Устройство для изготовления цилиндрических труб - RU2063831C1
Код документа: RU2063831C1
Чертежи

Описание
Изобретение относится к области производства металлических тонкостенных труб, в частности к устройствам для изготовления цилиндрических труб винтовой фальцовкой ленты.
Известно устройство для изготовления цилиндрических оболочек (ав. св. N 816608. кл. B 21 C 37/12, 1981), которое содержит систему валков для профилирования торцов ленты соответственно в Г- и V-образную форму, спиральную проводку и механизм образования фальца, содержащий конические ролики и закатывающий узел.
К недостаткам известного устройства относятся низкое качество изготовляемых труб и низкая надежность работы устройства.
Целью настоящего изобретения является повышение качества изготовления труб, а также повышение надежности работы устройства.
Указанная цель достигается тем, что в устройстве для изготовления цилиндрических труб, содержащем систему валков для профилирования торцов ленты соответственно в Г- и V-образную форму, спиральную проводку и механизм образования фальца, содержащий конические ролики и узел предварительной подготовки фальца, конические ролики установлены в узле предварительной подготовки фальца и расположены под углом друг к другу, при этом, по меньшей мере, один из конических роликов установлен с возможностью перемещения в осевом направлении (на фигуре перемещение не показано).
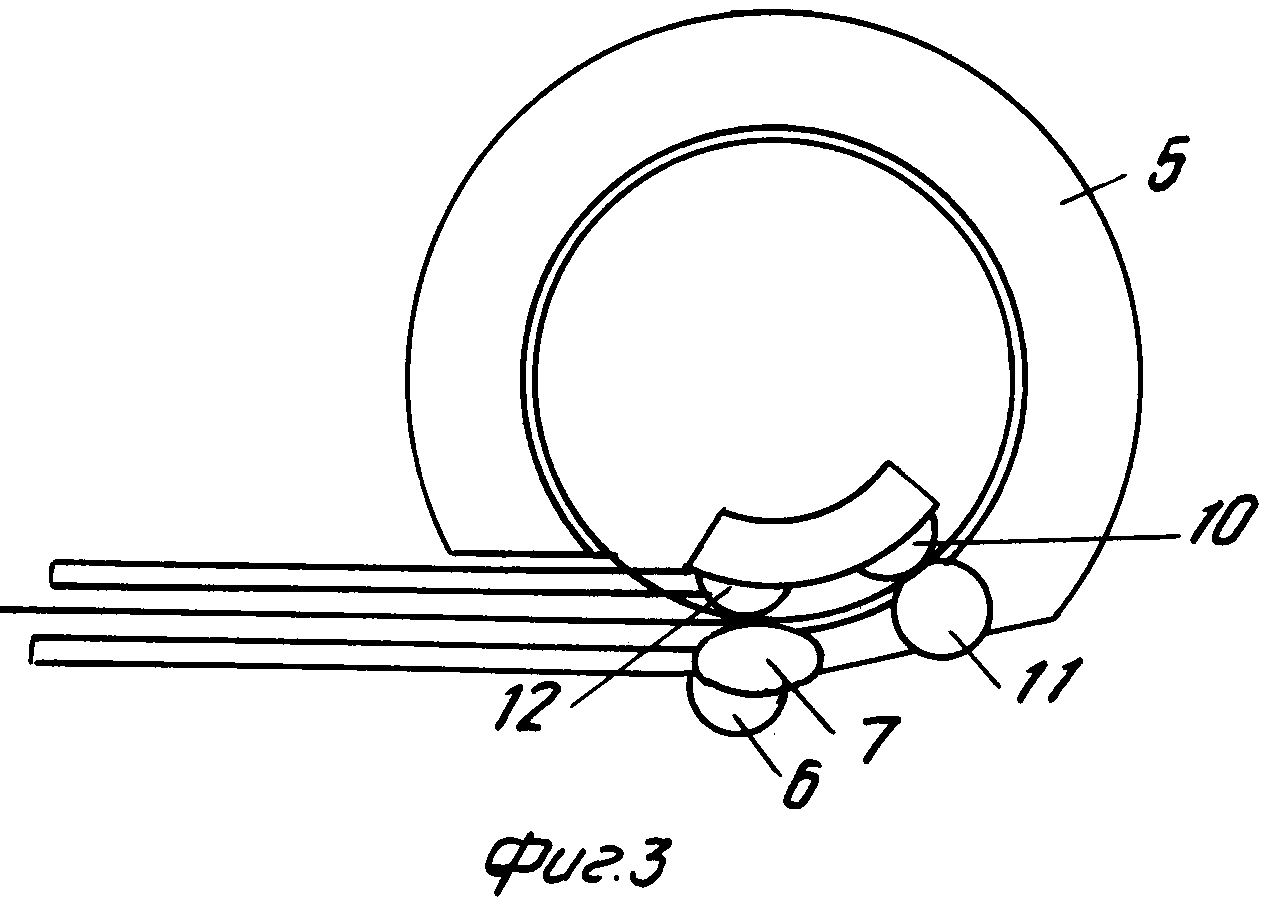
На фиг. 1 показана система роликов для предварительного профилирования торцов ленты, на фиг. 2 и 3 узел предварительной подготовки фальца и закатывающий узел.
Предполагаемое устройство содержит систему роликов 1 для предварительного профилирования торцов ленты 2 соответственно Г-образно 3 и V-образно 4, спиральную проводку 5, узел предварительной подготовки фальца, выполненный в виде двух конических роликов 6 и 7, установленных на полуосях 8 и 9 под углом друг к другу и с возможностью перемещения одного из них в осевом направлении, а также закатывающий узел, выполненный в виде двух цилиндрических роликов 10 и 11.
Устройство работает следующим образом.
Торцы ленты 2, проходя систему роликов 1, профилируются соответственно Г- и V образно 3 и 4. Далее лента 2 подается на спиральную проводку 5, где формируется цилиндрическая поверхность трубы и происходит совмещение Г- и V-образных 3 и 4 профилей ленты 2. Затем, совмещенные профили 3 и 4, сжимаются конусными роликами 6 и 7 и закатываются в фальц цилиндрическими роликами 10 и 11.
Предварительное сжатие профилей перед закатыванием в фальц, обеспечивает устранение их проскальзывания относительно друг друга в момент закатывания и тем самым позволяет повысить качество изготовляемых труб и обеспечить высокую надежность. ЫЫЫ2
Реферат
Изобретение относится к обработке металлов давлением, а более конкретно к устройствам для изготовления цилиндрических труб винтовой фальцовкой ленты. Целью изобретения является повышение качества изготовления труб и повышение надежности работы стана. Устройство содержит систему валков для предварительного профилирования торцов ленты Г- и V-образно, спиральную проводку, узел предварительной подготовки фальца и закатывающий узел. Узел предварительной подготовки фальца выполнен в виде двух конусных шайб, установленных под углом друг к другу, причем по меньшей мере одна шайба установлена с возможностью перемещения в осевом направлении. 3 ил.

Комментарии