Устройство для соединения стальных труб с внутренними облицовками из пластмассы - RU2451860C2
Код документа: RU2451860C2
Чертежи

Описание
Область изобретения
[0001] Настоящее изобретение относится к изготовлению стальных труб, облицованных изнутри облицовками из пластмассы, в частности, к устройству и способу соединения стальных труб с внутренними облицовками из пластмассы.
Предпосылки изобретения
[0002] Стальные трубы, облицованные изнутри облицовками из пластмассы - это новый материал для подачи воды в зданиях, который служит заменой трубам, изготовленным только из пластмассы, благодаря коррозионноустойчивой внутренней стороне и высокой прочности за счет наружной стали, который становится все более и более популярным на рынке. Некоторые из обычных стальных труб соединяют с их внутренними облицовками из пластмассы, используя электрическую энергию, нефтепродукты, газ или природный газ для нагрева стальных труб и нагрева облицовок из пластмассы путем передачи тепла от стальных труб в облицовки из пластмассы. Тепло создают, используя электрическую энергию, нефтепродукты, газ или природный газ, и переносят потоком воздуха для нагрева труб непосредственно горячим воздухом. Это приводит к неравномерному нагреванию и слабому сцеплению стальной трубы с ее облицовкой или плохому сцеплению в некоторых частях, что в свою очередь обычно приводит к отрыву облицовки от стальной трубы после расширения и сжатия из-за разницы температуры и к несовпадению концов стальной трубы с концами облицовки из пластмассы, что приводит к сжатию облицовки из пластмассы, и, как следствие, качество стальной трубы с внутренней облицовкой из пластмассы не является оптимальным. Другие стальные трубы с внутренними облицовками из пластмассы изготавливают путем сцепления облицовок из пластмассы с внутренними сторонами стальных труб клеем или вяжущим, как описано, например, в WO 2004/011231.
[0003] Любой известный процесс изготовления комбинированных труб из стали и пластмассы является весьма трудоемким, не оснащен соответствующим оборудованием с ЧПУ или транспортировочными устройствами и не находится в оптимальном состоянии с точки зрения мехатроники, и, следовательно, требует тяжелого труда, недостатками которого являются также низкая точность управления и высокий процент брака. Кроме того, при разной температуре окружающей среды и/или разной влажности окружающей среды изделия со стальными трубами с разными техническими характеристиками или разной толщиной стенок или с внутренними облицовками из разной пластмассы изготовить невозможно.
Краткое описание изобретения
[0004] Целью изобретения является создание устройства и способа изготовления стальных труб, облицованных изнутри облицовками из пластмассы, которые решат вышеупомянутые проблемы известного уровня техники, и посредством которых стальные трубы, облицованные изнутри облицовками из пластмассы, будут изготавливаться с низкой трудоемкостью, высоким качеством, низким процентом брака и высокой выработкой.
[0005] Г-н Чжан Минвей (Zhang Mingwei), автор и заявитель настоящего изобретения, в ходе долговременной практики и исследований обнаружил, что хорошего сцепления между облицовками и стальными трубами можно добиться, если вместо электрической энергии, нефтепродуктов, газа или природного газа в качестве источника тепла для соединения стальных труб с внутренними облицовками использовать пар. Во-первых, пар нагревает трубы на наружном слое. Результатом этого является не только упрощение с точки зрения технологии, но и более равномерное нагревание и прижатие, и лучший эффект по сравнению с нагреванием посредством электрической энергии высокой частоты и потока горячего воздуха или повышения давления в трубе с помощью воды, как в известных технических решениях. Результаты испытаний показали, что стальная труба, облицованная изнутри облицовками из пластмассы и изготовленная таким образом, существенно улучшена в части стойкости и долговечности.
