а, каждый из которых соединен с двумя изогнутыми участками 16b, 16b. Автомобильный конструктивный элемент 3, 4 выполняется в результате того, что внутренние фланцы 12а, 12а, образованные в первом составляющем элементе 12, и внутренние фланцы 16а, 16а, образованные во втором составляющем элементе 14, 15, перекрывают друг друга. Второй составляющий элемент 14 второго варианта выполнения имеет форму поперечного сечения такую же, что и у первого составляющего элемента 12. С другой стороны, второй составляющий элемент 15 третьего варианта выполнения имеет форму поперечного сечения, в которой участок 16e дна желоба и внутренние фланцы 16а, 16а длиннее в направлении ширины, чем у первого составляющего элемента 12. В связи с этим, когда ширина первого составляющего элемента 12 обозначена как W1, а ширина второго составляющего элемента 15 обозначена как W2, второй составляющий элемент 15 третьего варианта выполнения образован, чтобы удовлетворять условию W2>W1. Второй составляющий элемент 14, 15, имеющий внутренние фланцы 16а, 16а, может быть формован любым способом формования, и способ формования не ограничивается одним конкретным. Однако если стоимость изготовления увеличивается из-за формования прессованием, для того чтобы образовать внутренний фланец 16а, формование может быть выполнено путем роликового профилирования или используя листогибочный пресс. Отметим, что автомобильный конструктивный элемент 2-4 может дополнительно иметь составляющий элемент, отличный от первого составляющего элемента 12 и второго составляющего элемента 13, 14, 15. Например, возможно иметь третий составляющий элемент между первым составляющим элементом 12 и вторым составляющим элементом, причем третий составляющий элемент функционирует в качестве усилителя, будучи сваренным внахлестку в три слоя с первым составляющим элементом 12 и вторым составляющим элементом. Участок передачи нагрузки Здесь, как показано на Фиг. 2, будет описан участок 20 передачи нагрузки, который имеет автомобильный конструктивный элемент 2 первого варианта, и то же самое применяется к автомобильным конструктивным элементам 3, 4 второго и третьего вариантов выполнения. Как показано на Фиг. 2, участок 20 передачи нагрузки образован в части или во всей области, являющейся областью между изогнутым участком 12b первого составляющего элемента 12 и вторым составляющим элементом 13 и являющейся областью продолжения участка 12c вертикальной стенки по направлению ко второму составляющему элементу 13. Участок 20 передачи нагрузки составляет часть соединительного участка 21, который соединяет первый составляющий элемент 12 и второй составляющий элемент 13. В связи с этим участок 20 передачи нагрузки соединяет изогнутый участок 12b и второй составляющий элемент 13 в вышеописанной области. Соединительный участок 21 образован путем заполнения части или всего пространства 22, которое существует между изогнутым участком 12b и вторым составляющим элементом 13. Пространство 22 образовано во внешней стороне замкнутого сечения, образованного первым составляющим элементом 12 и вторым составляющим элементом 13. В связи с этим соединительный участок 21 может быть легко образован посредством, например, дуговой сварки, гибридной лазерно-дуговой сварки и дополнительно пайки и склеивания без увеличения стоимости процесса сборки. Дополнительно при дуговой сварке, гибридной лазерно-дуговой сварке и дополнительно пайке прочность соединительного участка 21, включающего в себя участок 20 передачи нагрузки, может регулироваться с помощью видов сварочной проволоки в качестве присадочного металла. Например, используя высокопрочную проволоку, также возможно делать прочность соединительного участка 21 выше прочности стального листа первого составляющего элемента 12 и прочности стального листа второго составляющего элемента 13. В частности, когда соединительный участок 21 образуется путем дуговой сварки или гибридной лазерно-дуговой сварки, окрестность изогнутого участка 12b первого составляющего элемента 12 упрочняется закалкой путем подвода тепла во время сварки. В связи с этим соединительный участок 21, включающий в себя участок 20 передачи нагрузки, желательно должен быть образован дуговой сваркой или гибридной лазерно-дуговой сваркой, используя присадочный металл. В этом случае соединительный участок 21 главным образом представляет собой наплавленный металл, образованный в результате того, что присадочный металл перемещается в пространство 22 между изогнутым участком 12b и вторым составляющим элементом 13. Дополнительно как показано на Фиг. 2, когда ширина