Моталка для примотки и намотки готовых металлических лент - RU2480304C1
Код документа: RU2480304C1
Чертежи
Описание
Изобретение относится к моталке для намотки металлической ленты, содержащей барабан моталки, приданные ему прижимные ролики и регулируемые направляющие кожухи (deflecting shells) для прижима переднего конца металлической ленты к барабану моталки.
На прокатных станах металлические ленты для обеспечения транспортировки, а также дальнейшей обработки у заказчика формируются в листы или намотанные рулоны, так называемые coils. Рулоны образуются, когда металлическая лента, подаваемая в прямом направлении, должна радиально наматываться на наматывающем устройстве. Металлическая лента является, например, продуктом стана холодной или горячей прокатки. В зависимости от типа установки температура металлической ленты может достигать 800°C.
Наматывающие устройства функционируют таким образом, что металлическая лента направляется на вращающийся барабан моталки. Для этого используются направляющие элементы, как, например, направляющие кожухи, направляющие ролики, ременные ленты и т.п. Когда моталка барабана после примотки несет металлическую ленту, и натяжение ленты установлено, направляющие элементы могут быть отведены от металлической ленты. В случае необходимости они по достижении конца ленты могут быть подведены снова, когда вследствие выскакивания металлической ленты из прокатного стана или из приводного механизма наматывающего устройства возникает угроза исчезновения натяжения. Благодаря этому предотвращаются болтание конца ленты под действием своих центробежных сил или своей собственной жесткости и повреждение им направляющих элементов, а также поверхности ленты. Кроме того, предотвращаются утрата рулоном формы в результате исчезновения натяжения ленты и его раскрытие подобно часовой пружине, если на рулон снаружи не действует никакого радиального усилия.