[0006] Еще одно преимущество настоящего изобретения заключается в том, что оно позволяет использовать отработанный пар промышленных предприятий и, таким образом, способствует экономии энергии и снижению выброса отработавших газов, а также снижению издержек производства. Специалисту в данной отрасли техники ясно, что нагревание посредством пара экономичнее и практичнее, чем непосредственное нагревание трубы или нагревание и повышение давления посредством воды. Настоящее изобретение позволяет изготавливать комбинированные трубы из стали и пластмассы, пользуясь преимуществами устройства с ЧПУ и современного транспортирующего устройства, реализовать программное управление и диалог между компьютером и человеком, уменьшить трудоемкость за счет новейшей технологии, повысить точность изготовления и снизить процент брака, и особенно обеспечивает управление температурой и давлением приблизительно в соответствии с данными испытаний и теоретическим анализом облицовок из пластмассы, благодаря чему облицовки из пластмассы размягчаются в степени, наиболее подходящей для сцепления, и при этом без повреждения материала, и обеспечивает управление давлением пара в такой степени при соответствующей температуре и соответствующем размягчении облицовок, чтобы обеспечить сцепление стали и пластмассы без ухудшения качества труб.
[0007] Кроме того, г-н Чжан Минвей установил, что пар для нагревания с целью сцепления комбинированных труб из стали и пластмассы можно использовать в циркуляционной системе. Это не только способствует экономии энергии и снижению потребления энергоносителей, но и стабилизирует подачу тепла, что в свою очередь повышает качество и снижает процент брака изделий и, кроме того, дополнительно способствует экономии энергии и снижению выбросов. Г-н Чжан не только нашел эти технические решения, но и тщательно разрешил трудности в этих решениях путем ряда экспериментов. Благодаря ряду измерений, таких, как перегрев регенерированного пара и управление температурой, влажностью, давлением и подобными параметрами в нескольких точках в реальном масштабе времени, удалось воплотить на практике и усовершенствовать эту современную концепцию производства комбинированных труб из стали и пластмассы с использованием циркулирующего пара, которая лежит в основе решения в соответствии с предлагаемыми способом и устройством, которое обеспечивает качественный прорыв в области производства стальных труб, объединенных с внутренними облицовками из пластмассы.
[0008] Предлагается способ соединения стальных труб с внутренними облицовками из пластмассы посредством нагревания и прижима паром, включающий следующие стадии:
[0009] стадию, на которой проводят испытание труб, в которые вставили облицовки, на воздухонепроницаемость;
[0010] стадию, на которой трубы, которые прошли указанное испытание, транспортируют в камеру для теплового соединения стальных труб с их облицовками с последующими запиранием и уплотнением двери камеры для теплового соединения;
[0011] стадию, на которой включают выключатели соответствующих контуров электрических цепей и контуров текучей среды в соответствии с требованиями технологического процесса для непрерывной подачи циркулирующего пара в камеру для теплового соединения и повышения температуры и давления внутри труб;
[0012] стадию, на которой управляют параметрами технологического процесса в соответствии с заданной последовательностью технологических операций посредством системы управления и осуществляют весь технологический процесс в соответствии с заданной последовательностью технологических операций, включая предварительный нагрев, повышение температуры, поддержание постоянной температуры и стабилизацию давления;
[0013] стадию, на которой давление в камере для теплового соединения понижают, и камеру для теплового соединения разгружают в соответствующий момент времени в соответствии с последовательностью технологических операций, а затем открывают двери, чтобы извлечь трубы из камеры для теплового соединения;
[0014] стадию, на которой трубы транспортируют на станцию охлаждения для их охлаждения и формования в соответствии с заданной последовательностью технологических операций;
[0015] стадию, на которой трубы извлекают из станции охлаждения в соответствии с последовательностью технологических операций.
[0016] Указанную стадию, на которой повышают давление внутри труб, могут осуществлять посредством заполнения труб паром, преимуществом чего является простота с точки зрения технологического процесса и конструкции. Предпочтительно, однако, трубы заполняют газом, что не только снижает потребление пара, но и способствует созданию разницы температур между внутренней и наружной сторонами облицовок из пластмассы, т.е. внутренняя сторона облицовок из пластмассы, для которой не нужно сцепление, имеет более низкую температуру и, следовательно, меньше размягчается и меньше повреждается.
