Устройство и способ изготовления спирального криволинейного воздуховода - RU2360763C2
Код документа: RU2360763C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу изготовления спирального воздуховода, более конкретно, к устройству и способу изготовления спирального криволинейного воздуховода, в котором прямолинейные соединительные короба объединены в одно целое с обоими концами криволинейного короба, позволяющему надежно соединять отогнутый участок, сформированный на прямолинейной кромке, с отогнутым участком, сформированным на волнообразной кромке, предотвращающему выход некачественных изделий за счет обеспечения ровного разрезания металлической ленты по волнообразной линии в продольном направлении.
Уровень техники
Криволинейный воздуховод, в котором лентообразная металлическая пластина закручивается в форме спирали, а боковые кромки металлической пластины зацепляются и скрепляются друг с другом, раскрыт в японских патентных публикациях №№S59-27478 и S63-50595.
Однако, поскольку в известных из уровня техники решениях металлическая лента непрерывно разрезается для формирования деталей большой ширины и деталей малой ширины, а остатки затем выбрасываются, то металлическая лента тратится впустую.
Чтобы не допустить отходов материала, выложенная для ознакомления корейская патентная публикация №1990-17678 предлагает "Металлическую ленту для изготовления спирального воздуховода", показанную на фиг.1.
А именно, одинарный лист металлической ленты разрезается на две металлические ленты, каждая из которых имеет участки большей ширины и участки меньшей ширины, которые поочередно формируются в ее продольном направлении. То есть каждая металлическая лента имеет одну прямую боковую кромку, а другую волнообразную боковую кромку, сводя, таким образом, отходы металлической ленты к минимуму.
С использованием одной или двух металлических лент, на прямой боковой кромке формируется дважды изогнутый элемент, а на волнообразной боковой кромке в вертикальном направлении по всей длине формируется одинарно изогнутый элемент. Металлическая лента закручивается в виде спирали; одновременно участок большей ширины располагается на наружном криволинейном участке, а участок меньшей ширины располагается на внутреннем криволинейном участке. Далее, смежные одинарно изогнутый элемент и дважды изогнутый элемент последовательно вводят друг в друга, а затем, чтобы закончить криволинейный воздуховод, спрессовывают.
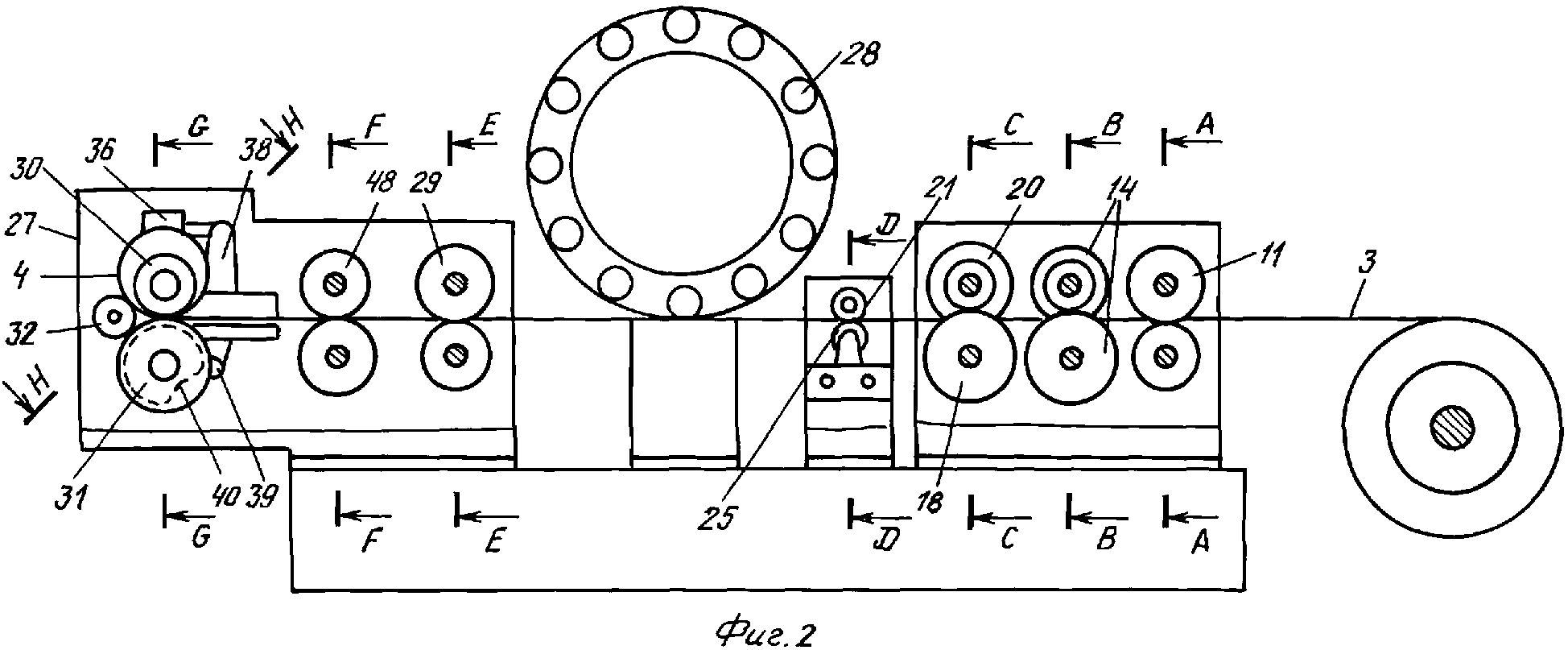
Фиг.2 показывает обычное устройство для изготовления криволинейного воздуховода.
