Способ изготовления сварной детали с высокими механическими свойствами из катаного листа с покрытием - RU2403309C2
Код документа: RU2403309C2
Чертежи





Описание
Область техники, к которой относится изобретение
Изобретение относится к изготовлению стальных листов или листовых заготовок с покрытием для сварки и термообработки с целью получения деталей с высокими механическими свойствами и хорошей коррозионной стойкостью.
Уровень техники
Для некоторых случаев применения делаются попытки изготавливать стальные детали, сочетающие в себе повышенную механическую прочность, большое сопротивление удару и хорошую коррозионную стойкость. Такое сочетание особенно необходимо в автомобильной промышленности, в которой ведется поиск путей существенного облечения автомобилей и обеспечения превосходной способности к поглощению энергии при столкновениях. Это может достигаться, в частности, применением сталей с очень высокими механическими свойствами, имеющих мартенситную или бейнитно-мартенситную микроструктуру: детали, препятствующие прониканию внутрь, детали конструкции или детали для обеспечения безопасности автомобилей, такие как бамперные брусья, детали жесткости дверей, центральной стойки или крыши, должны обладать, например, приведенными свойства.
В патенте ЕР 0971044 раскрыт способ изготовления, при котором применяют горяче- или холоднокатаный стальной лист с покрытием из алюминия или его сплава. После обработки для придания формы с целью получения детали и перед термообработкой при температуре свыше Ac1 покрытие подвергают воздействию повышенной температуры для образования сплавленного соединения на поверхности путем взаимодиффузии между сталью и алюминиевым покрытием. Такое сплавленное соединение позволяет исключать любое обезуглероживание и любое окисление металла во время термообработки в печи. Следовательно, отпадает необходимость в применении печей со специальной атмосферой. Также присутствие такого сплавленного соединения позволяет исключить некоторые операции на поверхности обработанных деталей, такие как дробеструйная обработка, операции, необходимые для листовых заготовок без покрытия. Затем детали охлаждают в условиях, обеспечивающих механическую прочность, которая может превысить 1500 МПа.
Однако для облегчения автомобилей были созданы детали, выполненные из листовых стальных заготовок разного состава или разной толщины, сваренных между собой непрерывным способом встык. Такие сварные детали получили название «стыковочных листовых заготовок». Сварка лазерным лучом представляет собой предпочтительный способ соединения таких листовых заготовок, при этом полезно используются эластичные свойства, качество и производительность данного способа. После холодной штамповки таких сварных листовых заготовок получают детали, характеризующиеся механической прочностью, штампуемостью, поглощением ударной энергии, которые являются переменными внутри самих этих деталей. Таким образом возможно задавать необходимые свойства на нужном участке, не подвергая комплекс деталей неэффективной или дорогостоящей обработке. Способ изготовления, описанный в патенте ЕР 0971044 и предназначенный для соединенных встык листовых заготовок, может применяться следующим образом. Из стальных листов, при необходимости разного состава или разной толщины, причем на эти листы нанесено предварительное металлическое покрытие, сваркой изготавливают соединенные встык листовые заготовки. Затем эти сварные листовые заготовки подвергают термообработке для формирования поверхностного сплавленного соединения и после этого проводят горячую штамповку и закалку. Таким образом получают закаленные детали, толщина и механические свойства которых являются переменными и идеально соответствуют локальным требованиям относительно нагрузки. Однако такому способу изготовления присущи и существенные трудности, так как при сварке стальных листовых заготовок с покрытием часть предварительного начального поверхностного покрытия находится в переходном состоянии внутри расплавленной зоны, образованной сваркой. Такие экзогенные металлические элементы оказываются концентрированными, в частности, из-за сильных потоков конвекции в жидком металле. Эти элементы подвергаются ликвациям, в частности, в междендритных пространствах, в которых концентрируется жидкая фракция, наиболее обогащенная растворенными элементами. Если затем провести термообработку на аустенизацию сварных листовых заготовок в целях закалки, то обогащенные зоны сплавляются вследствие самодиффузии с железом или другими элементами матрицы и образуют интерметаллические зоны. При последующей механической нагрузке эти интерметаллические зоны могут стать преимущественными местами зарождения разрушения в статических или динамических условиях. Таким образом, полная деформация сварных швов после термообработки существенно снижается из-за присутствия этих интерметаллических зон, образованных сваркой и последующей обработкой на сплавление и аустенизацию.
Следовательно, необходимо устранить источник образования таких интерметаллических зон, а именно начальное поверхностное металлическое покрытие, способное расплавляться во время стыковой сварки. Однако само такое устранение ставит серьезную проблему: действительно, можно устранить, например, механическим способом зону предварительного покрытия с обеих сторон будущего сварного шва. Ширина такой зоны, в которой удалено предварительное покрытие, должна быть равна, по меньшей мере, ширине будущей зоны расплава от сварки, с тем чтобы это не способствовало последующему образованию интерметаллических зон. На практике она должна быть значительно большей для того, чтобы учитывать возможные колебания ширины расплавленной зоны при сборочной операции. Следовательно, после операции сварки присутствуют зоны по обеим сторонам от сварного шва, в которых более не имеется поверхностного металлического предварительного покрытия. Во время последующей термической обработки с целью сплавления и аустенизации происходит образование окалины и обезуглероживание в этих зонах, лежащих по обеим сторонам от сварного шва. Эти зоны представляют собой преимущественные зоны коррозии во время использования деталей, так как они не защищены никаким покрытием. Следовательно, ведется поиск способа изготовления, исключающего образование интерметаллических зон в сварных сборках, являющихся источником причин разрушения.
Также ведется поиск способа изготовления, обеспечивающего хорошую коррозионную стойкость сварных и термически обработанных деталей.
