Способ и устройство для горячей прокатки полос из кремнистой стали или многофазной стали - RU2435657C2
Код документа: RU2435657C2
Чертежи




Описание
Изобретение относится к способу получения полос из стали, предпочтительно из кремнистой стали, в частности кремнистой стали с ориентированной зернистой структурой, или из многофазной стали, или стали со сравнительно высоким содержанием легирующих элементов (например, микролегированная сталь), при котором сначала в разливочной машине отливают сляб, затем его прокатывают в по меньшей мере одном прокатном стане в полосу и причем перед и/или за по меньшей мере одним прокатным станом проводится нагревание сляба в по меньшей мере одной печи. Кроме того, изобретение относится к устройству для получения полосы из кремнистой стали и многофазной стали.
В последнее время возрос спрос на установки для получения кремнистой стали. При этом различают кремнистую сталь с ориентированной зернистой структурой (GO или CGO и HGO) и с неориентированной зернистой структурой (NGO). Прокатка кремнистых сталей с неориентированной зернистой структурой в тонкослябовых установках давно известна. Этим путем можно получать этот материал очень экономично и с хорошим качеством. Все большим спросом пользуется также производство кремнистой стали с ориентированной зернистой структурой.
Кремнистая сталь с ориентированной зернистой структурой в настоящее время прокатывается в традиционных станах горячей прокатки слябов. Здесь имеются различные технологические маршруты. На одном технологическом маршруте, при котором получают высококачественную кремнистую сталь с ориентированной зернистой структурой, сляб сначала прокатывают начерно после нагрева. При этом происходит превращение грубой структуры отливки в более тонкую, гомогенную структуру с максимально высокой долей эквиаксиальных областей. Черновая прокатка расширяет технологическое окно и благоприятно воздействует на магнитные свойства конечного продукта. Затем проводится новый нагрев при более высоких температурах печи. При этом различные типы выделений, которые на позднейших этапах процесса должны действовать как ингибиторы, по возможности полностью переводятся в раствор. Возникает благоприятное для дальнейшего процесса формирование структуры. После выхода с высокой температуры сляб прокатывается затем в черновом и в чистовом прокатных станах в тонкую горячую полосу.
Детали указанной технологии описаны, например, в документах EP 0193373 B1, DE 4001524 A1, EP 1025268 B1, EP 1752548 A1 и в DE 60205647 T2.
В частности, для получения кремнистой стали с ориентированной зернистой структурой использующиеся в настоящее время технологии производства все еще являются неудовлетворительными. Это справедливо в отношении и выхода качественной продукции, и рентабельности производства.
Поэтому в основе настоящего изобретения стоит задача разработать способ и соответствующее устройство, с которыми можно достичь лучших результатов при получении полосы из кремнистой стали, в частности полосы из кремнистой стали с ориентированной зернистой структурой, как в том, что касается количества полос, выпускаемых в единицу времени, и энергии, затрачиваемой при обработке, так и в отношении качества полос.
Спрос на многофазную сталь в последние годы также непрерывно повышался. Многофазные стали обычно получают в традиционных станах горячей прокатки полос. При этом из-за перепада температур по длине при входе в чистовой прокатный стан нужно мириться с тем, что скорость прокатки меняется по длине, чтобы установить постоянную конечную температуру прокатки. Возрастающая по длине скорость полосы приводит к усложнению получения на участке охлаждения однородной по длине полосы структуры, так как многофазные стали должны подвергаться сложным температурно-временным циклам обработки. Нагрев перед прокаткой служит, наряду с прочим, также тому, чтобы гомогенизировать относительно грубую и неравномерную структуру отливки, что, однако, возможно лишь в ограниченной степени. В целом же технология производства многофазных сталей еще неудовлетворительная.
Поэтому в основе настоящего изобретения стоит, кроме того, задача разработать способ и соответствующее устройство, с которыми можно достичь лучших результатов также при получении многофазной стали, как в том, что касается количества полос, выпускаемых в единицу времени, и энергии, затрачиваемой при обработке, так и в отношении качества полос.
Решение этой задачи посредством изобретения технологически характеризуется тем, что сляб за разливочной машиной и перед черновым прокатным станом нагревается в первой печи до температуры черновой прокатки, затем сляб прокатывается в черновом прокатном стане, а после чернового прокатного стана сляб нагревается во второй печи до определенной температуры, которая выше температуры черновой прокатки, при этом затем сляб прокатывается в чистовом прокатном стане до окончательной толщины полосы.
Альтернативно обходятся без первой печи, и сляб, при использовании температуры разливки, сразу за разливочной машиной прокатывается в черновом прокатном стане. Затем, как уже описывалось, проводятся нагрев до более высокой температуры и чистовая прокатка.
При этом температура черновой прокатки предпочтительно составляет от 1000°C до 1200°C, а определенная температура перед чистовым прокатным станом - от 1150°C до 1350°C для кремнистой стали, в частности выше 1200°C, и для многофазной стали ниже 1300°C.