Как показано на чертеже, металлическая лента 3 вытягивается между первыми формующими роликами 11 устройства для изготовления криволинейного воздуховода так, чтобы сформировать два L-образных гнутых элемента 4 на обеих кромках металлической ленты 3.
Затем L-образные гнутые элементы 4 сгибаются еще раз с помощью пары верхних и нижних формующих роликов 14, размещенных перед первыми роликами 11 так, чтобы сформировать практически С-образные дважды изогнутые элементы 5.
Далее, как показано на фиг.3, металлическая лента 3, имеющая дважды изогнутые элементы 5, разрезается и разделяется посредством гнездового ролика 18, имеющего волнообразный желоб 17, образованный на его внешней периферии (диаметр ролика такой же, как у криволинейного воздуховода), а также входящего ролика 20, который имеет волнообразное лезвие 19, соответствующее волнообразному желобу 17.
Кроме того, в это же время металлическая лента 3 разрезается; обе резаные кромки волнообразным лезвием 19 вталкиваются в желоб 17 так, чтобы образовать L-образные профили, создавая таким образом пару одинарно изогнутых элементов 6.
Далее, как показано на фиг.4, одинарно изогнутые элементы 6 двух металлических лент 2 сгибаются в направлении дважды изогнутых элементов 5 с помощью расположенного спереди верхнего опорного ролика 21, и третьего нижнего формующего ролика 25, имеющего практически форму ромба и поддерживаемого в осевом направлении подшипником 24 ползуна 23, надеваемого скольжением на горизонтальный ведущий вал 22.
Как описано выше, обычное устройство для изготовления криволинейного воздуховода включает входящий ролик 20, имеющий волнообразное лезвие 19, образованное на его внешней периферии, и гнездовой ролик 18, имеющий волнообразный желоб 17, соответствующий волнообразному лезвию 19, чтобы таким образом обеспечить разрезание металлической ленты между волнообразным лезвием 19 и волнообразным желобом 17.
Кроме того, как показано на фиг.5, спирально закрученная металлическая лента изготавливается путем введения волнообразной кромки в контакт с прямолинейной кромкой и проталкивания посредством возвратно-поступательного ролика 36 таким образом, что возвратно-поступательный ролик 36 на выпуклом участке волнообразной кромки движется назад, а на вогнутом участке волнообразной кромки движется вперед, тем самым автоматически скрепляя дважды изогнутый элемент 5 с одинарно изогнутым элементом 6.
Однако, когда металлическая лента разрезается роликом, имеющим лезвие или желоб, образованные на его наружной поверхности, отсутствует возможность разрезания металлической ленты, которая имеет предварительно заданную длину прямолинейного участка. В результате имеются сложности в изготовлении воздуховода, в котором прямолинейные соединительные короба сформированы как одно целое с обоими концами криволинейного короба.
Кроме того, когда металлическая лента разрезается роликом, имеющим лезвие или желоб, образованные на его наружной поверхности, режущая часть вполне может оказаться неровной, поэтому трудно точно сформировать одинарно изогнутый элемент и надежно скрепить одинарно изогнутый элемент с дважды изогнутым элементом.
Раскрытие изобретения
Один вариант настоящего изобретения предусматривает устройство и способ изготовления спирального криволинейного воздуховода, в котором прямолинейные соединительные короба формируются как одно целое с обоими концами криволинейного короба.