[0017] Предпочтительно, для транспортировки указанных труб в указанном технологическом процессе используют транспортировочное устройство. То есть, для укладки труб, в которые вставили облицовки из пластмассы, на транспортировочное устройство и жесткого закрепления их перед указанной стадией, на которой трубы транспортируют в камеру для теплового соединения, причем все транспортировочное устройство, несущее трубы, перемещают в камеру для теплового соединения и перемещают из камеры для теплового соединения вместе с трубами на стадии, на которой трубы извлекают из камеры для теплового соединения, и, таким образом, трубы можно обрабатывать партиями.
[0018] Предпочтительно, для контроля и управления указанными стадиями осуществления всего технологического процесса в соответствии с заданной последовательностью технологических операций используют индикаторные приборы.
[0019] Предпочтительно, дверь камеры для теплового соединения стали и пластмассы после того, как давление в паровой камере понизят, открывать не будут, и камеру выгружать не будут, пока не прозвучит предупредительный сигнал.
[0020] Предпочтительно, в число указанных параметров технологического процесса включают скорость на входе и/или расход и/или время и/или температуру и/или давления пара и/или давления сжатого воздуха. Предпочтительно, в указанные давление и температуру включают не только давление и температуру в камере для теплового соединения, но и давление и температуру в трубах.
[0021] Предпочтительно, на стадии, на которой управляют технологическими параметрами в соответствии с заданной последовательностью технологических операций, размеры в зависимости от технических характеристик и/или толщины и/или партии изготовления труб и/или холодной воды (или горячей воды) вводят в ответ на запрос, отображаемый на дисплее компьютера, а также температуру окружающей среды и/или влажность окружающей среды при осуществлении технологического процесса, и технические характеристики и норму пластмассы, и технические характеристики и норму клея. Эти параметры предпочтительно вводят в режиме человеко-машинного диалога. Каждый параметр, который был задан в соответствии с технологическим процессом, такой, как скорость на входе, расход, время, температура, давление пара и давление сжатого воздуха, на протяжении всего технологического процесса автоматически обнаруживается в многофункциональной камере для теплового соединения и автоматически корректируется посредством исполнительного контроллера для приведения фактических технических параметров в соответствие с заданными техническими параметрами технологического процесса.
[0022] Предпочтительно, посредством указанной системы управления автоматически регистрируют и запоминают различные технические параметры на протяжении технологического процесса и/или строят графики технических параметров и выполняют функции копирования, поиска и извлечения данных.
[0023] Предпочтительно, стадию, на которой осуществляют охлаждение и формование, осуществляют путем водяного охлаждения.
[0024] Преимущество водяного охлаждения, например, распыление циркулирующей воды или пропитывание водой, заключается в быстроте и равномерности.
[0025] Альтернативно, вместо водяного охлаждения можно использовать газовое охлаждение, преимуществами которого являются простота и дешевизна, или сочетание водяного и газового охлаждения, предпочтительнее, система водяного охлаждения имеет регенерируемую и циркуляционную воду.
[0026] Предпочтительно, в технологическом процессе производства комбинированных труб из стали и пластмассы в циркуляционную систему подают пар. Особенно предпочтительно, пар перегревают в контуре для циркулирующей подачи пара, чтобы поддерживать технологические параметры устойчивыми, особенно в зависимости от потребности в дополнительном тепле, выявленной в технологическом процессе, чтобы достичь температуры и давления, необходимых для производства комбинированных труб из стали и пластмассы. Кроме того, в циркуляционный контур пара могут добавлять свежий пар. Иными словами, предусматривают источник свежего пара, который либо представляет собой парогенератор, либо использует подаваемый по трубам технический пар, например, пар электростанции или химического завода. Указанные перегрев пара или добавление свежего пара предусматривают либо отдельно, либо вместе, т.е. заполняют камеру для теплового соединения стали и пластмассы как свежим паром, так и регенерированным паром, который перегревают путем перегрева, для компенсации пара при производстве комбинированных труб из стали и пластмассы. Кроме того, система циркуляции пара содержит накопитель пара, в котором хранится регенерированный и перегретый пар из перегревающей печи и свежий пар из источника свежего пара, а затем пар, который хранят в накопителе, подают в камеру для теплового соединения.