Кроме того, ведется поиск экономичного способа изготовления, способного без труда вписываться в сварочные линии и совместимого с последующими операциями штамповки или термообработки.
Также ведется поиск продукта, проводимые операции с которым: сварка встык, последующая термообработка, штамповка и закалка, позволяют изготовить деталь, обладающую приемлемой ковкостью и хорошей коррозионной стойкостью. Ведется, в частности, поиск пути общего удлинения в направлении поперек сварного шва, превышающего или равного 4%.
Раскрытие изобретения
Целью настоящего изобретения является решение приведенных выше проблем.
Поэтому объектом изобретения является лист, состоящий из стальной подложки и предварительного покрытия, причем предварительное покрытие образовано слоем интерметаллического сплава, контактирующим с подложкой, на котором расположен слой металлического сплава. По меньшей мере, на одной, содержащей предварительное покрытие стороне листа зона, расположенная на периферии листа, не содержит слой металлического сплава.
Предпочтительно, чтобы предварительное покрытие состояло из алюминиевого сплава или сплава на основе алюминия.
Также предпочтительно, чтобы слой металлического сплава, относящийся к предварительному покрытию, содержал в вес.%: 8-11% кремния, 2-4% железа, остальное - алюминий и неизбежные примеси.
Ширина зоны, свободной от слоя металлического сплава, составляет предпочтительно 0,2-2,2 мм.
Согласно предпочтительному варианту выполнения ширина свободной от слоя металлического сплава зоны является переменной.
Толщина слоя интерметаллического сплава составляет предпочтительно от 3 до 10 мкм.
Также предпочтительно, чтобы свободная от металлического слоя зона была получена удалением слоя металлического сплава частичной зачисткой щеткой, по меньшей мере, на содержащей предварительное покрытие стороне листа.
Согласно предпочтительному варианту выполнения свободную от металлического сплава зону получают частичным удалением слоя металлического сплава, по меньшей мере, на одной содержащей предварительное покрытие стороне листа лазерным лучом.
Также объектом изобретения является сварная листовая заготовка, получаемая стыковой сваркой, по меньшей мере, двух листов согласно одному из приведенных выше вариантов выполнения, причем соединение сваркой проводится по кромке, смежной со свободной от слоя металлического сплава зоной.
Также объектом изобретения является деталь, полученная термообработкой и деформацией сварной листовой заготовки согласно описанному выше варианту выполнения, при этом предварительное покрытие преобразуют по всей его толщине термообработкой в интерметаллическое сплавленное соединение, обеспечивающее защиту от коррозии и обезуглероживания стальной подложки.
Также объектом изобретения является лист, листовая заготовка или деталь согласно одному из описанных выше вариантов выполнения, причем сталь имеет следующий состав, вес.%: 0,10%≤С≤0,5%, 0,5%≤Мn≤3%, 0,1≤Si≤1%, 0,01%≤Cr≤1%, Ti≤0,2%, Al≤0,1%, S≤0,05%, S≤0,05%, P≤0,1%, 0,0005%≤B≤0,010%, остальное - железо и неизбежные при выплавке примеси.
Предпочтительно, чтобы в состав стали входили в вес.%: 0,15%≤С≤0,25%, 0,8%≤Mn≤1,8%, 0,1%≤Si≤0,35%, 0,01≤Cr≤0,5%, Ti≤0,1, Al≤0,1%, S≤0,05%, P≤0,1%, 0,002%≤B≤0,005%, остальное - железо и неизбежные при плавке примеси.
Также объектом изобретения является деталь согласно одному из описанных выше вариантов выполнения, микроструктура стали которой является мартенситной, бейнитной или бейнитно-мартенситной.
Объектом изобретения является способ, при котором:
- приготавливают стальной лист;
- на лист наносят покрытие для получения предварительного покрытия, состоящего из слоя интерметаллического сплава с расположенным на нем слоем металлического сплава;
- по меньшей мере, на одной стороне листа снимают слой металлического слоя, расположенный в зоне на периферии листа.
Предпочтительно ширина зоны составляет от 0,2 до 2,2 мм.
Также объектом изобретения является способ изготовления стального листа с предварительным покрытием, при котором:
- приготавливают стальной лист;
- на лист наносят покрытие для получения предварительного покрытия, состоящего из слоя интерметаллического сплава с расположенным на нем слоем из металлического сплава,
- по меньшей мере, на одной стороне листа удаляют слой металлического сплава в зоне, не полностью примыкающей к периферии листа, и
- разрезают лист в такой плоскости, чтобы свободная от металлического сплава зона располагалась на периферии разрезанного листа.
Ширина зоны, свободной от металлического сплава и не полностью примыкающей к периферии листа, составляет предпочтительно от 0,4 до 30 мм.
Нанесение предварительного покрытия производится предпочтительно алюминированием путем макания. Удаление слоя производится предпочтительно зачисткой щеткой. Согласно предпочтительному варианту выполнения слой удаляют воздействием лазерного луча на предварительное покрытие.
Также объектом изобретения является способ согласно одному из описанных выше вариантов выполнения, при котором измеряют величину излучательной или отражательной способности в зоне, в которой удаляют слой металлического сплава, измеренную величину сравнивают с характерной эталонной величиной излучательной или отражательной способности слоя металлического сплава и прекращают операцию удаления слоя в тот момент, когда разница между измеренной и эталонной величинами превышает критическую величину.
Также объектом изобретения является способ удаления слоя металлического сплава лазерным лучом, отличающийся тем, что измеряют интенсивность или длину волны излучения, испускаемой в точке воздействия лазерного луча, что затем сравнивают измеренную величину с характерной эталонной величиной излучательной способности слоя металлического сплава и что прекращают операцию удаления слоя в тот момент, когда разница между измеренной и эталонной величинами превышает критическую величину.
