Устройство и способ моделирования процесса гидроформования заготовок, и машиночитаемый носитель для такого устройства - RU2693715C2
Код документа: RU2693715C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к улучшенному моделированию анализа методом конечных элементов, отвечающему за снятие напряжения изгиба в моделированных объектах.
УРОВЕНЬ ТЕХНИКИ
Производители транспортных средств реализуют более легкие, более прочные материалы, такие как алюминиевые сплавы для удовлетворения целевых показателей экономии топлива, снижения производственных затрат и уменьшения веса транспортного средства наряду с удовлетворением все более и более требовательных стандартов безопасности. Один из подходов к удовлетворению этих конкурирующих целей состоит в том, чтобы гидроформовать высокопрочный алюминиевый сплав в легкие полученные гидроформованием детали транспортного средства. Для доказывания осуществимости изделия по проекту объекта полученной гидроформованием детали, инженер может моделировать технологический процесс с использованием анализа методом конечных элементов (FEA).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В первом иллюстративном варианте предложено устройство для моделирования процесса гидроформования заготовок, содержащее
память, хранящую программу моделирования анализа конечных элементов для моделирования операции предварительной гибки по проекту объекта,
по меньшей мере один процессор, выполненный с возможностью использования хранящейся в памяти программы моделирования анализа методом конечных элементов для
моделирования операции предварительной гибки по проекту объекта, выполняемой в отношении заготовки при формовании объекта,
получения моделированных результатов предварительной гибки,
корректирования составляющих тензора напряжений моделированных результатов предварительной гибки для устранения остаточной упругой деформации из моделированных результатов предварительной гибки, и
завершения моделирования объекта заготовки с использованием скорректированных моделированных результатов предварительной гибки,
и постоянный машиночитаемый носитель для передачи команд из упомянутой памяти на по меньшей мере один процессор.
В одном из вариантов предложено устройство, которое предназначено для моделирования процесса гидроформования заготовки в виде трубчатого ковкого металлического профиля или экструдированного профиля.
В одном из вариантов предложено устройство, в котором по меньшей мере один процессор выполнен с возможностью исполнения дополнительной программы моделирования анализа методом конечных элементов для
моделирования операции предварительного формования по проекту объекта согласно скорректированным моделированным результатам предварительной гибки для получения моделированных результатов предварительного формования и
моделирования операции гидроформования по проекту объекта согласно моделированным результатам предварительного формования для получения моделированных результатов гидроформования.
В одном из вариантов предложено устройство, в котором по меньшей мере один процессор выполнен с возможностью исполнения дополнительной программы моделирования анализа методом конечных элементов для моделирования операции гидроформования по проекту объекта согласно скорректированным моделированным результатам предварительной гибки для получения моделированных результатов гидроформования.
В одном из вариантов предложено устройство, в котором по меньшей мере один процессор выполнен с возможностью исполнения дополнительной программы моделирования анализа методом конечных элементов для
дискретизирования геометрии объекта во множество узлов конечных элементов, соединенных друг с другом в виде сетки, аппроксимирующей геометрию объекта,
моделирования операции предварительной гибки для получения моделированных результатов предварительной гибки для каждого из множества конечных элементов, и
корректирования составляющих тензора напряжений моделированных результатов предварительной гибки, связанных с каждым из конечных элементов, для устранения остаточной упругой деформации из моделированных результатов предварительной гибки.
В одном из вариантов предложено устройство, в котором по меньшей мере один процессор выполнен с возможностью исполнения дополнительной программы моделирования анализа методом конечных элементов для устранения остаточной упругой деформации из моделированных результатов предварительной гибки посредством переустановки составляющих тензора напряжений моделированных результатов предварительной гибки в по существу ничтожную величину напряжения.
В одном из вариантов предложено устройство, в котором по существу ничтожная величина напряжения является нулевой.
В одном из вариантов предложено устройство, в котором по существу ничтожная величина напряжения имеет возможность переустановки в соответствии с корректировками, произведенными в отношении величины перегиба, выполняемого при производстве объекта из заготовки.