В случае обработки многофазной стали полосу в течение заданного времени выдерживают при повышенной температуре, предпочтительно при температуре от 1150°C до 1300°C, пока неравномерное распределение легирующих элементов (ликвация) по меньшей мере частично, а предпочтительно полностью, не ликвидируется. Между тем в случае обработки кремнистой стали с ориентированной зернистой структурой полоса может выдерживаться в течение заданного времени при более высокой температуре, предпочтительно от 1200°C до 1350°C, пока выделения различного типа по меньшей мере частично, а предпочтительно полностью, не перейдут в раствор.
При этом в продолжении заданного времени выдержки полоса может держаться на промежуточной платформе или в печи, или рядом с главной транспортной линией.
Нагрев до более высокой температуры может осуществляться, по меньшей мере частично, путем индукционного нагрева. Он может также по меньшей мере частично проводиться путем нагрева сляба открытым пламенем. В последнем случае предпочтительно предусматривается, чтобы нагрев сляба открытым пламенем осуществлялся газовой струей с по меньшей мере 75% кислорода, с которым смешано газообразное или жидкое топливо. Однако предусматривается также и непрямой нагрев пламенем обычного типа с использованием кислородотопливной смеси (кислородотопливный способ).
Следующее предложение по осуществлению изобретения предусматривает, чтобы прокатка сляба происходила в периодическом режиме. Альтернативно можно предусмотреть, чтобы прокатка сляба проводилась в непрерывном режиме, в зависимости от конечной толщины проката, от скорости разливки и материала.
Описанный выше технологический режим с этапами разливки, черновой прокатки при первой температуре и последующим нагревом до повышенной температуры и чистовой прокаткой может осуществляться как для кремнистых сталей, так и для микролегированных сталей и многофазных сталей.
Устройство для получения полосы из кремнистой стали, в частности из кремнистой стали с ориентированной зернистой структурой, а также из многофазной стали, отличается согласно изобретению тем, что между разливочной машиной и черновым прокатным станом находится первая печь, в которой сляб может быть нагрет до температуры черновой прокатки. Альтернативно используется тепло разливки, и черновой прокатный стан располагается сразу за установкой разливки. Кроме того, за черновым прокатным станом и перед чистовым прокатным станом расположена вторая печь, в которой сляб можно нагреть до повышенной температуры, причем вторая печь выполнена как высокотемпературная печь. В альтернативной форме осуществления за черновым прокатным станом дополнительно размещено промежуточное перемоточное устройство в качестве места хранения черновой полосы.
Вторая печь предпочтительно включает комбинацию обыкновенной печи и индукционного нагрева. Она может также содержать устройство для нагрева сляба открытым пламенем. Кроме того, вторая печь может включать обыкновенную печь.
В направлении подачи сляба сначала находятся обыкновенная печь и затем индукционный нагрев или устройство для нагрева сляба открытым пламенем. Альтернативно предусматривается, чтобы в направлении подачи сляба сначала шел индукционный нагрев или устройство для нагрева сляба открытым пламенем и затем обыкновенная печь. Следующая альтернатива предусматривает, чтобы в направлении подачи сляба сначала шла обычная печь, затем индукционный нагрев или устройство нагрева сляба открытым пламенем и затем следующая обыкновенная печь. Наконец, может предусматриваться, чтобы в направлении подачи сляба сначала был расположен индукционный нагрев или устройство нагрева сляба открытым пламенем, затем обыкновенная печь и затем следующий индукционный нагрев или устройство нагрева сляба открытым пламенем.
Части первой печи или второй печи также могут быть выполнены, по меньшей мере частично, как промежуточные платформы (в частности, качающаяся или перемещаемая поперек тележка или намоточный стол), так что при двухручьевой установке непрерывной разливки оба тонких сляба перемещаются в линию прокатки и могут прокатываться на прокатном стане (или на прокатных станах).
Кроме того, и в одноручьевой установке непрерывной разливки с по меньшей мере одной качающейся или перемещаемой поперек платформой или намоточным столом можно обеспечить хранение тонкого сляба или прокатанного начерно тонкого сляба на платформе или в расположенной параллельно печи.
Перед первой печью предпочтительно находятся ножницы.
Первый прокатный стан может состоять из единственной прокатной клети или из нескольких клетей.
Может применяться вертикальная разливочная машина или криволинейная установка непрерывной разливки.
Одно усовершенствование предусматривает установку рольганга в корпусе, который может убираться из и вводиться в производственную линию вместо обыкновенной печи.
За черновым прокатным станом может размещаться промежуточное перемоточное устройство.
По меньшей мере один индукционный нагрев или по меньшей мере одно устройство нагрева сляба открытым пламенем может быть расположено с возможностью перемещения поперек направлению подачи сляба. В этом случае можно предусмотреть, чтобы была установлена по меньшей мере одна обыкновенная печь, которая может перемещаться в направлении поперек подачи сляба, чтобы заменять индукционный нагрев или устройство нагрева открытым пламенем.