Из DE 29 39 894 А1 известна моталка для намотки лент в рулоны, имеющая прижимные ролики для прижима наматываемой ленты к барабану. Кроме того, наматывающее устройство содержит направляющие фартуки для направления ленты по окружности барабана на участках барабана между прижимными роликами. Прижимные ролики и направляющие фартуки удерживаются элементами станины, поворачиваемыми независимо друг от друга.
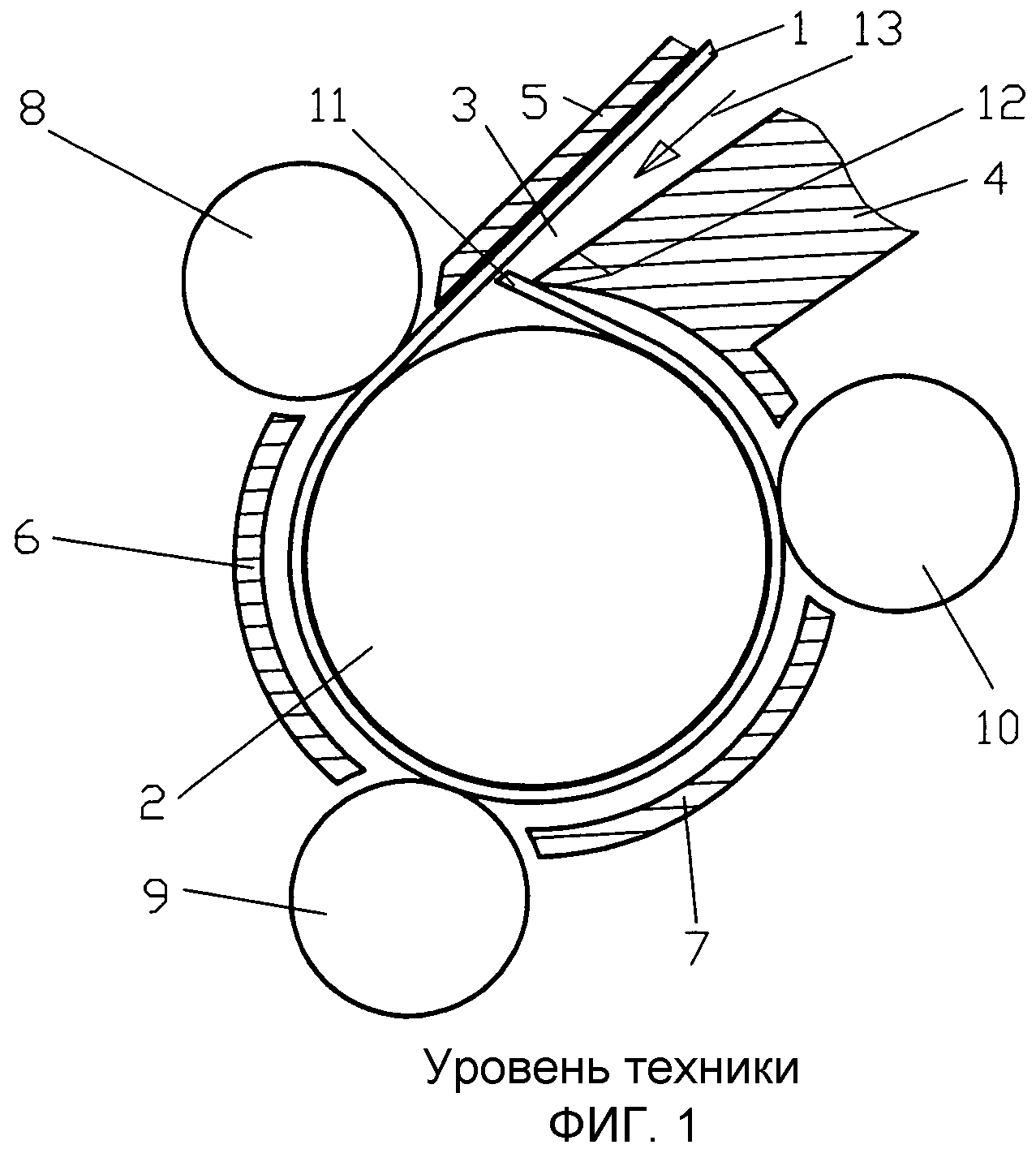
Согласно уровню техники, показанному в дальнейшем на фиг. 1, 2 и 3, процесс намотки осуществляется таким образом, что металлическая лента 1 (фиг. 1), которая должна быть намотана на барабан 2 моталки, проходит через шахту 3 моталки, образуемую, с одной стороны, направляющим кожухом 4, а с другой - крышкой 5 шахты. Кроме того, металлическая лента 1 при намотке на намоточный барабан 2 направляется дополнительными направляющими кожухами 6, 7, а также прижимными роликами 8, 9, 10, установленными между направляющими кожухами 4, 6, 7. Прижимные ролики 8, 9, 10 обеспечивают плотное прилегание металлической ленты 1 к намоточному барабану 2.
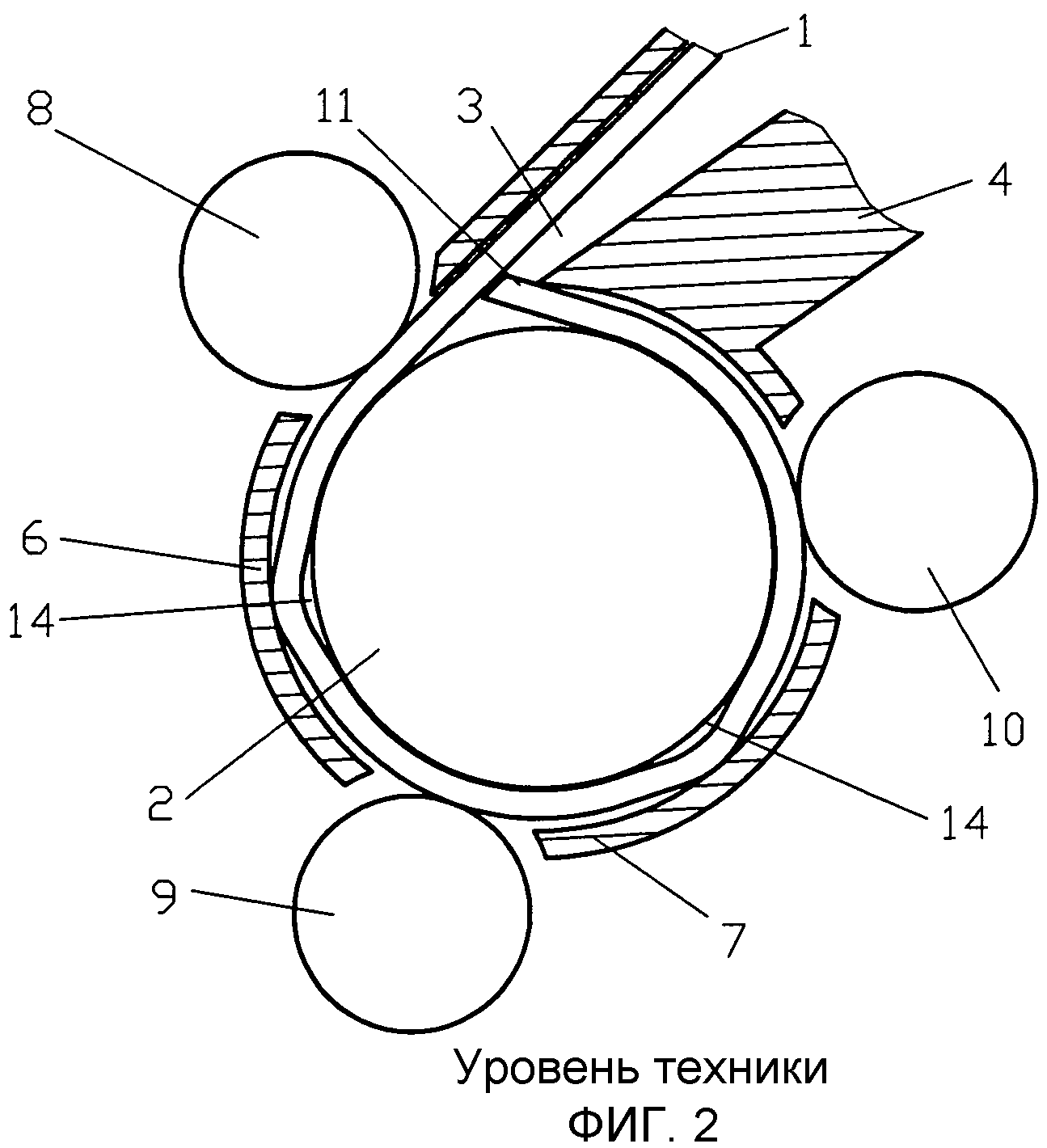
После того как передняя кромка 11 металлической ленты минует направляющие кожухи 6, 7 и прижимные ролики 8, 9, 10, она минует направляющий кожух 4 и направляется на образованное в нем переднее острие 12. Из-за неблагоприятной формы острия 12 металлическая лента 1 своей передней кромкой 11 при определенных условиях почти перпендикулярно соударяется с металлической лентой 1, следующей через намоточную шахту 3 по направлению 13. При этом, если в результате соударения кромки 11 металлической ленты с последующей металлической лентой 1 передняя кромка 1 стопорится или тормозится, могут образоваться выпучины 14 (фиг. 2) металлической ленты 1. Таким образом, на переднюю кромку 11 и на прижимные ролики 8, 9, 10 действует большое усилие. Этот процесс ослабляет контактное нажатие металлической ленты 1 на поверхность намоточного барабана и тем самым вызывает дополнительное выпучивание 14 металлической ленты 1. В этом случае происходит принудительное локальное отведение металлической ленты 1 от намоточного барабана 2.