В одном из дополнительных аспектов предложен способ моделирования процесса гидроформования заготовок,
включающий осуществление с использованием описанного устройства этапов, на которых:
моделируют, посредством программы моделирования гидроформования заготовок, выполняемой устройством обработки, операцию предварительной гибки по проекту объекта, выполняемую в отношении заготовки при формовании объекта, для получения моделированных результатов предварительной гибки,
корректируют, посредством программы моделирования гидроформования, составляющие тензора напряжений моделированных результатов предварительной гибки для устранения остаточной упругой деформации из моделированных результатов предварительной гибки, и
завершают моделирование гидроформования с использованием скорректированных моделированных результатов предварительной гибки.
В одном из вариантов предложен способ, который дополнительно включает этапы, на которых
моделируют операцию предварительного формования по проекту объекта согласно скорректированным моделированным результатам предварительной гибки для получения моделированных результатов предварительного формования, и
моделируют операцию гидроформования по проекту объекта согласно моделированным результатам предварительного формования для получения моделированных результатов гидроформования.
В одном из вариантов предложен способ, который дополнительно включает этапы, на которых
дискретизируют геометрию объекта во множество узлов конечных элементов, соединенных друг с другом в виде сетки, аппроксимирующей геометрию объекта,
моделируют операцию предварительной гибки для получения моделированных результатов предварительной гибки для каждого из множества конечных элементов, и
корректируют составляющие тензора напряжений моделированных результатов предварительной гибки, связанных с каждым из конечных элементов, для устранения остаточной упругой деформации из моделированных результатов предварительной гибки.
В одном из вариантов предложен способ, который дополнительно включает этапы, на которых исполняют программу моделирования гидроформования для устранения остаточной упругой деформации из моделированных результатов предварительной гибки посредством переустановки составляющих тензора напряжений моделированных результатов предварительной гибки в по существу ничтожную величину напряжения.
В одном из вариантов предложен способ, в котором по существу ничтожная величина напряжения является нулевой.
В одном из вариантов предложен способ, в котором по существу ничтожная величина напряжения переустанавливается в соответствии с корректировками, произведенными в отношении величины перегиба, выполняемого при производстве объекта из заготовки, которая находится вне по проекту объекта.
В одном из дополнительных аспектов предложен постоянный машиночитаемый носитель для устройства для моделирования процесса гидроформования заготовок,
выполненный с возможностью хранения команд для моделирования этапов предложенного способа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 иллюстрирует примерную систему для выполнения операции предварительной гибки технологического процесса;
Фиг.2 иллюстрирует примерную систему для выполнения анализа методом конечных элементов с улучшенной компенсацией остаточной упругой деформацией предварительной гибки; и
Фиг.3 иллюстрирует примерную последовательность операций для выполнения анализа методом конечных элементов с улучшенной компенсацией остаточной упругой деформацией предварительной гибки.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как требуется, в материалах настоящего описания раскрыты детализированные варианты осуществления настоящего изобретения; однако, следует понимать, что раскрытые варианты осуществления являются всего лишь примером изобретения, который может быть воплощен в различных и альтернативных формах. Фигуры не обязательно должны определять масштаб; некоторые признаки могут быть преувеличены или сведены к минимуму, чтобы показать подробности конкретных компонентов. Поэтому, специфичные конструктивные и функциональные детали, раскрытые в материалах настоящего описания, не должны интерпретироваться в виде ограничивающих, а только качестве представляющих основу для изучения специалистом в данной области техники для различного применения настоящего изобретения.
Гидроформование может использоваться для переработки заготовки в автомобильные детали, такие как конструктивные элементы низа кузова, продольные брусья крыши кузова, передние брусья и рамы фундамента двигателя. Для профилирования заготовки в требуемую деталь, технологический процесс гидроформования может выполнять операции предварительной гибки, предварительного формования и гидроформования над заготовкой. Другие технологические процессы также могут включать в себя этапы предварительной гибки, которые сопровождаются дополнительными технологическими операциями.