Также объектом изобретения является способ, при котором сваривают встык, по меньшей мере, два листа, изготовленных согласно одному из описанных выше вариантов выполнения, при этом сварное соединение выполняют по кромке, примыкающей к зоне, расположенной на периферии и свободной от слоя металлического сплава.
Перед сваркой ширина зоны, свободной от слоя металлического сплава и расположенной на периферии листа, превышает предпочтительно на 20-40% полуширину валика сварного шва.
Перед сваркой ширина зоны, свободной от металлического сплава и не полностью примыкающей к периферии листа, превышает предпочтительно на 20-40% ширину валика сварного шва.
Также объектом изобретения является способ изготовления детали, при котором приготавливают сварную листовую заготовку, изготовленную согласно описанному выше варианту выполнения, затем:
- нагревают листовую заготовку таким образом, чтобы в результате сплавления между стальной подложкой и покрытием образовалось интерметаллическое сплавленное соединение и чтобы сталь приобрела частично или полностью аустенитную структуру,
- подвергают горячей деформации листовую заготовку для получения детали,
- охлаждают деталь со скоростью, необходимой для придания ей необходимых механических свойств.
Скорость охлаждения предпочтительно превышает критическую скорость закалки на мартенсит.
Согласно предпочтительному варианту выполнения сварка проводится лазерным лучом.
Также предпочтительно, чтобы применялась дуговая электросварка.
Также объектом изобретения является применение листа, листовой заготовки или детали согласно одному из описанных выше вариантов выполнения для изготовления деталей конструкции или деталей безопасности для наземных транспортных средств, оборудованных двигателем.
Краткое описание чертежей
Другие признаки и преимущества изобретения приводятся ниже в описании в качестве примера со ссылкой на следующие приложенные чертежи:
фиг.1 - схематический пример листа согласно изобретению перед операцией сварки;
фиг.2 - второй схематический пример листа согласно изобретению;
фиг.3 - схематический пример шва стыковой сварки согласно изобретению;
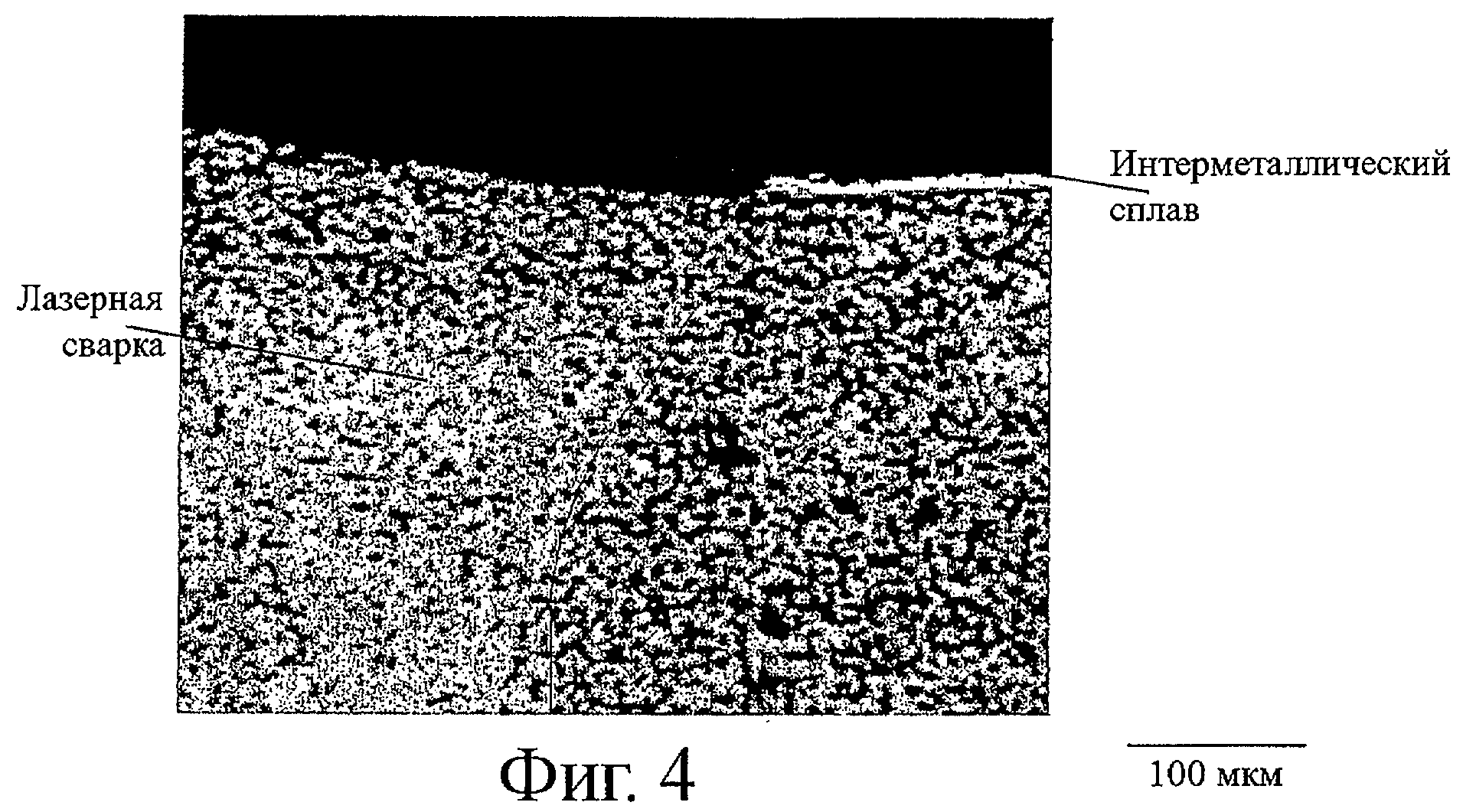
фиг.4 - макроснимок сварного шва согласно изобретению после термообработки на аустенизацию и сплавление;
фиг.5 - макроснимок эталонного сварного шва, на котором видны неблагоприятные интерметаллическими зоны в расплавленном металле;
фиг.6 - макроснимок листа согласно изобретению перед операцией сварки, на котором был локально удален металлический сплав лазерным лучом.