Другой вариант настоящего изобретения предусматривает устройство и способ изготовления спирального криволинейного воздуховода, которые позволяют улучшить качество резки металлической ленты и точно и надежно скреплять отогнутые участки кромок с целью существенного увеличения выхода годных криволинейных воздуховодов.
В одном аспекте изобретение предлагает устройство для изготовления спирального криволинейного воздуховода, содержащее первые кромкообразующие ролики для формирования дважды изогнутых элементов на обеих прямых кромках металлической ленты; режущие ролики, выполненные с возможностью разрезания вытягиваемой с первых кромкообразующих роликов металлической ленты в продольном направлении, на две ленты по прямой или по волнообразным линиям и периодического изменения углов горизонтальных вращений, и кромкозагибочное (фальцовочное) устройство для соединения одинарно изогнутого элемента с дважды изогнутым элементом с закручиванием отрезанной металлической ленты в виде спирали.
Устройство предпочтительно содержит вторые кромкообразующие ролики, расположенные перед режущими роликами в направлении подачи металлической ленты, служащие для формирования одинарно изогнутого элемента на волнообразной кромке отрезанной металлической ленты.
Режущие ролики могут включать в себя разметочный ролик для нанесения волнообразной линии или прямой линии в продольном направлении металлической ленты и разделяющие ролики для разделения металлической ленты по указанной волнообразной или прямой линии.
Кроме того, первые кромкообразующие ролики предпочтительно включают в себя формующие ролики наружного наклона, формующие ролики вертикального участка и формующие ролики внутреннего наклона.
При этом формующие ролики наружного наклона, разметочные ролики, формующие ролики вертикального участка, разделяющие ролики, формующие ролики внутреннего наклона и вторые кромкообразующие ролики предпочтительно расположены друг за другом.
В другом варианте вторые кромкообразующие ролики установлены с обеспечением связи с разметочными роликами и разделяющими роликами для изменения горизонтального угла вращения вторых кромкообразующих роликов.
Во втором аспекте изобретение предлагает способ изготовления спирального криволинейного воздуховода, включающий подачу металлической ленты; формирование дважды изогнутых элементов на обеих прямых кромках металлической ленты; разрезание металлической ленты в продольном направлении на две ленты по волнообразной и прямой линиям режущими роликами; формирование одинарно изогнутого элемента на кромке, образованной в результате разрезания; и соединение одинарно изогнутого элемента с дважды изогнутым элементом с закручиванием отрезанной металлической ленты или непрерывное разрезание металлической ленты по прямой и волнообразным линиям в продольном направлении, причем для разрезания ленты по прямой линии режущие ролики размещают параллельно металлической ленте на участке введения металлической ленты и на участке окончания металлической ленты, отрезанную металлическую ленту закручивают с объединением прямолинейных соединительных коробов в одно целое с обоими концами криволинейного короба, причем для непрерывного разрезания ленты по прямой и волнообразной линиям периодически изменяют углы горизонтальных вращений режущих роликов.
Краткое описание чертежей
Вышеупомянутые и другие задачи настоящего изобретения, его возможности и преимущества станут яснее из следующего подробного описания, представленного со ссылками на прилагаемые чертежи, где:
фиг.1 - вид в плане разрезанной металлической ленты для изготовления спирального воздуховода;
фиг.2 - вид сбоку известного устройства для изготовления спирального воздуховода;
фиг.3 - вид спереди режущего ролика по фиг.2;
фиг.4 - вид спереди ролика для окончательного формования по фиг.2;
фиг.5 - вид спереди кромкозагибочного устройства по фиг.2;
фиг.6А - вид сбоку устройства для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения;
фиг.6В - вид в плане устройства для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения;
фиг.6С - вид сбоку устройства для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения;
фиг.7 - поперечное сечение первого формующего ролика наклона по фиг.6;
фиг.8 - поперечное сечение второго формующего ролика наклона по фиг.6;
фиг.9 - поперечное сечение третьего формующего ролика наклона по фиг.6;
фиг.10 - поперечное сечение разметочного ролика по фиг.6;
фиг.11 - поперечное сечение формующего ролика вертикального участка по фиг.6;
фиг.12 - поперечное сечение разделяющего ролика на фиг.6;
фиг.13 - поперечное сечение формующего ролика внутреннего наклона по фиг.6;
фиг.14 - поперечное сечение второго кромкообразующего ролика по фиг.6;
фиг.15 - поперечное сечение направляющего ролика по фиг.6;
фиг.16 - вид спереди устройства для формирования криволинейного воздуховода по фиг.6; и
фиг.17А и 17В - перспективный вид и развертка устройства для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения.