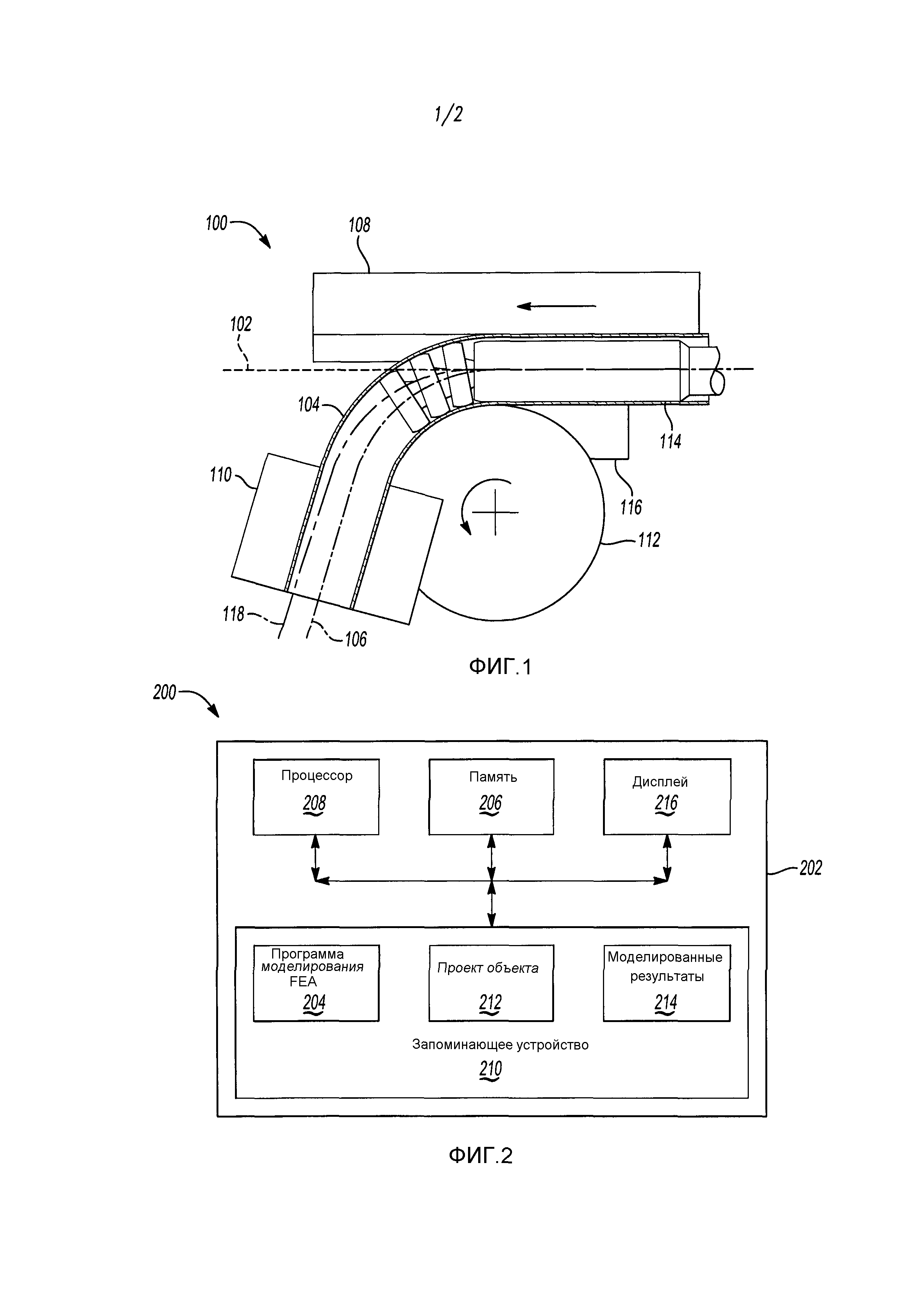
Фиг.1 иллюстрирует примерную систему 100 для выполнения операции предварительной гибки технологического процесса. Во время операции предварительной гибки, центральная линия 102 заготовки 104 может корректироваться в форму, совместимую с центральной линией 106 результирующей детали, которая должна быть отформована. В многих случаях, заготовка 104 может быть алюминиевым полученным выдавливанием профилем (например, с или без внутренних стенок или перемычек), но, в других случаях, заготовка 104 может быть другим ковким металлом, таким как латунь, низколегированная сталь или нержавеющая сталь. Во многих случаях, заготовка 104 может быть трубчатой или с относительно округлым поперечным сечением, чтобы облегчать формование заготовки 104 в многочисленных направлениях, ориентациях и под углами, но, в других примерах, заготовки 104, имеющие некруглые поперечные сечения, также могут использоваться.