[0027] Исходя из вышеописанного способа, еще одной целью настоящего изобретения является устройство для осуществления указанного способа и изготовления комбинированных труб из стали и пластмассы, разработанное г-ном Чжан Минвей. В соответствии с базовым решением предлагаемого устройства, оно содержит устройство для транспортирования труб, устройство для теплового соединения стали и пластмассы, систему циркуляции пара, устройство для охлаждения и формования и соответствующие соединительные трубопроводы. Указанное устройство для теплового соединения содержит средства для заполнения паром и для прикладывания давления внутри труб. Предпочтительно, указанное прикладывание давления внутри труб осуществляется путем подачи в трубы воздуха или иного газа, например пара.
[0028] Предпочтительно, в предлагаемом устройстве имеется устройство управления, предназначенное для того, чтобы избежать трудоемкого процесса и изготавливать комбинированные трубы из стали и пластмассы высокого качества, с низким процентом брака и высокой выработкой при менее трудоемкой работе.
[0029] Предпочтительно, транспортировочное устройство для труб представляет собой многофункциональную (пневматическую, или гидравлическую, или динамоэлектрическую) транспортировочную тележку.
[0030] Предпочтительно, устройство для теплового соединения стали и пластмассы имеет многофункциональную камеру (т.е. позволяющую осуществлять прямой или непрямой процесс; прямой процесс означает непосредственный нагрев пара, а непрямой процесс означает, что пар нагревается путем излучения) для теплового соединения, благодаря чему пользователь имеет больше выборов.
[0031] Предпочтительно, система циркуляции пара содержит систему для циркулирующей подачи пара и устройство перегрева пара и/или систему добавления пара, которые непрерывно подают повторно используемый нагревающий пар в зависимости от давления и потребности тепла в реальном масштабе времени и под управлением системы управления.
[0032] Указанное устройство для охлаждения и формования предпочтительно использует устройство распыления циркулирующей воды. В качестве устройства для охлаждения могут также использоваться намачивание водой, газ или сочетание газа и воды. Предпочтительно, оно имеет систему для регенерации и циркуляции воды и устройство управления.
[0033] Указанная система управления предпочтительно представляет собой систему автоматического управления, которая имеет устройства контроля, индикаторные приборы, средства для ввода данных и управляющее устройство.
[0034] Указанное управляющее устройство предпочтительно представляет собой устройство с ЧПУ.
[0035] Предпочтительно, управляющее устройство оснащено соответствующими датчиками, которые, по меньшей мере, включают датчики в камере для теплового соединения, обнаруживающие различные параметры в реальном масштабе времени. Предпочтительно, указанные датчики равномерно расположены в камере соединения стали и пластмассы и, предпочтительно, в таком количестве, чтобы гарантировать оптимальное регулирование различных параметров, таких как скорость на входе, расход, время, температура и давление пара и давление сжатого воздуха, в технологическом процессе производства комбинированных труб из стали и пластмассы. Каждый технический параметр в многофункциональной камере соединения автоматически обнаруживается на протяжении всего технологического процесса и автоматически регулируется исполнительным контроллером в соответствии с заданными параметрами технологического процесса до фактических параметров в соответствии с заданными.
[0036] Предпочтительно, указанная система управления автоматически регистрирует и запоминает различные технические параметры на протяжении технологического процесса и/или строит графики технических параметров и выполняет функции копирования, поиска и извлечения данных.
[0037] Параметры технологического процесса, вводимые с помощью указанного вводного средства, включают скорость на входе, и/или расход, и/или время, и/или температуру, и/или давление пара, и/или давление сжатого воздуха.
[0038] Указанное управляющее устройство содержит терморегулятор, и/или регулятор давления, и/или клапанный регулятор газа, и/или клапанный регулятор пара, и/или регулятор разницы времени.
