Способ производства листовой стали с предварительно нанесенным покрытием и соответствующий лист - RU2739892C1
Код документа: RU2739892C1
Чертежи





Описание
Настоящее изобретение относится к способу производства листовой стали с предварительно нанесенным покрытием из стальной полосы с предварительно нанесенным покрытием, включающей стальную подложку, имеющую по меньшей мере на одной из своих лицевых поверхностей предварительно нанесенное покрытие, при этом предварительно нанесенное покрытие включает слой интерметаллического сплава и слой металлического сплава, простирающийся по слою интерметаллического сплава, причем слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе.
Такие листовые стали с предварительно нанесенными покрытиями могут быть получены из стальной полосы с предварительно нанесенным покрытием в результате проведения лазерной или механической резки. В общем случае листовые стали с предварительно нанесенными покрытиями, полученные таким образом, после этого хранят на протяжении некоторого времени в порядке ожидания транспортирования к клиенту и/или дополнительного преобразования, например, в виде формовки конечной детали.
Согласно наблюдениям изобретателей настоящего изобретения, во время хранения на кромках листовых сталей с предварительно нанесенными покрытиями имеет место тенденция к развитию корродирования в форме красной ржавчины.
Такое корродирование является нежелательным. Действительно, оно в результате приводит к нежелательному ухудшению внешнего вида листов во время хранения. Кроме того, оно в результате приводит к ухудшению свойств продукта и может в результате приводить к потере штампуемости на кромках.
Задача изобретения заключается в предложении листовых сталей с предварительно нанесенными покрытиями, которые характеризуются хорошей противокоррозионной стойкостью, в том числе на своих кромках, при уменьшенных издержках.
Для решения данной задачи предлагается способ производства листовой стали с предварительно нанесенным покрытием, включающий в себя следующие последовательные стадии:
- получение стальной полосы с предварительно нанесенным покрытием, имеющей стальную подложку, имеющую по меньшей мере на одной из своих основных лицевых поверхностей предварительно нанесенное покрытие, при этом предварительно нанесенное покрытие включает слой интерметаллического сплава и слой металлического сплава, простирающийся по слою интерметаллического сплава, причем слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе;
- лазерную резку стальной полосы с предварительно нанесенным покрытием таким образом, чтобы получить по меньшей мере одну листовую сталь с предварительно нанесенным покрытием, при этом листовая сталь с предварительно нанесенным покрытием включает поверхность резаной кромки, представляющую собой результат проведения операции резки, причем поверхность резаной кромки включает область подложки и область предварительно нанесенного покрытия, и при этом толщина листовой стали с предварительно нанесенным покрытием заключена в пределах диапазона между 0,8 мм и 5 мм,
при этом лазерную резку проводят таким образом, чтобы она в результате непосредственно приводила бы к получению улучшенной с точки зрения корродирования зоны поверхности резаной кромки, простирающейся по всей высоте поверхности резаной кромки и по длине, являющейся меньшей или равной в сопоставлении с длиной поверхности резаной кромки, при этом поверхностная долевая концентрация алюминия в области подложки улучшенной с точки зрения корродирования зоны поверхности резаной кромки, представляющая собой непосредственный результат проведения операции лазерной резки, является большей или равной 9%, и поверхностная долевая концентрация алюминия в нижней половине области подложки улучшенной с точки зрения корродирования зоны поверхности резаной кромки, представляющая собой непосредственный результат проведения операции лазерной резки, является большей или равной 0,5%.
В соответствии с конкретными вариантами осуществления способ может включать один или несколько следующих далее признаков, взятых по отдельности или в соответствии с любой возможной комбинацией:
- лазерную резку проводят таким образом, чтобы в упомянутой улучшенной с точки зрения корродирования зоне поверхности резаной кромки поверхностная долевая концентрация алюминия в области подложки, представляющая собой непосредственный результат проведения операции лазерной резки, была бы заключена в пределах диапазона между 9% и 70%;
- стадию лазерной резки проводят при использовании инертного газа в качестве вспомогательного газа;
- вспомогательный газ выбирают из числа аргона, гелия, азота и смесей из данных газов;
- стадию лазерной резки проводят при использовании углекислотного лазера;
- в целях получения улучшенной с точки зрения корродирования зоны лазерную резку проводят при использовании линейной энергии лазерной резки Е, заключенной в пределах диапазона между 0,18 кДж/см и 0,29 кДж/см, и давления вспомогательного газа Р, заключенного в пределах диапазона между Рмин. = 54,5 × Е – 7,8 бар и Рмакс., при этом значение Рмакс. является равным 14 бар для Е ≤ 0,24 кДж/см, и значение Рмакс. является равным -80 × Е + 33,2 бар для Е > 0,24 кДж/см;
- стадию лазерной резки проводят при использовании твердотельного лазера, например, АИГ-неодимового лазера, волоконного лазера, дискового лазера или полупроводникового диодного лазера;
- в целях получения улучшенной с точки зрения корродирования зоны лазерную резку проводят при использовании линейной энергии лазерной резки Е, заключенной в пределах диапазона между 0,08 кДж/см и 0,34 кДж/см, и давления вспомогательного газа Р, заключенного в пределах диапазона между Рмин. и Рмакс., при этом значение Рмин. = 64,3 × Е – 3,9 бар при Е > 0,2 кДж/см, и Рмин. = 9 бар при Е ≤ 0,2 кДж/см, и значение Рмакс. является равным 28,6 × Е + 8,3 бар;
- лазерную резку проводят таким образом, чтобы в улучшенной с точки зрения корродирования зоне поверхности резаной кромки поверхностная долевая концентрация алюминия в области подложки поверхности резаной кромки листовой стали с предварительно нанесенным покрытием, представляющая собой непосредственный результат проведения операции лазерной резки, являлась бы большей или равной 9%, а поверхностная долевая концентрация алюминия, представляющая собой непосредственный результат проведения операции лазерной резки, в нижней половине области подложки поверхности резаной кромки являлась бы большей или равной 1,5%;
- в целях получения улучшенной с точки зрения корродирования зоны лазерную резку проводят при использовании углекислотного лазера и при использовании линейной энергии лазерной резки Е, заключенной в пределах диапазона между 0,18 кДж/см и 0,29 кДж/см, и давления вспомогательного газа Р, заключенного в пределах диапазона между Рмин. = 72,7 × Е – 11,1 бар и Рмакс., при этом значение Рмакс. является равным 14 бар для Е ≤ 0,24 кДж/см, и значение Рмакс. является равным -80 × Е + 33,2 бар для Е > 0,24 кДж/см;
- лазерную резку, кроме того, проводят таким образом, чтобы в упомянутой улучшенной с точки зрения корродирования зоне соотношение, получаемое в результате деления поверхностной долевой концентрации алюминия в области подложки на поверхностную долевую концентрацию алюминия в нижней половине области подложки, являлось бы меньшим или равным 5,5, а поверхностная долевая концентрация алюминия в области подложки поверхности резаной кромки листовой стали с предварительно нанесенным покрытием, представляющая собой непосредственный результат проведения операции лазерной резки, являлась бы большей или равной 11%;
- в целях получения улучшенной с точки зрения корродирования зоны лазерную резку проводят при использовании линейной энергии лазерной резки Е, заключенной в пределах диапазона между 0,18 кДж/см и 0,24 кДж/см, и давления вспомогательного газа, заключенного в пределах диапазона между Рмин. = 200 × Е – 34 бар и Рмакс. = 14 бар;
- улучшенная с точки зрения корродирования зона формирует первую секцию поверхности резаной кромки, простирающуюся по только доле длины поверхности резаной кромки, и лазерную резку, кроме того, проводят таким образом, чтобы во второй секции поверхности резаной кромки, простирающейся по всей высоте поверхности резаной кромки и по только доле длины поверхности резаной кромки, поверхностная долевая концентрация алюминия в области подложки, представляющая собой непосредственный результат проведения операции лазерной резки, была бы заключена в пределах диапазона между 0,3% и 6%;
- в целях получения второй секции поверхности резаной кромки лазерную резку проводят по второй секции при использовании линейной энергии лазерной резки, являющейся большей или равной 0,6 кДж/см, говоря более конкретно, большей или равной 0,8 кДж/см, говоря более конкретно, большей или равной 1,0 кДж/см, и, говоря еще более конкретно, большей или равной 1,2 кДж/см; и
- давление вспомогательного газа заключено в пределах диапазона между 2 и 18 бар;
- толщина листовой стали с предварительно нанесенным покрытием заключена в пределах диапазона между 1,0 мм и 1,8 мм, а, говоря более конкретно, между 1,0 мм и 1,5 мм.
Изобретение также относится к способу изготовления сварной заготовки, включающему стадии:
- производства первой и второй листовых сталей с предварительно нанесенными покрытиями, при этом по меньшей мере одну из числа первой и второй листовых сталей с предварительно нанесенными покрытиями производят при использовании способа, который соответствует представленному выше описанию изобретения; и
- стыковой сварки первой и второй листовых сталей с предварительно нанесенными покрытиями таким образом, чтобы создать сварное соединение между упомянутыми листовыми сталями с предварительно нанесенными покрытиями и, таким образом, получить сварную заготовку, в результате чего стадия стыковой сварки включает стадию компонования первой и второй листовых сталей с предварительно нанесенными покрытиями таким образом, чтобы вторая секция по меньшей мере одной из листовых сталей с предварительно нанесенными покрытиями была бы обращена к кромке, а предпочтительно второй секции, другой листовой стали с предварительно нанесенным покрытием.