соединения, являющаяся областью, в которой соединительный участок 21 образован во втором составляющем элементе 13, обозначена как L (мм), а ширина (далее называемая шириной участка передачи нагрузки) участка 20 передачи нагрузки в направлении толщины пластины участка 12с вертикальной стенки обозначена как WT (мм), ширина L соединения желательно должна быть больше ширины WT участка передачи нагрузки. Для того чтобы сделать ширину L соединения больше ширины WT участка передачи нагрузки, желательно, чтобы ширина W2 второго составляющего элемента 13, 15 была образована большей, чем ширина W1 первого составляющего элемента 12, как в автомобильном конструктивном элементе 2, показанном на Фиг. 1B, и автомобильном конструктивном элементе 4, показанном на Фиг. 1D. Другими словами, желательно, чтобы оба концы в направлении ширины второго составляющего элемента 13, 15 были размещены во внешних сторонах, нежели чем оба конца в направлении ширины первого составляющего элемента 12. В результате того, что ширина L соединения соединительного участка 21 выполнена длинной, как описано выше, соединительный участок 21 образован расширяемым по направлению ко второму составляющему элементу 13 так, что ударная нагрузка, передаваемая от второго составляющего элемента 13, 15 первому составляющему элементу 12, может эффективно передаваться участку 12с вертикальной стенки. Дополнительно как показано на Фиг. 2, когда ширина (далее ширина изогнутого участка) изогнутого участка 12b обозначена как Wb, возможно образовывать соединительный участок 21 расширяемым по направлению ко второму составляющему элементу 13, выполняя ширину L соединения большей, чем ширина Wb изогнутого участка. Согласно автомобильному конструктивному элементу 2-4, как описано выше, соединительный участок 21 может быть легко образован с помощью подходящего операционного средства, например, дуговой сварки, гибридной лазерно-дуговой сварки, пайки и склеивания, без увеличения стоимости процесса сборки. В связи с этим формирование соединительного участка 21 является простым, и участок 20 передачи нагрузки может быть образован эффективно. Дополнительно согласно автомобильному конструктивному элементу 2-4 возможно эффективно передавать ударную нагрузку, передаваемую от второго составляющего элемента 13, 14, 15 первому составляющему элементу 12, участку 12с вертикальной стенки посредством участка 20 передачи нагрузки, а не посредством изогнутого участка 12b. В связи с этим автомобильный конструктивный элемент 2-4 может улучшать характеристику изгиба-смятия значительно по сравнению с характеристикой изгиба-смятия традиционного автомобильного конструктивного элемента. Дополнительно, так как образован соединительный участок 21, который соединяет первый составляющий элемент 12 и второй составляющий элемент 13, 14, соединительный участок не должен быть образован в перекрывающихся участках внутренних фланцев 12а, 12а и второго составляющего элемента 13. В связи с этим в ширине внутренних фланцев 12а, 12a становится ненужным обеспечение припуска на точечную сварку около 20-30 мм, как в ширине наружного фланца первого составляющего элемента, образующего традиционный автомобильный конструктивный элемент. Другими словами, достаточно, чтобы автомобильный конструктивный элемент 2-4 имел ширину (например, около 5-10 мм) достаточную для обеспечения точности сварки встык первого составляющего элемента 12 и второго составляющего элемента 13, 14, 15, и, таким образом, существенное уменьшение веса может быть предложено по сравнению с традиционным автомобильным конструктивным элементом. Дополнительно соединительный участок 21 может быть легко образован с помощью подходящих средств, например, дуговой сварки, гибридной лазерно-дуговой сварки, и дополнительно пайки и склеивания, без увеличения стоимости процесса сборки. В связи с этим автомобильный конструктивный элемент 2-4 может уменьшать количество человеко-часов и стоимость, необходимые для изготовления, до степени, подобной той, что в традиционном автомобильном составляющем элементе. Дополнительно, так как автомобильный конструктивный элемент 2-4 не имеет наружного фланца, который имеет традиционный автомобильный конструктивный элемент, возможно предложение уменьшения поперечного сечения по сравнению с традиционным автомобильным конструктивным элементом. Дополнительно твердость области, с которой по меньшей мере участок 20 передачи нагрузки находится в контакте, желательно должна быть выше твердости основного материала первого составляющего элемента. Образуя соединительный участок 21, который включает в себя