Сегментная кольцевая направляющая для скручивающей головки прокатного стана - RU2272687C2
Код документа: RU2272687C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники, связанной с производством высокоскоростных прокатных станов для прокатки прутка и, в частности, касается усовершенствования конструкции виткообразователей, применяемых в таких прокатных станах и предназначенных для придания горячекатаному прутку соответствующей формы в виде следующих одно за другим колец.
Уровень техники
Как показано на фиг.1, типовой виткообразователь содержит корпус 10, внутри которого расположен приводимый во вращательное движение полый вал 12. Предусматривается также наличие скручивающей трубки 14, изогнутой в трех плоскостях, которую несет на себе этот вал 12. Скручивающая трубка имеет входной конец 14а, расположенный на оси вращения Х полого вала, и изогнутый промежуточный участок 14b, ведущий к выходному ее концу 14с, удаленному на соответствующее расстояние относительно оси Х в радиальном направлении.
К входному концу 14а этой подающей трубки вдоль оси Х поступает стальной горячекатаный пруток, который выходит из этой трубки уже в виде колец, образующих собой спираль на ее выходном конце 14с.
После выхода колец из выходного конца 14с скручивающей трубки они продолжают дополнительно удерживаться при дальнейшем их перемещении по направлению вперед при помощи соответствующего спирального желоба 16, который заключен внутрь цилиндрического кожуха 18.
Конфигурация направляющего желоба 16 и его размерные параметры выбраны таким образом, что во взаимодействии с кожухом 18 этот желоб представляет собой своего рода продолжение направления спиральной траектории, которая задается внутри скручивающей трубки, обеспечивая удерживание образующихся при этом колец как в осевом, так и в радиальном направлениях. Несмотря на то, что этот своеобразный удерживающий удлинитель все же позволяет получить существенное преимущество, заключающееся в обеспечении соответствующего сопротивления деформации и образованию перегибов хвостовых частей прокатываемых прутков, тем не менее, применение такой конструкции направляющего желоба, выполненной в виде единого блока, привело также и к возникновению определенных трудностей. Например, такие материалы, которые достаточно легко принимают придаваемую им форму в виде спирали или же поддаются механической обработке, являются сравнительно мягкими, и поэтому они бывают подвержены ускоренному износу, вызываемому трением в местах соприкосновения с горячекатаным прутком. И хотя этот ускоренный износ, который происходит вследствие трения, будет наблюдаться только в отдельных местах и всего лишь в пределах весьма коротких участков соответствующей направляющей поверхности, задающей траекторию движения, приходится заменять целиком весь направляющий желоб в том случае, когда поврежденные участки становятся совершенно непригодными для дальнейшей их эксплуатации. Кроме того, размерные параметры направляющего желоба обычно выбираются таким образом, чтобы удерживание им соответствующего прокатываемого прутка конкретного заданного размера осуществлялось в весьма тесных пределах, и поэтому при изменении режима прокатки, связанном с переходом на обработку прокатываемого прутка, имеющего другой размер, будет требоваться, как правило, также еще и замена целиком всего направляющего желоба на другой направляющий желоб, размерные параметры которого соответствуют требованиям, предъявляемым условиями обработки прокатываемого прутка нового размера.
Раскрытие изобретения
В соответствии с настоящим изобретением известный направляющий желоб, выполненный в виде единого блока, заменен множеством соответствующих направляющих секций, имеющих желобчатую форму и расположенных по окружности спиральной опорной пластины. Предпочтительно, чтобы эти направляющие секции выполнены были совершенно идентичными друг другу, располагались с одинаковыми промежутками друг относительно друга и имели съемное крепление к опорной пластине. При таком конструктивном выполнении опорная пластина может быть изготовлена из одного материала, подбираемого из условия обеспечения необходимой ее прочности и формуемости, например, из материала ASTM A502 по классификации Американского общества по испытанию материалов, а направляющие секции могут быть отлиты или же получены в результате соответствующей механической обработки из совсем другого материала, подбираемого из условия обеспечения необходимого сопротивления износу, происходящему вследствие трения, например, из материала ASTM 4140 по классификации Американского общества по испытанию материалов. Те из направляющих секций, которые подвержены будут ускоренному износу, могут быть затем своевременно заменены на новые, тогда как все остальные направляющие секции будут все еще продолжать оставаться на своих местах, причем дальнейшая их эксплуатация может осуществляться в течение длительного срока. Переход на обработку прокатываемого прутка, имеющего другой размер, легко можно будет осуществить, просто заменив в этом случае всего только лишь направляющие секции без какой-либо необходимости заменять при этом также и спиральную опорную пластину.