В соответствии с конкретными вариантами осуществления способ изготовления сварной заготовки может включать один или несколько следующих далее признаков, взятых по отдельности или в соответствии с любой возможной комбинацией:
- сварка представляет собой операцию лазерной сварки;
- способ, кроме того, включает до проведения стадии стыковой сварки стадию удаления для каждой из первой и второй листовых сталей слоя металлического сплава в зоне удаления, примыкающей ко второй секции соответствующей листовой стали с предварительно нанесенным покрытием, и где во время проведения стадии стыковой сварки листовые стали с предварительно нанесенными покрытиями сваривают по их кромкам, где слой металлического сплава был удален;
- удаление слоя металлического сплава проводят при использовании лазерного пучка;
- во время проведения стадии удаления слой интерметаллического сплава остается в зоне удаления по меньшей мере на участке своей высоты;
- сварку проводят при использовании добавления присадочных проволоки или порошка; и
- присадочные проволока или порошок содержат аустенитообразующие легирующие элементы.
Изобретение также относится к способу изготовления упрочненной под прессом стальной детали, включающему последовательные стадии:
- осуществления способа, который соответствует представленному выше описанию изобретения, в целях получения сварной заготовки;
- нагревания сварной заготовки таким образом, чтобы получить по меньшей мере частично аустенитную структуру в листовых сталях с предварительно нанесенными покрытиями, составляющих сварную заготовку;
- горячей формовки сварной заготовки в прессе таким образом, чтобы получить формованную в прессе стальную деталь; и
- охлаждения стальной детали в прессе таким образом, чтобы получить упрочненную в прессе стальную деталь.
В соответствии с одним конкретным вариантом осуществления скорость охлаждения является равной или большей в сопоставлении с критической скоростью охлаждения листовых сталей с точки зрения мартенситного или бейнитного превращений.
Изобретение, кроме того, относится к листовой стали с предварительно нанесенным покрытием, включающей:
- участок стальной подложки, несущий по меньшей мере на одной из своих лицевых поверхностей участок предварительно нанесенного покрытия, при этом участок предварительно нанесенного покрытия включает участок слоя интерметаллического сплава и участок слоя металлического сплава, простирающийся поверх участка слоя интерметаллического сплава, причем участок слоя металлического сплава представляет собой слой алюминия, слой алюминиевого сплава или слой сплава на алюминиевой основе, при этом толщина листовой стали с предварительно нанесенным покрытием заключена в пределах диапазона между 0,8 мм и 5 мм; и
- по меньшей мере, одну поверхность резаной лазером кромки, при этом поверхность резаной лазером кромки включает участок подложки и по меньшей мере один участок предварительно нанесенного покрытия,
где листовая сталь с предварительно нанесенным покрытием включает на поверхности резаной лазером кромки множество бороздок от затвердевания,
где поверхность резаной лазером кромки включает улучшенную с точки зрения корродирования зону, простирающуюся по всей высоте поверхности резаной лазером кромки и по длине, являющейся меньшей или равной в сопоставлении с длиной поверхности резаной лазером кромки, и
где поверхностная долевая концентрация алюминия в области подложки улучшенной с точки зрения корродирования зоны 19 является большей или равной 9%, а поверхностная долевая концентрация алюминия в нижней половине области подложки улучшенной с точки зрения корродирования зоны является большей или равной 0,5%.
В соответствии с конкретными вариантами осуществления листовой стали с предварительно нанесенным покрытием:
- поверхностная долевая концентрация алюминия в области подложки улучшенной с точки зрения корродирования зоны заключена в пределах диапазона между 9% и 70%;
- поверхностная долевая концентрация алюминия в нижней половине области подложки улучшенной с точки зрения корродирования зоны является большей или равной 1,5%;
- соотношение, получаемое в результате деления поверхностной долевой концентрации алюминия в области подложки улучшенной с точки зрения корродирования зоны на поверхностную долевую концентрацию алюминия в нижней половине области подложки улучшенной с точки зрения корродирования зоны, является меньшим или равным 5,5, и поверхностная долевая концентрация алюминия в области подложки улучшенной с точки зрения корродирования зоны является большей или равной 11%;
- улучшенная с точки зрения корродирования зона простирается по всей длине поверхности резаной лазером кромки;
- длина улучшенной с точки зрения корродирования зоны является строго меньшей, чем полная длина поверхности резаной лазером кромки, и поверхность резаной лазером кромки, кроме того, включает вторую секцию, простирающуюся по всей высоте поверхности резаной лазером кромки и по только доле длины поверхности резаной лазером кромки, и где поверхностная долевая концентрация алюминия в области подложки второй секции заключена в пределах диапазона между 0,3% и 6%;
- толщина листовой стали с предварительно нанесенным покрытием заключена в пределах между 1,0 мм и 1,8 мм, а, говоря более конкретно, между 1,0 мм и 1,5 мм.
Изобретение будет лучше понято после прочтения следующего далее описания изобретения, приведенного только в порядке примера, и при обращении к прилагающимся чертежам, где:
- фиг. 1 представляет собой изображение вида в поперечном сечении для стальной полосы с предварительно нанесенным покрытием, полученное перпендикулярно к продольному направлению штрипса;
- фиг. 2 представляет собой изображение вида в перспективе для листовой стали с предварительно нанесенным покрытием;
- фиг. 3 представляет собой схематическое изображение вида сбоку для листовой стали с предварительно нанесенным покрытием с фигуры 2;
- фиг. 4 представляет собой изображение поверхности резаной кромки, демонстрирующее в белом цвете следовые количества алюминия, присутствующие в области подложки и представляющие собой результат проведения операции лазерной резки;
- фиг. 5 представляет собой график, демонстрирующий параметры лазерной резки, соответствующие первому варианту осуществления изобретения, при употреблении углекислотного лазера;
- фиг. 6 представляет собой график, демонстрирующий параметры лазерной резки, соответствующие второму варианту осуществления изобретения, при употреблении твердотельного лазера;
- фиг. 7 представляет собой схематическое изображение вида в перспективе для листовой стали с предварительно нанесенным покрытием, соответствующей одному конкретному варианту осуществления изобретения;
- фиг. 8 представляет собой схематическое изображение вида в перспективе для листовой стали с предварительно нанесенным покрытием, включающей зону удаления;
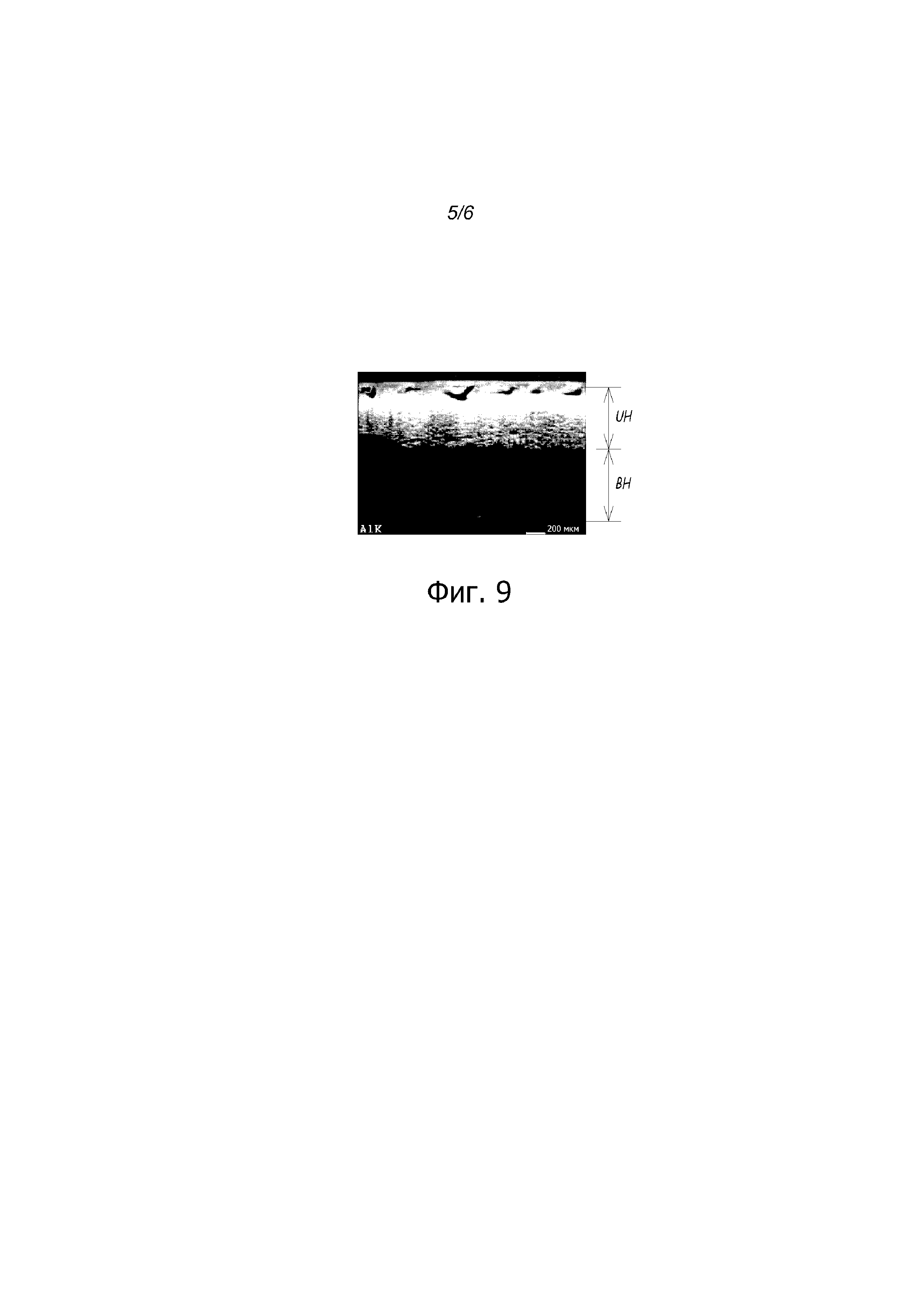
- фиг. 9 представляет собой изображение для поверхности резаной кромки образца, подвергнутого механической резке, полученное при использовании сканирующей электронной микроскопии; и
- фиг. 10 представляет собой график, демонстрирующий поверхностную долевую концентрацию алюминия в области подложки поверхности резаной кромки в зависимости от линейной энергии резки.
