Отгибающее вниз устройство - RU2557405C2
Код документа: RU2557405C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к прокатным станам для изготовления горячекатаных прутков, полос и т.п., в частности к устройству для направления таких изделий вдоль изогнутых путей прохождения.
УРОВЕНЬ ТЕХНИКИ
В обычном прокатном стане горячекатаное изделие, например пруток диаметром 5,5 мм, может выходить из последней чистовой клети со скоростью, превышающей 100 м/с. Затем пруток направляется с помощью устройства, обычно называемого отгибающим вниз устройством, вдоль изогнутого вниз пути прохождения в виткообразователь. Виткообразователь образует из прутка кольца, которые принимаются конвейером, где они подвергаются управляемому охлаждению при транспортировке на участок реформинга.
Обычно в отгибающих вниз устройствах применяются неподвижные изогнутые поверхности для направления изделия вниз вдоль изогнутого пути прохождения. Недостатком такой системы является то, что направляющие поверхности быстро подвергаются эрозии за счет фрикционного контакта с горячими изделиями, что требует частой остановки стана после лишь нескольких часов работы, с целью замены изношенных компонентов.
Задачей данного изобретения является создание отгибающего вниз устройства с улучшенной стойкостью к износу, с целью обеспечения непрерывной работы стана в течение длительных периодов времени, измеряемых днями, а не часами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Отгибающее вниз устройство, согласно данному изобретению, содержит стационарную опорную структуру, имеющую открытый донный канал, повторяющий контур изогнутого вниз пути прохождения, вдоль которого должно направляться горячекатаное изделие. Канал задает верхнюю поверхность, покрывающую изогнутый путь прохождения, при этом от верхней поверхности проходят вниз стороны, и из сторон выступают внутрь выступы. Стойкие к износу вставки закреплены в канале. Вставки предназначены для облицовки верхней поверхности канала, при этом стороны вставок перекрывают выступы канала, и длина вставок задает хорды изогнутого пути прохождения.
Для обеспечения направляющей поверхности для изделия, которая приближается к кривизне изогнутого пути прохождения, длина вставок должна быть минимальной, предпочтительно примерно 0,1-1,0% радиуса пути прохождения.