[0039] Указанное транспортировочное устройство содержит запирающее средство, предназначенное для размещения, уплотнения и запирания труб в устройстве.
[0040] Каждый и/или каждое из описанных выше предпочтительных или альтернативных отличительных признаков и/или решений в способе или устройстве для изготовления комбинированных труб из стали и пластмассы и их любое сочетание относятся ко всему решению по настоящему изобретению. Хотя эти решения каждое в отдельности не описаны, специалисту в данной области техники после прочтения настоящего описания легко воплотить на практике решения, состоящие из любого сочетания этих отличительных признаков и/или решений, причем объединение этих отличительных признаков в предлагаемые решения было не очевидным до настоящего изобретения, которое, фактически, является плодом исследований и испытаний, на которые у г-на Чжан ушло несколько лет.
[0041] В заключение, предлагаемые способ и устройство являют собой огромный прогресс в области теплового соединения стали и пластмассы, который дает в результате значительное повышение стойкости объединения стальных и пластмассовых труб и снижение процента брака, снижение потребления энергии и трудоемкости и, особенно, решение проблемы, заключающейся в том, что при разной температуре окружающей среды и/или разной влажности окружающей среды изделия со стальными трубами с разными техническими характеристиками или разной толщиной стенок или с внутренними облицовками из разной пластмассы изготовить невозможно.
Описание графического материала
[0042] На фиг.1А схематически показаны структура и последовательность технологических операций однодверного устройства для производства комбинированных труб из стали и пластмассы в соответствии с одним предпочтительным вариантом осуществления.
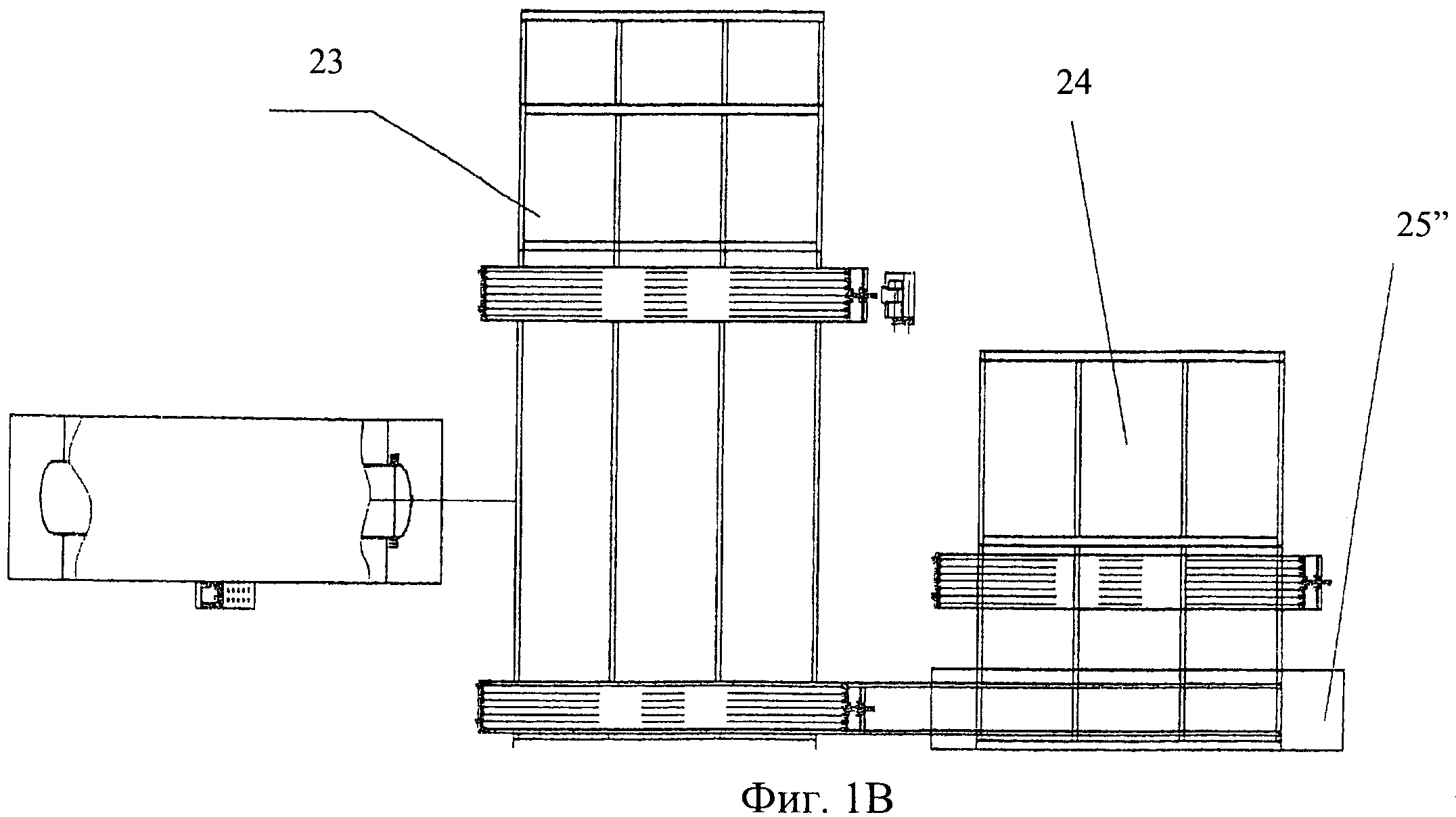
[0043] На фиг.1В показано устройство, показанное на фиг.1, в позиции загрузки труб 23, позиции выгрузки труб 24 и позиции охлаждения 25".
[0044] На фиг.2 схематически показаны структура и последовательность технологических операций двухдверного устройства для производства комбинированных труб из стали и пластмассы в соответствии с другим вариантом осуществления настоящего изобретения.