Указанные и другие признаки и преимущества настоящего изобретения будут рассмотрены в следующем здесь ниже подробном описании изобретения, которое ведется со ссылками на прилагаемые чертежи, на которых представлено:
фиг.1 - вид сбоку для типового виткообразователя с частичным разрезом;
фиг.2 - вид в перспективе полого вала, который расположен в виткообразователе и снабжен соответствующей скручивающей трубкой, а также оборудован спиральной опорной пластиной и направляющим желобом, составленным из отдельных сегментов, в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
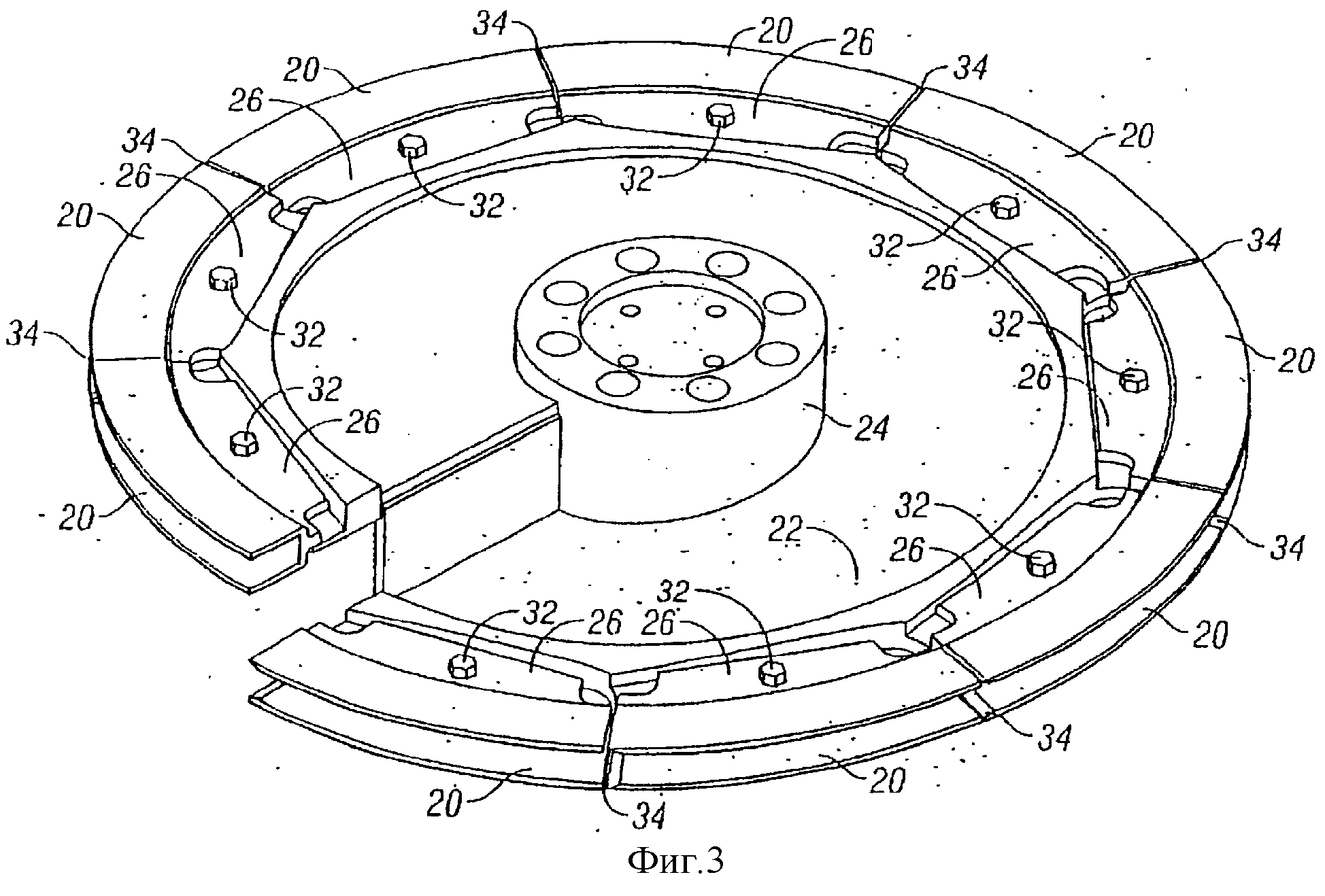
фиг.3 - вид в перспективе направляющего желоба, составленного из отдельных сегментов и показанного вместе с соответствующей спиральной опорной пластиной;
фиг.4 - перспективное изображение, на котором в разобранном виде показаны отдельные элементы, входящие в состав узла, проиллюстрированного на фиг.3;
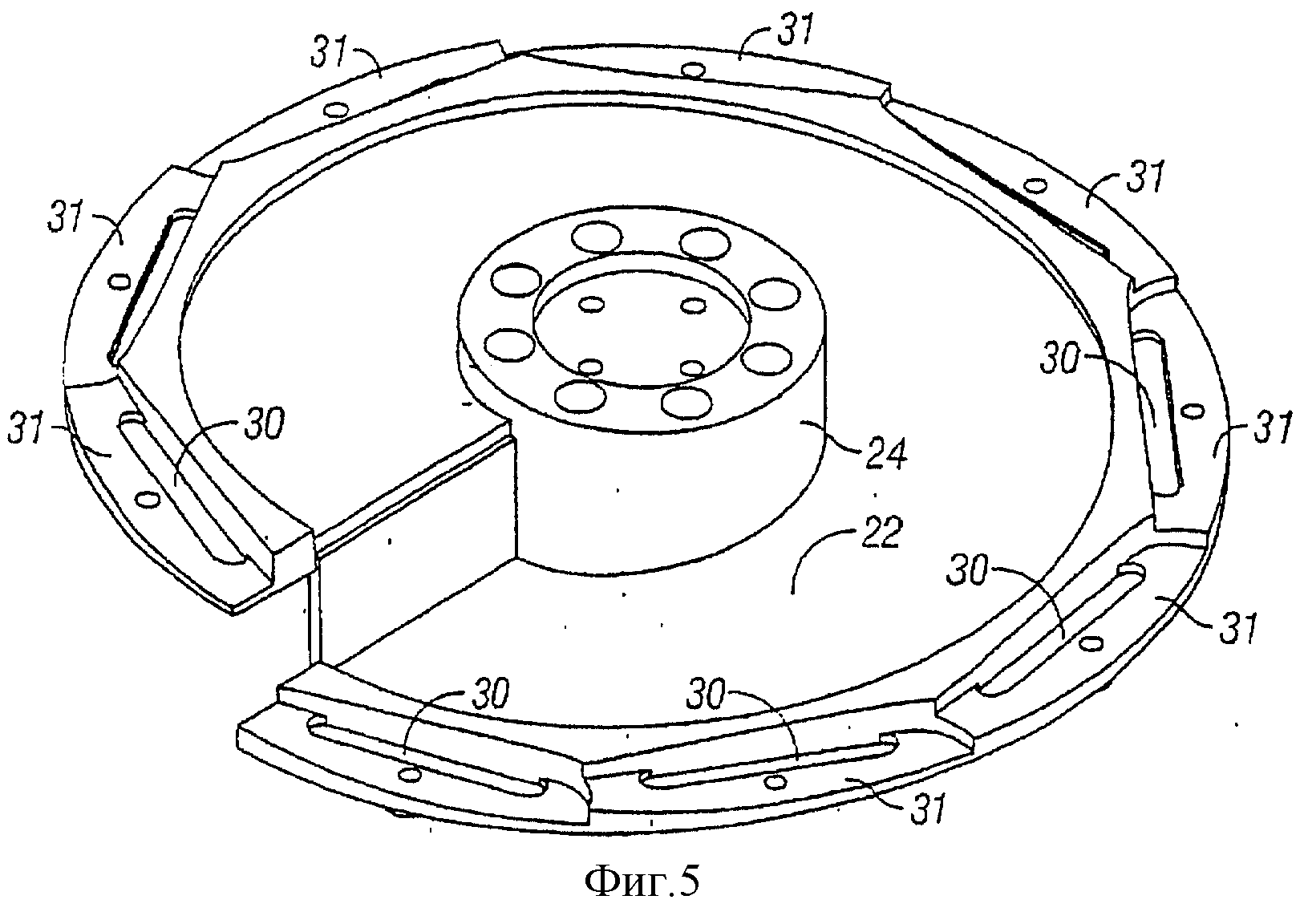
фиг.5 - вид в перспективе спиральной опорной пластины;
фиг.6 - вид с торца на один из сегментов направляющего желоба.