участок 20 передачи нагрузки, посредством сварки, окрестность изогнутого участка 12b первого составляющего элемента 12 упрочняется закалкой путем подвода тепла во время сварки. Как описано выше, в результате того, что изогнутый участок 12b первого составляющего элемента 12 и его окрестность упрочняются путем подвода тепла во время сварки, деформация формы поперечного сечения автомобильного конструктивного элемента 2-4 подавляется для увеличения максимальной нагрузки при изгибе. В частности, область, в которой твердость первого составляющего элемента 12 становится высокой за счет подвода тепла во время сварки, желательно должна иметь ширину от изогнутого участка 12b до участка 12с вертикальной стенки. Для отверждения в общем до участка 12с вертикальной стенки, радиус кривизны изогнутого участка 12b выполняется маленьким. Дополнительно с учетом режима сварки выполняется повышение напряжения при дуговой сварке, расфокусировка фокальной точки лазера или т.п. в области, где свариваемость не ухудшается. Дополнительно, чем больше ширина WT участка передачи нагрузки участка 20 передачи нагрузки, тем больше становится максимальная нагрузка при изгибе. Когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, образован сваркой, большая ширина WT участка передачи нагрузки может быть выполнена, увеличивая количество присадочного металла. С другой стороны, для того, чтобы увеличить количество присадочного металла, сварочный ток должен быть повышен, и, таким образом, существует возможность того, что первый составляющий элемент 12 или второй составляющий элемент прожжется. Таким образом, когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, должен быть образован, желательно, чтобы одна и та же часть приваривалась посредством множества операций. Приваривая одну и ту же часть посредством множества операций, количество подводимого тепла каждый раз при сварке первого составляющего элемента 12 и второго составляющего элемента 13 может быть уменьшено так, что первый составляющий элемент 12 и второй составляющий элемент 13 могут быть предотвращены от прожога. Дополнительно, когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, образован сваркой, тепловое напряжение возникает в автомобильном конструктивном элементе. Когда тепловое напряжение является большим, существует возможность того, что возникает ошибка в размерах относительно требуемого размера автомобильного конструктивного элемента. Таким образом, когда тепловое напряжение становится большим, желательно выполнять сварку прерывисто по всей длине автомобильного конструктивного элемента. В результате прерывистой сварки по всей длине автомобильного конструктивного элемента 2-4 влияние теплового напряжения может быть уменьшено, обеспечивая подавление возникновения ошибки в размерах. Пример 1 Сравнение максимальных нагрузок при изгибе Далее сравниваются характеристики между автомобильным конструктивным элементом сравнительного примера и автомобильным конструктивным элементом примера настоящего изобретения. Фиг. 3A представляет собой схему, показывающую форму поперечного сечения автомобильного конструктивного элемента 31 первого сравнительного примера. Автомобильный конструктивный элемент 31 первого сравнительного примера изготовлен точечной сваркой наружного фланца 10a шляпообразного элемента 10, являющегося первым составляющим элементом, и закрывающей пластины 11, являющейся вторым составляющим элементом. Здесь радиус R кривизны изогнутого участка 10b, показанного на Фиг. 3A, составляет 6 мм. Точечная сварка выполняется с шагом сварных точек, составляющим 30 мм, по всей длине 600 мм в продольном направлении. В отношении режима сварки усилие, создающее давление, составляет 3920 Н, время подачи питания изменяется в соответствии с толщиной пластины, равняясь 0,27 секунды для толщины пластины 1,2 мм и 0,4 секунды для толщины пластины 2,0 мм, описанной позже, и сварочный ток регулируется, чтобы иметь возможность получать диаметр ядра сварной точки 5√t для каждой толщины t пластины (отметим, что «t» заключено в √). Фиг. 3B представляет собой схему, показывающую форму поперечного сечения автомобильного конструктивного элемента 32 второго сравнительного примера. Автомобильный конструктивный элемент 32 второго сравнительного примера изготовлен посредством лазерной сварки изогнутого участка 12b, образованного между внутренним фланцем 12а и участком 12с вертикальной стенки первого составляющего элемента 12, и закрывающей пластины 13, являющейся вторым составляющим элементом, от направления стрелки B. «R», показанная на Фиг. 3B, обозначает радиус