Изобретение относится к способу производства листовой стали с предварительно нанесенным покрытием 1.
Способ включает первую стадию в виде получения стальной полосы с предварительно нанесенным покрытием 2, который продемонстрирован в поперечном сечении на фиг. 1.
Как это продемонстрировано на фиг. 1, стальная полоса с предварительно нанесенным покрытием 2 включает металлическую подложку 3, имеющую по меньшей мере на одной из своих лицевых поверхностей предварительно нанесенное покрытие 5. Предварительно нанесенное покрытие 5 накладывается на подложку 3 и находится с ней в контакте.
Металлическая подложка 3, говоря более конкретно, является стальной подложкой.
Сталь подложки 3, говоря более конкретно, является сталью, обладающей феррито-перлитной микроструктурой.
Подложку 3 в выгодном случае изготавливают из стали, предназначенной для проведения термической обработки, говоря более конкретно, стали, упрочняемой под прессом, и, например, борсодержащей марганцовистой стали, такой как сталь, относящаяся к типу 22MnB5.
В соответствии с одним вариантом осуществления сталь подложки 3 содержит, при расчете на массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и примеси, получающиеся в результате изготовления.
Говоря более конкретно, сталь подложки 3 содержит, при расчете на массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и примеси, получающиеся в результате изготовления.
В соответствии с одним альтернативным вариантом, сталь подложки 3 содержит, при расчете на массу:
0,040% ≤ С ≤ 0,100%,
0,80% ≤ Mn ≤ 2,00%,
Si ≤ 0,30%,
S ≤ 0,005%,
P ≤ 0,030%,
0,010% ≤ Al ≤ 0,070%,
0,015% ≤ Nb ≤ 0,100%,
Ti ≤ 0,080%,
N ≤ 0,009%,
Cu ≤ 0,100%,
Ni ≤ 0,100%,
Cr ≤ 0,100%,
Mo ≤ 0,100%,
Ca ≤ 0,006%,
при этом остаток представляет собой железо и примеси, получающиеся в результате изготовления.
В соответствии с одним альтернативным вариантом, сталь подложки 3 содержит, при расчете на массу:
0,24% ≤ С ≤ 0,38%,
0,40% ≤ Mn ≤ 3%,
0,10% ≤ Si ≤ 0,70%,
0,015% ≤ Al ≤ 0,070%,
0% ≤ Сr ≤ 2%,
0,25% ≤ Ni ≤ 2%,
0,015% ≤ Ti ≤ 0,10%,
0% ≤ Nb ≤ 0,060%,
0,0005% ≤ B ≤ 0,0040%,
0,003% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,005%,
0,0001% ≤ P ≤ 0,025%,
где уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
и уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Мо ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Сa ≤ 0,005%,
причем остаток представляет собой железо и примеси, неизбежно получающиеся в результате изготовления.
Подложка 3 может быть получена в зависимости от ее желательной толщины в результате проведения горячей прокатки и/или в результате проведения холодной прокатки со следующим далее отжигом или при использовании любого другого надлежащего способа.
Подложка 3 в выгодном случае имеет толщину, заключенную в пределах диапазона между 0,8 мм и 5 мм, говоря более конкретно, заключенную в пределах диапазона между 1,0 мм и 2,5 мм, говоря еще более конкретно, между 1,2 мм и 2,5 мм или даже между 1,0 мм и 2,0 мм.
В соответствии с одним более конкретным примером подложка 3 имеет толщину, заключенную в пределах диапазона между 1,0 мм и 1,8 мм, а, говоря более конкретно, между 1,0 мм и 1,5 мм.
Предварительно нанесенное покрытие 5 получают при нанесении покрытия в результате погружения в расплав, то есть, в результате окунания подложки 3 в ванну расплавленного металла. Оно включает слой интерметаллического сплава 9, находящийся в контакте с подложкой 3, и слой металлического сплава 11, простирающийся поверх слоя интерметаллического сплава 9.
Слой интерметаллического сплава 9 создают в результате проведения реакции между подложкой 3 и расплавленным металлом ванны. Он содержит интерметаллическое соединение, содержащее по меньшей мере один элемент из слоя металлического сплава 11 и по меньшей мере один элемент из подложки 3.
Толщина слоя интерметаллического сплава 9 в общем случае имеет порядок нескольких микрометров. В частности, это подразумевает толщину, обычно заключенную в пределах диапазона между 2 и 7 микрометрами.
Слой металлического сплава 11 характеризуется композицией, которая является близкой к композиции расплавленного металла в ванне. Его формирует расплавленный металл, уносимый штрипсом по мере его продвижения через ванну расплавленного металла во время нанесения покрытия в результате погружения в расплав.
Слой металлического сплава 11 имеет, например, толщину, заключенную в пределах диапазона между 19 мкм и 33 мкм или между 10 мкм и 20 мкм.
Слой металлического сплава 11 является слоем алюминия или слоем алюминиевого сплава или слоем сплава на алюминиевой основе.
В данном контексте термин «алюминиевый сплав» относится к сплаву, содержащему более чем 50% (масс.) алюминия. Сплав на алюминиевой основе является сплавом, в котором алюминий является основным элементом, при расчете на массу.
Слой интерметаллического сплава 9 содержит интерметаллические соединения, относящиеся к типу Fex-Aly, а, говоря более конкретно, Fe2A5.
Конкретная структура предварительно нанесенного покрытия 5, полученного при нанесении покрытия в результате погружения в расплав, раскрывается, в частности, в патенте ЕР 2 007 545.
В соответствии с одним вариантом осуществления слой металлического сплава 11 является слоем алюминиевого слоя, содержащим, кроме того, кремний.
В соответствии с одним примером слой металлического сплава 11 содержит, при расчете на массу:
- 8% ≤ Si ≤ 11%,
- 2% ≤ Fe ≤ 4%,
при этом остаток представляет собой алюминий и возможные примеси.
В выгодном случае и, как это проиллюстрировано на фигуре 1, подложку 3 снабжают предварительно нанесенным покрытием 5, которое соответствует представленному выше описанию изобретения, на обеих из ее лицевых поверхностях.
Способ производства листовой стали с предварительно нанесенным покрытием 1, кроме того, включает стадию резки указанного стальной полосы с предварительно нанесенным покрытием 2 таким образом, чтобы получить по меньшей мере одну листовую сталь с предварительно нанесенным покрытием 1. Резку проводят в результате проведения лазерной резки.
Толщина листовой стали с предварительно нанесенным покрытием 1 является идентичной толщине листовой стали с предварительно нанесенным покрытием 2. Она заключена в пределах диапазона между 0,8 мм и 5 мм, говоря более конкретно, заключена в пределах диапазона между 1,0 мм и 2,5 мм, говоря еще более конкретно, между 1,2 мм и 2,5 мм и даже между 1,0 мм и 2,0 мм. В соответствии с одним более конкретным примером толщина листовой стали с предварительно нанесенным покрытием 1 заключена в пределах диапазона между 1,0 мм и 1,8 мм, а, говоря более конкретно, между 1,0 мм и 1,5 мм.
Фигура 2 представляет собой схематический чертеж вида в перспективе для такой листовой стали с предварительно нанесенным покрытием 1.
Листовая сталь с предварительно нанесенным покрытием 1 включает участок подложки 3’ и по меньшей мере один участок предварительно нанесенного покрытия 5’, при этом участок предварительно нанесенного покрытия 5’ включает участок слоя интерметаллического сплава 9’ и участок слоя металлического сплава 11’.
Листовая сталь с предварительно нанесенным покрытием 1, кроме того, включает две основные противолежащие лицевые поверхности 4’ и периферийную кромку 12, простирающуюся между лицевыми поверхностями 4’ вокруг периферии листа 1. Длина периферийной кромки 12 является равной периметру листа 1. Высота h периферийной кромки 12 является равной толщине листа 1.
В контексте патентной заявки высота элемента представляет собой размер данного элемента, взятый вдоль направления толщины листа с предварительно нанесенным покрытием 1 (направления z на фигурах).
Периферийная кромка 12 простирается по существу перпендикулярно лицевым поверхностям 4’. В данном контексте термин «по существу» обозначает простирание периферийной кромки 12 под углом, заключенным в пределах диапазона между 65° и 90° по отношению к одной из лицевых поверхностей 4’. Угол периферийной кромки 12 по отношению к лицевым поверхностям 4’ может варьироваться вдоль периферии листа 1.
В примере, продемонстрированном на фигуре 2, периферийная кромка 12 характеризуется по существу прямоугольным контуром, включающим четыре прямолинейные стороны. Однако, в зависимости от области применения может быть использован и любой другой контур.
Периферийная кромка 12 включает поверхность резаной кромки 13, представляющую собой результат проведения лазерной резки.
Во время проведения стадии лазерной резки лазерный пучок устройства для лазерной резки воздействует на стальную полосу 2 вдоль предварительно определенной траектории таким образом, чтобы создать поверхность резаной кромки 13. Предварительно определенная траектория простирается в плоскости лицевой поверхности 4’ листа 1.
Поверхность резаной кромки 13 простирается между лицевыми поверхностями 4’ листовой стали с предварительно нанесенным покрытием 1 от одной лицевой поверхности 4’ до другой. Она простирается по всей высоте h периферийной кромки 12.
Поверхность резаной кромки 13 может включать по меньшей мере один по существу плоскостной участок.
