Использование перемоточного устройства для размещения между черновым и чистовым прокатными станами - RU2353453C2
Код документа: RU2353453C2
Чертежи

Описание
Изобретение касается способа и установки для расширенного использования наматывающей и разматывающей станции для прокатного материала (промежуточного перемоточного устройства), расположенной между черновым и чистовым прокатными станами в цехах горячей прокатки.
Использование промежуточного перемоточного устройства при горячей прокатке известно. Технология прокатки с использованием промежуточного перемоточного устройства требует для обработки определенного минимального веса полосы. Минимальный вес зависит в основном от прочности материала, толщины полосы и выполнения промежуточного перемоточного устройства. Когда не достигнут минимальный вес вследствие слишком небольших сил трения между разматывающими роликами и смотанной в рулон полосой невозможно добиться размотки полосы. Таким образом, промежуточное перемоточное устройство не может использоваться на полосах с весом ниже минимального.
При использовании способа прокатки с промежуточным перемоточным устройством первая станция используется для намотки полосы в рулон. Последующее разматывание рулона вначале также осуществляется на первой станции. Одновременно с разматыванием рулон с первой станции передается на вторую станцию. Пока рулон разматывается на первой станции, никакая другая полоса не может быть направлена в это промежуточное перемоточное устройство, таким образом, необходимо выдерживать паузу между двумя полосами. Минимальная пауза зависит в основном от конструктивного выполнения и управления промежуточным перемоточным устройством.
Время загрузки первой станции зависит также от скорости подачи и выхода материала. Максимальные скорости определяются возможностями оборудования перед и позади промежуточного перемоточного устройства, а также производственной программой и могут изменяться в определенных пределах. При минимальной паузе максимальная скорость пропуска материала при горячей прокатке полосы ограничивается и промежуточное перемоточное устройство в прокатном стане с высокой скоростью подачи может применяться только в ограниченном масштабе.
В известных способах прокатки с использованием промежуточного перемоточного устройства передача от первой ко второй станции осуществляется с использованием поддерживающих механизмов. Это может быть дорн, установленный по центру рулона, или согласно документу US 5987955 B способ с использованием движения люльки. Кроме этого, известны другие механизмы, например ролики, поворачивающиеся с помощью рычага, которые прикладываются к наружной окружности рулона. Такой вид передачи далее обозначается как активная передача, которая при прокатке полос с большим весом рулонов представляет способ с самым коротким временем передачи.
При передаче без дорна существует другой способ передачи рулона от первой ко второй станции с помощью натяжения полосы, осуществляемого на стороне выхода с разматывающегося рулона. Это устройство типичным образом входит в первое оборудование, но в полной или частичной мере могут применяться и другие устройства. В документе DE 1038857 A1 описаны необходимые мероприятия, призванные препятствовать тому, чтобы рулон при этом взаимодействовал с жесткими упорами и повреждался. Этот вид передачи в дальнейшем называется пассивной передачей. Для рулонов с весом ниже определенного предела всегда осуществляется пассивная передача, поскольку этому не препятствуют опорные механизмы. Время загрузки первой станции наматывания рулонов зависит от их веса и может быть меньше или больше, чем при активной передаче.
В известных способах с активной передачей не имеется возможности во время активной передачи позволить осуществление пассивной передачи. В описанном в документе ЕР 0933147 А1 способе с люлькой вследствие смещения станции разматывания рулона по направлению наматывания полосы в рольганге возникают разрывы, в которые во время активной передачи может провалиться пассивно передающийся рулон, что может привести к повреждению рулона и самого промежуточного перемоточного устройства. Если разрывы закрыть убирающимися роликами, то они должны отводиться в сторону при смещении роликов, а это снова ведет к появлению разрывов в рольганге.
В большинстве случаев использование промежуточного перемоточного устройства обеспечивает значительно более высокий и более равномерный уровень температуры по длине полосы. Несмотря на это при использовании промежуточного устройства еще не достигается идеальный уровень распределения температуры по полосе. При нахождении полосы внутри промежуточного перемоточного устройства происходит снижение температуры за счет ее излучения и контакта с роликами, особенно на внешних витках рулона.