Осуществление изобретения
Выше было показано, что полное удаление металлического покрытия с обеих сторон от шва перед сваркой создает проблемы относительно локализованной коррозии. Авторы изобретения неожиданно обнаружили, что точное удаление части покрытия позволяет решить эти проблемы.
Для лучшего понимания сущности изобретения необходимо напомнить, прежде всего, о некоторых свойствах лент или листов с покрытием, наносимым обычно погружением в ванну расплавленного цинка или алюминия или цинковых или алюминиевых сплавов.
Эти так называемые непрерывные способы «маканием» образуют следующую общую морфологию покрытий:
- на поверхности стальной подложки листа происходит осаждение слоя интерметаллических сплавов толщиной в несколько микрон, образуемого протекающей очень быстро реакцией при погружении в расплавленную ванну. Поскольку такие интерметаллические сплавы являются относительно хрупкими, то пытаются ограничить рост этого слоя добавкой ингибиторов в расплавленную ванну. В случае применения покрытия из цинковых или алюминиевых сплавов сплавы, формирующие указанный слой, часто представляют собой сплав типа FexAly, а именно Fe2Al5. В случае применения покрытия из цинковых сплавов присутствие интерметаллического слоя с большим содержанием алюминия объясняется тем, что цинковые ванны часто содержат небольшое количество алюминия в качестве ингибитора.
Иногда слой из интерметаллических сплавов может иметь сложное происхождение и подразделяться, например, на два интерметаллических подслоя, причем контактирующий с подложкой подслой содержит больше железа.
На этом слое интерметаллических сплавов располагается слой металлического сплава, состав которого очень близок к составу ванны. В действительности же более или менее значительный металлический слой захватывается на выходе из расплавленной ванны листом, при этом его толщина может контролироваться струями воздуха или азота.
Авторы изобретения показали, что особенно эффективно удалять локально этот последний слой для решения затронутых выше проблем.
Здесь необходимо обратиться, в частности, к фиг.1, на которой изображен лист согласно изобретению. Термин «лист» следует понимать в широком смысле, им обозначается, в частности, любая лента или любой предмет, полученный резкой полосы, ленты или тонкого листа. В данном частном случае лист содержит две стороны и четыре кромки. Изобретение, разумеется, не ограничивается такой прямоугольной формой. На фиг.1 показаны:
- стальная подложка 1. Этой подложкой может служить, в частности, горяче- или холоднокатаный лист, в зависимости от требуемой толщины, или любой другой лист подходящего типа.
Нанесенное на подложку и контактирующее с ней предварительное покрытие 2 присутствует на обеих сторонах детали. Само предварительное покрытие состоит из:
- слоя 3 интерметаллического сплава, контактирующего с подложкой 1. Как было показано, речь идет о слое, образованном в результате реакции между подложкой и расплавленным металлом ванны.
Предпочтительно, чтобы предварительное покрытие состояло из алюминиевого сплава или сплава на основе алюминия. Действительно, такой тип предварительного покрытия является особо пригодным для последующей термообработки, при которой образуется интерметаллическое соединение в результате взаимодиффузии с подложкой 1 и, как это будет показано ниже, для локального удаления поверхностного слоя. В частности, металлический сплав предварительного покрытия может содержать 8-11 вес.% кремния, 2-4% железа, остальное - алюминий и неизбежные примеси. Добавка кремния позволяет, в частности, уменьшить толщину интерметаллического слоя 3.
Также изображена периферия 5 листа. Согласно изобретению периферийный участок 6 не содержит слой 4 металлического сплава, но сохраняет слой 3 интерметаллического сплава. Этот участок 6 служит для приложения к другому листу и для стыковой сварки в плоскости, определяемой кромкой 11, для формирования листовой заготовки.
Согласно первому варианту выполнения удаление слоя 4 проводится предпочтительно путем зачистки щеткой на периферии 5; действительно, удаление материала щеткой проводится главным образом на поверхностном слое меньшей твердости, т.е. на слое 4 металлического сплава. Более твердый слой 3 сохраняется после прохода щетки. Особо эффективно применение предварительного покрытия из алюминия или сплава на его основе, так как разница твердости между слоем 3 интерметаллического сплава и слоем 4 металлического сплава является весьма существенной.
Специалист способен привести в соответствие разные параметры щеточной очистки, такие как выбор типа щетки, скорости вращения и относительного поступательного движения, величины давления в направлении, перпендикулярном поверхности, обеспечивающей наиболее полное и быстрое удаление, путем согласования этих параметров с особым типом предварительного покрытия. В качестве примера можно указать на применение пластинчатой щетки, установленной на оси вращения, приводимой в поступательное движение параллельно кромке участка 6.