В примере, операция предварительной гибки может выполняться с использованием гибочной машиной с числовым программным управлением (ЧПУ, CNC), выполняющей гибку с ротационной вытяжкой (например, как проиллюстрировано для относительно более крутых изгибов) или гибку нажимными роликами (например, полезную для более пологих изгибов). Гибочная машина может включать в себя подвижный люнет 108, который удерживает прямую или тангенциальную секцию заготовки 104; прихват 110, который поворачивает заготовку 104 вокруг гибочного штампа 112; оправку 114 для поддержания внутренней стороны трубы вокруг изгиба; и шомпольный пуансон 116, который контактирует с заготовкой 104 перед самой точкой касания внутреннего радиуса, скользя впритык к заготовке 104 для предотвращения морщин, которые могут формироваться на внутреннем радиусе изгиба.
Заготовка 104 может подвергаться значительной величине остаточной упругой деформации (например, упругой отдаче) на протяжении операции предварительной гибки. Как проиллюстрировано, примерная центральная линия 118 иллюстрирует центральную линию заготовки 104 после упругого восстановления, которое происходит после выгрузки заготовки 104 из гибочной машины. Может быть трудно моделировать или иным образом предсказывать точную величину остаточной упругой деформации, испытываемой заготовкой 104, так как величина может меняться согласно многим переменным, таким как состав и толщина заготовки 104, и геометрия оснастки гибочной машины. Тем не менее, упругая отдача может компенсироваться при производстве посредством задания величины перегиба, который должен выполняться, чтобы, когда заготовка 104 осуществляет упругую отдачу, она восстанавливалась до требуемого угла. Несмотря на то, что величину перегиба для использования может быть трудно точно моделировать, величина перегиба может тонко регулироваться оператором станка гибочной машины и повторно корректироваться, как необходимо, к примеру, вследствие новых партий заготовки 104.
Как только предварительная гибка завершена, дополнительные технологические операции могут выполняться в отношении заготовки 104. В случае гидроформования, могут выполняться операции предварительного формования и гидроформования процесса гидроформования. Во время предварительного формования, предварительно загнутая заготовка 104 может меняться по форме, так чтобы она могла надлежащим образом располагаться в полости пресс-формы для гидроформования, к примеру, чтобы избегать защемления во время смыкания пресс-формы вокруг предварительно загнутой заготовки 104 или чтобы перераспределять вещество заготовки 104 по участкам относительно высокого локального растяжения. Во время гидроформования, предварительно согнутая, предварительно формованная заготовка 104 может вынуждаться принимать профиль полости пресс-формы посредством комбинированного действия внутреннего давления и осевой подачи. Например, предварительно согнутая, предварительно формованная заготовка 104 может размещаться в полости пресс-формы для гидроформования и заполняться с каждого конца жидкостью под относительно высоким уровнем давления, чтобы профилировать предварительно согнутую. предварительно формованную заготовку 104 в профиль требуемой детали согласно полости пресс-формы.
Вследствие сложности технологических процессов, таких как процесс гидроформования, анализ методом конечных элементов (FEA) может использоваться для доказывания осуществимости изделия. FEA является технологией, посредством которой многочисленные решения у краевых задач для дифференциальных уравнений математически вычисляются, чтобы оценивать реакцию физического объекта или объектов, подвергаемых внешним нагрузкам. В FEA, геометрия анализируемой детали, которая должна быть сформирована, может быть дискретизирована или аппроксимирована в виде множества точек или узлов, которые соединены друг с другом в сетке конечных элементов. Как только дискретизирована, дифференциальные уравнения могут использоваться для аппроксимации геометрии объекта в виде набора матричных уравнений конечного размера, где матричные уравнения могут описывать зависимости между полями механических напряжений, скоростей и ускорений в конкретный момент времени.
