Намоточная машина для намотки нескольких рулонов прокатанного материала вокруг одного барабана - RU2668369C2
Код документа: RU2668369C2
Чертежи







Описание
[0001] Данное изобретение относится к намоточной машине для намотки нескольких рулонов прокатанного материала вокруг одного и того же барабана и, в частности, для намотки по меньшей мере двух рулонов прокатанного материала вокруг одного и того же барабана. Данное изобретение относится также к узлу, содержащему установку прокатного стана, управляющего несколькими полосами и соединенного с такой намоточной машиной.
[0002] При прокатке сортового проката небольшого диаметра часовая производительность стана ограничена максимальной выходной скоростью последней прокатной клети, поскольку выход является произведением поперечного сечения сортового проката малого диаметра на скорость прокатной клети.
[0003] В попытке оптимизации процесса прокатки единственной полосы, известные прокатные станы располагались для последовательного обслуживания нескольких намоточных участков, однако так, что может быть обслужен одновременно лишь один намоточный участок, например, посредством переключения устройства, расположенного между прокатным станом и различными намоточными участками. В этой конфигурации, например, прокатывается первая заготовка и образуется соответствующий первый рулон в имеющемся первом намоточном участке; затем происходит переключение на следующий, другой намоточный участок, и прокатывается следующая вторая заготовка с образованием рулона во втором намоточном участке. В это время, образованный в первом намоточном участке первый рулон удаляется, и первый намоточный участок готов для следующего цикла. Однако необходимость по меньшей мере двух намоточных участков, которые работают попеременно, а не одновременно в течение одного цикла, делают эту конфигурацию не эффективной относительно часовой производительности и требуемого пространства с учетом того, что для единственного процесса изготовления полосы все же требуются два намоточных участка.
[0004] В прокатных установках, согласно уровню техники, это ограничение пытаются преодолевать с помощью максимальной выходной скорости при прокатке сортового проката малого диаметра в нескольких параллельных линиях. Таким образом, посредством увеличения в два, три или четыре раза эффективного поперечного сечения за счет управления, соответственно, двумя, тремя или четырьмя линиями при сохранении максимальной выходной скорости, определяемой последней прокатной клетью, общий выход может быть пропорционально увеличен в два, три или четыре раза.
[0005] Однако возникает множество проблем при создании прокатным станом параллельно нескольких параллельных полос. Основной недостаток такой конфигурации состоит в том, что при переключении с единственной прокатной полосы на несколько прокатных полос, оборудование после прокатного стана необходимо адаптировать, так что оно может эффективно справляться с несколькими полосами правильным образом. Например, при прокатке в режиме продольного разделения, единственный пруток разделяется на два прутка в определенный момент процесса прокатки. Полученные два прутка прокатываемого материала можно затем прокатывать параллельно, при этом каждая полоса направляется по отдельности с помощью сухих сквозных подающих каналов к соответствующему намоточному участку с помощью переключательного устройства, расположенного между прокатным станом и различными намоточными участками.
[0006] В любом случае при прокатке в режиме продольного разделения и управлении несколькими параллельными полосами с использованием современной технологии, даже если повышается часовая производительность, необходимо относительно большое количество намоточных участков. Действительно, если даже технология продольного разделения обеспечивает преимущества относительно производительности, то необходимость дополнительного оборудования приводит к потребности большего конструктивного пространства для прокатных станов и намоточных установок.
[0007] В целом можно считать, что количество требуемых намоточных участков может быть в два раза больше количества прокатываемых полос, т.е. четыре намоточных участка в случае прокатки двух полос; шесть намоточных участков в случае прокатки трех полос и т.д.
[0008] Кроме того, сухие сквозные подающие каналы, направляющие каждую из полос к соответствующему намоточному участку, обычно выполнены из чугуна и поэтому являются довольно тяжелыми и объемными. В идеальном случае сухие сквозные подающие каналы содержат легкие изгибы для обеспечения плавного направления полос между последовательными ступенями прокатки, с целью предотвращения не желательной деформации полос в соответствующих резких поворотах. Это ограничение в выполнении прокатных и намоточных установок, естественно, приводит к тому, что требуется относительно большое пространство для размещения сухих сквозных подающих каналов. Поэтому большее количество намоточных участков приводит к значительно большей площади для таких сухих сквозных подающих каналов.
[0009] Соответственно, переналадка прокатной линии в соответствии с конструктивными требованиями современной технологии прокатки с продольным разделением с использованием известных решений все еще является компромиссом между реальной выгодой и окупаемостью инвестиций.