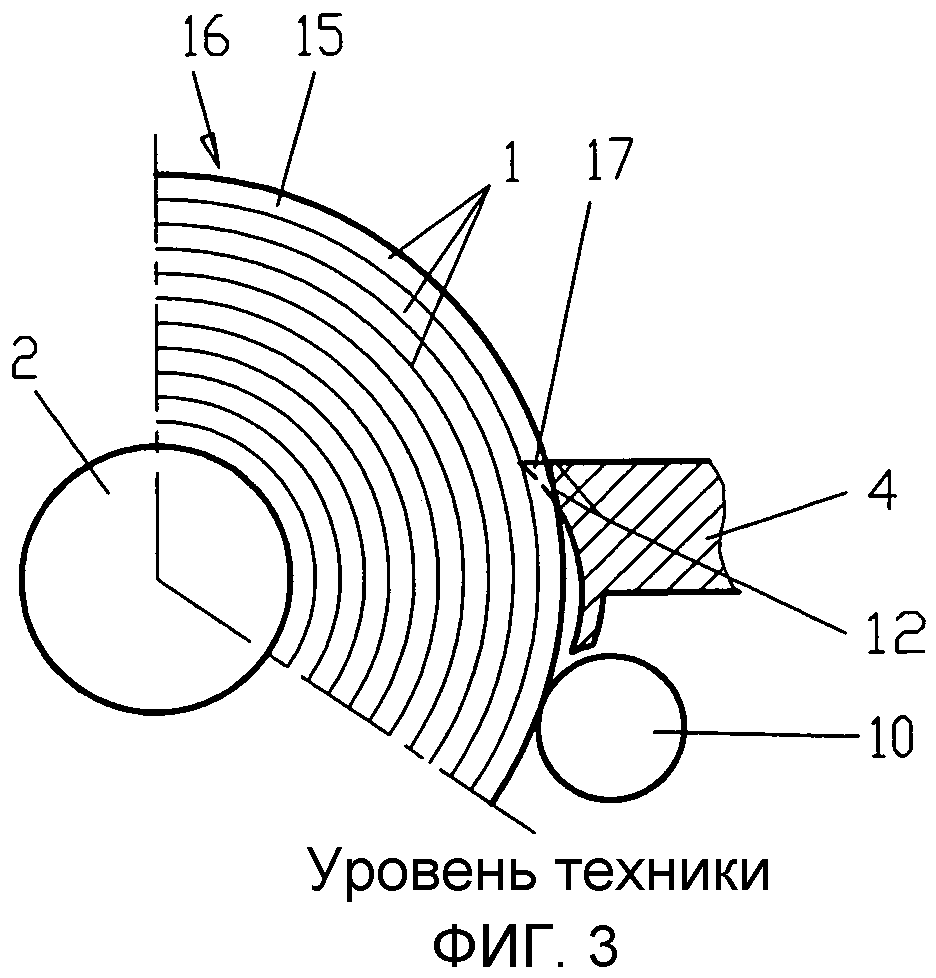
Форма острия 12 (фиг. 1, 2, 3) представляет собой первый пример выполнения острия направляющего кожуха 4 согласно уровню технике. Оно предпочтительным образом выполнено настолько «тупым», чтобы при максимальном диаметре рулона оно не могло зайти в последний виток 15 рулона 16, образованного металлической лентой 1, и повредить наружную поверхность последнего витка 15. Для процесса примотки по фиг. 1 вместо этого согласно второму примеру выполнения была бы предпочтительна более острая форма острия, обозначенного на фиг.3 позицией 17, с тем, чтобы при примотке направлять металлическую ленту 1 как можно плотнее к намоточному барабану 2. Однако острие 17 стало бы нежелательным образом задевать наружный виток 15 и портить его, когда диаметр рулона достигнет определенной величины или будет максимальным. Реализовывать это острие 17 было бы нерационально также потому, что конструктивно оно помешало бы прилеганию прижимного ролика 10 к последнему витку 15 рулона 16.
Задача изобретения состоит в создании моталки для ленты, с помощью которой металлическая лента может оптимально наматываться как в начале процесса намотки, так и, в частности, в конце процесса намотки.
Согласно изобретению эта задача в моталке для ленты вышеупомянутого типа решается за счет того, что по меньшей мере один из направляющих кожухов снабжен острием, которое выполнено с возможностью перемещения относительно направляющего кожуха.
Благодаря острию направляющего кожуха, выполненному с возможностью перемещения, с одной стороны, добиваются того, что металлическая лента в начале процесса намотки максимально плотно приматывается к намоточному барабану, а, с другой стороны, острие в процессе дальнейшей намотки не может больше мешать и, в