кривизны изогнутых участков 12b, 12b. Дополнительно высота H первого составляющего элемента 12 составляет 60 мм. Лазерная сварка просто плавит и соединяет изогнутые участки 12b, 12b и закрывающую пластину 13. В связи с этим в автомобильном конструктивном элементе 32 второго сравнительного примера участок передачи нагрузки не образуется между изогнутыми участками 12b, 12b и закрывающей пластиной 13. При лазерной сварке непрерывная сварка выполняется по всей длине 600 мм в продольном направлении, скорость сварки является постоянной 2 м/мин, выходная мощность изменяется в соответствии с толщиной пластины, 2,5 кВ для толщины пластины 1,2 мм и 4,0 кВ для толщины пластины 2,0 мм, описанной позже. Дополнительно только фокусировка применяется для фокальной точки лазера. Фиг. 3C представляет собой схему, показывающую форму поперечного сечения автомобильного конструктивного элемента 33 примера настоящего изобретения. Автомобильный конструктивный элемент 33 примера настоящего изобретения изготовлен дуговой сваркой изогнутого участка 12b, образованного между внутренним фланцем 12а и участком 12с вертикальной стенки первого составляющего элемента 12, и закрывающей пластины 13, являющейся вторым составляющим элементом. «R», показанный на Фиг. 3C, обозначает радиус кривизны изогнутых участков 12b, 12b. Дополнительно высота H первого составляющего элемента 12 составляет 60 мм. При дуговой сварке изогнутые участки 12b, 12b и закрывающая пластина 13 соединяются, используя сварочную проволоку в качестве присадочного металла. В связи с этим в автомобильном конструктивном элементе 33 примера настоящего изобретения участки 20 передачи нагрузки образованы в пространствах между изогнутыми участками 12а, 12а и закрывающей пластиной 13. При дуговой сварке непрерывная сварка выполняется по всей длине 600 мм в продольном направлении, скорость сварки является постоянной 60 мм/мин, сварочный ток и сварочное напряжение изменяются от 110 A до 170 A и от 15 В до 20 В в соответствии с толщиной пластины. Дополнительно в качестве защитного газа используется Ar + 20% CO2, и в качестве сварочной проволоки используется сварочная проволока класса 60 кгс φ 1/2 мм. Здесь автомобильные конструктивные элементы 31, 32, 33, имеющие формы поперечного сечения, показанные на Фиг. 3A-3C соответственно, изготовляются, используя стальные листы без покрытия класса 440 МПа с толщиной пластины 1,2 мм и толщиной пластины 2,0 мм. В этом случае автомобильные конструктивные элементы 32, 33 второго сравнительного примера 2 и примера настоящего изобретения изготовляются путем изменения радиуса R кривизны изогнутых участков 12b, 12b от 2 мм до 10 мм с интервалом 2 мм на толщину пластины стального листа. Характеристика изгиба каждого из изготовляемых автомобильных конструктивных элементов 31, 32, 33 оценивается с помощью испытания на статический трехточечный изгиб. В качестве условия испытаний интервал опорных точек составляет 500 мм, радиус кривизны опорных точек составляет 30 мм, радиус кривизны ударного устройства составляет 150 мм, и скорость смятия составляет 50 мм/мин. Таблица 1 показывает результаты испытаний максимальных нагрузок при изгибе. Фиг. 4 показывает график кривой нагрузка-смещение, когда ударное устройство смещается в характерном случае, когда толщина пластины составляет 2,0 мм, а радиус R кривизны изогнутого участка составляет 6 мм. Фиг. 5A показывает график максимальная нагрузка при изгибе-радиус кривизны изогнутого участка, когда толщина пластины составляет 1,2 мм, и Фиг.5B показывает график максимальная нагрузка при изгибе-радиус кривизны изогнутого участка, когда толщина пластины составляет 2,0 мм.
(мм)
R (мм)
WT
L
(кН)
Как показано в таблице 1, в первом сравнительном примере и втором сравнительном примере, так как ни в одном случае участок передачи нагрузки не образован, столбцы ширины WT участка передачи нагрузки и ширины L соединения являются пустыми. С другой стороны, в примере настоящего изобретения, так как участок 20 передачи нагрузки образован, значения, полученные измерением ширины WT участка передачи нагрузки и ширины L соединения, перечислены. В этом случае пространства между изогнутыми участками 12b, 12b и закрывающей пластиной 13 увеличиваются, когда радиус R кривизны изогнутого участка 12b становится больше, а ширина WT участка передачи нагрузки и ширина L соединения становятся малыми.
Как показано на Фиг. 4, при сравнении со случаем c радиусом R кривизны 6 мм нагрузка больше в примере настоящего изобретения, чем в первом сравнительном примере и втором сравнительном примере, при любом смещении.