Осуществление изобретения
В дальнейшем примеры осуществления настоящего изобретения будут описываться со ссылкой на прилагаемые чертежи.
На фиг.6А-17 изображено устройство 1000 для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения, включающее в себя первые кромкообразующие ролики 100, режущие ролики 200, вторые кромкообразующие ролики 400 и кромкозагибочное устройство 500.
Первые кромкообразующие ролики 100 формируют дважды изогнутые элементы 310 на обоих участках с прямой кромкой металлической ленты 300.
В частности, первые кромкообразующие ролики 100 включают в себя формующие ролики 110 наружного наклона, формующие ролики 120 вертикального участка и формующие ролики 130 внутреннего наклона. Формующие ролики 110 наружного наклона, формующие ролики 120 вертикального участка и формующие ролики 130 внутреннего наклона могут быть расположены один за другим, и как показано на фиг.6А, могут быть расположены между режущими роликами 200.
Кроме того, формующие ролики 110 наружного наклона включает три ролика 111, 112 и 113 с тем, чтобы обе прямые кромки металлической ленты 300 формировались с получением дважды изогнутых элементов 310.
Сначала, как показано на фиг.7, действует первый формующий ролик 111 наклона, расположенный на конце формующих роликов 110, чтобы подать и расправить всю металлическую ленту.
Далее, как показано на фиг.8, действует второй формующий ролик 112 наклона, чтобы слегка отогнуть обе прямые кромки металлической ленты книзу.
Дополнительно, как показано на фиг.9, действует третий формующий ролик 113 наклона, чтобы еще раз загнуть обе прямые кромки металлической ленты кверху для образования загнутых наружу участков, формируя таким образом дважды изогнутые элементы 310. В этом случае угол отгиба составляет приблизительно 60°.
В то же время предусмотрены режущие ролики 200, предназначенные для разрезания металлической ленты 300, вытягиваемой из первых кромкообразующих роликов 100 с приданием ленте волнообразной формы в ее продольном направлении. Режущие ролики 200 установлены с возможностью изменения угла горизонтального вращения.
Как показано на фиг.6А, режущие ролики 200 включают в себя разметочные (нарезные) ролики 210 для формирования волнообразной линии в продольном направлении металлической ленты 300 и разделяющие ролики для разделения металлической ленты по волнообразной линии на две отрезанные металлические ленты.
Как показано на фиг.10, разметочные ролики 210 включают в себя верхний цилиндрический ролик 211 и нижний ромбовидный острый ролик 212. Нижний ролик 212 вращается горизонтально, чтобы разметить волнообразную линию на подаваемой между двумя роликами металлической ленте 300. Если волнообразную линию предварительно разметить, то металлическую ленту разделить будет легче.
Далее, как показано на фиг.12, разделяющие ролики 220 включают верхний ролик 221, имеющий острое периферийное лезвие, и нижний ролик 222, имеющий желоб, соответствующий лезвию. Верхний ролик 221 имеет параллельные кольцевые элементы 221а, образованные на обеих сторонах лезвия и имеющие заранее заданную ширину, так что металлическая лента разделяется на две отрезанные части, а разделенные кромки одновременно загибаются с приданием им формы

Чтобы сформировать волнообразную кромку, верхний ролик 221 и нижний ролик 222 разделяющих роликов 220 должны одновременно изменять углы своего горизонтального вращения. С этой целью поворотные оси верхнего ролика 221 и нижнего ролика 222 находятся в зацеплении друг с другом.
Кроме того, как показано на фиг.11, формующие ролики 120 вертикального участка расположены между разметочными роликами 210 и разделяющими роликами 220 для обеспечения вертикального расположения обеих прямых кромок металлической ленты. То есть кромки, отогнутые кверху приблизительно на 60°, дополнительно отгибаются приблизительно еще на 30°, чтобы они стояли вертикально.
В то же время, как показано на фиг.13, формующие ролики 130 внутреннего наклона расположены за разделяющими роликами 220 с целью формирования отогнутого внутрь участка путем загиба поставленных вертикально прямолинейных кромок металлической ленты внутрь. Как описывается ниже, волнообразные кромки скрепляются с загнутыми внутрь прямолинейными кромками. В этот момент угол отгиба составляет приблизительно 30°.