[00010] Таким образом, существует потребность в технологии намотки, которая позволяет использовать уменьшенное количество намоточных участков как в случае прокатки по существу единственной полосы, когда несколько намоточных участков обслуживаются последовательно, каждый в свое время, так и в случае процесса прокатки нескольких полос, когда управление полосами осуществляется параллельно.
[00010] В соответствии с этим, основной целью данного изобретения является создание намоточной машины, которая позволяет значительно уменьшить количество требуемых намоточных участков.
[00012] Кроме того, целью данного изобретения является минимизация количества требуемых намоточных участков, подлежащих соединению с данным прокатным станом, как при работе прокатного стана в соответствии с улучшенным режимом прокатки единственной полосы (т.е., когда несколько отдельных полос последовательно подаются к соответствующим намоточным участкам), так и при создании прокатным станом одновременно нескольких полос (т.е., когда прокатный стан работает в режиме прокатки с продольным разделением, с образованием нескольких параллельных полос).
[00013] Другой целью данного изобретения является создание гибкого решения для управления полосами прокатанного материала, которое обеспечивает, при экономии пространства и минимизации количества намоточных участков, требуемых для собирания прокатанного материала в рулоны, простое переключение между рабочими режимами, такими как, например,
- обычная прокатка единственной полосы;
- улучшенная прокатка единственной полосы, при которой несколько полос последовательно подаются к намоточным участкам;
- прокатка с продольным разделением, при которой несколько полос одновременно подаются к намоточным участкам для параллельной намотки; или
- другие синхронные рабочие режимы.
Данное изобретение обеспечивает возможность переключения между рабочими режимами по существу без необходимости изменения намоточных машин.
[00014] За счет минимизации количества намоточных участков, намоточная машина, согласно данному изобретению, предпочтительно позволяет пропорционально уменьшать общее пространство, занимаемое намоточной машиной и линий распределения прокатанных полос, в соединении с заданным выше по потоку рабочим режимом.
[00015] Такое уменьшение пространства приводит к желаемой экономии ресурсов, как в результате непосредственного уменьшения занимаемого пространства, так и в результате повышения эффективности посредством модификации производственной линии, например, вследствие измененной стратегии производства.
[00016] Эти и другие цели и преимущества данного изобретения достигаются с помощью признаков намоточной машины, согласно пункту 1 формулы изобретения, а также с помощью признаков узла, содержащего установку прокатного стана и намоточную машину, согласно пункту 13 формулы изобретения. Зависимые пункты формулы изобретения содержат дополнительно, в частности, предпочтительные варианты выполнения.