Дополнительно, как показано на Фиг. 5A и Фиг. 5B, при сравнении со случаем c радиусом R кривизны 6 мм максимальная нагрузка при изгибе больше в следующем порядке пример настоящего изобретения, первый сравнительный пример и второй сравнительный пример. Как описано выше, может быть подтверждено, что характеристика изгиба-смятия может по существу быть улучшена в примере настоящего изобретения. Отметим, что причина, по которой максимальная нагрузка при изгибе больше в первом сравнительном примере, чем во втором сравнительном примере, заключается в разнице между длинами соответственных фланцев и длинами вторых составляющих элементов.
Дополнительно, когда сравниваются второй сравнительный пример и пример настоящего изобретения, максимальная нагрузка при изгибе примера настоящего изобретения больше, чем во втором сравнительном примере, при любом радиусе R кривизны изогнутого участка 12b. В связи с этим может быть подтверждено, что путем образования участка 20 передачи нагрузки, как в примере настоящего изобретения, максимальная нагрузка при изгибе увеличивается в большей степени, чем во втором сравнительном примере, в котором участок 20 передачи нагрузки не образован.
Дополнительно, когда сравниваются второй сравнительный пример и пример настоящего изобретения, в случае, когда радиус R кривизны изогнутого участка 12b составляет 2 мм или более до 8 мм или менее, и дополнительно в случае, когда радиус R кривизны составляет 2 мм или более до 6 мм или менее, максимальная нагрузка при изгибе является по существу больше в примере настоящего изобретения, чем во втором сравнительном примере. Так как соответственные формы первых составляющих элементов 12 и вторых составляющих элементов 13 являются одинаковыми в примере настоящего изобретения и втором сравнительном примере, относительная разница между максимальными нагрузками при изгибе считается относящейся к разнице между ширинами WT участков передачи нагрузки.
В связи с этим из результатов испытаний пластины толщиной 1,2 мм в таблице 1, когда ширина WT участка передачи нагрузки удовлетворяет условию 0,2t≤WT≤1,0t, предпочтительно условию 0,55t≤WT≤1,0t, возможно делать максимальную нагрузку при изгибе в частности больше, чем во втором сравнительном примере.
Дополнительно из результатов испытаний пластины толщиной 2,0 мм в таблице 1, когда ширина WT участка передачи нагрузки удовлетворяет условию 0,3t≤WT≤1,0t, предпочтительно условию 0,6t≤WT≤1,0t, возможно делать максимальную нагрузку при изгибе в частности больше, чем во втором сравнительном примере.
Другими словами, желательно образовывать участок 20 передачи нагрузки так, что ширина WT участка передачи нагрузки удовлетворяет отношению 0,3t≤WT≤1,0t, предпочтительно отношению 0,6t≤WT≤1,0t, причем выделяется общий диапазон между толщиной пластины 1,2 мм и толщиной пластины 2,0 мм.
Твердость изогнутого участка
Далее подтверждается твердость автомобильного конструктивного элемента 33 примера настоящего изобретения после сварки.
Фиг. 6 представляет собой схему, показывающую форму поперечного сечения около внутреннего фланца 12а автомобильного конструктивного элемента 33 примера настоящего изобретения. Автомобильный конструктивный элемент 33 примера настоящего изобретения изготовлен, используя стальной лист без покрытия класса 440 МПа с толщиной 1,2 мм, показанной в таблице 1, с радиусом R кривизны изогнутого участка 12b, составляющим 6 мм. Режим дуговой сварки является таким же, как режим сварки при дуговой сварке в таблице 1.
Здесь твердость по Виккерсу измеряется путем вдавливания индентора в первый составляющий элемент 12 в положениях P1-P16, показанных на Фиг. 6, в направлении, ортогональном поверхности бумаги на Фиг. 6. Отметим, что твердость по Виккерсу основного материала первого составляющего элемента 12 до сварки составляет около 140 HV.
В результате P1-P5, показанные на Фиг. 6, имеют значение около 140 HV, становясь постепенно тверже по направлению к изогнутому участку 12b, P8-P14 имеют значение около 250 HV, становясь постепенно мягче по направлению к участку 12с вертикальной стенки, P15 имеет значение около 220 HV, и P16 имеет значение около 170 HV.
В связи с этим может быть подтверждено, что в изогнутом участке 12b автомобильного конструктивного элемента 33 примера изобретения твердость области, с которой по меньшей мере участок 20 передачи нагрузки находится в контакте, выше твердости основного материала первого составляющего элемента 35.
Химический компонент
Дополнительно, установив эквивалент углерода Ceq, равным 0,15 или более, возможно отверждать изогнутый участок 12b и окрестность изогнутого участка 12b первого составляющего элемента 12 путем подвода тепла во время сварки.