Согласно второму варианту выполнения удаление слоя 4 производится лазерным лучом, направленным на периферию листа: взаимодействие между этим лучом с высокой плотностью энергии и предварительным покрытием ведет к испарению и удалению этого покрытия с поверхности. Учитывая разность между тепловыми и физическими свойствами слоя 4 металлического сплава и интерметаллического слоя 3, авторы изобретения показали, что последовательность кратких импульсов лазера вместе с приведенными в соответствие параметрами приводит к выборочной абляции металлического слоя 4 при сохранении слоя 3. Взаимодействие с лазерным лучом, пульсирующим, направленным на периферию листа с покрытием и совершающим поступательное движение относительно листа, обеспечивает, таким образом, удаление металлического слоя 4 на периферии. Специалист способен согласовать между собой разные параметры, такие как выбор лазерного луча, его энергии падения, продолжительности импульсов, скорости относительного поступательного движения между лазером и листом, фокусировки луча на поверхность, для достижения наиболее полной и быстрой абляции посредством приведения в соответствие с особым типом предварительного покрытия. В качестве примера можно указать на применение лазерного луча типа лазерного затвора с номинальной мощностью в несколько сот ватт, образующего импульсы порядка пятидесяти наносекунд.
Разумеется, можно изменять ширину зоны 6 удаления посредством последовательных абляций.
Ширина зоны 6, свободной от металлического слоя, должна выбираться такой, чтобы обеспечивалась возможность:
- сварки без введения элемента предварительного покрытия в расплавленную зону,
- достаточной коррозионной стойкости сварной сборки после последующей термообработки на сплавление и аустенизацию.
Авторы изобретения установили, что эти условия соблюдаются в том случае, когда ширина зоны 6 превышает на 20-40% полуширину расплавленной зоны, образованной сваркой встык листовых заготовок.
Минимальная величина 20% обеспечивает положение, при котором предварительное покрытие не заходит в расплавленный металл при сварке, величина же 40% обеспечивает удовлетворительную коррозионную стойкость.
С учетом условий сварки листов толщиной от 1 до 3 мм ширина зоны 6 составит 0,2-2,2 мм. Такое положение представлено на фиг.3, на которой схематически показано сечение после сварки листа с предварительным покрытием 2, которое в свою очередь образовано слоем 3 интерметаллического сплава и металлическим слоем 4. Расплавленная зона отмечена позицией 10, ее осевая плоскость в направлении сварки - позицией 9. Штриховыми линиями показан начальный размер зоны 6, расплавленной во время сварки.
На фиг.3 показано положение, в котором валик сварного шва выполнен полностью симметричным на обеих противоположных сторонах листа. В этих условиях ширина зоны 6 остается одинаковой на обеих сторонах. Однако в зависимости от применяемого способа сварки и параметров его осуществления валик сварочного шва может иметь несимметричный внешний вид. Согласно изобретению ширина зоны 6 может быть согласована с такой несимметричностью таким образом, чтобы эта ширина незначительно превышала полуширину расплавленной зоны 10 на каждой из обеих соответствующих сторон. В этих условиях ширина зоны 6 будет отличаться от ширины зоны 6' на фиг.3.
При сварке в условиях, меняющихся вдоль сборки, например вследствие локального изменения формы или толщины, ширина зоны 6 может также быть согласована с соответствующим изменением ширины расплавленной зоны вдоль сварочной периферии листа. Ширина зоны 6 естественно возрастет, если местные условия вызывают образование более широкого валика сварного шва.
При сварке двух листов разной толщины с покрытием ширина зоны 6 может быть также разной на сварочном периферийном участке каждого из обоих листов.
Согласно варианту изобретения на фиг.2 слой 4 удаляют в зоне 7 листа с покрытием, при этом удаляемая зона не полностью примыкает к периферии 5 листа. Затем лист разрезают в осевой, перпендикулярной листу плоскости 8, например продольным резанием. Таким образом, получают лист, изображенный на фиг.1. Ширина удаляемой зоны превышает на 20-40% ширину расплавленной зоны, которая могла бы быть получена сваркой в осевой плоскости 8.
Согласно варианту изобретения ширина удаляемой зоны составляет от 0,4 до 30 мм. Минимальная величина соответствует ширине, позволяющей получать после резки в осевой плоскости 8 два листа с очень узкой удаляемой зоной, составляющей 0,2 мм на каждой стороне листов. Максимальная величина 30 мм соответствует ширине удаляемой зоны, хорошо приспособленной к промышленным инструментам для такого удаления. Последующая резка может проводиться в осевой плоскости 8, проходящей не по середине удаляемой зоны, а на участке, выполненном таким образом, чтобы можно было получить лист, ширина удаляемой зоны которого незначительно превосходит полуширину расплавленной зоны, образовавшейся при сварке и определяемой условиями согласно изобретению.
Как уже пояснялось выше, ширина удаляемых зон позволяет одновременно предупредить попадание металлического покрытия в расплавленный металл при последующей сварке листа и обеспечить коррозионную стойкость сварной листовой заготовки после термообработки.
Контроль за удалением металлического слоя 4 может проводиться посредством микрографических исследований. Однако также было обнаружено, что очень быстро можно контролировать эффективность операции по удалению с помощью оптического контроля, поскольку в действительности существует разница между внешними видами металлического слоя 4 и нижележащего интерметаллического слоя 3, так как последний имеет более темный цвет. Следовательно, операция по удалению должна продолжиться и прекратиться лишь в тот момент, когда в зоне 6 произойдет существенное изменение окраски по сравнению с окраской поверхностного покрытия. Таким образом, возможно контролировать процесс удаления посредством измерения излучательной или отражательной способности спектрометрией, для этого зону 6 освещают источником света, причем один или несколько оптических датчиков направлены в сторону этой зоны. Измеренная величина соответствует отраженной энергии. Эту величину сравнивают с эталонной величиной излучательной или отражательной способности металлического слоя 4 или же с величиной, измеренной другим датчиком, направленным на этот металлический слой. Также возможно измерять изменение отраженной энергии в зависимости от времени. В том случае, когда слой 6 поверхностно обнажен, воспринятая энергия становится меньше энергии, соответствующей слою 4 металлического сплава. Посредством предварительной калибровки можно, таким образом, точно определить момент приближения к слою 3 во время удаления.