Осуществление изобретения
Как показано дополнительно на фиг.2, спиральный желоб 16', выполненный в соответствии с настоящим изобретением, состоит из соответствующих направляющих сегментов 20, имеющих желобчатую форму и установленных торцами друг относительно друга на спиральной опорной пластине 22, которая имеет ступицу 24, обеспечивающую возможность съемного крепления этой пластины на конце длинной втулки 12.
На фиг.3 показан узел спиральной опорной пластины 22 с направляющими сегментами 20 в сборе, когда он снят с полого вала; на фиг.4 представлены в разобранном виде отдельные элементы, входящие в состав этого узла; на фиг.5 показана собственно спиральная опорная пластина 22, а на фиг.6 представлен вид с торца на типовой сегмент направляющего желоба. Отдельные направляющие сегменты 20 обычно имеют U-образные направляющие желобки и снабжены крепежными фланцами 26. При этом крепежные фланцы 26 могут быть выполнены с угловым смещением по отношению к соответствующим им направляющим желобкам, и с обеспечением при этом соответствующих преимуществ указанные фланцы снабжены выступающими вбок буртиками 28, конфигурация и размерные параметры которых подбираются таким образом, чтобы обеспечивалась их посадка по месту в установочных пазах 30, выполненных на утопленных плоских опорных поверхностях 31, расположенных по окружности с боковой стороны спиральной опорной пластины 22. Съемное крепление направляющих сегментов осуществляется при помощи болтов 32 или же иных аналогичных крепежных деталей, пропускаемых сквозь соответствующие отверстия, выполненные в центре каждого из них, причем предпочтительно, чтобы эти сегменты располагались с одинаковыми промежутками друг относительно друга, как обозначено на фиг.2 и 3 позицией 34, чтобы тем самым обеспечивалась возможность компенсации на тепловое расширение.
Направляющие сегменты 20 могут быть выполнены в виде прецизионных отливок, которые получают методом литья по выплавляемым моделям из каких-либо легких материалов, например, из титана. Кроме того, направляющие сегменты могут также снабжаться износоустойчивыми и теплостойкими керамическими вкладышами.
В том случае, когда будет наблюдаться ускоренный износ отдельных направляющих сегментов, их можно своевременно заменять, оставляя при этом на своем месте те сегменты, которые испытывают меньший износ. Кроме того, в том случае, когда потребуется перейти на обработку прокатываемого прутка, имеющего другой размер, нужно будет провести предварительно замену только лишь непосредственно самих направляющих сегментов.
Реферат
Изобретение относится к виткообразующим головкам высокоскоростных прокатных станов для прокатки прутка. Сегментная кольцевая направляющая виткообразователя, предназначенного для последовательного формирования из прокатываемого прутка, движущегося в осевом направлении, соответствующих колец, образующих собой спираль, содержащего полый вал, выполненный с возможностью вращательного движения вокруг своей оси, и трубку, расположенную на полом валу, при этом трубка имеет входной конец для приема подаваемого к нему прокатываемого прутка, расположенный на оси, а также имеет промежуточный участок, задающий криволинейное направление траектории движения и ведущий от входного конца к выходному концу, находящемуся на соответствующем расстоянии в радиальном направлении относительно оси, откуда прокатываемый пруток выходит в виде последовательно формируемых колец, образующих собой спираль, представляет собой продолжение направления спиральной траектории, содержит спиральную опорную пластину, выступающую в наружном направлении относительно упомянутого вала, множество соответствующих направляющих секций, имеющих желобчатую форму и установленных торцами друг к другу на направляющей пластине, причем направляющие секции образуют собой сегментный направляющий спиральный желоб, составленный из отдельных сегментов и обращенный в радиальном направлении наружу; а также цилиндрический кожух, содержащий направляющие секции и представляющий вместе с ними продолжение направляющей спирали, задающей траекторию движения, и обеспечивающий при этом удерживание образующихся колец как в осевом, так и радиальном направлениях. Изобретение обеспечивает возможность увеличения срока службы за счет быстрой замены изношенных участков направляющей, а также быстрого перехода на обработку прокатываемого прутка с другим размером. 9 з.п. ф-лы, 6 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство для формирования спиральных витков движущейся проволоки
Комментарии