Фиг.2 иллюстрирует примерную систему 200 для выполнения FEA для моделирования производства. Система включает в себя процессорное устройство 202, выполненное с возможностью использовать программу 204 моделирования с FEA для приема проекта 212 объекта для детали, которая должна моделироваться, моделирования предварительной гибки, моделирования любых дополнительных операций с использованием проекта 212 объекта и определения моделированных результатов 214, указывающих осуществимость и другие аспекты проекта 212 объекта по мере того, как моделируется. Что касается процесса гидроформования, эти дополнительные операции могут включать в себя предварительное формование и гидроформование, и, возможно, гидроформование без предварительного формования. Моделированные результаты 214 затем могут сохраняться или отображаться оператору через дисплей 216.
Устройство 202 обработки может включать в себя различные типы вычислительного устройства, такие как автоматизированное рабочее место, сервер, настольный компьютер, портативный персональный компьютер, дорожный компьютер или карманный компьютер, или некоторые другие вычислительные систему и/или устройство. Вычислительные устройства, такие как устройство 202 обработки, как правило, включают в себя память 206, в которой могут поддерживаться машинно-исполняемые команды, где команды могут быть выполняемыми одним или более процессоров 208 устройства 202 обработки. Такие команды и другие данные могут храниться с использованием многообразия известных машиночитаемых носителей. Машиночитаемый носитель 210 (также указываемый ссылкой как читаемый процессором носитель 210 или запоминающее устройство 210) включает в себя любой постоянный (например, материальный) носитель, который участвует в предоставлении данных (например, команд), которые могут считываться компьютером (например, процессором 208 устройства 202 обработки). Вообще, процессоры 208 принимают команды, например, из памяти 206 через машиночитаемый запоминающий носитель 210, и т.д., и выполняет эти команды, тем самым, формируя одну или более последовательностей операций, в том числе, одну или более последовательностей операций, описанных в материалах настоящего описания. Машинно-исполняемые инструкции могут компилироваться или интерпретироваться из компьютерных программ, созданных с использованием многообразия языков и/или технологий программирования, в том числе, но не в виде ограничения, и в одиночку или в комбинации, Java™, C, C++, C#, Fortran, Pascal, Visual Basic, Java Script, Perl, PL/SQL, и т.д.
Программа 204 моделирования с FEA может быть одним из приложений, включенных в запоминающее устройство 210 устройства 202 обработки. Программа 204 моделирования с FEA может включать в себя команды, которые, когда загружены в память 206 и выполняются устройством 202 обработки, побуждают устройство 202 обработки выполнять моделирование производства, такое как моделирование гидроформования с FEA над проектом 212 объекта детали, которая должна быть проанализирована. Конкретнее, программа 204 моделирования с FEA может быть выполнена с возможностью математически моделировать каждую из операций для производства детали или другого объекта в порядке, в котором они бы выполнялись при производстве, как задано проектом 212 объекта. Например, программа 204 моделирования с FEA может выполнять предварительную гибку, может применять выходные данные моделирования предварительной гибки к моделированию предварительного формования и может применять выходные данные моделирования предварительного формования к моделированию гидроформования, приводя к моделированным результатам 214. В виде еще одного примера, программа 204 моделирования с FEA может выполнять моделирование предварительной гибки и может применять выходные данные моделирования предварительной гибки к моделированию гидроформования, приводя к моделированным результатам 214. Моделированные результаты 214, определенные программой 204 моделирования с FEA, затем могут использоваться для идентификации проблем с деталями, созданными согласно проекту 212 объекта, по мере того как моделируется, таких как участки, восприимчивые к формированию морщин, области, для которых может быть вероятным расслаивание, или участки, которые могут испытывать допуски на форму и сборку сверх требований проекта.
Так как более поздние стадии моделирования с FEA могут зависеть от результатов более ранних стадий, ошибки на более ранних стадиях моделирования с FEA могут вносить вклад в сильно неточные моделированные результаты 214. Одна из областей, в которой подходы с FEA гидроформования претерпевают неудачу в том, чтобы точно моделировать производство, относится к расчету остаточной упругой деформации во время и после операции предварительной гибки. Вследствие различий между моделированной и реальной упругой отдачей, типично существует две технологических карты гибки для проекта 212 объекта: проектная технологическая карта гибки, предназначенная для иллюстрации намеченного проекта детали, независящего от специфичных характеристик заготовки 104, подвергаемой механической обработке, и технологическая карта гибки с компенсацией упругой отдачи, которая реально используется гибочной машиной, учитывающая характеристики заготовки 104.