Здесь эквивалент углерода Ceq представлен следующей формулой.
Ceq = C + Si/24 + Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/4
Для сравнения, когда эквивалент углерода Ceq установлен слишком высоким, имеется опасение хрупкого разрушения или водородного охрупчивания, и, таким образом, эквивалент углерода Ceq желательно должен быть 0,6 или меньше.
Высота и толщина пластины первого составляющего элемента
Далее подтверждается влияние, которое высота H и толщина t пластины первого составляющего элемента 12 оказывают на максимальную нагрузку при изгибе. Здесь, используя стальные листы без покрытия класса 440 МПа с толщиной пластины 1,2 мм и толщиной пластины 2,0 мм, автомобильный конструктивный элемент 32 второго сравнительного примера, показанного на Фиг. 3B, и автомобильный конструктивный элемент 33 примера настоящего изобретения, показанного на Фиг. 3C, изготовляются соответственно. В этом случае со стальным листом с толщиной пластины 1,2 мм изготовляются первые составляющие элементы с высотами H первых составляющих элементов 12 30 мм и 60 мм, и со стальным листом с толщиной пластины 2,0 мм изготовляются первые составляющие элементы с высотами H первых составляющих элементов 12 30 мм, 60 мм и 90 мм. Отметим, что радиусы R кривизны изогнутых участков 12b все составляют 6,0 мм.
Характеристика изгиба каждого из изготовляемых автомобильных конструктивных элементов 32, 33 оценивается с помощью испытания на статический трехточечный изгиб. Условие испытаний является подобным условию испытаний в таблице 1.
Таблица 2 показывает результаты испытаний при максимальном изгибе.
Фиг. 7А показывает график максимальная нагрузка при изгибе-высота в случае толщины пластины 1,2 мм, и Фиг.7B показывает график максимальная нагрузка при изгибе-высота в случае толщины пластины 2,0 мм.
Как показано в таблице 2, во втором сравнительном примере, так как участок передачи нагрузки не образован, столбцы ширины WT участка передачи нагрузки и ширины L соединения являются пустыми. С другой стороны, в примере настоящего изобретения, так как участок 20 передачи нагрузки образован, значения, полученные измерением ширины WT участка передачи нагрузки и ширины L соединения, перечислены.
Как показано на Фиг. 7А и Фиг. 7B, при сравнении в случае высоты H 30 мм первого составляющего элемента 12 максимальная нагрузка при изгибе больше в примере настоящего изобретения, чем во втором сравнительном примере.
Дополнительно при сравнении в случаях высоты H 60 мм и 90 мм первого составляющего элемента 12 максимальная нагрузка при изгибе является по существу больше в примере настоящего изобретения, чем во втором сравнительном примере. Когда высота H первого составляющего элемента 12 является большой, например 60 мм и 90 мм, форма позволяет более легкую деформацию при изгибе участка вертикальной стенки 12c по сравнению со случаем малой высоты H, например 30 мм. В связи с этим предполагается, что образование участка 20 передачи нагрузки в большей степени подавляет деформацию участка 12с вертикальной стенки. В связи с этим в первом составляющем элементе 12, чей участок 12с вертикальной стенки легко деформируется при изгибе, как в примере настоящего изобретения, путем образования участка 20 передачи нагрузки возможно проявлять более высокий эффект подавления деформации формы поперечного сечения.
Здесь с толщиной пластины первого составляющего элемента 12, обозначаемой как «t», и высотой, обозначаемой как «H», H/t может использоваться в качестве показателя, представляющего легкость деформирования при изгибе. Из результата испытания толщины пластины 1,2 мм желательно образовывать участок 20 передачи нагрузки в первом составляющем элементе 12, в котором удовлетворено условие H/t≥50. Из результата испытания толщины пластины 2,0 мм желательно образовывать участок 20 передачи нагрузки в первом составляющем элементе 12, в котором удовлетворено условие H/t≥30. Другими словами, при выделении общего диапазона желательно образовывать участок 20 передачи нагрузки в первом составляющем элементе 12, в котором удовлетворенно условие H/t≥50.
Для сравнения, так как слишком большое H/t делает автомобильный конструктивный элемент большим, H/t желательно иметь 90 или меньше.
Количество сварочных операций
Далее описан случай, когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, образован сваркой, одно и то же место приваривается путем множества операций для того, чтобы предотвращать первый составляющий элемент 12 или второй составляющий элемент от прожога.