Описание вариантов осуществления
[0045] Ниже приводится описание двух предпочтительных вариантов осуществления настоящего изобретения со ссылками на фигуры.
[0046] Как показано на фиг.1, однодверное устройство для теплового соединения стальных труб с внутренними облицовками из пластмассы содержит многофункциональную камеру соединения 1 и многофункциональную тележку 14 для транспортировки труб. Трубы загружают на погрузочной раме 18, а затем фиксируют путем прижатия с помощью автоматического запирающего средства 10. После испытания труб на воздухонепроницаемость многофункциональную тележку поперечными и продольными средствами 8, 9, 19 и 20 подают в многофункциональную камеру соединения 1. После того как вся тележка входит в многофункциональную камеру соединения, включают электрические цепи и контуры текучей среды 6 в соответствии с потребностями технологической операции, уплотнительная дверь с зубчатой передачей или захватным устройством электрически или пневматически закрывается запирающим устройством 7, корпусом главного устройства 3 и дисплеем 2 управляют посредством интеллектуального программируемого компьютера для осуществления человеко-машинного диалога. После получения соответствующей информации технологическая операция начинается автоматически, все стадии технологического процесса соединения, такие как заполнение паром камеры, заполнение газом труб, перегрев, повышение температуры, теплоизоляция и стабилизация давления, осуществляются автоматически в соответствии с заданной последовательностью технологических операций под контролем и управлением индикаторного прибора 4. Затем средством регенерации пара 21 давление снижают, и после предупредительного сигнала открывают дверь, после чего включают приводные средства для перемещения тележки 14 на раму для охлаждения 16 по рельсам 15 и 13, где трубы охлаждают и формуют в течение ограниченного времени устройством охлаждения и формования 11, 12 и 17. Охлаждающую воду перекачивают в башенный охладитель 22 для охлаждения и циркуляции. После охлаждения и формования тележку и трубы на ней перемещают на позицию выгрузки с использованием электрического, или пневматического, или гидравлического привода. Технологический процесс завершен.