В выгодном случае, листовую сталь с предварительно нанесенным покрытием 1 получают в результате проведения резки вдоль всего ее контура. В данном случае периферийная кромка 12 состоит из поверхности резаной кромки 13. Таким образом, поверхность резаной кромки 13 простирается вокруг всей периферии листа 1.
В соответствии с одним альтернативным вариантом, поверхность резаной кромки 13 простирается только по доле длины периферийной кромки 12. В данном случае остаток периферийной кромки 12 может совпадать с первоначальными боковыми кромками штрипса 2.
В контексте данной патентной заявки длина элемента представляет собой размер элемента в плоскости заданной лицевой поверхности 4’ листовой стали с предварительно нанесенным покрытием 1. Поэтому длина поверхности резаной кромки 13, в частности, соответствует размеру поверхности резаной кромки 13 вдоль траектории лазерного пучка во время проведения лазерной резки.
Как это можно видеть на фигурах 2 и 3, поверхность резаной кромки 13 включает область подложки 14 и по меньшей мере одну область предварительно нанесенного покрытия 15. Область подложки 14 соответствует поверхности подложки 3’, расположенной на поверхности резаной кромки 13. Она состоит по существу из материала подложки 3. Область предварительно нанесенного покрытия 15 соответствует поверхности предварительно нанесенного покрытия 5’, расположенного на поверхности резаной кромки 13. Она состоит по существу из материала предварительно нанесенного покрытия 5.
В соответствии с изобретением и, как это продемонстрировано на фигуре 3, поверхность резаной кромки 13 включает улучшенную с точки зрения корродирования зону 19, простирающуюся по всей длине поверхности резаной кромки 13 и по длине, которая является меньшей или равной полной длине поверхности резаной кромки 13.
Улучшенная с точки зрения корродирования зона 19 представляет собой непосредственный результат проведения операции лазерной резки.
В выгодном случае, улучшенная с точки зрения корродирования зона 19 простирается по длине, равной по меньшей мере 3 мм, а, говоря более конкретно, по меньшей мере 10 мм.
В соответствии с одним вариантом осуществления, улучшенная с точки зрения корродирования зона 19 поверхности резаной кромки 13 простирается по всей длине поверхности резаной кромки 13. Говоря другими словами, она простирается по всей траектории смещения лазерного пучка во время проведения лазерной резки.
В соответствии с еще одним вариантом осуществления улучшенная с точки зрения корродирования зона 19 поверхности резаной кромки 13 простирается только по доле длины поверхности резаной кромки 13.
В варианте осуществления, продемонстрированном на фигуре 2, в котором листовая сталь с предварительно нанесенным покрытием 1 характеризуется прямоугольным контуром, поверхность резаной кромки 13 может простираться по одной или нескольким сторонам прямоугольника. Улучшенная с точки зрения корродирования зона 19 может простираться по меньшей мере одной из сторон прямоугольника.
В выгодном случае, поверхность резаной кромки 13 может простираться по всей периферии прямоугольной листовой стали с предварительно нанесенным покрытием 1, и улучшенная с точки зрения корродирования зона 19 может простираться по одной, двум, трем или четырем сторонам прямоугольника, предпочтительно его трем или четырем сторонам.
В соответствии с изобретением во время проведения стадии лазерной резки лазерную резку проводят таким образом, чтобы в улучшенной с точки зрения корродирования зоне 19 присутствовали бы два признака:
(а) совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, является большей или равной 9%, а, говоря более конкретно, большей или равной 9,0%; и
(b) поверхностная долевая концентрация SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, является большей или равной 0,5%.
В данном контексте термин «представляющая собой непосредственный результат», в частности, обозначает измерение долевой концентрации или доли незамедлительно после отрезания лазерным лучом устройства для лазерной резки листовой стали с предварительно нанесенным покрытием 1 от стальной полосы с предварительно нанесенным покрытием 2 и, в частности, до проведения любой дополнительной стадии в отношении поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием 1, например, до проведения возможной стадии окончательной отделки поверхности резаной кромки 13, такой как крацевание, обработка на металлорежущем станке, фрезерование, пескоструйная обработка или снятие покрытия.
Совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 может быть определена следующим далее образом:
- при использовании сканирующей электронной микроскопии получают изображение области подложки 14 улучшенной с точки зрения корродирования зоны 19;
- информацию, полученную при использовании сканирующей электронной микроскопии, подвергают обработке для получения изображения в методе ЭДРС (энергодисперсионной рентгеновской спектроскопии), демонстрирующего в числе всех легирующих элементов только алюминий, присутствующий в рассматриваемой области подложки 14. Например, изображение подвергают обработке таким образом, чтобы следовые количества алюминия, присутствующие в рассматриваемой области подложки 14, проявлялись бы в цвете, таком как красный цвет, который сильно контрастирует с черным фоном. В результате смещения лазера во время проведения резки алюминий проявляется в виде наклонных просачивающихся следовых количеств.
Один пример такого изображения в методе ЭДРС демонстрируется на фигуре 4. На данном черно-белом изображении следовые количества алюминия, которые в противном случае могли бы проявиться в красном цвете, проявляются в белом цвете на черном фоне.
- после этого таким образом полученное изображение в методе ЭДРС подвергают обработке в результате проведения обработки изображения в целях определения поверхностной долевой концентрации алюминия на изображении.
Для данной цели количество N элементов изображения, соответствующих алюминию на изображении в методе ЭДРС рассматриваемой области подложки 14, измеряют при использовании обработки изображения.
Количество N элементов изображения, соответствующих алюминию, может быть определено следующим далее образом: для каждого элемента изображения на изображении в методе ЭДРС задают пороговое значение в отношении величины параметра красного цвета в системе RGB таким образом, чтобы определить, должен ли данный элемент изображения рассматриваться как красный, то есть, как элемент изображения алюминия, или нет. В частности, пороговое значение Т устанавливают в виде Т = 255/3 таким образом, чтобы в случае величины параметра красного цвета в системе RGB, являющейся большей, чем пороговое значение Т, данный элемент изображения рассматривался бы в качестве красного элемента изображения для целей данного анализа.
Например, данная обработка изображения может быть проведена при использовании обыкновенного программного обеспечения для анализа при обработке изображения, самого по себе известного, такого как, например, программное обеспечение для анализа изображения Gimp.
Совокупную поверхностную долевую концентрацию STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 после этого получают в результате деления количества N таким образом измеренных элементов изображения алюминия, то есть, например, красных элементов изображения, на полное количество элементов изображения на изображении рассматриваемой области подложки 14.
Тот же самый метод используется для определения поверхностной долевой концентрации SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19, но на основании анализа изображения нижней половины области подложки 14 улучшенной с точки зрения корродирования зоны 19 поверхности резаной кромки 13.
Изобретатели настоящего изобретения обнаружили то, что в случае проведения лазерной резки таким образом, чтобы в зоне поверхности резаной кромки 13 были бы получены вышеупомянутые признаки (а) и (b), данная зона будет характеризоваться улучшенной противокоррозионной стойкостью в сопоставлении с тем, что имеет место для механической резки или лазерной резки, проводимой при использовании обычных параметров лазерной резки для стальных заготовок с нанесенным алюминиевым покрытием. Кроме того, данную улучшенную противокоррозионную стойкость получают при относительно низких издержках, поскольку ее получают непосредственно в результате проведения самой операции лазерной резки, а не в результате проведения дополнительных стадий обработки поверхности.
В выгодном случае, в улучшенной с точки зрения корродирования зоне 19 совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования 19, представляющая собой непосредственный результат проведения операции лазерной резки, заключена в пределах диапазона между 9%, говоря более конкретно, 9,0%, и 70%. Действительно, поверхностная долевая концентрация алюминия, заключенная в пределах данного диапазона, делает возможным получение действенной и эффективной с точки зрения издержек противокоррозионной защиты зоны 19 поверхности резаной кромки 13.
В соответствии с первым вариантом осуществления способа, соответствующего изобретению, лазерную резку проводят при использовании углекислотного лазера совместно с инертным газом в качестве вспомогательного газа. Инертный газ, например, представляет собой азот, гелий, аргон или смеси из данных газов, такие как смеси азот/аргон, азот/гелий, аргон/гелий или азот/гелий/аргон. В особенности интересным является использование в качестве инертных газов азота, аргона или их смесей, поскольку данные газы являются относительно недорогостоящими, в частности, в сопоставлении с гелием. Также интересным является использование смесей из азота и/или аргона с гелием, поскольку такие смеси являются менее дорогостоящими в сопоставлении с чистым гелием.
Углекислотный лазер в выгодном случае является лазером, работающим в непрерывном режиме.
Углекислотный лазер, в частности, характеризуется мощностью, заключенной в пределах диапазона между 2 кВт и 7 кВт, предпочтительно между 4 кВт и 6 кВт.
Говоря более конкретно, во время проведения стадии резки улучшенную с точки зрения корродирования зону 19 поверхности резаной кромки 13 получают при использовании линейной энергии лазерной резки Е и давления вспомогательного газа, заключенных в пределах диапазона граничных значений, определенных многоугольником АВСDE на фигуре 5, при этом граничные значения включаются. Говоря более конкретно, линейная энергия лазерной резки Е заключена в пределах диапазона между 0,18 кДж/см и 0,29 кДж/см, а давление вспомогательного газа заключено в пределах диапазона между Рмин. = 54,5 × Е – 7,8 бар и Рмакс., при этом значение Рмакс. является равным 14 бар для Е ≤ 0,24 кДж/см, и значение Рмакс. является равным -80 × Е + 33,2 бар для Е > 0,24 кДж/см.
Линейная энергия лазерной резки соответствует количеству энергии, отдаваемому лазерным пучком во время проведения лазерной резки, при расчете на единичную длину. Ее рассчитывают в результате деления мощности лазерного пучка на скорость резки.