Различная температура и дополнительное неравномерное распределение температуры по длине полосы являются недостатками, что, в частности, при ошибочном или недостаточном регулировании толщины полосы, ведет к различным усилиям при прокатке на стадии чистовой обработки, что в свою очередь влечет за собой различие в толщине по длине полосы. В то же время равномерность толщины полосы по ее длине является одним из важнейших показателей ее качества.
На фоне описанного выше уровня техники задачей изобретения является предложение таких технических мероприятий, с помощью которых в промежуточном перемоточном устройстве можно было обрабатывать значительно меньшие по весу рулоны полосы. Также согласно изобретению должны быть предложены мероприятия, с помощью которых можно было бы осуществлять подачу материала через промежуточное устройство с гораздо большей скоростью. Это относится в первую очередь к прокатным станам непрерывного действия с низкой скоростью прокатных клетей перед и после промежуточного устройства и с по возможности более коротким расстоянием между последней прокатной клетью перед промежуточным перемоточным устройством и входом в это устройство. Мероприятия для повышения пропуска материала, в частности при небольшом весе рулона, имеет важное значение при использовании промежуточного перемоточного устройства.
Далее задача изобретения заключается в том, чтобы предложить мероприятия, с помощью которых посредством использования промежуточного перемоточного устройства обеспечить возможность получения более высокого и более равномерного уровня температуры полосы.
Определенная выше задача решается с помощью следующих мероприятий.
1. Для уменьшения минимального веса полосы предлагается применять прижимное приспособление в промежуточном перемоточном устройстве без дорна, которое, во-первых, с помощью действующей сверху на рулон силы повышает силы трения между рулоном и разматывающим роликом, и во-вторых, с помощью специального геометрического расположения препятствует непроизвольному перемещению рулона.
При разматывании рулона согласно схеме А1 непосредственно перед и в начале передачи рулона от первой станции 2а и 2b ко второй станции 4 применяется с возможностью регулировки по высоте прижимное устройство 1 с силой прижима F.
C помощью роликов 1а и 1b прижимного устройства или с помощью опорных роликов 2а и 2b мотающей станции или в комбинации может образовываться карман, в котором рулон С, или С1 может удерживаться также и при движении с помощью тянущего элемента Т на выходной стороне. Благодаря этому исключается то, что рулон даже очень небольшого веса может волочиться разматывателем рулонов 3. После подъема разматывателя рулонов 3 карман снова открывается путем подъема и опускания соответствующих роликов.
Далее прижимное приспособление может быть выполнено с одним или несколькими роликами 1а и 1b. Ролики 1а и 2b могут выполняться выборочным образом поперек направлению подачи материала, каждый в виде двух роликов и одной средней опоры. Кромки роликов скруглены для предупреждения накатки.
Согласно схеме А2 с помощью опускания ролика 2а и подъема ролика 2b может осуществляться самая ранняя по времени пассивная передача рулона С или рулона С1 в направлении тянущих роликов Т.
Способ для динамического подъема и опускания прижимного приспособления в зависимости от овальности рулона описывается следующим образом.
Инерция прижимного приспособления компенсируется с помощью соответствующего регулирования прижимного усилия, в результате чего действующая на рулон прижимная сила F остается все время постоянной независимо от овальности рулона. Компенсация прижимной силы осуществляется с учетом вертикальной скорости прижимного приспособления в зависимости от овальности рулона. Прижимная сила повышается или уменьшается на величину результирующих ускоряющих сил.
Уровень максимальной прижимной силы определяется опытным путем в зависимости от свойств материала и особенностей производства, накапливается в памяти и вызывается при дальнейшем использовании.
С помощью этого мероприятия по сравнению с существующими решениями в промежуточном перемоточном устройстве могут обрабатываться полосы со значительно меньшим весом. Область использования промежуточного устройства расширяется для минимально необходимого удельного веса рулона (отношение веса рулона к ширине рулона) начиная с 2 кг/мм.