[0047] На фиг.2 показан еще один вариант осуществления предлагаемого устройства для соединения стальных труб с их внутренними облицовками, т.е. устройства с двумя быстро открывающимися дверьми. Как показано на фиг.2, трубы после погрузки на многофункциональную тележку 14 для транспортировки труб на погрузочной раме 18 автоматически фиксируют путем прижатия электрическим запирающим средством 10. После испытания на воздухонепроницаемость продольные и поперечные приводные средства 8, 9, 19 и 20 подают тележку в камеру соединения 1. После того как вся тележка входит в многофункциональную камеру соединения, включают электрические цепи и контуры текучей среды 6 в соответствии с потребностями технологической операции, уплотнительная дверь с зубчатой передачей закрывается запирающим устройством 7. Под контролем индикаторного прибора 4 корпусом главного устройства 3 и дисплеем 2 управляют посредством интеллектуального программируемого компьютера для осуществления человеко-машинного диалога. После получения соответствующей информации технологическая операция начинается автоматически, все стадии технологического процесса соединения, такие как заполнение паром камеры, заполнение газом и увеличение давления труб, перегрев, повышение температуры, теплоизоляция и стабилизация давления, осуществляются автоматически в соответствии с заданной последовательностью технологических операций. Затем средством регенерации пара 21 давление снижают, и после предупредительного сигнала открывают дверь, после чего включают приводные средства для перемещения тележки 14 на позицию рамы для охлаждения 16 по рельсам 13 и 15, где трубы охлаждают и формуют в течение ограниченного времени устройством охлаждения и формования 11, 12 и 17. Охлаждающую воду перекачивают в башенный охладитель 11 для охлаждения и циркуляции. После охлаждения и формования тележку и трубы на ней перемещают на позицию выгрузки. Технологический процесс завершен.
[0048] Указанное закрытие уплотнительной двери указанным запирающим средством 7 можно выполнять пневматически, или электрически, или гидравлически.
[0049] Средства для перемещения тележки на позицию выгрузки после охлаждения и формования могут быть электрическими, или пневматическими, или гидравлическими.
[0050] Указанная уплотнительная дверь с зубчатой передачей может быть заменена уплотнительной дверью с захватным устройством.
[0051] Практика показала, что при использовании предлагаемого устройства процент качественной готовой продукции возрастает с 97% (при использовании обычного устройства) до 99,9%, производительность существенно повышается на 15% по сравнению с обычным устройством и создает огромную промышленную ценность. Благодаря регенерации и циркуляции пара при производстве 40 тонн труб в сутки используются 3 тонны пара. Это означает, что на энергии экономятся 405 юаней/день. Благодаря регенерации и циркуляции воды потребление воды на тонну стальных труб, облицованных изнутри облицовками из пластмассы, снижается примерно на 8%. Кроме того, настоящее изобретение обеспечивает снижение трудоемкости, что в свою очередь снижает затраты на оплату труда на 5% или 10 юаней на каждую тонну труб.
Реферат
Настоящее изобретение относится к устройству для соединения стальных труб с внутренними облицовками из пластмассы, в которых в качестве теплоносителя для нагревания стальных труб, облицованных изнутри облицовками, используется пар. Устройство содержит многофункциональную камеру соединения, многофункциональную тележку для транспортировки труб, устройство для циркуляции пара, которое непрерывно подает повторно используемый пар, устройство для охлаждения и формования. Система циркуляции пара содержит средства для подогрева пара и средства для подачи дополнительного пара. Устройство также содержит систему автоматического управления, содержащую датчики, обнаруживающие различные параметры в реальном масштабе времени, индикаторный прибор, средства для ввода параметров, выбранных из группы, содержащей: скорость на входе камеры, расход, время, температуру, давление пара, давление сжатого воздуха, и устройство управления, содержащее регуляторы, выбранные из группы, содержащей: терморегулятор, регулятор давления, клапанный регулятор газа, клапанный регулятор пара, регулятор разницы времени. При использовании изобретения повысятся качество изготавливаемых труб и выработка, понизятся трудоемкость и процент брака. 3 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Облицовочный комплекс
Гибкий полый трубопровод, содержащий полую герметичную оболочку из сшитого полиэтилена, и способ его изготовления
Комментарии