Использование данных параметров лазерной резки делает возможным получение в зоне резаной кромки 13, которую получили в результате проведения лазерной резки при использовании данных параметров, совокупной поверхностной долевой концентрации STotal алюминия в области подложки 14, представляющей собой непосредственный результат проведения операции лазерной резки, которая заключена в пределах диапазоне между 9%, а, в частности, 9,0%, и 70%, и поверхностной долевой концентрации SBottom алюминия в нижней половине области подложки 14, представляющей собой непосредственный результат проведения операции лазерной резки, которая является большей или равной 0,5%.
В выгодном случае, лазерную резку проводят таким образом, чтобы в улучшенной с точки зрения корродирования зоне 19:
(а) совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, была бы большей или равной 9%, а, говоря более конкретно, большей или равной 9,0%; и
(b1) поверхностная долевая концентрация SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, была бы большей или равной 1,5%.
Действительно, изобретатели обнаружили то, что в случае наличия в улучшенной с точки зрения корродирования зоне 19 признаков (а) и (b1) будет получена еще лучшая противокоррозионная защита улучшенной с точки зрения корродирования зоны 19.
В целях получения признаков (а) и (b1) во время проведения стадии лазерной резки улучшенную с точки зрения корродирования зону 19, в частности, получают при использовании линейной энергии лазерной резки Е и давления вспомогательного газа, заключенных в пределах диапазона граничных значений, определенных многоугольником АВСE на фигуре 5, при этом граничные значения включаются. Говоря более конкретно, линейная энергия лазерной резки Е заключена в пределах диапазона между 0,18 кДж/см и 0,29 кДж/см, а давление вспомогательного газа заключено в пределах диапазона между Рмин. = 72,7 × Е – 11,1 бар и Рмакс., при этом значение Рмакс. является равным 14 бар для Е ≤ 0,24 кДж/см, и значение Рмакс. является равным -80 × Е + 33,2 бар для Е > 0,24 кДж/см.
В еще более выгодном случае, лазерную резку проводят таким образом, чтобы в улучшенной с точки зрения корродирования зоне 19:
(а1) совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, была бы большей или равной 11%;
(b1) поверхностная долевая концентрация SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19, представляющая собой непосредственный результат проведения операции лазерной резки, была бы большей или равной 1,5%; и
(с) соотношение R между STotal и SBottom (R = STotal/SBottom) является меньшим или равным 5,5.
Действительно, изобретатели обнаружили то, что в случае наличия в комбинации признаков (а1), (b1) и (с) будет получена еще лучшая противокоррозионная стойкость улучшенной с точки зрения корродирования зоны 19 в сопоставлении со случаем наличия только признаков (а) и (b1). В частности, защита от корродирования является более гомогенной вследствие более гомогенного распределения алюминия по всей улучшенной с точки зрения корродирования зоны 19.
В целях получения улучшенной с точки зрения корродирования зоны 19, характеризующейся наличием комбинации из признаков (а1), (b1) и (с), лазерная резка может быть проведена по улучшенной с точки зрения корродирования зоне 19 при использовании линейной энергии лазерной резки Е и давления вспомогательного газа, заключенных в пределах диапазона граничных значений, определенных треугольником АВE на фигуре 5, при этом граничные значения включаются. Говоря более конкретно, линейная энергия лазерной резки Е заключена в пределах диапазона между 0,18 кДж/см и 0,24 кДж/см, а давление вспомогательного газа заключено в пределах диапазона между Рмин. = 200 × Е – 34 бар и Рмакс. = 14 бар.
Способ, соответствующий второму варианту осуществления, отличается от способа, соответствующего первому варианту осуществления, тем, что лазерную резку проводят при использовании твердотельного лазера вместо углекислотного лазера. Твердотельный лазер в выгодном случае является лазером, работающим в непрерывном режиме.
Твердотельный лазер является, например, АИГ-неодимовым лазером (на алюмоиттриевом гранате, легированном неодимом), полупроводниковым диодным лазером, волоконным лазером или дисковым лазером.
Твердотельный лазер, в частности, характеризуется мощностью, заключенной в пределах диапазона между 2 кВт и 15 кВт, предпочтительно между 4 кВт и 12 кВт, более предпочтительно между 4 кВт и 10 кВт, а еще более предпочтительно между 4 кВт и 8 кВт.
Как и в первом варианте осуществления, лазерную резку проводят при использовании инертного газа в качестве вспомогательного газа. Инертный газ, например, представляет собой азот, гелий, аргон или смеси из данных газов, такие как смеси азот/аргон, азот/гелий, аргон/гелий или азот/гелий/аргон.
В данном варианте осуществления улучшенная с точки зрения корродирования зона 19 поверхности резаной кромки 13 может быть получена при использовании линейной энергии лазерной резки Е и давления вспомогательного газа, заключенных в пределах диапазона граничных значений, определенных многоугольником А’В’С’D’ на фигуре 6, при этом граничные значения включаются. Говоря более конкретно, линейная энергия лазерной резки Е заключена в пределах диапазона между 0,08 кДж/см и 0,34 кДж/см, а давление вспомогательного газа заключено в пределах диапазона между Рмин. и Рмакс., при этом Рмин. = 64,3 × Е – 3,9 бар при Е > 0,2 кДж/см, и Рмин. = 9 бар при Е ≤ 0,2 кДж/см, и значение Рмакс. является равным 28,6 × Е + 8,3 бар.
Проведение лазерной резки в пределах диапазона данных параметров делает возможным получение в зоне резаной кромки 13, которую получили в результате проведения лазерной резки при использовании данных параметров, совокупной поверхностной долевой концентрации STotal алюминия в области подложки 14, представляющей собой непосредственный результат проведения операции лазерной резки, которая является большей или равной 9%, а, в частности, большей или равной 9,0%, (признак (а)), а, говоря более конкретно, заключена в пределах диапазона между 9%, говоря более конкретно, 9,0%, и 70%, и поверхностной долевой концентрации SBottom алюминия в нижней половине области подложки 14, представляющей собой непосредственный результат проведения операции лазерной резки, которая является большей или равной 0,5%, (признак (b)) и даже большей или равной 1,5%, (признак (b1)).
Как это упоминалось выше, изобретатели настоящего изобретения обнаружили то, что в случае проведения лазерной резки таким образом, чтобы в заданной зоне поверхности резаной кромки 13 соблюдались бы признаки (а) и (b), при относительно низких издержках могла бы быть получена улучшенная противокоррозионная стойкость данной зоны. Противокоррозионная стойкость будет еще лучшей в случае получения признаков (а) и (b1).
В варианте осуществления, в котором улучшенная с точки зрения корродирования зона 19 простирается по всей поверхности резаной кромки 13, предпочтительно получают всю поверхность резаной кромки 13 при использовании одних и тех же параметров лазерной резки.
Изобретение также относится к листовой стали с предварительно нанесенным покрытием 1, характеризующейся наличием признаков, описанных выше в отношении фигуры 2.
Использование лазерной резки в результате приводит к получению конкретной геометрии поверхности резаной кромки 13. Действительно, оно в результате приводит к плавлению материала подложки 3 и предварительно нанесенного покрытия 5 на поверхности резаной кромки 13, который после этого повторно затвердевает, формируя бороздки от затвердевания, также называемые рябинами от затвердевания, интервал разнесения между которыми зависит, в частности, от скорости лазерной резки, природы и давления вспомогательного газа. Поэтому листовая сталь с предварительно нанесенным покрытием 1 включает на поверхности резаной кромки 13 множество бороздок или рябин от затвердевания.
Кроме того, листовая сталь с предварительно нанесенным покрытием 1 включает зону термического воздействия на поверхности резаной кромки 13. Данная зона термического воздействия представляет собой результат нагревания поверхности резаной кромки 13 во время проведения лазерной резки. Ее можно наблюдать при использовании обыкновенных средств детектирования присутствия зоны термического воздействия, например, в результате проведения измерений микро- или нанотвердости или в результате проведения металлографических наблюдений после проведения адаптированного декапирования.
Как это упоминалось выше, поверхность резаной кромки 13 данной листовой стали с предварительно нанесенным покрытием 1 включает улучшенную с точки зрения корродирования зону 19, простирающуюся по всей высоте h поверхности резаной кромки 13 и по длине, являющейся меньшей или равной в сопоставлении с длиной поверхности резаной кромки 13, при этом поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 является большей или равной 9%, а, говоря более конкретно, 9,0%, и поверхностная долевая концентрация SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19 является большей или равной 0,5%.
Предпочтительно совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 заключена в пределах диапазона между 9%, говоря более конкретно, 9,0%, и 70%.
Более предпочтительно совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 является большей или равной 11%.
В выгодном случае, поверхностная долевая концентрация SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19 является большей или равной 1,5%.
Еще более предпочтительно соотношение R, получаемое в результате деления совокупной поверхностной долевой концентрации STotal алюминия в области подложки 14 улучшенной с точки зрения корродирования зоны 19 на поверхностную долевую концентрацию SBottom алюминия в нижней половине области подложки 14 улучшенной с точки зрения корродирования зоны 19, является меньшей или равной 5,5.
Теперь будет описываться способ получения листовой стали с предварительно нанесенным покрытием 1, соответствующей одному конкретному варианту осуществления изобретения, при обращении к фигуре 7.
В соответствии с данным конкретным вариантом осуществления улучшенная с точки зрения корродирования зона 19 поверхности резаной кромки 13 простирается по только доле длины поверхности резаной кромки 13 и формирует первую секцию поверхности резаной кромки 13.
В данном варианте осуществления поверхность резаной кромки 13 включает в добавление к первой секции 19 вторую секцию 20. Вторая секция 20 простирается по всей высоте поверхности резаной кромки 13 и по длине, являющейся строго меньшей, чем длина поверхности резаной кромки 13.