частности, вредить нанесению на рулон последнего слоя. В частности, острие после нанесения первого витка на барабан моталки благоприятным образом может убираться с участка намотки металлической ленты без необходимости перемещения в этом случае самого направляющего кожуха относительно барабана моталки.
Особенно подходящей оказывается форма острия, соответственно, направляющего кожуха, несущего острие, с контуром, который изогнут, по меньшей мере, по существу по форме противолежащего барабана моталки и намотанной на него металлической ленты.
Предпочтительно, острие перемещается либо в результате вращательного, либо за счет линейного движения направляющего кожуха, причем оба вида движения могут осуществляться также с наложением или последовательно друг за другом. В процессе намотки может из положения прижима в начале процесса намотки по мере увеличения числа намотанных витков металлической ленты переводиться в положение покоя, более удаленное от барабана моталки. Перед началом нового процесса намотки острие снова подводится в положение прижима, т.е., к барабану моталки.
Острие приводится в действие различными способами. Рассматриваются гидравлический, механический или электромеханический виды привода.
Предпочтительно, моталка для ленты выполнена таким образом, что острие установлено на переднем конце направляющего кожуха, на головке направляющего кожуха. Другими словами, острие может быть выполнено в качестве головки направляющего кожуха. При этом острие перемещается относительно направляющего кожуха путем вращения головки направляющего кожуха, в частности, отклоняется из положения прижима.
Поскольку металлические ленты различной толщины должны наматываться одной и той же моталкой для ленты, в предпочтительном варианте выполнения моталки для ленты расстояние, на котором острие оказывается относительно барабана моталки в положении прижима, регулируется в зависимости от толщины наматываемой металлической ленты.