Стационарная опорная структура может содержать обычные стальные компоненты, а стойкие к износу вставки могут содержать закрепляемые плитки из карбида вольфрама. Предпочтительно, плитки соединены с верхней поверхностью, сторонами и выступами канала, при этом предпочтительным способом соединения является пайка твердым припоем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие признаки и ожидаемые преимущества данного изобретения следуют из приведенного ниже подробного описания со ссылками на прилагаемые чертежи, на которых изображено:
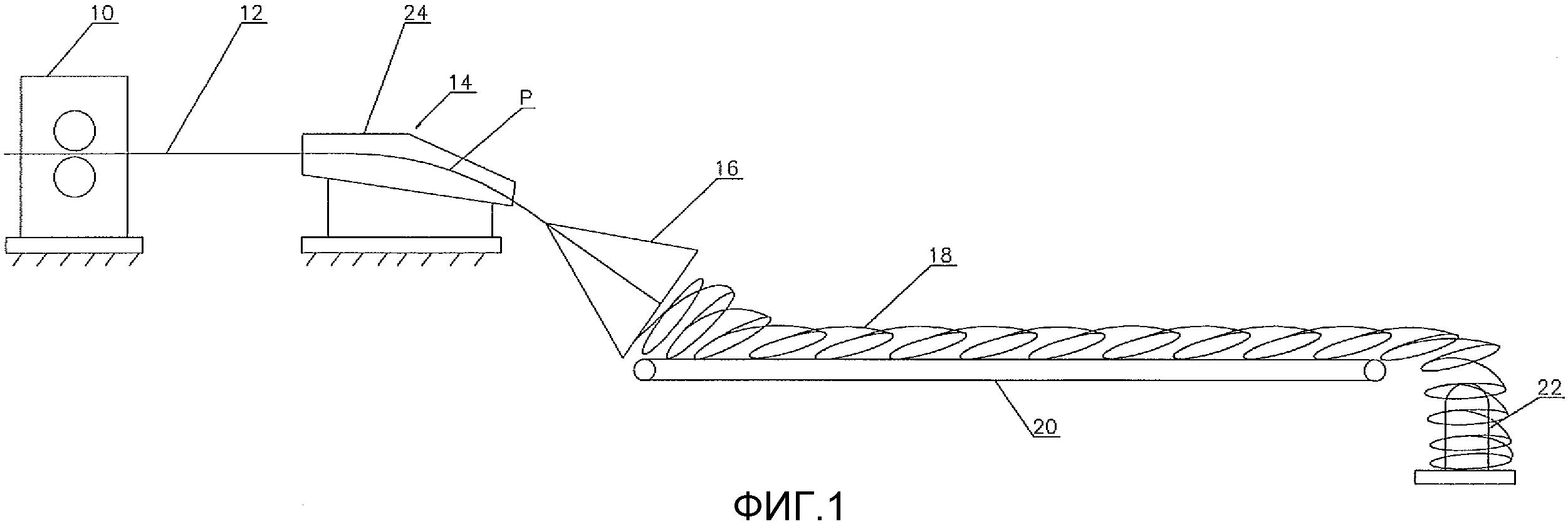
фиг. 1 - выходной конец прокатного стана с использованием отгибающего вниз устройства, согласно данному изобретению;
фиг. 2 - плита, образующая часть стационарной опорной структуры отгибающего вниз устройства, на виде сбоку в увеличенном масштабе;
фиг. 3 - разрез по линии 3-3 на фиг. 2;
фиг. 4 - выделенная окружностью на фиг. 3 зона, в увеличенном масштабе;
фиг. 5 - разрез по линии 5-5 на фиг. 3;
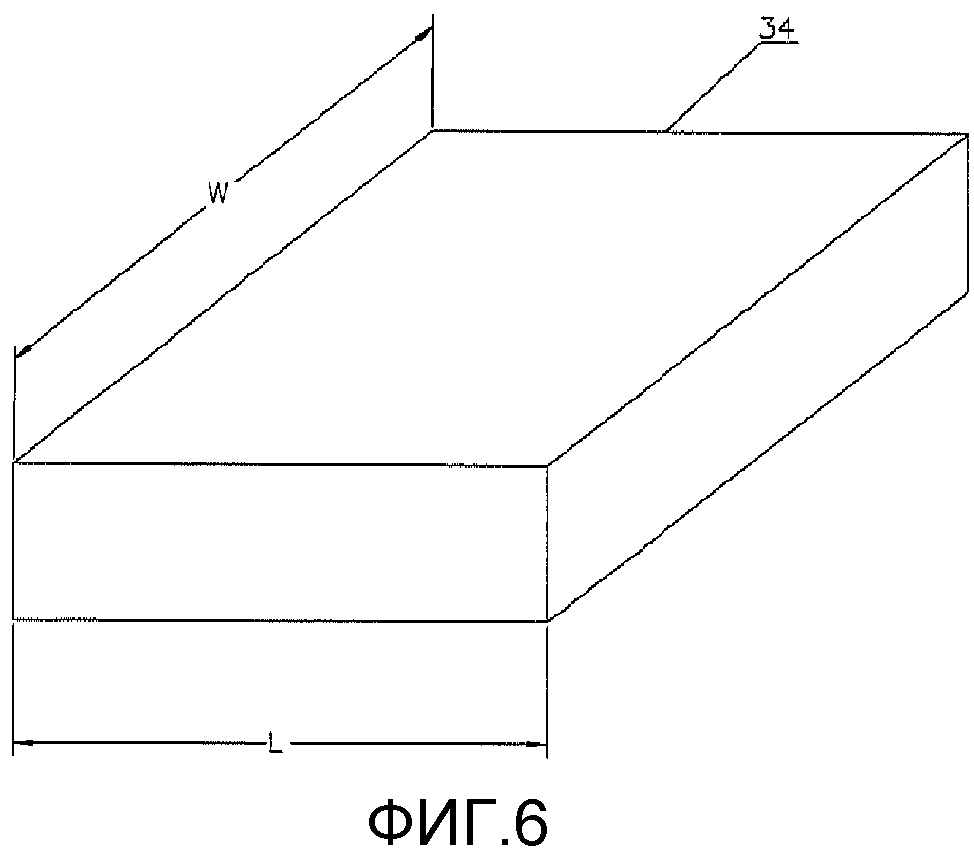
фиг. 6 - стойкая к износу вставка, в изометрической проекции; и
фиг. 7 - вставки в качестве хорд кривизны изогнутого пути прохождения, при этом кривизна пути прохождения и размеры вставок преувеличены с целью иллюстрации.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 показана последняя прокатная клеть прокатного стана, обозначенная позицией 10. Горячекатаное изделие 12, обычно пруток диаметром 5,5 мм, проходит со скоростью, превышающей 100 м/с, выходит из прокатной клети 10 и направляется вдоль изогнутого вниз пути Р прохождения с помощью отгибающего вниз устройства 14, согласно данному изобретению. Пруток направляется к виткообразователю 16, в котором он формируется в кольца 18, принимаемые конвейером 20, где они подвергаются управляемому охлаждению во время транспортировки к участку 20 реформинга.
Как показано на фиг. 2-5, отгибающее вниз устройство включает стационарную структуру, включающую плиту 24 с открытым донным каналом 26, повторяющим контур пути Р прохождения.
Канал 26 имеет верхнюю поверхность 28, перекрывающую путь Р прохождения, стороны 30, проходящие вниз от верхней поверхности, и выступы 32, выступающие внутрь из сторон 30.