Вторая секция 20 является, например, примыкающей к первой секции 19 вдоль длины поверхности резаной кромки 13.
В выгодном случае, вторая секция 20 простирается по длине, являющейся равной по меньшей мере 3 мм, а, говоря более конкретно, по меньшей мере 10 мм.
В частности, вторая секция 20 простирается под углом по отношению к первой секции 19.
Предпочтительно вторая секция 20 является по существу плоскостной. Вторая секция 20 может, например, составлять свариваемую кромку, предназначенную для сварки листа 1 с еще одним листом, то есть, зону периферийной кромки 12, где листовая сталь с предварительно нанесенным покрытием 20 предназначена для включения в сварное соединение.
В соответствии с одним примером поверхность резаной кромки 13 состоит из первой секции 19 и второй секции 20.
В примере, продемонстрированном на фигуре 7, листовая сталь с предварительно нанесенным покрытием 1 характеризуется прямоугольным контуром. В данном случае, например, первая секция 19 может простираться по трем из сторон прямоугольника, в то время как вторая секция 20 простирается по остающейся четвертой стороне прямоугольника. В соответствии с одним вариантом, первая секция 19 может простираться по двум из сторон прямоугольника, в то время как вторая секция 20 простирается по остающимся двум сторонам прямоугольника. В соответствии с данным вариантом первая и вторая секция 19, 20 могут чередоваться вдоль периферии листа 1.
Предпочтительно совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 второй секции 20 заключена в пределах диапазона между 0,3% и 6%.
В данном конкретном варианте осуществления толщина листовой стали с предварительно нанесенным покрытием 1 предпочтительно заключена в пределах диапазона между 1,0 мм и 5,0 мм, более предпочтительно между 1,0 мм и 2,5 мм, еще более предпочтительно между 1,2 мм и 2,5 мм.
В способе, соответствующем данному конкретному варианту осуществления, вторая секция 20 может, в частности, быть получена в результате проведения лазерной резки при использовании параметров лазерной резки, отличных от параметров для первой секции 19.
Говоря более конкретно, во время проведения стадии лазерной резки по второй секции 20 лазерную резку проводят таким образом, чтобы совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 второй секции 20, представляющая собой непосредственный результат проведения операции лазерной резки, была бы заключена в пределах диапазона между 0,3% и 6%.
В целях получения второй секции 20, обладающей данными свойствами, стадия лазерной резки может быть проведена по второй секции 20 при использовании линейной энергии лазерной резки, являющейся большей или равной 0,6 кДж/см, и инертного газа в качестве вспомогательного газа.
Действительно, изобретатели обнаружили то, что в случае производства секции поверхности резаной кромки 13 при использовании данных параметров лазерной резки совокупная поверхностная долевая концентрация STotal алюминия в области подложки 14 данной секции поверхности резаной кромки 13 будет заключена в пределах диапазона между 0,3% и 6%.
В выгодном случае, линейная энергия лазерной резки, использованная для получения второй секции 20, является большей или равной 0,8 кДж/см, говоря более конкретно, большей или равной 1,0 кДж/см, а, говоря еще более конкретно, большей или равной 1,2 кДж/см. В частности, согласно наблюдениям изобретателей настоящего изобретения при возрастающей линейной энергии могут быть получены еще лучшие результаты применительно к уменьшению поверхностной долевой концентрации алюминия во второй секции 20.
Предпочтительно давление вспомогательного газа заключено в пределах диапазона между 2 бар и 18 бар, более предпочтительно между 6 бар и 18 бар, а еще более предпочтительно между 10 бар и 18 бар.
Например, для получения второй секции 20 лазерную резку проводят по второй секции 20 при использовании линейной энергии лазерной резки, являющейся большей или равной 0,8 кДж/см, и давления вспомогательного газа, заключенного в пределах диапазона между 2 бар и 18 бар.
В соответствии с еще одним примером для получения второй секции 20 лазерную резку проводят по второй секции 20 при использовании линейной энергии лазерной резки, являющейся большей или равной 1,0 кДж/см, и давления вспомогательного газа, заключенного в пределах диапазона между 2 бар и 18 бар.
В соответствии с одним дополнительным примером для получения второй секции 20 лазерную резку проводят по второй секции 20 при использовании линейной энергии лазерной резки, являющейся большей или равной 1,0 кДж/см, и давления вспомогательного газа, заключенного в пределах диапазона между 10 бар и 18 бар.
Предпочтительно тип инертного газа и тип и мощность лазера, использованного для получения второй секции 20 поверхности резаной кромки 13, являются теми же самыми, что и соответствующие параметры для первой секции 19.
Предпочтительно между первой секцией 19 и второй секцией 20 изменяют только скорость резки, то есть, относительную скорость смещения лазерного пучка по отношению к штрипсу 2, при этом вторую секцию 20 получают при использовании скорости резки, которая является строго меньшей, чем скорость резки, использованная для получения первой секции 19.
Например, для одного и того же лазерного пучка, то есть, в частности, для одних и тех же типа и мощности лазера, при получении первой секции 19 может быть использована более высокая скорость резки, чем скорость резки при получении второй секции 20. Данным образом, линейная энергия лазерной резки будет меньшей в первой секции 19, чем во второй секции 20.
Такое подстраивание параметров лазерной резки во время проведения стадии резки может быть проведено в автоматическом режиме при использовании устройства лазерной резки. Также оно может быть проведено и оператором в ручном режиме.
Например, стадию лазерной резки проводят при использовании углекислотного лазера на 4 кВт, работающего в непрерывном режиме, совместно с азотом в качестве вспомогательного газа, используя давление вспомогательного газа, являющееся равным 14 бар. Первую секцию 19, например, получают при использовании скорости резки, являющейся равной 10 м/мин, в то время как вторую секцию 20, например, получают при использовании скорости резки, являющейся равной 2 м/мин.
В соответствии с еще одним примером стадию лазерной резки проводят при использовании полупроводникового диодного лазера на 4 кВт совместно с азотом в качестве вспомогательного газа, используя давление вспомогательного газа, являющееся равным 10 бар. Первую секцию 19, например, получают при использовании скорости резки, являющейся равной 20 м/мин, в то время как вторую секцию 20, например, получают при использовании скорости резки, являющейся равной 2 м/мин.
Необязательно в соответствии с данным вариантом осуществления способ изготовления листовой стали с предварительно нанесенным покрытием 1 включает стадию крацевания второй секции 20 поверхности резаной кромки 13, например, непосредственно после проведения лазерной резки. Такая стадия крацевания, кроме того, уменьшает долевую концентрацию алюминия во второй секции поверхности резаной кромки 13. Согласно наблюдениям изобретателей настоящего изобретения вследствие высокой адгезии к подложке 3’ листовой стали с предварительно нанесенным покрытием 1 алюминия, который может быть пролит на поверхность резаной кромки 13 во время проведения лазерной резки, в результате проведения крацевания поверхности резаной кромки 13 могут быть удалены только очень ограниченные количества алюминия.
Изобретение также относится к способу изготовления сварной заготовки, включающему стадии:
- производства первой и второй листовых сталей с предварительно нанесенными покрытиями 1, при этом по меньшей мере одну из числа первой и второй листовых сталей с предварительно нанесенными покрытиями 1, а предпочтительно первую и вторую листовые стали с предварительно нанесенными покрытиями 1, производят при использовании способа, соответствующего конкретному варианту осуществления, который соответствует представленному выше раскрытию изобретения, при обращении к фигуре 7;
- стыковой сварки первой и второй листовых сталей с предварительно нанесенными покрытиями 1 в целях создания сварного соединения между упомянутыми листовыми сталями с предварительно нанесенными покрытиями 1 и, таким образом, получения сварной заготовки.
Стадия стыковой сварки включает стадию компонования первой и второй листовых сталей с предварительно нанесенными покрытиями 1 таким образом, чтобы вторая секция 20 по меньшей мере одного из листов с предварительно нанесенными покрытиями 1 была бы обращена к кромке, а предпочтительно второй секции 20, другого листа 1.
Сварное соединение между упомянутыми первой и второй листовыми сталями с предварительно нанесенными покрытиями 1 получают в результате плавления их обращенных друг к другу кромок, а, в частности, между их двумя вторыми секциями 20.
Сварка в выгодном случае является лазерной сваркой.
Сваркой может быть автогенная сварка, то есть, без добавления присадочного материала, например, в форме проволоки или порошка.
В соответствии с одним альтернативным вариантом, сварку проводят при использовании надлежащего присадочного материала, в частности, присадочных проволоки или порошка. Присадочные проволока или порошок, в частности, включают аустенитообразующие элементы таким образом, чтобы сбалансировать ферритообразующее и/или интерметаллическое соединение, создающее эффект от алюминия из предварительно нанесенного покрытия 5’.
В выгодном случае, как это продемонстрировано на фигуре 8, до проведения стыковой сварки для каждой из листовых сталей с предварительно нанесенными покрытиями 1 слой металлического сплава 11’ удаляют по меньшей мере на одной лицевой поверхности 4’ листовой стали с предварительно нанесенным покрытием 1 по зоне удаления 25, которая является примыкающей ко второй секции 20 рассматриваемой листовой стали с предварительно нанесенным покрытием 1, и во время проведения стадии стыковой сварки листовые стали с предварительно нанесенными покрытиями 1 сваривают на соответствующих кромках, с которых удалили слой металлического сплава 11’.
Зона удаления 25 в выгодном случае простирается от второй секции 20 по участку рассматриваемой лицевой поверхности 4’.
Удаление слоя металлического сплава 11’ в выгодном случае проводят в результате проведения лазерной абляции, которая соответствует раскрытию изобретения в предшествующей заявке WO 2007/118939.
Ширина зоны удаления 25 на каждой из листовых сталей 1, например, заключена в пределах диапазона между 0,2 и 2,2 мм.