2. Для повышения пропуска материала через промежуточное перемоточное устройство согласно изобретению предлагается комбинация из активного и пассивного перемещения без дорна в промежуточном перемоточном устройстве. Таким образом, в любой момент времени за активным перемещением может осуществляться пассивное перемещение. Благодаря этому может быть значительно сокращено время загрузки первой станции, а также необходимое время минимальной паузы между двумя полосами, таким образом повышается пропуск материала через промежуточное устройство.
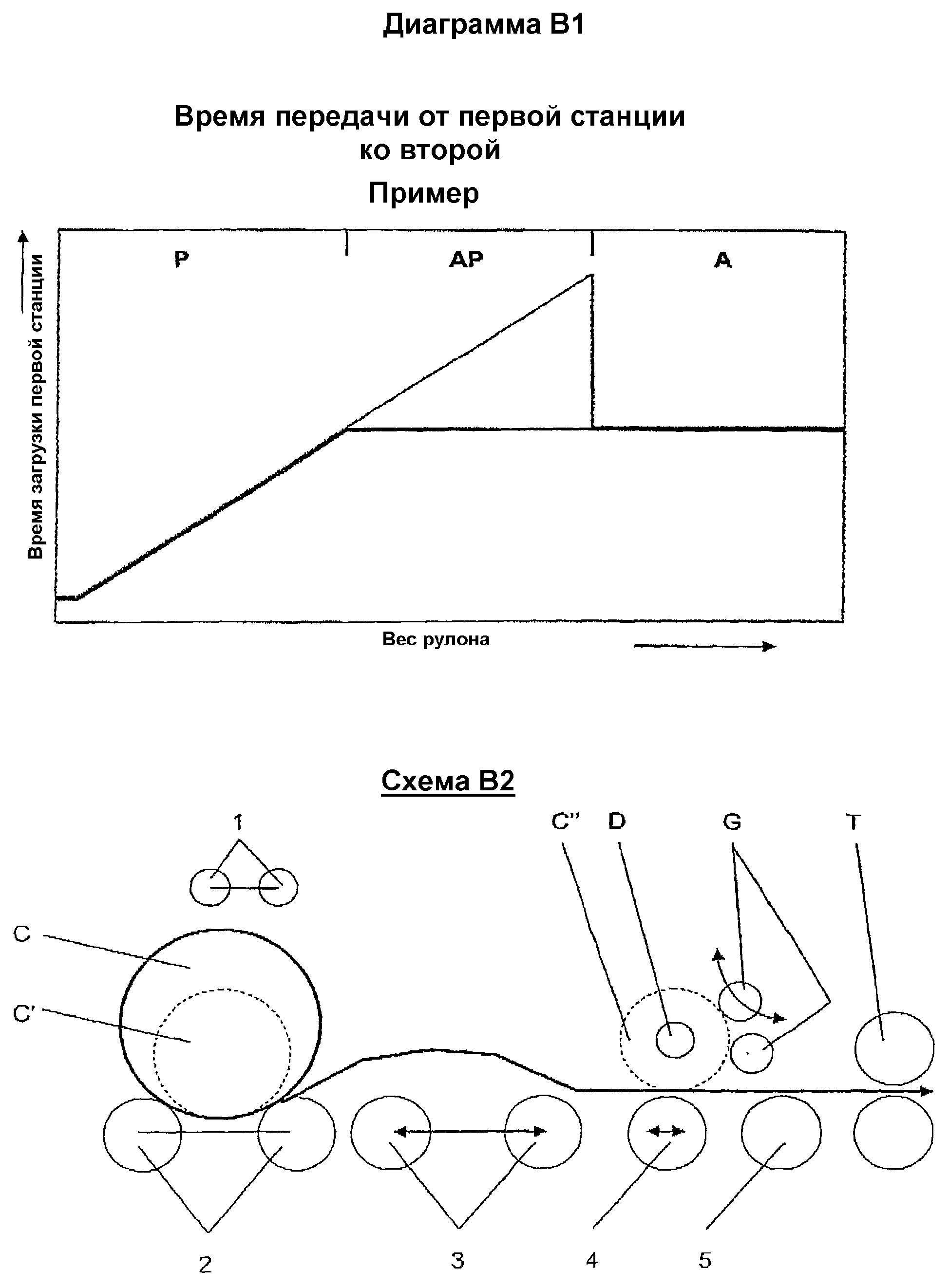
На диаграмме В1 представлена зависимость времени загрузки первой станции от веса рулона полосы. Для активной передачи имеет место постоянное значение продолжительности загрузки, что отмечено в области диаграммы А. Эта область имеет значение для больших весов рулона. При пассивной передаче продолжительность времени изменяется в зависимости от веса рулона. Продолжительность возрастает от минимальной величины в области диаграммы Р (самый малый вес рулона) до величины, указанной верхней линией в области диаграммы АР (средний вес рулона). В области АР не может применяться до сих пор активная передача, здесь может происходить невольная пассивная передача, обусловленная уменьшением веса при разматывании и ограничениями материала.