[00017] Более подробное описание целей, признаков и преимуществ данного изобретения приводится ниже на основании специальных вариантов выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - прокатный стан, работающий в режиме единственной полосы и подающий обычным образом полосы прокатанного материала попеременно к первому намоточному участку и ко второму намоточному участку, при этом намоточные участки содержат намоточные машины, согласно уровню техники;
фиг. 2 - прокатный стан, работающий в режиме продольного разделения и подающий обычным образом параллельно несколько полос прокатанного материала поочередно в первый комплект намоточных участков, при этом намоточные участки содержат намоточные машины, согласно уровню техники;
фиг. 3 - обычный барабан в намоточной машине, согласно уровню техники, на виде спереди, с иллюстрацией двух различных конфигураций средств захвата полосы, соответственно, во время образования начальных витков рулона и после образования начальных витков рулона;
фиг. 4 - барабан, согласно фиг. 3, на виде сбоку и сверху, с иллюстрацией того, как обычный распределитель прокатанного материала подает полосу к барабану для намотки в обычной намоточной машине;
фиг. 5 - барабан в намоточной машине, согласно данному изобретению, на виде спереди, с иллюстрацией двух различных конфигураций средств захвата полосы, соответственно, во время образования начальных витков рулона и после выполнения начальных витков рулона;
фиг. 6 - барабан, согласно фиг. 5, на виде сбоку и сверху, с иллюстрацией того, как распределители прокатанного материала подают несколько полос к барабану для намотки в намоточной машине, согласно данному изобретению;
фиг. 7 - барабан, согласно фиг. 5, с иллюстрацией, как барабан может быть, не обязательно, модифицирован для придания конусности на части его наружной поверхности;
фиг. 8 - прокатный стан, работающий в режиме продольного разделения (аналогично прокатному стану на фиг. 2) и подающий параллельно несколько полос прокатанного материала поочередно к первому намоточному участку и ко второму намоточному участку, при этом оба намоточных участка содержат намоточные машины, согласно данному изобретению; при этом на фиг. 8 показано, как намоточные машины, согласно данному изобретению, обеспечивают уменьшение намоточных участков по сравнению с уровнем техники, показанным на фиг. 2;
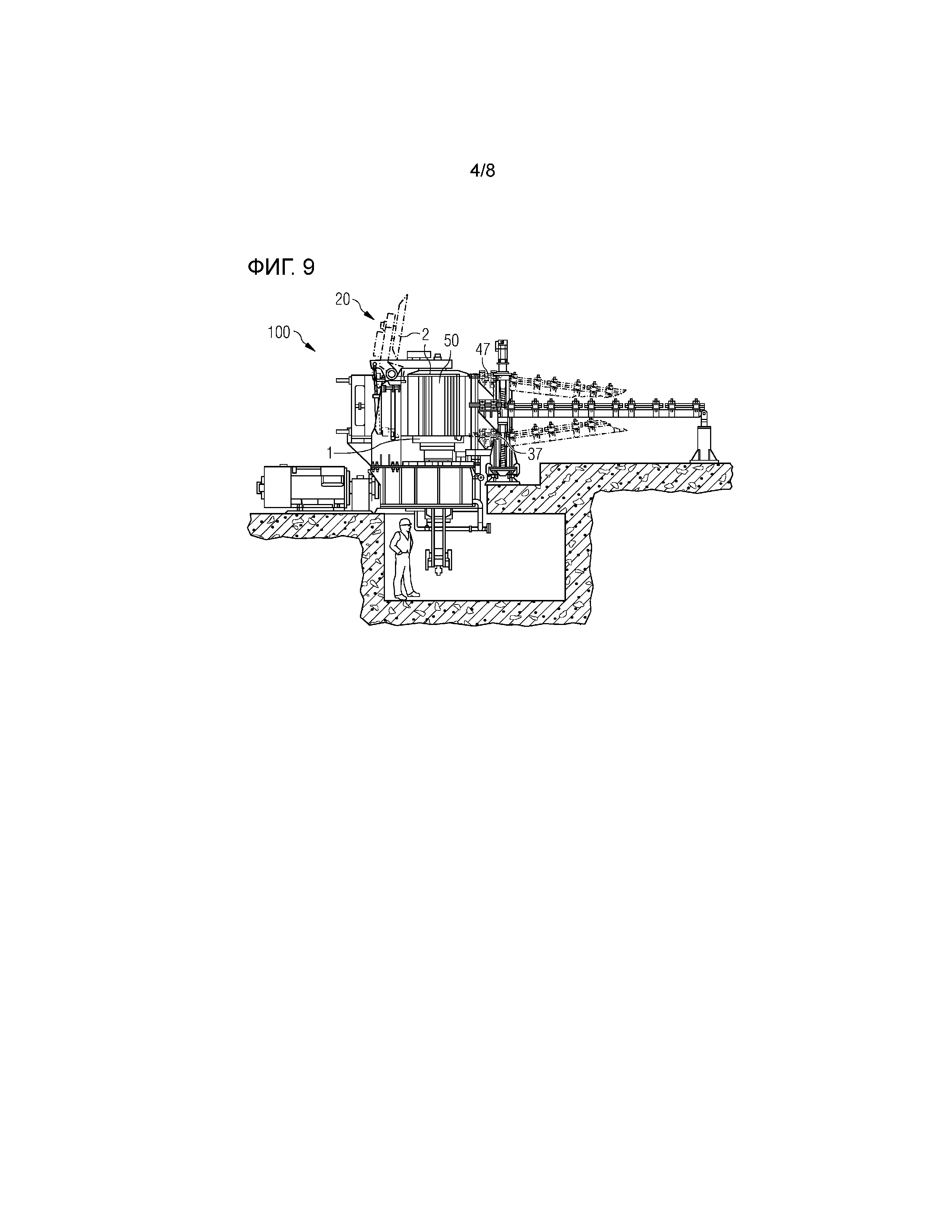
фиг. 9 - намоточная машина, согласно данному изобретению, на виде сбоку;
фиг. 10 - намоточная машина, согласно данному изобретению, на виде спереди;
фиг. 11 - намоточная машина, согласно данному изобретению, на виде сверху;
фиг. 12 - разрез барабана в намоточной машине, согласно данному изобретению, в рабочей конфигурации, соответствующей образованию начальных витков рулона, при этом захватывающие полосу средства частично видны с двумя рулонами в соответствующем процессе захвата;
фиг. 13 - барабан на виде спереди в намоточной машине, согласно данному изобретению, захватные средства которой расположены в рабочей конфигурации, соответствующей более продвинутому состоянию образования витков рулона по сравнению с фиг. 12; или, в качестве альтернативы, соответствующей завершенному или еще не начинавшемуся процессу намотки.