Предпочтительно стадию удаления проводят таким образом, чтобы удалить только слой металлического сплава 11’ при одновременном сохранении слоя интерметаллического сплава 9’. Поэтому слой интерметаллического сплава 9’ остается в зоне удаления 25 по меньшей мере части своей высоты. В данном случае слой остаточного интерметаллического сплава 9’ защищает площади сварной заготовки, непосредственно примыкающие к сварному соединению, от окисления и обезуглероживания во время проведения последующих стадий горячей формовки и от корродирования на протяжении срока службы во время использования.
Необязательно способ изготовления сварной заготовки включает стадию крацевания кромки, которая должна быть сварена по меньшей мере одной из числа первой и второй листовых сталей 1, а предпочтительно как первой, так и второй листовых сталей 1, до проведения стадии сварки.
В случае включения в способ удаления слоя металлического сплава 11’ до проведения сварки крацевание предпочтительно будут проводить после проведения данной стадии удаления. В данном случае крацевание удаляет следовые количества алюминия, которые могли быть разбрызганы во время проведения операции удаления на кромку стали 1, которая должна быть сварена. Такое разбрызгивание может, в частности, иметь место при осуществлении удаления в результате проведения лазерной абляции. Такие брызги характеризуются относительно низким приставанием к кромке и поэтому могут быть удалены относительно легко в результате проведения крацевания. Поэтому крацевание дополнительно уменьшает уровень содержания алюминия в сварном соединении.
Изобретение также относится к способу изготовления упрочненной под прессом стальной детали, включающему стадии:
- производства сварной заготовки при использовании способа, который соответствует представленному выше раскрытию изобретения;
- нагревания сварной заготовки таким образом, чтобы получить по меньшей мере частично аустенитную структуру в листовых сталях 1, составляющих сварную заготовку;
- горячей формовки сварной заготовки в прессе для получения стальной детали; и
- охлаждения стальной детали в прессе таким образом, чтобы получить упрочненную в прессе стальную деталь.
Говоря более конкретно, сварную заготовку нагревают до температуры, которая является большей, чем верхняя температура аустенитного превращения Ас3 для листовых сталей 1.
Во время проведения стадии охлаждения скорость охлаждения в выгодном случае является равной или большей в сопоставлении с критической скоростью охлаждения листовых сталей 1 с точки зрения мартенситного или бейнитного превращений.
Способ и листовая сталь с предварительно нанесенным покрытием, соответствующие конкретному варианту осуществления, являются в особенности выгодными в случае второй секции 20, предназначенной для составления свариваемой кромки в целях сварки с еще одной деталью.
Действительно, как это продемонстрировали изобретатели настоящего изобретения, в случае совокупной поверхностной долевой концентрации STotal алюминия в области подложки 14 свариваемой кромки, заключенной в пределах диапазона между 0,3% и 6%, возможным будет получение после проведения упрочнения под прессом сварного соединения, демонстрирующего хорошие характеристики твердости и механической прочности, в особенности после удаления по меньшей мере слоя металлического сплава 11’ предварительно нанесенного покрытия 5 в зоне удаления 25, примыкающей к свариваемой кромке, до проведения сварки. В частности, характеристики твердости и механической прочности таким образом полученного сварного шва являются намного лучшими в сопоставлении с соответствующими характеристиками, которые могут быть получены при использовании листовой стали с предварительно нанесенным покрытием, которая была получена в результате проведения лазерной резки при использовании обыкновенных параметров даже после проведения крацевания. Действительно, как это было разъяснено выше, вследствие высокой адгезии к подложке 3’ листовой стали с предварительно нанесенным покрытием 1 алюминия, который может быть пролит на поверхность резаной кромки 13 во время проведения лазерной резки, в результате проведения крацевания поверхности резаной кромки могут быть удалены только очень ограниченные количества алюминия.
Листовая сталь с предварительно нанесенным покрытием 1, полученная при использовании способа, соответствующего конкретному варианту осуществления, является в особенности хорошо приспособленной к желательной области применения, поскольку ее свойства свариваемой кромки делают возможным получение хорошего сварного соединения, в то время как остаток поверхности резаной кромки 13, соответствующий первой секции 19, который не предназначен для сварки с еще одной деталью, характеризуется улучшенной противокоррозионной стойкостью.
Способ, соответствующий конкретному варианту осуществления, является, кроме того, в особенности выгодным в том, что касается увеличения производительности.
Действительно, это делает возможным селективное получение улучшенной противокоррозионной защиты для всех кромок, которые не предназначены для исполнения функции свариваемых кромок, при одновременном придании улучшенных свойств свариваемой кромке с учетом сварки в результате значительного уменьшения количества алюминия, присутствующего в области подложки 14 свариваемой кромки, просто в результате надлежащего контролируемого выдерживания параметров лазерной резки в зависимости от потребностей.
Получение совокупной поверхностной долевой концентрации STotal алюминия, составляющей менее чем 0,3%, в области подложки 14 второй секции 20 было бы чрезмерно дорогостоящим с экономической точки зрения.
В особенности удовлетворительные механические свойства сварного соединения могут быть получены в случае по меньшей мере частичного удаления до проведения сварки покрытия листовых сталей с предварительно нанесенными покрытиями 1 вдоль кромок, которые должны быть сварены, как это было описано прежде, и/или в случае использования присадочных проволоки или порошка, содержащих аустенитообразующие элементы. Такие механические свойства будут в особенности важными в случае деталей, предназначенных для формовки деталей для предотвращения несанкционированного проникновения, конструкционных деталей или деталей, которые вносят свой вклад в безопасность механических транспортных средств.
Кроме того, такие детали могут быть получены при высокой производительности, поскольку не требуются какие-либо дополнительные операции в целях удаления следовых количеств алюминия, присутствующего на свариваемой кромке, до проведения операции сварки или защиты листовых сталей с предварительно нанесенными покрытиями от корродирования во время хранения до проведения сварки и/или горячей формовки.
Изобретатели настоящего изобретения провели следующие далее эксперименты.
Листовые стали с предварительно нанесенными покрытиями 1, имеющие толщину 1,5 мм, отрезали от стальных штрипсов с предварительно нанесенными покрытиями 2 в результате проведения лазерной резки при использовании чистого азота в качестве вспомогательного газа и при использовании различных линейных энергий лазерной резки и давлений вспомогательного газа.
Листовые стали с предварительно нанесенными покрытиями 1 характеризовались наличием прямоугольного профиля.
Стальные полосы с предварительно нанесенными покрытиями 2 являлись полосами, характеризующимися наличием композиций и предварительно нанесенных покрытий, которые соответствуют представленному выше раскрытию изобретения.
Говоря более конкретно, сталь полосы 2 содержала, при выражении через % (мас.):
C: 0,22%,
Mn: 1,16%,
Al: 0,03%,
Si: 0,26%,
Cr: 0,17%,
B: 0,003%,
Ti: 0,035%,
S: 0,001%,
N: 0,005%,
при этом остаток представляет собой железо и возможные примеси, получающиеся в результате разработки.
Данная сталь известна под коммерческим наименованием Usibor 1500.
Предварительно нанесенное покрытие 5 получали при нанесении покрытия в результате погружения в расплав стальной полосы 2 в ванне расплавленного металла.
Слой металлического сплава предварительно нанесенного покрытия 5 содержал, при расчете на массу:
Si: 9%,
Fe: 3%,
при этом остаток состоит из алюминия и возможных примесей, получающихся в результате разработки.
Слой металлического сплава характеризовался средней полной толщиной 20 мкм.
Слой интерметаллического сплава содержал интерметаллические соединения, относящиеся к типу Fex-Aly, и главным образом Fe2Al3, Fe2Al5 и FexAlySiz. Он характеризовался средней толщиной 5 мкм.
В первой серии экспериментов (образцы от S1 до S8) стадию лазерной резки проводили при использовании углекислотного лазера, характеризующегося мощностью 4 кВт.
Для каждого из таким образом полученных образцов изобретатели измеряли соответствующие совокупную поверхностную долевую концентрацию STotal алюминия в области подложки 14 поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием 1, поверхностную долевую концентрацию SBottom алюминия в нижней половине области подложки 14 поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием 1, а также соотношение R между STotal и SBottom.
Измерения проводили на основании изображений поверхности резаной кромки 13, полученных при использовании сканирующего электронного микроскопа, используя следующие далее параметры:
увеличение: × 60;
длина анализа: 3 мм;
энергия электронного пучка: между 15 и 25 кэВ.
После этого изобретатели определили противокоррозионную стойкость таким образом полученных образцов от S1 до S8 при использовании следующего далее метода. Образцы выдерживали в герметично закрытой камере в условиях влажности 100% и температуры 70°С на протяжении 280 часов. После этого образцы визуально анализировали для детектирования наличия корродирования.
Противокоррозионную стойкость ранжировали следующим далее образом:
- категория «1» соответствует образцам, для которых не наблюдалось образования красной ржавчины, что соответствует превосходной противокоррозионной стойкости,
- категория «2» соответствует образцам, для которых наблюдались только маленькие количества красной ржавчины, что соответствует хорошей противокоррозионной стойкости, и
- категория «3» соответствует случаям, для которых наблюдалась неприемлемая величина образования красной ржавчины, что соответствует сильному корродированию и поэтому неудовлетворительной противокоррозионной стойкости.
В представленной ниже таблице 1 для каждого из образцов из первой серии экспериментов обобщаются параметры лазерной резки, используемые для получения образца, а также получающиеся в результате поверхностные долевые концентрации STotal и SBottom алюминия в области подложки 14 поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием 1, соотношение R между STotal и SBottom и категория противокоррозионной стойкости.
Таблица 1

В представленной выше таблице 1 образцы, которые не соответствуют изобретению, являются подчеркнутыми.