Расположение и движение лежащих последовательно друг за другом в направлении подачи полосы роликов показаны на схеме В2. Рулон С или рулон С1 лежит на поворотных роликах 2 и разматывается в направлении тянущих роликов Т. Происходит передача рулона на поворотные и перемещаемые ролики 3 к одному или нескольким роликам G. После введения удерживающего дорна D рулон полностью разматывается.
Преимущество предложенного способа заключается в том, что осуществляется комбинация активной и пассивной передачи и во время активной передачи при отсутствии дорна допустима или должна применяться пассивная передача. При этом снижается продолжительность передачи в области диаграммы АР для среднего веса рулона на нижнюю линию. Возможная комбинация обоих способов сокращает для полос со средним весом рулона время загрузки первой станции.
Расстояния между роликами 3, 4 и 5 (и другими роликами) могут также уменьшаться, так что рулон в любой момент может перемещаться по ним до ролика G, не попадая в разрывы между ними.
Далее один или несколько роликов 4 располагаются с возможностью горизонтального перемещения в направлении подачи полосы для того, чтобы закрывать возникающие зазоры между роликами. При подвижных роликах 4 не возникают в противоположность к убирающимся роликам никаких разрывов в рольганге.
Способ активного перемещения может быть усовершенствован в путем того, что ролики 2, 3, 4 и 5 всегда находятся примерно на одной высоте. Таким образом, в любой момент времени активного перемещения рулон может пассивно перемещаться без значительного смещения по высоте.
Для затормаживания рулона применяются один или несколько роликов G. Ролики G имеют возможность перемещаться по высоте и, таким образом, в технически обусловленной области устанавливаются на высоте центра тяжести рулона.
С помощью по меньшей мере одного из роликов G разматывающийся остаток рулона удерживается, и при установке по центральной оси рулона дорна D происходит разматывание последних витков рулона.
При использовании прижимного приспособления 1 при определенном небольшом весе рулонов возможно использование только области диаграммы Р и нижней линии в области АР (диаграмма В1). Эти рулоны при их весе не могли бы вообще обрабатываться, если бы не применялось прижимное приспособление.
Способ применяется также для предварительного расчета способа передачи и минимальной паузы. При этом способе анализируются практические результаты по уже обработанной полосе и используются для надежного прогнозирования минимальной паузы.
Наконец, с помощью предварительного расчета минимальной паузы регулируется момент времени подачи исходного материала в прокатные клети перед промежуточным перемоточным устройством. Это имеет решающее значение при непрерывной прокатке для использования минимальной паузы и для обеспечения повышенного пропуска материала, так как уже перед обработкой существующей полосы в промежуточном устройстве последующая полоса должна поступать в непрерывный прокатный стан с заранее определенной минимальной паузой.
Модифицированная настройка тянущего элемента на стороне выхода позволяет осуществлять заблаговременный старт процесса передачи. Как только разматывающаяся полоса достигнет тянущего элемента и тянущие ролики войдут во фрикционный контакт, начнется передача от первой ко второй станции.
Наконец, может применяться третья намоточная станция и таким образом может быть достигнуто дальнейшее сокращение времени загрузки первой станции. Полоса наматывается на первой станции. После того, как полоса намотана рулон передается на вторую станцию. Там начинается процесс разматывания. Во время разматывания рулон передается на третью станцию. Так как на первой станции не требуется времени для разматывания, то первая станция скоро снова готова к приему следующей полосы.