Кроме того, вторые кромкообразующие ролики 400 расположены за формующими роликами 130 внутреннего наклона с целью образования одинарно изогнутых элементов 320 на волнообразных кромках металлической ленты 300.
Как показано на фиг.14, вторые кромкообразующие ролики 400 включают в себя верхний цилиндрический ролик 410 и нижний ролик 420 для обеспечения дополнительного загиба имеющих форму

Кроме того, вторые кромкообразующие ролики 400, подобно режущим роликам 200, также должны быть установлены таким образом, чтобы они вращались горизонтально.
С этой целью в варианте осуществления изобретения нижние ролики разметочных роликов 210, разделяющих роликов 220 и вторых кромкообразующих роликов 400 соединены друг с другом таким образом, чтобы они могли приводиться в движение приводным механизмом 800. Разумеется, нижний ролик разделяющих роликов 220 находится в контакте с их верхним роликом.
Поэтому при изготовлении воздуховода разметочные ролики 210, разделяющие ролики 220 и вторые кромкообразующие ролики 400 действуют совместно, чтобы можно было точно отрезать металлическую ленту и сформировать воздуховод.
На фиг.6В показано, что нижние ролики разметочных роликов 210, разделяющих роликов 220 и вторых кромкообразующих роликов 400 соединены друг с другом, чтобы они могли приводиться в движение приводным механизмом 800 с целью изменения их направлений.
В частности, приводной механизм 800 включает в себя серводвигатель 850 и кулачок 860 с волнистой рабочей поверхностью для задания нижним роликам предварительно определенных амплитуды и периода с использованием серводвигателя. Таким образом, нижние ролики могут вращательно и совершать периодические колебания с предварительно заданными амплитудой и периодом в зависимости от работы кулачка 860 с волнистой рабочей поверхностью. На фиг.6В позиция 810 обозначает кулачок задания амплитуды.
На фиг.6В три приводных механизма 800 расположены на одной боковой стороне разметочных роликов 210, разделяющих роликов 220 и вторых кромкообразующих роликов 400. В этом случае, когда металлическая лента разрезана, три нижних ролика располагаются в различных позициях, например, разделяющие ролики 220 располагаются с наклоном, обеспечиваемым связью 820.
В то же время, как показано на фиг.15, направляющие ролики 600 расположены за вторыми кромкообразующими роликами 400, которые направляют разделенные металлические ленты на кромкозагибочное устройство 500.
При этом, как показано на фиг.16, кромкозагибочное устройство 500 представляет собой устройство для скрепления одинарно изогнутого элемента 320 с дважды изогнутым элементом 310 на сшиваемом участке с закручиванием отрезанной металлической ленты для образования спиральной формы, как показано на фиг.6С. Кромкозагибочное устройство 500 включает в себя два ролика 510 и 520, расположенных напротив друг друга. Когда металлическая лента вводится между двумя роликами 510 и 520, а затем сжимается, одинарно изогнутый элемент 320 надежно скрепляется с дважды изогнутым элементом 310, завершая тем самым изготовление воздуховода. В этом случае воздуховод изготавливается в процессе его точного направления посредством направляющей 530 воздуховода.
Само собой разумеется, что кромкозагибочное устройство 500 может быть аналогично известному из уровня техники устройству, описанному выше.
В конечном счете, формующие ролики наружного наклона, разметочные ролики, формующие ролики вертикального участка, разделяющие ролики, формующие ролики внутреннего наклона и вторые кромкообразующие ролики располагаются один за другим.
Если одинарно изогнутые элементы 320, отогнутые режущими роликами 200 с приданием формы "", направляются и дополнительно загибаются кромкозагибочным устройством 500 или находящимся перед ним соответствующим направляющим устройством (не показано), то вторые кромкообразующие ролики 400 можно исключить.
Ниже приводится описание работы устройства для изготовления спирального воздуховода в соответствии с примером осуществления настоящего изобретения.
Сначала на формующие ролики подают металлическую ленту 300, смотанную на разматывателе 700 в виде рулона.
Вся металлическая лента 300 расправляется через первый формующий ролик 111 наклона.
Далее металлическая лента 300 проходит через второй формующий ролик 112 наклона, так что обе прямые кромки металлической ленты отгибаются книзу.
Затем металлическая лента 300 проходит через третий формующий ролик 113 наклона, так что отогнутые книзу прямые кромки металлической ленты отгибаются кверху для формирования отогнутых наружу элементов в виде дважды изогнутых элементов 310.