[00018] На фигурах одинаковыми позициями обозначены подобные элементы.
[00019] На фиг. 1-4 показана в качестве примера работа и структура современных намоточных участков, в которых используются намоточные машины, согласно уровню техники, в соединении с известными линиями прокатных станов. Представление процессов намотки, согласно уровню техники, должно помочь пониманию преимуществ, обеспечиваемых данным изобретением.
[00020] На фиг. 1 прокатный стан 150' работает по существу в режиме единственной полосы. За счет предусмотрения переключательного средства С единственная полоса 17' прокатанного материала, созданного из первой заготовки, подается к первому обычному намоточному участку R1. После завершения процесса намотки в первом намоточном участке R1 и образования соответствующего рулона, прокатывается вторая заготовка, и другая одиночная полоса 17' прокатанного материала из этой второй заготовки подается ко второму обычному намоточному участку R2 для образования второго рулона. В это время рулон, образованный в первом намоточном участке R1 удаляется, и вся установка готова для следующего цикла.
[00021] Понятно, что несмотря на предусмотрение переключательного средства С, в этом случае необходимо количество намоточных участков, равное количеству полос, которые наматываются в рулоны, для каждого указанного выше производственного цикла, когда используются обычные намоточные машины.
[00022] Показанная на фиг. 2 прокатная установка, содержащая в качестве примера прокатный стан 150', работающий в режиме продольного разделения, и несколько намоточных участков R1, R2, R3 и R4 с обычными намоточными машинами. Также в этом примере предусмотрено переключательное средство С для подачи полос прокатанного материала.
[00022] Прокатка в режиме продольного разделения включает разделение единственного прутка подлежащего прокатки материала на два прутка в заданной стадии процесса прокатки в прокатном стене. Затем две полосы прокатанного материала прокатываются параллельно, при этом каждая полоса направляется с помощью сухой сквозной системы. Таким образом, в соответствии с работой в режиме продольного разделения, несколько полос прокатанного материала, движущихся параллельно, подаются поочередно к различным комплектам намоточных участков, при этом каждый комплект намоточных участков содержит количество намоточных машин, равное количеству указанных выше нескольких полос прокатанного материала, движущихся параллельно.
[00024] В частности, по сравнению с показанным на фиг. 2 примером, полоса 17R1 и полоса 17R2, движущиеся параллельно, отклоняются с помощью переключательного средства, соответственно, к первому комплекту намоточных участков R1 и R2. Затем в первом участке R1 обычная намоточная машина наматывает первый рулон; в то время как во втором намоточном участке R2 другая обычная намоточная машина наматывает второй рулон. Когда эти два рулона намотаны, то переключательное средство С переключается в другое положение, и другие две полосы 17R3 и 17R4, полученные каждая из одного из двух разделенных продольно прутков, направляются, соответственно, ко второму комплекту намоточных участков R3 и R4, так что процесс намотки может повторяться. В этом время два рулона, образованные в участках R1 и R2, можно удалять. Когда два рулона, образованные в намоточных участках R3 и R4 готовы, то можно повторять цикл производства и намотки.
[00025] Таким образом, также в этой конфигурации необходимо общее количество намоточных участков и тем самым намоточных машин, которое в два раза больше количества полос, движущихся параллельно и подаваемых к соответствующему комплекту намоточных участков при заданном положении переключательного средства С. Таким образом, для двух полос, движущихся параллельно в указанном выше производственном цикле, необходимо в целом четыре намоточные машины. В случае работы прокатного стана в режиме продольного разделения на три, общее количество требуемых намоточных участков в аналогичной конфигурации равно шести.
[00026] Это ограничение, которое в конечном итоге является недостатком, поскольку требуется большое пространство, и связанная с этим высокая стоимость связаны со структурой обычных намоточных машин, которые показаны в качестве примера на фиг. 3 и 4.
[00027] Намоточная машина, согласно уровню техники, обычно содержит барабан 50', который приводится во вращение вокруг оси r вращения посредством включения приводного двигателя. Намоточная машина содержит также обычно базовый фланец 1', выполненный интегрально с барабаном 50'.