Комбинация из трех намоточных станций с передачей без дорна от первой ко второй и от второй к третьей станции имеет особые преимущества. Передача может происходить с помощью способа, в котором используется люлька или с помощью передвижного ролика, вступающего во взаимодействие примерно на уровне центральной оси или с помощью комбинации этих способов.
Известные из уровня техники недостатки рулона, вращающегося на дорне, и потеря положения головной части полосы при передаче без дорна от первой ко второй станции исключаются.
С помощью предложенных мероприятий может быть достигнута, по сравнению с существующими решениями, значительно более высокая пропускная способность в промежуточном перемоточном устройстве. Изобретение позволяет в зависимости от производственной программы при малом весе рулона повысить годовую мощность промежуточного перемоточного устройства примерно до 3 млн тонн и выше.
3. Согласно изобретению предлагается промежуточное устройство для пассивного и активного переменного повышения и контроля температуры полосы, в частности, путем нагрева полосы (например, индукционного нагрева или с использованием проходной газовой печи). Может быть также осуществлен выборочный нагрев холодных областей полосы, как-то: головной и хвостовой частей и внешней стороны полосы. Таким образом, уменьшается существующая разница в температуре и одновременно повышается средняя температура.
При комбинации промежуточного устройства с нагревательной установкой может быть уменьшена скорость пропуска полосы через нагревательную установку, и таким образом повышается время нагрева более холодных областей. Скорость полосы может выбираться независимо от скорости прокатных клетей, находящихся перед и за промежуточным перемоточным устройством, а именно выбираться оптимально для нагревательных установок хвостовой части полосы, установленных позади и для головной части установленных перед промежуточным устройством. Мощность нагрева может усиливаться для холодных областей полосы и соответственно уменьшаться для горячих областей полосы в поперечном и продольном направлении относительно подачи полосы. Между нагревательной установкой и промежуточным устройством может быть расположено оборудование для бокового ведения и для разделения полосы.
Далее, надежность работы нагревательной установки может быть повышена за счет правильного тянущего элемента на выходной стороне промежуточного устройства или за счет независимого правильного тянущего элемента перед нагревательной установкой. С помощью этого правильного элемента уменьшается волнистость полосы, возникшая в перемоточном или других устройствах, и обнаруживается расслоение полосы.
Для исключения накатки окалины и повышения за счет этого качества полосы перед или внутри правильного устройства применяются устройства для удаления окалины, например балка с форсунками. На правящих роликах правильного элемента могут устанавливаться очистительные устройства для избежания и удаления инородного материала, в частности окалины.
Далее тепловое излучение внутри перемоточного устройства может быть уменьшено за счет использования регулируемых по ширине демпфирующих тепло колпаков. С помощью уменьшения длины перемоточного устройства благодаря сокращению времени на транспортировку и, таким образом, сокращения времени для теплового излучения материал теряет меньше тепла. Тепловые колпаки могут устанавливаться на рольганге перед или позади него или перед или позади промежуточного перемоточного устройства. Время транспортировки на рольганге может быть снижено за счет повышенных по сравнению со скоростями прокатки в прокатных клетях перед и позади перемоточного устройства скоростей наматывания и разматывания, и таким образом может быть снижено время теплового излучения.
В результате предложенных мероприятий достигается заметное повышение температуры, причем распределяется она по длине полосы значительно равномернее. Следовательно, создается важная предпосылка для получения на валках конечной толщины полосы в пределах от 0,5 до 2,0 мм.