Некоторые пакеты программ для FEA могут быть выполнены с возможностью осуществлять моделирование согласно технологической карте гибки спроектированной детали. Следовательно, моделированная деталь после упругой отдачи может иметь неправильные геометрические форму и размеры. В таких пакетах программ, жесткие ограничения могут накладываться на деталь, по существу повсюду за исключением реальной зоны гибки, предотвращая упругую отдачу во время предварительной гибки. Однако упругая отдача затем может высвобождаться во время следующей операции, когда ограничения сняты, приводя к неправильным моделированным данным для операций предварительного формования и гидроформования, давая в результате неточные моделированные результаты 214.
В других пакетах программ для FEA, технологическая карта гибки с компенсацией упругой отдачи может моделироваться с последующим этапом упругой отдачи. Однако технологическая карта гибки с компенсацией упругой отдачи претерпевает неудачу в том, чтобы отвечать за различия заготовки 104 от партии к партии, которые типично требуют коррекции оператором гибочной машины. Более того, спрогнозированная FEA упругая отдача может по-прежнему сильно не соответствовать реальной упругой отдаче во многих случаях, что может побуждать моделирование с FEA требовать кроме того дополнительную технологическую карту с компенсацией упругой отдачи для выполнения FEA; однако, ограниченная оснастка имеется в распоряжении для содействия созданию такой целенаправленной технологической карты.
Для принятия мер в ответ на эти недостатки, программа 204 моделирования с FEA может быть выполнена с возможностью моделировать операцию предварительной гибки с использованием технологической карты гибки спроектированной детали по проекту 212 объекта и может накладывать жесткие ограничения на деталь во время таких операций предварительной гибки повсюду кроме реальной зоны гибки. После того, как операция предварительной гибки завершена, программа 204 моделирования с FEA может быть выполнена с возможностью переустанавливать составляющие тензора напряжений для каждой точки объединения каждого элемента дискретизированной детали (например, устанавливать в ноль), эффективно устраняя любую связанную остаточную упругую деформацию в моделировании с FEA операции предварительной гибки.