Например, в первой операции сварка выполняется по всей длине автомобильного конструктивного элемента так, что ширина WT участка передачи нагрузки удовлетворяет условию 0 Дополнительно, например, в первой операции сварка выполняется по всей длине автомобильного конструктивного элемента так, что ширина WT участка передачи нагрузки удовлетворяет условию 0,3t≤WT≤1,0t (предпочтительно условию 0,6t≤WT≤1,0t), и во второй операции (или во второй или последующей операции) сварка выполняется для регулирования формы по всей длине так, что ширина L соединения становится больше, чем ширина WT участка передачи нагрузки. В результате сварки одного и того же места посредством множества операций, как указано выше, по сравнению со случаем, когда участок 20 передачи нагрузки и соединительный участок 21 изготовлены, чтобы иметь требуемую ширину WT участка передачи нагрузки за одну операцию, возможно уменьшать входное количество тепла при сварке для первого составляющего элемента 12 и второго составляющего элемента за операцию сварки, обеспечивая предотвращение прожога первого составляющего элемента 12 или второго составляющего элемента 13. В частности, когда радиус R кривизны изогнутого участка 12 больше 8 мм, с помощью сварки посредством множества операций возможно легко заставлять ширину WT участка передачи нагрузки удовлетворять условию 0,6t≤WT≤1,0t, и дополнительно также возможно предотвращать прожог. Длина сварного шва Далее подтверждается случай, когда длина сварного шва образована прерывисто, для того чтобы уменьшать влияние теплового напряжения, когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, образован с помощью сварки. Фиг. 8А представляет собой вид в перспективе, показывающий пример автомобильного конструктивного элемента 41, приваренного прерывисто. В автомобильном конструктивном элементе 41, показанном на Фиг. 8А, вся длина первого составляющего элемента 12 обозначена как LA, длина соединительного участка 21, то есть длина (далее называемая длиной сварного шва) сварного шва обозначена как LB, и шаг сварки обозначен как P. С помощью прерывистой сварки, как указано выше, влияние теплового напряжения может быть уменьшено, и возникновение ошибки в размерах может быть подавлено. Здесь изготавливаются автомобильные конструктивные элементы, у которых длины LB сварных швов и шаги P сварки отличаются, и сравниваются максимальные нагрузки при изгибе. Здесь, используя стальной лист без покрытия класса 440 МПа с толщиной 2,0 мм и устанавливая всю длину первого составляющего элемента 12 равной 600 мм, устанавливая высоту H равной 60 мм и устанавливая радиус R кривизны изогнутого участка 12b равным 6 мм, автомобильный конструктивный элемент 33, показанный на Фиг. 3C, изготавливается с изменяемыми длиной LB сварного шва и P шагом сварки. Отметим, что режим сварки является таким же, как режим сварки при дуговой сварке в таблице 1, за исключением длины LB сварного шва и шага P сварки. Характеристика изгиба каждого из изготовляемых автомобильных конструктивных элементов 33 оценена с помощью испытания на статический трехточечный изгиб. Условие испытаний является подобным условию испытаний в таблице 1. Таблица 3 показывает результаты испытаний при максимальном изгибе.
(мм)
LB (мм)
P (мм)
(кН)
Каждый из первого примера изобретения-третьего примера изобретения, показанных в таблице 3, имеет одинаковую ширину WT участка передачи нагрузки и одинаковую ширину L соединения. Дополнительно в первом примере изобретения, так как длина LB сварного шва является такой же, как вся длина первого составляющего элемента 12, столбец для шага P сварки является пустым.
Как показано в таблице 3, во втором примере изобретения и в третьем примере изобретения, в которых дуговая сварка выполняется прерывисто, максимальные нагрузки при изгибе меньше по сравнению с той, которая в первом примере изобретения, в котором дуговая сварка выполняется по всей длине. С другой стороны, в третьем примере изобретения, хотя длина LB сварного шва и шаг P сварки короче по сравнению с длиной сварного шва и шагом сварки во втором примере изобретения, максимальная нагрузка при изгибе является большой. В связи с этим, когда соединительный участок 21, включающий в себя участок 20 передачи нагрузки, должен быть образован прерывисто с помощью сварки, укорочение длины LB сварного шва и шага P сварки может уменьшать влияние теплового напряжения так, что уменьшение максимальной нагрузки при изгибе может быть подавлено.