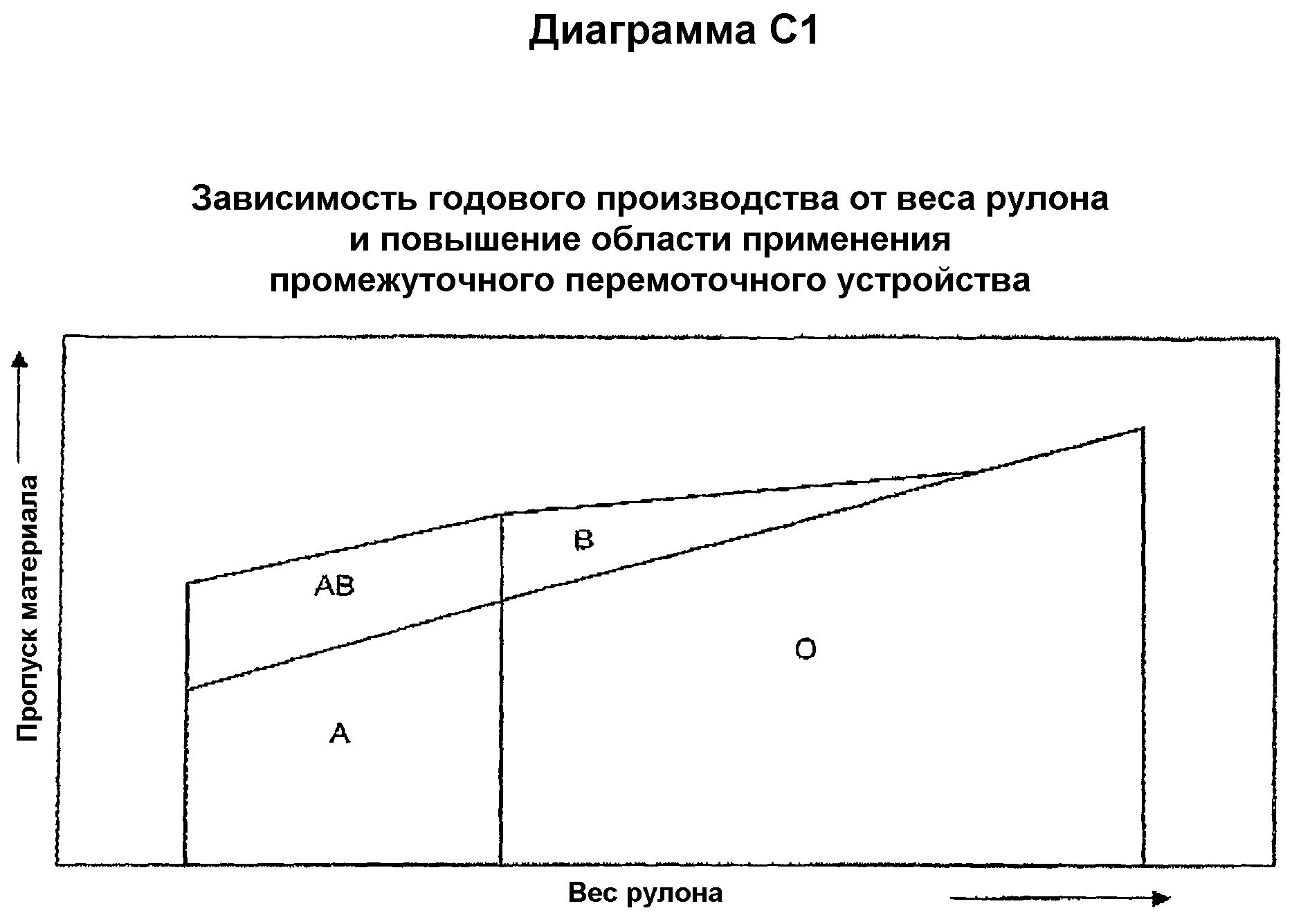
4. Согласно изобретению отдельные мероприятия, описанные под номерами 1-3, могут применяться в комбинации друг с другом. Сегодняшняя область использования перемоточного устройства (см. диаграмму С1) находится внутри части диаграммы О. Эта область расширяется после внедрения мероприятий согласно изобретению. При разумной комбинации описанных под цифрами 1-3 мероприятий область использования может быть дополнительно расширена по сравнению с использованием отдельного мероприятия.