После этого металлическая лента 300, прошедшая через третий формующий ролик 113 наклона, проходит через разметочные ролики 210 для нанесения разметки на нижней поверхности металлической ленты 300 в виде волнообразной линии. В этот момент угол вращения разметочных роликов 210 должен периодически изменяться в горизонтальном направлении.
Затем наклонные прямые кромки металлической ленты проходят через формующие ролики 120 вертикального участка, чтобы сформировать вертикально отогнутый участок.
Кроме того, металлическая лента проходит через разделяющие ролики 220 с изменением горизонтального угла вращения для разрезания по волнообразной линии и разделения металлической ленты на две отрезанные металлические ленты. Одновременно металлическая лента разрезается по волнообразной линии, на волнообразных кромках формируются одинарно изогнутые элементы, имеющие форму "".
Далее вертикально ориентированные участки обеих криволинейных кромок металлической ленты дополнительно загибаются внутрь с помощью формующих роликов 130 внутреннего наклона.
Затем волнообразные кромки металлической ленты 300 проходят через вторые кромкообразующие ролики 400 для формирования в отогнутые наружу одинарно изогнутые элементы 320.
Далее разделенные металлические ленты выходят через направляющие ролики 600, и каждая из двух снятых металлических лент подается в кромкозагибочное устройство 500, чтобы смотать металлическую ленту, скрепить одинарно изогнутый элемент 320 и дважды изогнутый элемент 310, а затем спрессовать их в местах соединения для образования прочного воздуховода.
Более того, как показано на фиг.17А и 17В, когда режущие ролики расположены параллельно металлической ленте на участке введения и участке окончания металлической ленты, чтобы разрезать металлическую ленту на две прямолинейные части, а затем закрутить каждую отрезанную металлическую ленту, можно изготовить воздуховод, в котором прямолинейные соединительные короба S сформированы в единое целое с криволинейным коробом С.
Как можно видеть из вышеизложенного, поскольку горизонтальный угол вращения режущих роликов периодически изменяется с тем, чтобы непрерывно резать металлическую ленту по прямой линий и по волнообразной линии, то имеется возможность сформировать воздуховод, в котором прямолинейные соединительные короба объединены в единое целое с криволинейным коробом.
Кроме того, имеется возможность изменять период и амплитуду волнообразной формы, по которой металлическая лента разрезается режущими роликами, для свободного регулирования диаметра воздуховода.
Кроме того, поскольку отрезанные куски металлической ленты ровнее, чем обеспечиваемые известными решениями, где лезвие и желоб образованы на поверхностях двух роликов, можно точно и надежно скреплять одинарно изогнутый элемент с дважды изогнутым элементом на участках их швов.
Несмотря на то, что описание изобретения представляет примеры его осуществления, специалисту, обладающему обычными познаниями в области техники, к которой относится изобретение, будет понятно, что в описанные варианты могут быть внесены любые изменения без выхода за пределы сущности и объема изобретения, определенного в прилагаемой формуле с учетом эквивалентов.
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении спирального воздуховода. Устройство включает первые кромкообразующие ролики для формирования дважды изогнутых элементов на обеих прямых кромках металлической ленты, режущие ролики, выполненные с возможностью разрезания вытягиваемой с первых кромкообразующих роликов металлической ленты в продольном направлении на две ленты по прямой или по волнообразной линиям. Причем упомянутые ролики имеют возможность периодического изменения углов горизонтальных вращений. Имеется также кромкозагибочное устройство для соединения одинарно изогнутого элемента с дважды изогнутым элементом с закручиванием отрезанной металлической ленты в виде спирали. На обеих прямых кромках металлической ленты формируют дважды изогнутые элементы. Разрезают металлическую ленту в продольном направлении на две ленты по волнообразной или прямой линиям режущими роликам. Формируют одинарно изогнутый элемент на волнообразной кромке и соединяют его с дважды изогнутым элементом с закручиванием отрезанной металлической ленты. Возможно также непрерывное разрезание металлической ленты по прямой и волнообразной линиям в продольном направлении. Для разрезания ленты по прямой линии режущие ролики размещают параллельно металлической ленте на участке введения металлической ленты и на участке окончания металлической ленты. Отрезанную металлическую ленту закручивают с объединением прямолинейных соединительных коробов в одно целое с обоими концами криволинейного короба. Причем для разрезания ленты по прямой и по волнообразной лин�
Формула
Документы, цитированные в отчёте о поиске
Устройство для изготовления цилиндрических труб
Комментарии