Стойкие к износу вставки 34 расположены конец к концу в канале. Как показано на фиг. 6, вставки 34 могут быть по существу плоскими и прямоугольными с шириной W и длиной L. Вставки расположены с образованием облицовки верхней поверхности 28 канала 26. Ширина W вставок выбрана так, что стороны вставок перекрывают выступы 32 канала. Как показано схематично на фиг. 7, длина L вставок задает хорды пути Р прохождения. Как указывалось выше, длина L удерживается минимальной, предпочтительно составляет около 0,1-1,0% радиуса R кривизны пути Р прохождения.
В предпочтительном варианте выполнения изобретения вставки 34 содержат плитки, выполненные из карбида вольфрама или других стойких к износу материалов. Плитки предпочтительно закреплены внутри канала 26 посредством соединения с верхней поверхностью 28, сторонами 30 и выступами 32. Соединение предпочтительно осуществляется посредством пайки твердым припоем.
Перекрытие сторонами вставки выступов 32 обеспечивает надежное механическое блокирование, которое обеспечивает сохранение положения вставок в канале, даже в случае разрушения соединенных поверхностей раздела во время работы стана.
При прохождении изделия вниз вдоль пути Р, силы, возникающие в результате изменения направления, прижимают изделие к стойким к износу вставкам 34, покрывающим верхнюю поверхность 28 канала 26. Повышенная стойкость к износу вставок позволяет работать отгибающему вниз устройству в течение длительного периода времени, что способствует эффективной работе стана.
Реферат
Изобретение относится к области прокатки прутков и полос, точнее к устройствам для направления изделий. Устройство (14) содержит стационарную опорную структуру (24), имеющую открытый донный канал (26), повторяющий контур пути прохождения. Повышение износостойкости устройства обеспечивается за счет того, что канал (26) имеет верхнюю поверхность (28), покрывающую путь прохождения, стороны (30), проходящие вниз от верхней поверхности, и выступы (32), выступающие внутрь из сторон. Стойкие к износу вставки (34) закреплены в канале. Вставки (34) предназначены для облицовки верхней поверхности канала, при этом стороны вставок перекрывают выступающие внутрь выступы (32), и длина вставок задает хорды изогнутого пути прохождения. 6 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Сегментная кольцевая направляющая для скручивающей головки прокатного стана
Комментарии