Когда применяются только мероприятия, находящиеся под цифрой 1, направленные на уменьшение минимального веса полосы, увеличивается спектр, подлежащей обработке продукции, на полосы с меньшим весом рулона (диаграмма С1, часть диаграммы А). Но так как при уменьшенном весе рулона происходит уменьшение пропуска материала через перемоточное устройство, то это можно расценить как неизбежный недостаток.
Когда применяются мероприятия, обозначенные цифрой 2, направленные на повышение пропуска материала, польза от изобретения может быть достигнута только в области рулонов среднего веса (диаграмма С1, часть диаграммы В).
С помощью комбинации предложенных мероприятий по уменьшению минимального веса рулонов с мероприятиями по повышению пропуска материала полосы с небольшим весом рулона могут перерабатываться с большей скоростью в перемоточном устройстве (диаграмма С1, части диаграммы А, В и дополнительно АВ).
При этом следует отметить, что также только часть предложенных мероприятий под цифрами 1-3 в их частичной комбинации предлагает рациональное расширение области использования перемоточного устройства в зависимости от конкретного технического требования.
В итоге с помощью предложенных мероприятий могут быть достигнуты следующие преимущества.
Минимальный вес полос, подлежащих обработки, существенно снижается. Таким образом, промежуточное перемоточное устройство теперь может применяться также при малом весе рулона.
Пропускная способность промежуточного перемоточного устройства значительно повышается. Таким образом, промежуточное перемоточное устройство теперь может применяться в прокатных станах с высокой скоростью пропуска материала.
Разность температур и неравномерность распределения температуры в полосе уменьшаются. Потери тепла за счет излучения уменьшаются и при необходимости могут быть компенсированы. Таким образом, создаются предпосылки для горячей прокатки полос с конечной толщиной между 0,5 и 2,0 мм.
С помощью комбинации предложенных мероприятий для уменьшения минимального веса или повышения пропускной способности может быть достигнуто расширение области использования промежуточного перемоточного устройства, в частности для производственной программы с небольшим весом рулона и высокой пропускной способностью.
Реферат
Изобретение касается способа использования наматывающей и разматывающей станции (промежуточного перемоточного устройства) между черновым и чистовым прокатными станами для прокатанного материала в процессе горячей прокатки. Способ включает следующие операции: для обработки рулонов небольшого веса в промежуточном перемоточном устройстве без дорна к разматывающемуся рулону прикладывается направленная на рольганг прижимная сила (F) и рулон укладывается в ложбину рольганга, комбинирование друг с другом активного и пассивного перемещения рулона во времени и сообразно весу рулона от первой наматывающей станции ко второй наматывающей станции для повышения пропуска материала через промежуточное перемоточное устройство, нагревание полосы и/или теплоизолирование полосы или промежуточного перемоточного устройства без дорна для регулируемого повышения и выравнивания температуры полосы перед или после промежуточного перемоточного устройства без дорна. Устройство содержит прижимное устройство для разматывающегося рулона, выполненное с возможностью прикладывания к разматывающемуся рулону направленной на рольганг прижимной силы (F), и/или ложбину рольганга для удерживания рулона, предназначенные для обработки небольших по весу рулонов в промежуточном перемоточном устройстве без дорна, и/или опорные ролики для рулона, выполненные с возможностью поворота, ролики, выполненные с возможностью перемещения в продольном направлении, или ролики, расположенные с возможностью изменения расстояния друг относительно друга, предназначенные для повышения пропуска материала, уменьшения времени загрузки не имеющег
Формула
при обработке рулонов небольшого веса в промежуточном перемоточном устройстве без дорна прикладывание к разматывающемуся рулону направленной на рольганг прижимной силы (F), укладывание рулона в ложбину рольганга,
комбинирование друг с другом активного и пассивного перемещения рулона во времени и сообразно весу рулона от первой наматывающей станции ко второй наматывающей станции для повышения пропуска материала через промежуточное перемоточное устройство,
нагревание полосы и/или теплоизолирование полосы или промежуточного перемоточного устройства без дорна для регулируемого повышения и выравнивания температуры полосы перед или после промежуточного перемоточного устройства без дорна.
Документы, цитированные в отчёте о поиске
Способ горячей прокатки металлической полосы
Комментарии