В случае удаления покрытия лазерной абляцией можно также анализировать интенсивность или длину волны излучения, испускаемой в точке воздействия лазерного луча на лист с нанесенным покрытием. Действительно наблюдается изменение интенсивности и длины волны в том случае, когда слой 4 удален и лазерный луч приходился на слой 3. Следовательно, контроль за толщиной удаляемого слоя может осуществляться следующим образом: измеряют интенсивность или длину волны излучения, испускаемой в точке воздействия лазерного луча, сравнивают измеренную величину с характерной эталонной величиной излучательной способности слоя 4 металлического сплава и прекращают операцию удаления в тот момент, когда разница между измеренной и эталонной величинами превышает заданную критическую величину.
В зависимости от удельных напряжений упомянутый этап удаления слоя металлического сплава может применяться на разных ступенях производства, в частности на одной из следующих:
- после размотки рулонов, полученных на станах непрерывной прокатки, и перед резкой на листы меньшего формата;
- перед сваркой вырезанных листов.
В способе согласно изобретению приготавливают горяче- или холоднокатаный стальной лист следующего состава, вес.%: содержание углерода от 0,10 до 0,5%, предпочтительно от 0,15 до 0,25%. Данный элемент оказывает большое влияние на закаливаемость и механическую прочность после охлаждения, проводимого после обработки на сплавление и аустенизацию листовых сваренных заготовок. При содержании ниже 0,10 вес.% способность к закалке становится очень низкой и прочностные свойства не являются достаточными. Напротив, при содержании свыше 0,5 вес.% возрастает риск образования дефектов при закалке, в частности в наиболее толстых деталях. Содержание углерода в диапазоне от 0,15 до 0,25% позволяет получать прочность от около 1250 до 1650 МПа.
Помимо своей роли раскислителя марганец оказывает также значительное влияние на закаливаемость, в частности в том случае, когда его содержание составляет не менее 0,5 вес.%, предпочтительно 0,8 вес.%. Однако слишком большое содержание (3 вес.% или преимущественно 1,8 вес.%) создает риск избыточной ликвации.
Содержание кремния в стали должно составлять от 0,1 до 1 вес.%, предпочтительно от 0,1 до 0,35 вес.%. Помимо своего влияния на раскисление жидкой стали этот элемент способствует повышению твердости. Однако его содержание необходимо ограничивать для исключения избыточного образования оксидов и для повышения способности к покрытию.
При содержании свыше 0,01% хром повышает способность к закалке и способствует достижению значительной прочности после горячей штамповки на разных участках детали после охлаждения, проводимого после термообработки на аустенизацию и сплавление. При содержании свыше 1% (предпочтительно 0,5%) хром более не способствует образованию однородных механических свойств.
Алюминий представляет собой элемент, способствующий раскислению и выпадению в осадок азота. При содержании свыше 0,1 вес.% при выплавке образуются крупные алюминаты, что делает необходимым ограничивать его содержание указанной величиной.
При избыточных количествах сера и фосфор вызывают повышенную хрупкость. Поэтому предпочтительно ограничивать их содержание соответственно значениями 0,05 и 0,1 вес.%.
- Бор, содержание которого должно составлять от 0,0005 до 0,010 вес.%, предпочтительно от 0,002 до 0,005 вес.%, является элементом, оказывающим большое влияние на закаливаемость. При содержании ниже 0,0005% не происходит достаточного влияния на закаливаемость. Полное влияние обеспечивается при содержании 0,002%. Максимальное содержание бора должно составлять менее 0,010%, предпочтительно 0,005%, для того чтобы не снижалась вязкость.
Титан имеет большое сродство с азотом и, следовательно, способствует защите бора таким образом, что этот элемент находится в свободном виде, необходимом для полного влияния на закаливаемость. Однако при содержании свыше 0,2%, в частности свыше 0,1%, присутствует риск образования крупных нитратов титана в жидкой стали, оказывающих неблагоприятное влияние на вязкость.
После приготовления листов одним из описанных выше способов производят их сборку сваркой для получения сварной листовой заготовки. Конечно можно собирать и более чем два листа в случае изготовления целевых сложных деталей. Листы могут иметь разную толщину или разный состав для удовлетворения требуемых локальных свойств.
Сварка производится после стыковки листов своими кромками, при этом свободные от слоя металлического сплава зоны соединяются между собой. Сварка проводится по кромке, смежной с зонами 6, свободными от слоя металлического сплава.
В рамках изобретения может применяться любое средство для непрерывной сварки, пригодное для указанных толщин, производственных условий и надлежащего качества сварных швов, а именно:
- сварка лазерным лучом,
- дуговая электросварка, в частности сварка вольфрамовым электродом в инертном газе, сварка металлическим электродом в инертном газе, плазменная сварка, сварка металлическим электродом в активном газе.
В условиях согласно изобретению сварка не приводит к повторной плавке части металлического покрытия 4, элементы которого могут затем оказаться в расплавленной зоне. При этой сварке внутри расплавленной зоны расплавляется только минимальное количество слоя 3 интерметаллического сплава. Как следует из приведенного выше примера, такое очень ограниченное количество не оказывает влияния на качество металлургического передела и механические свойства сварного шва после термообработки на сплавление и аустенизацию.
После этого сварную листовую заготовку нагревают для совместного проведения:
- обработки на поверхностное сплавление в том месте, в котором происходит диффузия элементов стальной подложки, в частности железа, марганца, кремния, внутрь предварительного покрытия. Таким образом, на поверхности формируется интерметаллическое сплавленное соединение, температура плавления которого значительно выше температуры плавления слоя 4 металлического сплава. Присутствие этого соединения при термообработке позволяет исключить любое окисление и любое обезуглероживание нижележащей стали.