[00028] Базовый фланец 1' взаимодействует с захватными средствами 30' для закрепления конца полосы 17' во время предварительного процесса захвата полосы при образовании начальных витков рулона вокруг барабана 50'. Обычно захватные средства 30' имеют вид захватной выемки 6' в базовом фланце 1' и пары щитков 9', шарнирно соединенных с намоточной машиной. Щитки 9' установлены с возможностью перемещения между открытым положением и закрытым положением. В открытом положении, изображенном штриховыми линиями, щитки 9' оставляют захватную выемку 6' не закрытой во время основного процесса намотки, следующего за образованием начальных витков рулона. В закрытом положении, изображенном сплошными линиями, щитки 9' закрывают захватную выемку 6' с образованием закрытого прохода для полосы 17', так что конец полосы 17' остается закрепленным в захватной выемке 6' во время предварительного процесса захвата при образовании начальных витков рулона. Поэтому в закрытом положении щитки 9' вдавливают прокатанный материал, приходящий от стержневого распределителя 37', в выемку 6', пока не образуется по меньшей мере один или два витка рулона. После этого щитки 9' отходят от базового фланца 1'. На этой стадии распределитель 37' начинает движение вверх и вниз параллельно оси r барабана 50', как показано в качестве примера на фиг. 4 на виде сбоку, с целью распределения полосы 17', образующей слои рулона; после завершения одного слоя, распределитель 37' перемещается в боковом направлении для образования следующего слоя рулона, как показано на фиг. 4 на виде сверху. Процесс повторяется, пока вся прокатанная полоса 17' не будет намотана в рулон на барабане 50'. Затем подвижный верхний фланец 2' поднимается вверх для извлечения образованного рулона.
[00029] Данное изобретение схематично представлено на фиг. 5 и 6, на которых показан барабан 50 намоточной машины 100, согласно данному изобретению.
[00030] Намоточная машина, согласно данному изобретению, содержит базовый фланец 1.
[00031] Предпочтительно, намоточная машина, согласно данному изобретению, дополнительно содержит подвижный закрывающий фланец 20, позволяющий удалять рулоны с барабана 50 после намотки прокатанного материала в рулоны.
[00032] В одном предпочтительном варианте выполнения данного изобретения указанный базовый фланец 1 образует первую захватную выемку 6, которая предназначена для размещения конца первой полосы. Такая первая захватная выемка 6 предназначена для крепления конца первой полосы 17 во время предварительного процесса захвата при образовании начальных витков рулона.
[00033] Намоточная машина, согласно данному изобретению, дополнительно содержит первую крышку 9 или, возможно, несколько крышек 9. Крышка 9 закреплена предпочтительно с возможностью движения на корпусе намоточной машины 100, например, с помощью шарнирного механизма. Как показано на фиг. 10 и 13, относящихся к предпочтительному варианту выполнения данного изобретения, крышки 9 могут быть установлены с возможностью поворота на рычагах 11 намоточной машины 100.
[00034] Таким образом, крышка 9 подвижна между открытым положением, оставляющим первую захватную выемку 6 открытой, и закрытым положением, в котором она закрывает первую захватную выемку 6 с образованием закрытого прохода для конца первой полосы 17. Крышка 9 находится в открытом положении после образования начальных витков рулона, в то время как она находится в закрытом положении во время образования начальных витков рулона, когда требуется крепкий захват полосы 17.
[00035] В особенно предпочтительном варианте выполнения указанная первая захватная выемка 6 выполнена интегрально с базовым фланцем 1. Поэтому первая захватная выемка 6 может быть желобком или канавкой в поверхности базового фланца 1 на интегральной с ним поверхности.
[00036] Дополнительно к указанным выше компонентам и в отличие от обычной намоточной машины, намоточная машина 100, согласно данному изобретению содержит по меньшей мере один второй захватный элемент 2 для закрепления конца других полос или в любом случае по меньшей мере одной другой полосы, такой как полоса 27, во время предварительного процесса захвата во время образования начальных витков соответствующих других рулонов.
[00037] Каждый второй захватный элемент 2 предпочтительно задает соответствующую вторую захватную выемку 4.
[00038] В одном предпочтительном варианте выполнения указанный выше подвижный закрывающий фланец 20 содержит или является указанным вторым захватным элементом 2.
[00039] Намоточная машина 100, согласно данному изобретению, содержит также соответствующие другие крышки, которые подвижны между открытым положением, оставляющим указанную другую захватную выемку открытой, и закрытым положением, в котором они закрывают другие захватные выемки для образования соответствующих захватных проходов для конца указанных других полос.