Достоинством является также то, что в устройстве для установки положения прижима острия, в частности, в гидроцилиндре для поворота головки направляющего кожуха, может быть предусмотрено измерительное устройство для определения положения. В этом случае толщина металлической ленты может быть непосредственно пересчитана в расстояние для установки острия в положение прижима.
С этой целью измерительное устройство для определения положения, предпочтительно, содержит вычислительный блок для расчета устанавливаемого расстояния. Кроме того, предпочтительно, чтобы острие перемещалось в интервале между двумя упорами.
Предпочтительно, чтобы по меньшей мере один из упоров регулировался, в частности, с помощью пакета вставок.
Во избежание повреждений острия или металлической ленты в одном из предпочтительных вариантов выполнения изобретения острие, соответственно, головка направляющего кожуха, при превышении заданного усилия, действующего на острие, отводится или оттягивается от барабана моталки.
Предпочтительные усовершенствованные варианты выполнения изобретения вытекают из зависимых пунктов формулы изобретения.
Ниже изобретение поясняется более подробно на примере выполнения, показанного на чертежах, где
Фиг. 4 изображает поперечный разрез моталки для ленты с перемещаемым острием;
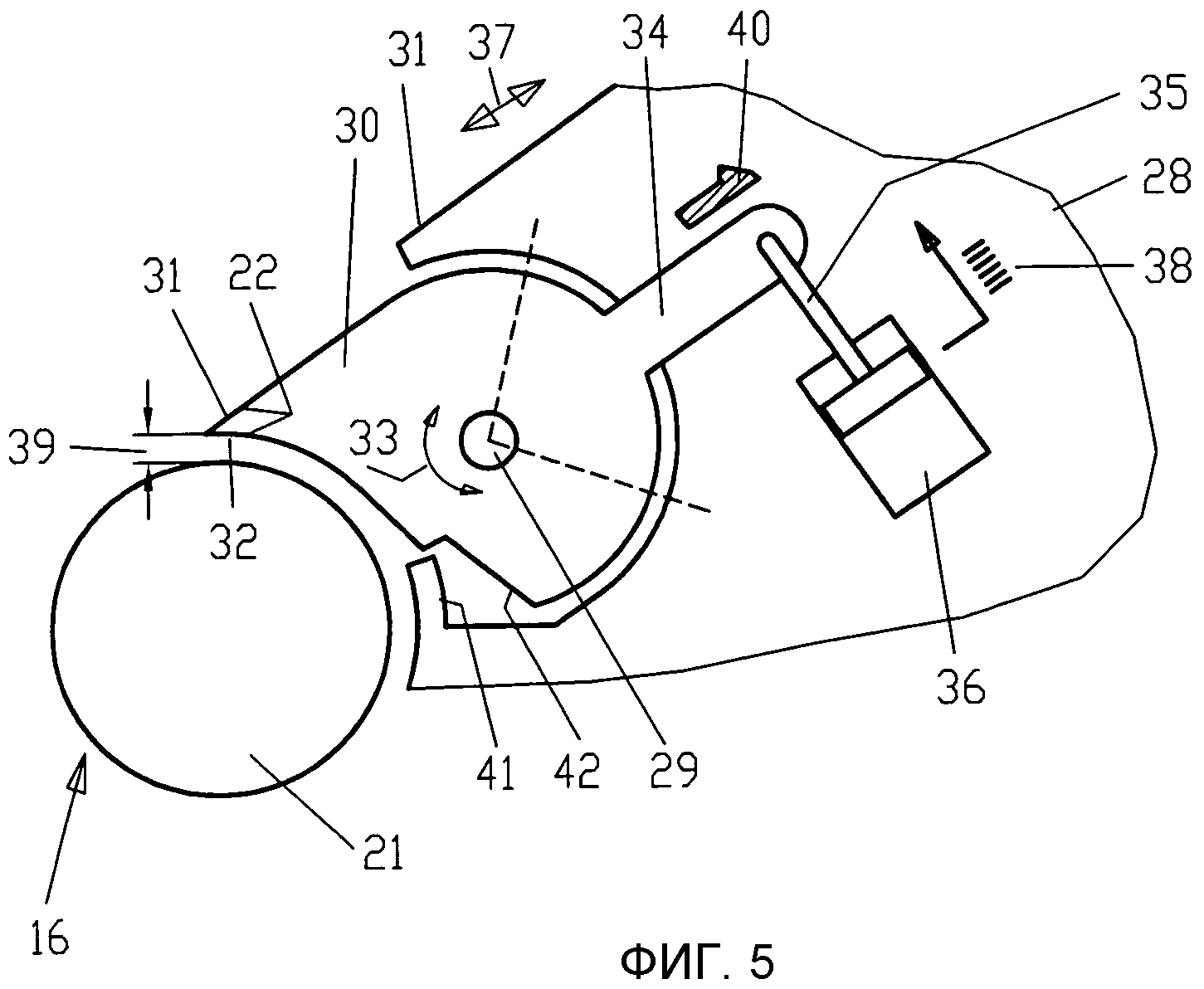
Фиг. 5 - поперечный разрез моталки для ленты с детальным изображением привода перемещаемого острия, и
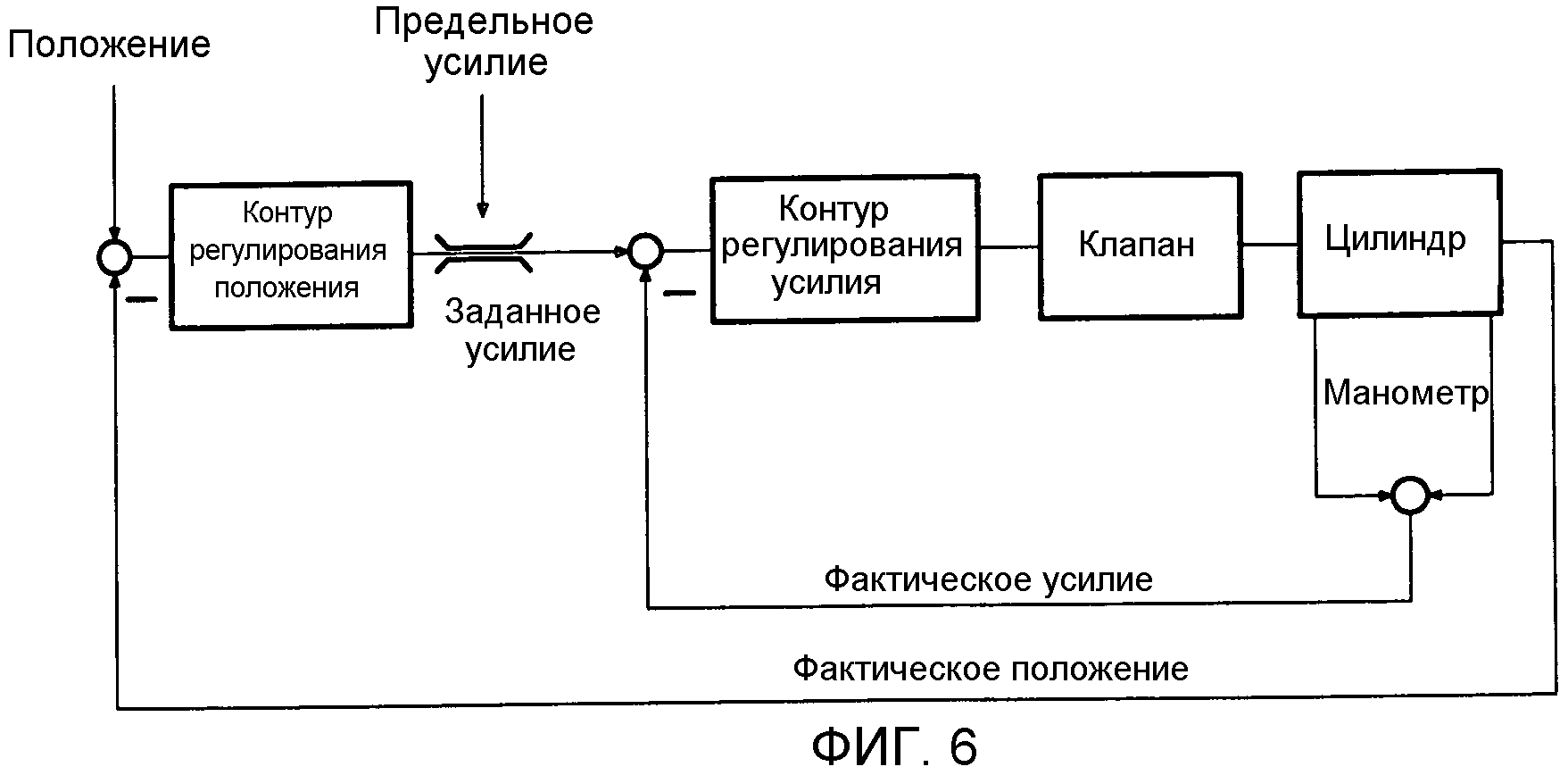
Фиг. 6 - схему контура регулирования для установки положения острия, изображенного на фиг. 5, с учетом усилия, действующего на острие со стороны металлической ленты.