Программа 204 моделирования с FEA может быть дополнительно выполнена с возможностью сохранять другие параметры элементов моделирования предварительной гибки с FEA, такие как составляющие тензора деформаций и накопленной действующей пластической деформации. Посредством выполнения оставшейся части FEA гидроформования с использованием скорректированных результатов моделирования операции предварительной гибки, программа 204 моделирования с FEA может быть выполнена с возможностью давать значительно более точные результаты и соответственно более кроткое оборотное время моделирования по сравнению с другими используемыми на данный момент подходами к моделированию с FEA гидроформования.
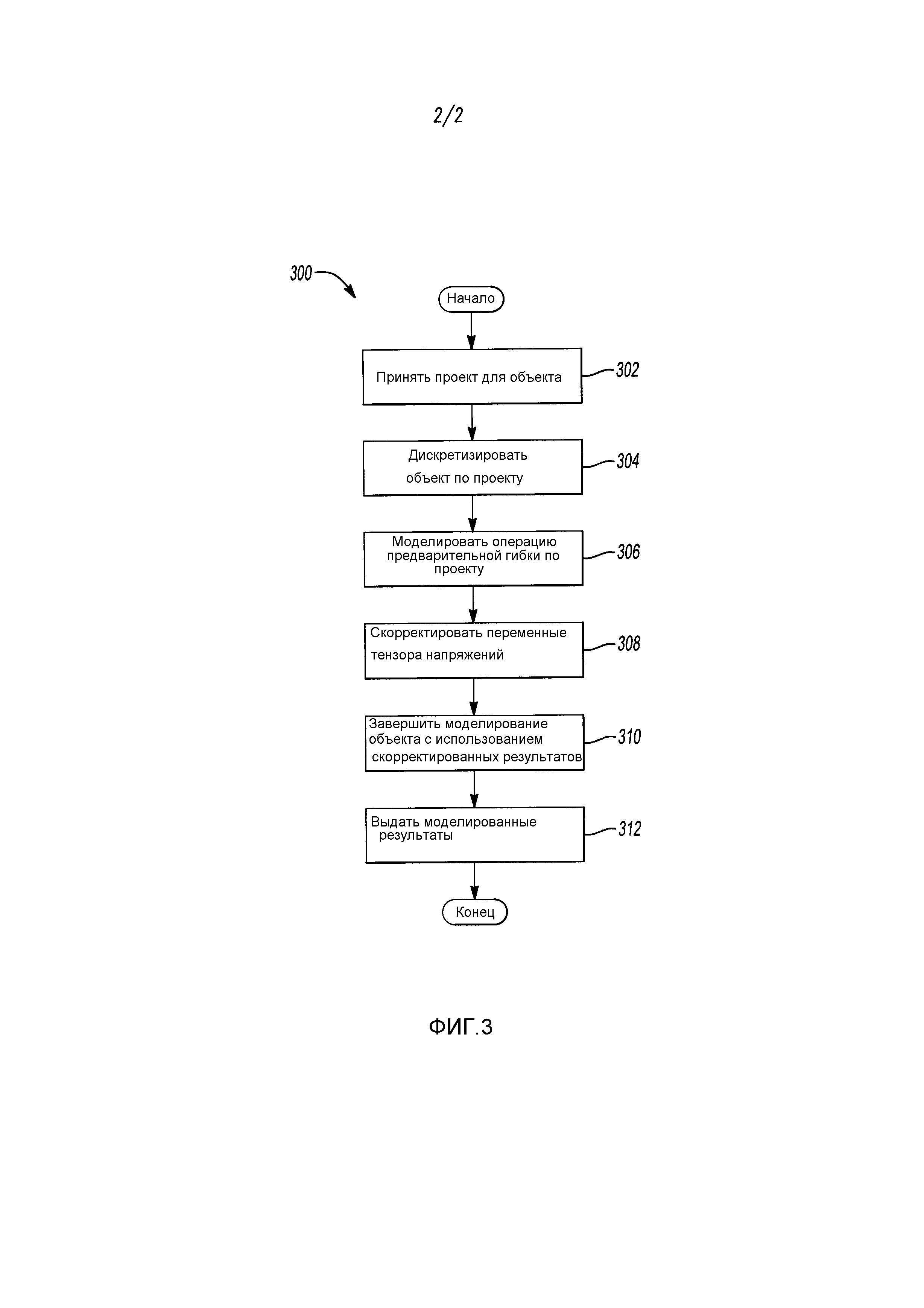
Фиг.3 иллюстрирует примерную последовательность 300 операций для выполнения FEA со скорректированной остаточной упругой деформацией после гибки. Последовательность 300 операций, например, может выполняться программой 204 моделирования с FEA, выполняемой устройством 202 обработки, для выполнения моделирования гидроформования.
На этапе 302, программа 204 моделирования с FEA принимает проект 212 объекта для использования при формовании заготовки 104 в изготавливаемый объект. Объект, например, может быть автомобильным компонентом или деталью, таким как конструктивные элементы низа кузова, продольные брусья крыши кузова, передние брусья или рама фундамента двигателя. Заготовка 104, например, может быть трубчатым алюминиевым выдавленным профилем. Проект 212 объекта может включать в себя реальную технологическую карту гибки, задающую изгибы, которые должны быть выполнены над заготовкой 104, а также информацию, указывающую дополнительные технологические операции, которые должны выполняться после гибки, такие как операции предварительного формования и гидроформования в последовательности для формования заготовки 104 в требуемый объект.
На этапе 304, программа 204 моделирования с FEA дискретизирует объект, заданный проектом 212 объекта. Например, программа 204 моделирования FEA может быть выполнена с возможностью аппроксимировать геометрию объекта в виде набора точек или узлов, которые соединены друг с другом в сетке конечных элементов.
На этапе 306, программа 204 моделирования с FEA моделирует операцию предварительной гибки по проекту 212 объекта. Операция предварительной гибки может включать в себя один или более этапов гибки. Например, программа 204 моделирования с FEA может использовать FEA для вычисления информации, такой как механические напряжения, деформации и накопленные пластические деформации в каждом элементе сетки конечных элементов согласно реальной технологической карте гибки по проекту 212 объекта.