[00040] За счет этого первую полосу 17 вместе с другими полосами, такими как полоса 27, можно наматывать с образованием соответствующих первого и второго рулонов на общем барабане 50. Таким образом, данное изобретение позволяет создавать несколько рулонов на общем барабане 50.
[00041] В одном возможном варианте выполнения указанный второй захватный элемент 2 на подвижном закрывающем фланце 20 содержит единственную другую захватную выемку 4; и соответствующая другая крышка 8 или крышки 8 подвижны между закрытым положением, оставляющим открытой другую захватную выемку 4, и закрытым положением, в котором она закрывает указанную другую захватную выемку 4 для образования захватного прохода для конца другой полосы 27. Такая конфигурация является идеальной для намотки первой полосы 17 и второй полосы 27 в два соответствующих рулона на общем барабане 50. Функцией указанной крышки 8 является в основном удерживание полосы 27 прокатанного материала и вдавливания ее в другую захватную выемку 4, действующую в качестве удерживающей стенки.
[00042] Другая захватная выемка 4 предпочтительно выполнена интегрально с подвижным закрывающим фланцем 20 в виде указанного второго элемента 2. В частности, другая захватная выемка 4 может быть желобком или канавкой или зубцами в подвижном закрывающем фланце 20, в частности, круговой или окружной канавкой или желобком на поверхности подвижного закрывающего фланца 20. Предпочтительно, другая закрывающая выемка находится на поверхности подвижного закрывающего фланца 20, обращенной к барабану 50. Второй элемент 2 может иметь форму диска, который может быть выполнен интегрально с подвижным закрывающим фланцем 20. В других вариантах выполнения такой желобок или канавка 4 может находиться в другом элементе намоточной машины, например, может быть непосредственно интегрирована в барабан или в другое захватное средство, которое находится в зацеплении с барабаном, даже лишь временно, для предварительной фазы намотки, направленной на закрепление полос на барабане.
[00043] Предпочтительно, в выемки 4, 6 введена противоизносная вставка и установлена интегрально с соответствующими фланцами 20 и 1, с целью защиты фланцев от нагревания и трения прокатанных полос. Такая противоизносная вставка может быть заменена после некоторого количества процессов намотки и предпочтительно имеет форму, которая улучшает удерживание полос в начальных стадиях намотки.
[00044] На фиг. 9-13 показан более детально намоточный участок, содержащий вариант выполнения намоточной машины 100, согласно данному изобретению. Предлагаемая конфигурация оптимирована для намотки двух рулонов, подаваемых соответствующими распределителями 37, 47 полосы, на одном общем барабане 50.
[00045] Однако для специалистов в данной области техники на основании знания идеи данного изобретения понятно, что за счет модификации возможна намотка более двух полос на один и тот же барабан 50 и/или намотка нескольких рулонов на один и тот же барабан 50 с использованием лишь одного распределителя полос. В последнем случае даже один распределитель полос, расположенный соответствующим образом, может быть достаточным при последовательной подаче, в последовательные промежутки времени, нескольких полос на различной высоте барабана 50.
[00046] Показанный на фиг. 9-13 частный вариант выполнения является намоточной машиной 100 для намотки нескольких полос прокатанного материала вокруг барабана в рулоны, содержащей:
- базовый фланец 1, содержащий первую захватную выемку 6;
- подвижный закрывающий фланец 20, позволяющий удалять рулоны с барабана 50 после намотки прокатанного материала в рулоны;
- первый распределитель 37 прокатанного материала, подающий первую полосу 17 прокатанного материала в первую захватную выемку 6;
- первую пару щитков 9, которые установлены подвижно между открытым положением, оставляющим указанную первую захватную выемку 6 открытой, и закрытым положением, в котором они закрывают первую захватную выемку 6 с образованием закрытого прохода для первой полосы 17, так что конец такой первой полосы 17 остается закрепленным в первой захватной выемке 6 во время процесса предварительного захвата при образовании начальных витков рулона;
и дополнительно содержащей:
- вторую захватную выемку 4 на подвижном закрывающем фланце 20;
- второй распределитель 47 прокатанного материала, подающий вторую полосу 27 прокатанного материала во вторую захватную выемку 4;
- вторую пару щитков 8, которые установлены подвижно между открытым положением, оставляющим указанную вторую захватную выемку 4 открытой, и закрытым положением, в котором они закрывают вторую захватную выемку 4 с образованием закрытого прохода для второй полосы 27, так что конец такой второй полосы 27 остается закрепленным во второй захватной выемке 4 во время процесса предварительного захвата при образовании начальных витков рулона.