Задача изобретения состоит в том, чтобы при каждой операции примотки металлическая лента 20 (фиг. 4) наматывалась на барабан 21 моталки возможно плотнее. Таким образом добиваются того, чтобы натяжение в металлической ленте 20, т.е., между барабаном 21 моталки и (здесь не показанным) приводным механизмом, установилось как можно раньше. Кроме того, металлическая лента 20 во время процесса намотки не должна отходить от барабана 21 моталки. Для того чтобы поступающая металлическая лента 20 плотно наматывалась на барабан 21 моталки и не образовывала при этом никаких выпучин 14, изображенных на фиг. 2, необходимо предотвращать толчки, происходящие в результате соударения передней кромки 11 металлической ленты 1 (уровень техники по фиг. 2) с металлической лентой 1, поступающей в шахту 25 моталки. Процесс намотки благодаря изобретению в целом становится более надежным и свободным от толчков и колебаний.
Для этого передняя кромка 24 металлической ленты 20 при примотке (участок 23) направляется соответственно выполненным острием 22 тангенциально или почти тангенциально относительно металлической ленты 20, подаваемой из шахты 25 моталки. Тем самым обеспечивается, что на участке прижимного ролика 26 за счет дополнительного слоя металлической ленты 20 становится заметной только разница в толщине. Острие 22 и направляющий кожух 27, на котором острие 22 установлено с возможностью перемещения, оба имеют, по меньшей мере, по существу ту же кривизну, что и барабан 21 моталки.
Тем самым, с одной стороны, обеспечивается оптимизация процесса намотки, однако, с другой стороны, согласно изобретению должна решаться проблема того, чтобы острие 22 при завершении процесса намотки не выступало в область пространства, занимаемую наружными витками 15 рулона. Таким образом, согласно изобретению предусмотрено, чтобы острие 22, с одной стороны, при примотке металлической ленты 20 было направляющим, а, с другой, при завершении процесса намотки не было бы помехой.
Сообразно этому изобретение имеет механизм, позволяющий отводить острие 22 от рулона. С этой целью острие 22 (фиг. 5) выполнено на установленной с возможностью вращения по меньшей мере вокруг одного центра вращения головке 30 направляющего кожуха в форме валика. Головка 30 направляющего кожуха с острием 22 помещена в направляющий кожух 28 и установлена там с возможностью поворота относительно последнего. Контур головки 30 направляющего кожуха с острием 22 на участке шахты 25 моталки образован прямой 31. По соседству с барабаном моталки или рулоном 16 острие 22 формируется за счет, по меньшей мере, по существу кругового или кругообразного контура 32, по меньшей мере, с радиусом, подогнанным под радиус барабана 21 моталки или рулона 16.
Двойная стрелка 33 показывает возможные направления вращения или поворота, которые острие 22 с головкой 30 направляющего кожуха может выполнять относительно направляющего кожуха 28. Если он из положения примотки, в последующем именуемого также положением прижима, будет повернут в положение, принимаемое при завершении процесса намотки, то головка 30 направляющего кожуха с острием поворачивается по часовой стрелке. Головка 30 направляющего кожуха имеет по меньшей мере один поворотный рычаг 34, шарнирно установленный на поршневом штоке 35 пневмо- или гидроцилиндра 36 с возможностью вращения. Последний в состоянии перемещать направляющий кожух 30 с острием 22 в направлении стрелки 33.
В принципе для перемещения головки 30 направляющего кожуха могут быть использованы не только вращательные, но и линейные движения или оба движения, см. стрелки 33, 37. Соответственно может быть предусмотрено несколько цилиндров, вызывающих то или иное движение острия. Различные виды движения могут осуществляться синхронно с наложением или последовательно по времени друг за другом.