Дополнительно, в по меньшей мере двух сварочных операциях среди множества сварочных операций каждая из длин сварных швов может быть изменена. Здесь будет проиллюстрирован случай, когда выполняются две сварочные операции.
Фиг. 8B представляет собой вид в перспективе, показывающий пример автомобильного конструктивного элемента 42, в котором длина сварного шва изменяется в соответствии с количеством сварочных операций. В автомобильном конструктивном элементе 42, показанном на Фиг. 8B, длиной сварного шва в первой сварочной операции является LA, являющаяся всей длиной первого составляющего элемента 12, длиной сварного шва во второй сварочной операции является LB, и шагом сварки является P.
Здесь изготавливаются автомобильные составляющие элементы, чьи длины сварных швов изменяются в соответствии с количеством сварочных операций, и сравниваются максимальные нагрузки при изгибе. Здесь автомобильный конструктивный элемент 33, показанный на Фиг. 3C, изготавливается, используя стальной лист без покрытия класса 440 МПа с толщиной пластины 2,0 мм, со всей длиной первого составляющего элемента 12, составляющей 600 мм, высотой H, составляющей 60 мм, радиусом R кривизны изогнутого участка 12b, составляющим 10 мм, в то время как длина сварного шва первой сварочной операции и длина сварного шва второй сварочной операция изменяются. Отметим, что режимы сварки для обеих первой сварочной операции и второй сварочной операции являются такими же, как режим сварки при дуговой сварке в таблице 1, за исключением длины LB сварного шва и шага P сварки.
Характеристика изгиба каждого из изготовляемых автомобильных конструктивных элементов 33 оценена с помощью испытания на статический трехточечный изгиб. Условие испытаний является подобным условию испытаний в таблице 1.
Таблица 4 показывает результаты испытаний при максимальном изгибе.
Каждый из четвертого примера изобретения и пятого примера изобретения, показанных в таблице 4, когда сравниваются положения, к которым применяются вторые сварочные операции, имеет одинаковую ширину WT участка передачи нагрузки и одинаковую ширину L соединения. Дополнительно в четвертом примере изобретения, так как длина LB сварного шва является такой же, как вся длина первого составляющего элемента 12, в каждой из первой операции и второй операции, столбцы для шага P сварки являются пустыми.
Как показано в таблице 4, в пятом примере изобретения, в котором выполняется прерывистая дуговая сварка во второй операции, максимальная нагрузка при изгибе меньше на 5%, чем в четвертом примере изобретения, в котором дуговая сварка выполняется для всей длины во всех операциях. В связи с этим, когда выполняется множество сварочных операций, прерывистая сварка во второй и последующей операциях может уменьшать прожог и влияние теплового напряжения так, что уменьшение максимальной нагрузки при изгибе может быть подавлено.
Например, в первой операции сварка выполняется по всей длине так, что ширина WT участка передачи нагрузки удовлетворяет условию 0 Выше, хотя настоящее изобретение было описано вместе с вышеупомянутыми вариантами выполнения, настоящее изобретение не ограничивается только этими вариантами выполнения, и возможна модификация в пределах объема охраны настоящего изобретения. Промышленная применимость Настоящее изобретение может быть использовано для элемента, на который предполагается действие нагрузки при трехточечном изгибе при несчастном случае при столкновении, среди автомобильных конструктивных элементов, используемых в качестве каркасных элементов рамы кузова автомобильного транспортного средства.
Реферат
Группа изобретений относится к области транспортного машиностроения. Автомобильный конструктивный элемент имеет замкнутую форму поперечного сечения, образованную с помощью бретений относится к области транспортного машиностроения. с помощью составляющих элементов. Составляющие элементы изготовлены из формованного тела из металлического листа. Первый составляющий элемент имеет участок вертикальной стенки, изогнутый участок и внутренний фланец. Изогнутый участок соединен с участком вертикальной стенки и изогнут по направлению к внутренней стороне замкнутой формы поперечного сечения. Внутренний фланец соединен с изогнутым участком. Автомобильный конструктивный элемент содержит участок передачи нагрузки. Участок передачи нагрузки образован в области между изогнутым участком и вторым составляющим элементом, является продолжением участка вертикальной стенки и соединяет их. Способ изготовления автомобильного конструктивного элемента содержит этап, на котором путем сварки образуют участок передачи нагрузки. Достигается повышение устойчивости конструктивного элемента к ударным нагрузкам. 2 н. и 9 з.п. ф-лы, 16 ил., 4 табл.
Комментарии