[00047] В случае конфигурации прокатного стана и намоточной установки, способных управлять парами полос, таких как 17, 27 или 17а, 27а или 17b, 27b, каждая намоточная машина, согласно данному изобретению, обеспечивает возможность приема каждой из этих пар полос на единственном барабане 50 или 50а или 50b намоточной машины с образованием пары соответствующих рулонов.
[00048] Таким образом, как показано схематично на фиг. 5 и 6 и с учетом намотки точно одного первого рулона и одного второго рулона на одном барабане 50, второй распределитель 47 установлен с возможностью перемещения относительно барабана 50, так что второй рулон предпочтительно образуется посредством намотки второй полосы 27 вокруг соответствующей второй намоточной части Н27 барабана 50, проходящей от второго элемента 2 по существу до половины h длины барабана 50 вдоль его оси r. Аналогичным образом, первый распределитель 37 установлен с возможностью перемещения относительно барабана 50, так что первый рулон предпочтительно образуется посредством намотки первой полосы 17 вокруг соответствующей первой намоточной части Н17 барабана 50, проходящей от базового элемента 1 по существу до половины h длины барабана 50 вдоль его оси r.
[00049] В показанной на фиг. 8 схеме указанный выше комплект применяется в производственной установке, содержащей прокатный стан 150, работающий в режиме продольного разделения, и при этом предусмотрено переключательное средство С для отклонения полос прокатанного материала. Таким образом, становится очевидным преимущество, обеспечиваемое с помощью намоточной машины, согласно данному изобретению, по сравнению с намоточной машиной, согласно уровню техники, такой как используется в производственной установке, показанной на фиг. 2.
[00050] Действительно, как показано на фиг. 8, предусмотрены намоточные машины 100а, 100b, согласно данному изобретению. Для каждой из этих намоточных машин 100а, 100b образуется второй рулон посредством намотки второй полосы 27а, 27b вокруг соответствующей второй намоточной части Н27 соответствующего барабана 50а, 50b, проходящей от соответствующего подвижного закрывающего фланца 20 до по существу половины h длины соответствующего барабана 50а, 50b вдоль оси r; в то время как первый рулон предпочтительно образуется посредством намотки первой полосы 17а, 17b вокруг соответствующей первой намоточной части Н17 соответствующего барабана 50а, 50b, проходящей от базового элемента 1 до по существу половины h длины соответствующего барабана 50а, 50b вдоль его оси r.
[00051] Несколько рулонов могут быть образованы на одном и том же барабане 50 с помощью намоточных машин, согласно данному изобретению, одновременно в одно и то же время или последовательно.
[00052] Крышки, взаимодействующие с захватными выемками для крепления полос, могут быть щитками 8, 9, предпочтительно расположенными в соответствующих парах щитков. Щитки 8, 9 могут проходить так, что они закрывают по существу всю длину соответствующей захватной выемки 4, 6, или же они могут закрывать выемку лишь частично настолько, что обеспечивается крепление полос в выемках во время процесса предварительной намотки. Щитки 8, 9 могут также перекрываться со всей обращенной к барабану поверхностью соответствующего второго элемента 2 и первого фланца 1, или же они могут частично перекрываться с первым фланцем 1.
[00053] На фиг. 5 щитки 8, 9, изображенные сплошными линиями, развернуты в рабочую конфигурацию, соответствующую образованию начальных витков рулона.
[00054] На фиг. 13 щитки 8, 9 развернуты в рабочую конфигурацию, соответствующую продвинутой стадии образования витков рулона; или, в качестве альтернативы, соответствующую завершенному или еще не начавшемуся процессу намотки. На фиг. 13 подчеркивается также относительное перемещение щитков. Щитки 8, 9 могут перемещаться относительно друг друга, например, поворачиваться вокруг рычагов 11 намоточной машины 100, без создания помех друг другу. Поэтому щитки 8, 9 выполнены так, чтобы не создавать помех друг другу при одновременном нахождении в открытом положении, так что процесс захвата первой полосы, такой как полоса 17 или 17а или 17b не зависит от процесса захвата другой полосы, такой как полоса 27 или 27а или 27b. На фиг. 12, где щитки не изображены, показаны первая полоса 17 и вторая полоса 27, захваченные в соответствующих захватных выемках 6, 4, в рабочей конфигурации, следующей непосредственно после предварительного образования начальных витков рулонов, когда щитки удерживали полосы 17 и 27 в выемках посредством закрывания выемок с образованием закрытых проходов.