Для того чтобы задача тангенциального направления металлической ленты 20, в частности, при примотке в случае различных толщин металлической ленты, с помощью переднего острия 22 осуществлялась оптимальным образом, целесообразно сделать расстояние 39 от поверхности барабана 21 моталки или наружного витка 15 рулона до противолежащей поверхности головки 30 направляющего кожуха, соответственно, до острия 22, регулируемым. С этой целью гидроцилиндр 36 соединен с измерительным устройством 38 для определения положения. Определение положения может быть реализовано по разным принципам, например, с помощью измеряющего объем текучей среды в гидроцилиндре 36 измерителя объемного потока. Точно так же может быть использован электрический датчик перемещения. Если положение гидроцилиндра 36 известно, то с помощью алгоритма, учитывающего геометрию головки 30 направляющего кожуха, направляющего кожуха 28, барабана 21 моталки и слоев намотки металлической ленты 20, нанесенных на барабан 21 моталки, может быть вычислено расстояние 39, и расстояние 39 может быть установлено желательной заданной величины. Установка осуществляется путем перемещения острия 22 - при известных условиях с головкой 30 направляющего кожуха - относительно направляющего кожуха 28.
Для защиты острия 22 головки 30 направляющего кожуха от повреждений возможно, чтобы цилиндр 36 по достижении заранее установленного верхнего предела усилия отклонил головку 30 направляющего кожуха от металлической ленты и, тем самым, освободил переднюю кромку 24 металлической ленты 20. С помощью контура регулирования (фиг. 6) положение острия 22 и/или усилие, с которым должно удерживаться положение острия 22, могут регулироваться.
Направляющий кожух 28 имеет по меньшей мере один первый упор 40, ограничивающий вращение головки 30 направляющего кожуха влево, и по меньшей мере один второй упор 41, ограничивающий вращение головки 30 направляющего кожуха вправо. Кромка 42 головки 30 направляющего кожуха может перемещаться максимум до упора 41. Таким образом, при вращении вправо предотвращаются соударение головки 30 направляющего кожуха с намотанной металлической лентой 20 и повреждение ее поверхности.
Предпочтительно, оба упора 40, 41 могут регулироваться, например, с помощью пакетов вставок, так что головкой 30 направляющего кожуха можно очень просто управлять даже тогда, когда моталка имеет одну единственную толщину ленты, или должны наматываться ленты с ограниченным диапазоном толщин.
На фиг. 6 изображен контур регулирования положения для установки заданного положения гидроцилиндра 36, соответственно, острия 22 посредством вспомогательного контура регулирования для регулирования усилия. При этом фактическое положение острия максимально приближается к заданному положению лишь до достижения заданного предельного усилия. На основании измеренного манометром давления в гидроцилиндре 36 и соответствующего ему фактического усилия вспомогательный контур регулирования усилия регулирует усилие прижима острия к металлической ленте в текущем положении до заданного усилия прижима, которое может быть меньше предельного усилия.
Согласно изобретению регулироваться могут также усилие прижима прижимного ролика 26 и/или расстояние 43 (фиг. 4) от него до барабана 21 моталки. Регулировка, предпочтительно, осуществляется по результатам, полученным из контура регулирования по фиг. 6.
Перечень ссылочных позиций
1. металлическая лента
2. барабан моталки
3. шахта моталки
4. направляющий кожух
5. крышка шахты
6. направляющий кожух
7. прижимной ролик
8. прижимной ролик
9. прижимной ролик
10. прижимной ролик
11. передняя кромка металлической ленты 1
12. острие
13. направление
14. выпучина, выпучивание
15. наружный виток
16. рулон
17. острие
18. -
19. -
20. металлическая лента
21. барабан моталки
22. острие
23. участок соударения
24. передняя кромка металлической ленты 20
25. шахта моталки
26. прижимной ролик
27. направляющий кожух
28. направляющий кожух
29. центр вращения
30. головка направляющего кожуха
31. прямая
32. кругообразный контур
33. стрелка
34. рычаг
35. поршневой шток
36. гидроцилиндр
37. стрелка
38. измерительное устройство для определения положения
39. расстояние
40. упор
41. упор
42. кромка
43. расстояние
44. зазор
Реферат
Группа изобретений относится устройству для намотки ленты и способу намотки. Моталка для намотки металлической ленты содержит барабан (21) моталки и по меньшей мере один направляющий кожух (28) с острием (22) для направления металлической ленты (20) вокруг барабана (21) моталки. Острие (22) помещено в направляющий кожух и выполнено с возможностью поворота относительно направляющего кожуха (28). Технический результат заключается в обеспечении оптимизации процесса намотки ленты. 2 н. и 12 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ намотки ленты в рулон и установка для его осуществления
Патенты аналоги
Способ намотки ленты в рулон и установка для его осуществления
Комментарии