Аустенизации стального основания может происходить частично или полностью. Предпочтительно производить нагрев в печи таким образом, чтобы температура детали составила от Ас1 до Ас3 +100°С. Ас1 и Ас3 означают соответственно начальную и конечную температуры аустенитного превращения при нагреве. Согласно изобретению продолжительность выдержки при данной температуре превышает или равна 20 секундам, необходимым для упорядочения температуры и микроструктуры в разных точках детали.
В условиях согласно изобретению на этой фазе нагрева не формируются хрупкие интерметаллические зоны в расплавленном металле, неблагоприятные для механических свойств детали.
Следовательно, листовую заготовку подвергают горячей деформации для придания ей конечной формы детали, причем этому этапу способствуют снижение предела текучести и повышение пластичности стали с ростом температуры. Затем после достижения частично или полностью аустенитной структуры при высокой температуре деталь охлаждают в условиях, необходимых для придания ей требуемых механических свойств, в частности можно выдерживать деталь внутри инструмента во время охлаждения, причем сам инструмент может охлаждаться для повышенного теплоотвода. Для достижения повышенных механических свойств предпочтительно получить мартенситную, бейнитную или бейнитно-мартенситную микроструктуру.
В зоне 6, с обеих сторон от сварного шва, интерметаллический слой 3 толщиной от 3 до 10 мкм до термообработки сплавляется со стальной подложкой и обеспечивает хорошую коррозионную стойкость.
Пример
В качестве примера показаны другие преимущества изобретения с помощью следующих вариантов выполнения. При этом использована холоднокатаная стальная лента толщиной 1,5 мм следующего состава, вес.%:
На стальную ленту нанесли предварительное покрытие маканием в ванну расплавленного алюминиевого сплава с содержанием 9,3% кремния, 2,8% железа, остальное - алюминий и неизбежные примеси. Затем ленту разрезали на листы форматом 300×500 мм2. Эти листы имели на каждой из своих сторон предварительное покрытие в виде слоя интерметаллического сплава с содержанием преимущественно Fe2Al3, Fe2Al5 и FexAlySiz. На этом слое толщиной 5 мкм, контактирующим со стальной подложкой, располагался слой из сплава Al-Si толщиной 20 мкм.
Перед сваркой лазерным лучом применяли четыре разных способа подготовки:
- способ 1 (согласно изобретению): слой из сплава Al-Si удаляли продольной зачисткой щеткой на ширине 1,1 мм от кромки листов сбоку длиной 500 мм. Зачистку производили одинаковым способом на обеих сторонах пластинчатой щеткой типа «Spirabande» диаметром 80 мм, установленной на вращательной системе с угловой передачей, при этом весь комплекс совершал поступательное движение по станине с противовесами. Усилие зачистки составляло около 35 Н на участке контакта щетки с листовой заготовкой, скорость перемещения щетки - 10 м/мин. Таким образом, при зачистке щеткой удалялся слой из металлического сплава, и в зоне зачистки сохранялся только слой интерметаллического сплава толщиной 5 мкм.
Способ II (согласно изобретению). Слой из металлического сплава Al-Si удаляли абляцией лазерным лучом на ширине 0,9 мм от кромки листов. Абляция проводилась аналогичным способом на обеих сторонах лазерным лучом типа лазерного затвора с номинальной энергией 450 Вт и с образованием импульсов 70 нс. Энергия отдельного импульса составляла 42 мДж. Постоянная скорость поступательного движения лазерного луча относительно листов составляла 20 м/мин. На фиг.6 показано, как абляцией с помощью лазерного луча удаляется слой 4 металлического сплава при сохранении в обрабатываемой зоне только интерметаллического слоя 3 толщиной 5 мкм.
Способ R1 (не относится к изобретению). Механическим способом полностью удалили предварительное покрытие, т.е. слой металлического сплава и интерметаллический сплав. Такое удаление проводилось на ширине 1,1 мм, т.е. на аналогичной ширине способа I, с помощью инструмента типа быстрорежущей карбидной пластинки при продольном поступательном движении. Таким образом, последующая сварка проводилась в зоне, полностью свободной от предварительного покрытия по обеим сторонам от шва.
Способ R2 (не относится к изобретению). Сварка лазерным лучом проводилась на листах с предварительным покрытием без какой-либо специальной подготовки их периферии.
Эти листы были сварены лазерным лучом при следующих условиях: номинальная мощность: 6 кВт, скорость сварки: 4 м/мин. Несмотря на ширину валика сварного шва было установлено наличие в способе I зоны, свободной от металлического сплава на участке шириной около 0,3 мм после производства сварных швов.
Сварные листовые заготовки подвергли термообработке на сплавление и аустенизацию нагревом до температуры 920°С и выдержкой при этой температуре в течение 7 минут. В этих условиях произошло полное аустенитное преобразование стальной подложки. Было установлено, что на этой фазе нагрева и выдержки предварительное покрытие на алюминий-кремневой основе образовало по всей своей толщине интерметаллическое соединение в результате сплавления со стальной основой. Это сплавленное покрытие с повышенной точкой плавления и большой твердостью обладает высокой коррозионной стойкостью и предупреждает окисление и обезуглероживание нижележащего стального основания как во время нагрева, так и после него. После фазы нагрева до 920°С детали подверглись горячей деформации и охлаждению.
Последующее охлаждение между нахождениями в инструментах обеспечило мартенситную структуру. Механическая прочность Rm стальной подложки после такой обработки превысила 1450 МПа.