На этапе 308, программа 204 моделирования с FEA корректирует составляющие тензора напряжений моделированных результатов предварительной гибки, чтобы устранять остаточную пластическую деформацию после гибки. Например, программа 204 моделирования с FEA может быть выполнена с возможностью переустанавливать составляющие тензора деформаций для каждой точки объединения каждого элемента дискретизированной детали (например, устанавливать в ноль), эффективно устраняя любую связанную остаточную упругую деформацию в моделировании с FEA операции предварительной гибки.
На этапе 310, программа 204 моделирования с FEA завершает моделирование по проекту 212 объекта. Например, программа 204 моделирования с FEA может выполнять FEA над скорректированными моделированными результатами предварительной гибки, определенными на этапе 308, чтобы моделировать геометрическую форму, напряжения и деформации, являющиеся результатом любых выполняемых операций предварительного формования в отношении предварительно загнутой заготовки 104 согласно проекту 212 объекта. Эти моделированные операции могут включать в себя изменения, выполняемые, чтобы предоставлять заготовке 104 возможность располагаться надлежащим образом в пределах полости пресс-формы, к примеру, чтобы избегать защемления во время смыкания пресс-формы вокруг предварительно загнутой трубы или чтобы перераспределять материал по участкам относительно высокого локального растяжения. Программа 204 моделирования с FEA дополнительно может моделировать операцию гидроформования по проекту 212 объекта. Например, программа моделирования гидроформования может выполнять FEA над моделированными результатами предварительного формования, определенными на этапе 310, чтобы моделировать геометрическую форму, напряжения и деформации, являющиеся результатом операций гидроформования, выполняемых в отношении предварительно загнутой и предварительно формованной заготовки 104 согласно проекту 212 объекта.
На этапе 312, программа 204 моделирования с FEA выдает моделированные результаты 214. Например, программа 204 моделирования с FEA может выдавать моделированные результаты 214, указывающие моделированные напряжения, являющиеся результатом технологического процесса, на дисплей 216 и/или в запоминающее устройство 210. Моделированные результаты 214 могут указывать различные аспекты осуществимости проекта 212 объекта для моделируемого объекта, такие как, подтверждает ли результирующий объект максимальные предельные значения пластической деформации заготовки 104, или страдает ли результирующий объект от формирования чрезмерных морщин, проблем с расслаиванием или иным образом включает в себя участки частей, страдающие от допусков на форму и сборку сверх различных проектных требований. После этапа 312, последовательность 300 операций заканчивается.
Таким образом, посредством переустановки тензора напряжений промежуточных моделированных результатов после операции предварительной гибки, чтобы учитывать тонкую регулировку перегиба, выполняемую оператором гибочной машины, программа 204 моделирования с FEA может быть выполнена с возможностью точнее моделировать геометрическую форму, упругую отдачу после гидроформования и распределения деформаций и напряжений в реальной изготавливаемой детали без необходимости разрабатывать технологическую карту гибки с компенсацией упругой отдачи и выполнения дополнительного этапа моделирования упругой отдачи после гибки в FEA. Несмотря на то, что многие из примеров, раскрытых в материалах настоящего описания, относятся к гидроформованию, должно быть отмечено, что вышеуказанные технологии применимы к другим типам моделирования с FEA формования металла, имеющего моделированные изгибы, сопровождаемые дополнительными операциями, к примеру, гибку, сопровождаемую прессованием, токарно-давильным формованием или пескоструйной обработкой.
Несмотря на то, что примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы изобретения. Предпочтительнее, словесные формулировки, используемые в описании изобретения, являются скорее словесными формулировками описания, нежели ограничением, и понятно, что различные изменения могут быть произведены, не выходя из сущности и объема изобретения. Дополнительно, признаки различных вариантов осуществления изобретения могут комбинироваться для формирования дополнительных вариантов осуществления изобретения.
Реферат
Изобретения заявленной группы относятся к обработке металлов давлением, а именно к моделированию предварительной гибки по проекту объекта для получения моделированных результатов предварительной гибки, корректировки составляющих тензора напряжений моделированных результатов предварительной гибки. С учетом этой корректировки завершается моделирование объекта заготовки. Повышается точность размеров изготавливаемых деталей за счет устранения остаточной упругой деформации из моделированных результатов предварительной гибки. 3 н. и 12 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Система обработки давлением, способ обработки давлением и компьютерный программный продукт
Комментарии