[00055] Как указывалось выше, можно также применять идеи данного изобретения в производственной установке с использованием поочередно лишь одного распределителя прокатанного материала для подачи нескольких полос прокатанного материала в захватные выемки 6, 4, так что эти полосы наматываются с образованием соответствующего множества рулонов на одном и том же барабане 50. В этом случае распределитель должен подавать одну полосу за раз в соответствующую выемку в последовательности рабочих операций посредством крепления и намотки каждого рулона. Для обеспечения этого распределитель должен быть установлен с возможностью перемещения относительно барабана, с целью достижения последовательно положений, которые позволяют последовательно подавать соответствующие полосы. В этой конфигурации можно использовать распределитель 37 или распределитель 47.
[00056] Однако на фиг. 9 и 11 показан вариант выполнения данного изобретения, в котором первый распределитель 37 прокатанного материала подает первую полосу 17 прокатанного материала в первую захватную выемку 6; и второй распределитель 47 прокатанного материала подает вторую полосу 27 прокатанного материала во вторую захватную выемку 4 для намотки двух соответствующих рулонов на общем барабане 50.
[00057] Соответственно, как показано на фиг. 8, намоточные машины 100а, 100b содержат распределители 37 прокатанного материала, подающие соответствующую первую полосу 17а, 17b прокатанного материала в первую захватную выемку 6, и дополнительно содержат другие распределители 47 прокатанного материала, подающие соответствующую другую полосу 27а, 27b прокатанного материала в другую захватную выемку 4.
[00058] Распределители 37, 47 могут перемещаться независимо друг от друга. В результате соответствующие рулоны, образуемые на указанном общем барабане 50, можно образовывать независимо друг от друга.
[00059] Распределители 37, 47 могут быть расположены друг над другом, с целью исключения помех процессам намотки.
[00060] Распределители 37, 47 могут перемещаться по существу параллельно продольной оси r барабана 50 с перекрытием соответствующих частей этого общего барабана для образования последовательных слоев соответствующих рулонов.
[00061] Таким образом, в случае двух распределителей 37, 47, подающих две соответствующие полосы 17, 27, во время всего процесса намотки рулонов первый распределитель 37 проходит над соответствующей первой намоточной частью Н17 барабана 50 для образования последовательных слоев первого рулона, и аналогичным образом, второй распределитель 47 проходит над соответствующей второй намоточной частью Н27 барабана 50 для образования последовательных слоев второго рулона.
[00062] Распределители 37, 47 также подвижны в стороны относительно барабана 50, предпочтительно в плоскости, по существу перпендикулярной продольной оси r барабана 50.
[00063] Как показано на фиг. 6 и 9, первый распределитель 37 подает первую полосу 17 от минимального диаметра внутреннего слоя до максимального диаметра наружного слоя первого рулона, в то время как второй распределитель 47 подает вторую полосу 27 от минимального диаметра внутреннего слоя до максимального диаметра наружного слоя второго рулона.
[00064] После завершения намотки рулоны на одном и том же 50 извлекаются после открывания подвижного закрывающего фланца 20, предпочтительно один за другим по мере выполнения, а затем связываются вместе.
[00065] Предпочтительно, барабан 50 намоточной машины, согласно данному изобретению, выполнен коническим на своем конце, ближайшем к подвижному закрывающему фланцу 20, как показано на фиг. 7. Такая коническая конструкция предотвращает сползанию вниз по барабану образованного или образуемого рулона в верхней намоточной части Н27 и тем самым созданию помех для рулона, образованного или образуемого в нижней намоточной части Н17.
Реферат
Группа изобретений относится к области намоточного оборудования и может применяться для намотки прокатанного материала, такого как пруток, брус, проволока или т.п., вокруг барабана в рулоны. Намоточная машина для намотки полос прокатанного материала содержит барабан, задающий первую захватную выемку, базовый фланец, первую крышку, задающий вторую захватную выемку элемент и вторую крышку. Первая и вторая крышки выполнены подвижными между открытым и закрытым положениями. В открытом положении крышки оставляют захватные выемки открытыми. В закрытом положении крышки закрывают захватные выемки. Обеспечивается возможность сокращения необходимых намоточных участков. 2 н. и 9 з.п. ф-лы, 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Моталка для металлической катанки или тянутой проволоки и (или) прутка с надежным закреплением
Комментарии