Затем следующими приемами оценивали сварные соединения в изготовленных таким образом деталях:
- микрографические разрезы, позволяющие определить возможное наличие интерметаллических зон в соединительных швах;
- механические испытания растяжением поперек сварных швов в образцах 12,5×50 мм2, позволяющие определить прочность Rm и полное относительное удлинение;
- испытания на ускоренную коррозию, проводимые в соответствии со стандартами DIN 50021, 50017, 50014. Эти испытания содержали, после обработки парами солей, циклы, в которых сухие фазы при 23°С чередовались с влажными фазами при 40°С.
Результаты таких оценок представлены в таблице 2.

В необходимых условиях закалки после термообработки микроструктура металлического основания и расплавленной зоны, образовавшейся при сварке, была полностью мартенситной для всех четырех приведенных выше способов.
При использовании способа I согласно изобретению расплавленная зона не содержала в себе интерметаллической зоны, как показано на фиг.4.
Зато при использовании способа R2 отмечено присутствие интерметаллических зон (фиг.5), расположенных, в частности, в направлении к периферии расплавленной зоны, в которой элементы предварительного покрытия концентрируются под действием самопроизвольных движений конвекции жидкой ванны, вызванных эффектом Марангони. Такие интерметаллические зоны крупного размера, ориентация которых может быть существенно перпендикулярной направлению механической нагрузки, вызывают концентрацию напряжений и зарождение разрушения. Удлинение в поперечном направлении существенно снижается из-за наличия таких интерметаллических зон, при отсутствии этих зон удлинение превышает 4%. Оно становится менее 1% при их наличии.
Не отмечено значительной разницы между механическими свойствами (прочность и удлинение) при использовании способа I согласно изобретению и способа R1. Это означает, что тонкий слой интерметаллического сплава, сохранившийся после зачистки щеткой и расплавленный при сварке, не вызывает образования хрупких зон в жидком металле, как показано на фиг.4.
При использовании способа R1 коррозионная стойкость снижается; действительно, сталь полностью обнажается с обеих сторон сварного шва в результате полного удаления предварительного покрытия. Из-за отсутствия защиты от коррозии отмечается, следовательно, появление красной ржавчины на участке зон, подвергшихся тепловому воздействию, с обеих сторон от валика сварного шва.
Таким образом, способ согласно изобретению позволяет одновременно получать хорошую пластичность сварного шва и хорошую коррозионную стойкость.
В зависимости от состава стали, в частности содержания в ней углерода, марганца, хрома и бора, максимальная прочность деталей может быть приведена в соответствие с предусмотренным назначением. Эти детали эффективно используются для изготовления деталей безопасности, в частности деталей против проникания внутрь или деталей основания, упрочняющих балок, центральных стоек, в конструкции автомобилей.
Реферат
Изобретение относится к области металлургии, а именно к изготовлению стальных листов и листовых заготовок с покрытием для последующей сварки и получения деталей с высокими механическими свойствами и коррозионной стойкостью. Лист изготовлен из стали следующего состава, вес.%: 0,10≤С≤0,5, 0,5≤Mn≤3, 0,1≤Si≤1, 0,01≤Cr≤1, Ti≤0,2, Al≤0,1, S≤0,05, P≤0,1, 0,0005≤В≤0,010, остальное - железо и неизбежные при выплавке примеси, и состоит из стальной подложки и предварительного покрытия. Предварительное покрытие образовано слоем интерметаллического сплава, контактирующего с указанной подложкой, и слоем металлического сплава, расположенным на интерметаллическом слое. По меньшей мере, на одной содержащей предварительное покрытие периферийной стороне листа выполнена зона, не содержащая слой металлического сплава. Для получения сварной листовой заготовки осуществляют стыковую сварку, по меньшей мере, двух листов, причем сварное соединение выполнено по кромке, примыкающей к свободной от слоя металлического сплава зоне. Листовую заготовку подвергают термообработке и деформации с получением детали. 10 н. и 24 з.п. ф-лы, 2 табл., 6 ил.
Формула
0,10≤С≤0,5;
0,5≤Мn≤3;
0,1≤Si≤1;
0,01≤Сr≤1;
Ti≤0,2;
Аl≤0,1;
S≤0,05;
Р≤0,1;
0,0005 ≤В≤0,010;
остальное железо и неизбежные при выплавке примеси.
0,15≤С≤0,25;
0,8≤Мn≤1,8;
0,1≤Si≤0,35;
0,01≤Сr≤0,5;
Ti≤0,1;
Аl≤0,1;
S≤0,05;
Р≤0,1;
0,002≤В≤0,005;
остальное железо и неизбежные при выплавке примеси.
приготавливают стальной лист,
наносят покрытие на лист для получения предварительного покрытия, состоящего из слоя (3) интерметаллического сплава с расположенным на нем слоем (4) металлического сплава, отличающийся тем, что, по меньшей мере, на одной поверхности листа удаляют слой металлического сплава в зоне (6) на периферии листа.
приготавливают стальной лист,
наносят покрытие на лист для получения предварительного покрытия, состоящего из слоя (3) интерметаллического сплава с расположенным на нем слоем (4) металлического сплава,
по меньшей мере, на одной стороне листа удаляют слой металлического сплава в зоне (7), не полностью примыкающей к периферии (5) листа,
разрезают лист в плоскости (8) таким образом, чтобы свободная от металлического сплава зона (7) располагалась на периферии разрезанного листа.
нагревают листовую заготовку для образования в результате сплавления стальной подложки (1) с покрытием (2) интерметаллического сплавленного соединения для придания стали частично или полностью аустенитной структуры,
подвергают листовую заготовку горячей деформации для получения детали,
охлаждают деталь со скоростью, придающей ей необходимые механические свойства.
Комментарии