Как это демонстрируют представленные выше результаты, для всех образцов, которые соответствуют изобретению, (образцы от S1 до S5) не наблюдалось какого-либо корродирования, что соответствует превосходной противокоррозионной стойкости, или наблюдалась только маленькая величина корродирования, что соответствует хорошей противокоррозионной стойкости.
Наоборот, для всех образцов, которые не соответствуют изобретению, (образцы от S6 до S8) наблюдалась неприемлемая величина образования красной ржавчины, что соответствует сильному корродированию поверхности резаной кромки 13.
Изобретатели, кроме того, провели следующие далее дополнительные эксперименты.
В рамках первого сравнительного примера изобретатели получили образец листовой стали с предварительно нанесенным покрытием из стальной полосы с предварительно нанесенным покрытием 2, описанного выше, в результате проведения резки при использовании резальной машины вместо лазерной резки. Изображение, полученное при использовании сканирующей электронной микроскопии для поверхности резаной кромки такого механически разрезанного образца, продемонстрировано на фигуре 9. Как это можно видеть на данном изображении, образцы, полученные в результате проведения резки при использовании резальной машины, характеризуются высокой поверхностной долевой концентрацией алюминия в верхней половине UH области подложки 14 поверхности резаной кромки 13, но не содержат никакого количества алюминия в нижней половине BH.
Второй сравнительный образец листовой стали с предварительно нанесенным покрытием получали из стальной полосы с предварительно нанесенным покрытием 2 в результате проведения резки при использовании резальной машины со следующим далее фрезерованием поверхности резаной кромки.
Третий сравнительный образец листовой стали с предварительно нанесенным покрытием получали из стальной полосы с предварительно нанесенным покрытием 2 в результате проведения распиливания, а не лазерной резки.
Противокоррозионную стойкость данных сравнительных образцов определяли при использовании вышеуказанного способа.
Для трех вышеупомянутых сравнительных примеров (полученных в результате проведения резки при использовании резальной машины, проведения резки при использовании резальной машины и фрезерования или распиливания) наблюдалась неприемлемая величина образования красной ржавчины, что соответствует сильному корродированию поверхности резаной кромки.
Как это подтверждают данные результаты, способ, соответствующий изобретению, в результате приводит к получению улучшенной противокоррозионной стойкости в сопоставлении с тем, что имеет место для механической резки при отсутствии потребности в воплощении дополнительных стадий в дополнение к самой резке. Поэтому способ получения листовой стали с предварительно нанесенным покрытием 1, соответствующей изобретению, является в особенности выгодным, поскольку сама резка автоматически в результате приводит к получению желательной противокоррозионной защиты кромок.
Как это, кроме того, демонстрируют результаты, противокоррозионная стойкость будет еще более улучшаться в случае одновременного наличия признаков (а) и (b1), поскольку для образцов S1, S2, S3 и S5 не наблюдается какого-либо образования красной ржавчины, в то время как для образца S4 наблюдались маленькие количества красной ржавчины.
Кроме того, согласно наблюдениям изобретателей в случае одновременного наличия признаков (а1), (b1) и (с), как это имеет место для образцов S1, S2 и S5, совокупное количество алюминия на поверхности резаной кромки 13 является более значительным, а распределение алюминия по всей поверхности резаной кромки 13 является еще более гомогенным, что в результате приводит к получению более высокой гомогенности противокоррозионной защиты по всей поверхности резаной кромки 13.
Во второй серии экспериментов (образцы от S9 до S18) изобретатели провели аналогичные эксперименты при использовании дискового лазера, характеризующегося мощностью 4 кВт, для стадии лазерной резки вместо углекислотного лазера.
В представленной ниже таблице 2 для каждого из образцов от S9 до S18 из второй серии экспериментов обобщаются параметры лазерной резки, используемые для получения образца, а также получающиеся в результате поверхностные долевые концентрации STotal и SBottom алюминия в области подложки 14 поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием и категория противокоррозионной стойкости.
Таблица 2

В представленной выше таблице 2 образцы, которые не соответствуют изобретению, являются подчеркнутыми.
Как это подтверждают данные эксперименты, для всех образцов, соответствующих изобретению, (образцы от S9 до S14) не наблюдалось какого-либо корродирования, что соответствует превосходной противокоррозионной стойкости, (категория 1).
Наоборот, для всех образцов, которые не соответствуют изобретению, (образцы от S15 до S18) наблюдалась неприемлемая величина образования красной ржавчины, что соответствует сильному корродированию поверхности резаной кромки 13, (категория 3).
Изобретатели, кроме того, провели следующую далее третью серию экспериментов в отношении конкретного варианта осуществления изобретения.
При использовании стальной полосы с предварительно нанесенным покрытием 2, обладающего теми же самыми свойствами, что и свойства, описанные выше в отношении первой серии экспериментов, они производили листовые стали с предварительно нанесенными покрытиями 1 в результате проведения лазерной резки при использовании углекислотного лазера на 4 кВт совместно с чистым азотом в качестве вспомогательного газа и при использовании различных линейных энергий лазерной резки. Давление азота заключено в пределах диапазона между 2 бар и 18 бар.
Полученные листовые стали с предварительно нанесенными покрытиями 1 характеризовались прямоугольным профилем.
Для каждой линейной энергии лазерной резки изобретатели измерили поверхностную долевую концентрацию алюминия в области подложки 14 поверхности резаной кромки 13.
Фигура 10 представляет собой график, демонстрирующий совокупную поверхностную долевую концентрацию STotal алюминия в области подложки 14 рассматриваемой поверхности резаной кромки 13 листовой стали с предварительно нанесенным покрытием 1 в зависимости от линейной энергии лазерной резки.
Как это можно видеть на фигуре 10, для линейной энергии лазерной резки, составляющей строго менее чем 0,6 кДж/см, поверхностная долевая концентрация алюминия в области подложки 14 рассматриваемой поверхности кромки 13, представляющая собой результат лазерной резки, составляет строго более чем 6%.
Наоборот, для линейной энергии лазерной резки, являющейся равной или большей 0,6 кДж/см, поверхностная долевая концентрация алюминия на поверхности резаной кромки 13 становится меньшей или равной приблизительно 6%. Кроме того, она является большей или равной 0,3%.
Для линейной энергии резки, являющейся равной 1,20 кДж/см, поверхностная долевая концентрация алюминия в области подложки 14 поверхности резаной кромки 13 заключена даже в пределах диапазона между 0,3% и 4,5%.
Поэтому лазерная резка стальной полосы с предварительно нанесенным покрытием 2 при использовании линейных энергий лазерной резки, являющихся равными или большими 0,6 кДж/см, в результате приводит к получению в особенности маленьких количеств алюминия, осажденного на поверхности резаной кромки 13 вследствие проведения операции лазерной резки.
Кроме того, согласно наблюдениям изобретателей аналогичные результаты могут быть получены и в случае использования других типов инертного газа, а, в частности, аргона.
Изобретатели, кроме того, провели эксперименты, в которых две листовые стали с предварительно нанесенными покрытиями 1, включающие вторую секцию 20, характеризующуюся совокупной поверхностной долевой концентрацией STotal алюминия, заключенной в пределах диапазона между 0,3% и 6%, в их области подложки 14, соответствующие конкретному варианту осуществления изобретения, подвергали стыковой сварке совместно друг с другом в результате проведения автогенной лазерной сварки, то есть, без использования присадочных проволоки или порошка, в целях создания сварной заготовки, и таким образом полученную сварную заготовку подвергали горячей формовке и упрочнению под прессом для получения упрочненной под прессом стальной детали.
Как это демонстрируют измерения твердости, проведенные в отношении сварного соединения таким образом полученных стальных деталей, сварное соединение характеризуется твердостью, которая является большей, чем твердость, которая была бы получена при использовании листовых сталей с предварительно нанесенными покрытиями, которые не соответствуют изобретению, и которые, например, были получены в результате проведения лазерной резки при использовании меньшей линейной энергии лазерной резки.
Поэтому способ, соответствующий конкретному варианту осуществления изобретения, является выгодным, поскольку в сварном шве не обнаруживается какого-либо падения относительной твердости.
Реферат
Группа изобретений относится к способу производства листовой стали (1) с предварительно нанесенным покрытием, способу изготовления сварной заготовки, способу изготовления упрочненной под прессом стальной детали и стальному листу (1) с предварительно нанесенным покрытием. Стальная подложка (3) имеет по меньшей мере на одной из своих основных лицевых поверхностей предварительно нанесенное покрытие, включающее слой интерметаллического сплава и слой металлического сплава. Слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе. Лазерную резку стальной полосы с предварительно нанесенным покрытием осуществляют с получением по меньшей мере одной листовой стали (1) с предварительно нанесенным покрытием, включающую поверхность резаной кромки (13), представляющую собой результат проведения операции резки. Поверхность резаной кромки (13) включает область подложки (14) и область предварительно нанесенного покрытия (15). Толщина листовой стали (1) с предварительно нанесенным покрытием составляет 0,8 - 5 мм. Лазерную резку проводят таким образом, чтобы она в результате непосредственно приводила бы к получению зоны (19) поверхности резаной кромки (13), имеющей противокоррозионную стойкость. Поверхностная долевая концентрация алюминия в области подложки (14) упомянутой зоны (19) является большей или равной 9%, и поверхностная долевая концентрация алюминия в нижней половине области подложки (14) зоны (19) является большей или равной 0,5%. Технический результат состоит в получении стального листа с покрытием, заготовки из этого листа и изделия с высокой противокоррозионной стойкостью, в том числе на своих кромках, при уменьшенных затратах на их изготовление. 4 н. и 31 з.п. ф-лы, 2 табл., 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления сварной детали с высокими механическими свойствами из катаного листа с покрытием
Способ аддитивной обработки деталей из сплавов системы al-si
Комментарии