Одно усовершенствование предусматривает, чтобы находящаяся перед черновым прокатным станом первая печь содержала устройство нагрева сляба открытым пламенем или частично состояла из устройства индуктивного нагрева.
Согласно одной форме осуществления устройства черновой прокатный стан может быть расположен сразу за установкой разливки, без наличия первой печи.
Части первой печи или второй печи могут быть выполнены как промежуточная платформа. При этом предпочтительно предусматривается, чтобы платформа была выполнена как качающаяся платформа или перемещаемая поперек платформа, или как намоточный стол, чтобы позволить хранение тонкого сляба или прокатанного начерно тонкого сляба в печи рядом с главной транспортной линией одно- или двухручьевой установки непрерывной разливки.
Печь может служить в качестве промежуточного накопителя продукции, например, при смене валков. Кроме того, по металлургическим соображениям печь предусматривается для целенаправленной выдержки слябов при повышенной температуре перед чистовой прокаткой (например, для компенсация ликваций, перевода выделений в раствор).
Перед черновой прокаткой сляба можно разместить средства для гидросбива окалины высокого давления. Они предпочтительно рассчитаны для работы при давлении от 400 до 600 бар.
Кроме того, устройство может содержать правильные или прижимные валки и/или камеру для распознавания проскальзывания. При этом правильные или прижимные валки и/или камера предпочтительно расположены перед индукционным нагревом.
Для предотвращения проскальзывания можно во всех вариантах устройства согласно изобретению предусмотреть, чтобы по меньшей мере одни обрезные ножницы находились непосредственно перед индукционным нагревом (а не за индукционным нагревом).
Можно также две пары обрезных ножниц расположить друг за другом без прокатной клети между ними. При этом обе пары обрезных ножниц могут быть выполнены по-разному, благодаря чему можно будет для наладки на разные скорости перемещения чернового тонкого сляба использовать по отдельности одну или обе пары ножниц.
Концепция изобретения отталкивается от известной CSP-технологии. Под этим следует понимать совмещенную разливку и прокатку тонких слябов (тонких полос), что обеспечивает эффективное получение горячекатаной полосы, когда жесткое соединение установки непрерывной разливки и прокатного стана и их температурный режим устанавливаются по всей установке. Так, согласно технологическому режиму в обычном стане горячей прокатки, после отливки тонкий сляб снова несколько нагревают, или используется температура разливки, затем сляб прокатывают начерно, во второй раз доводят до более высокой температуры и затем прокатывают начисто.
Так как производство на CSP-установках является очень экономически выгодным и также имеет некоторые преимущества с точки зрения формирования структуры, с предложенным образом действия преимущества этой технологии воплощаются также при получении полос из кремнистой стали, а также из многофазных сталей. Этим достигаются благоприятные условия в отношении принципиальных преимуществ CSP-установки и надежности процесса.
На чертежах представлены примеры осуществления изобретения.
Фиг.1: схема литейно-прокатной установки согласно первой форме осуществления изобретения с разливочной машиной, первой печью, черновым станом, второй печью и чистовым прокатным станом,
фиг.2: альтернативное фиг.1 выполнение литейно-прокатной установки,
фиг.3: другое альтернативное фиг.1 выполнение литейно-прокатной установки,
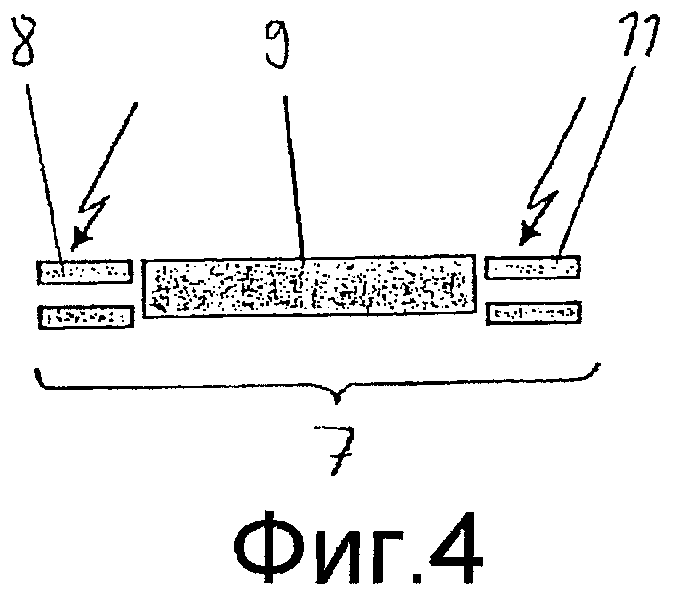
фиг.4: вторая печь литейно-прокатной установки в альтернативном варианте,
фиг.5: вторая печь литейно-прокатной установки в другом альтернативном выполнении, и
фиг.6: схема литейно-прокатной установки без первой печи с установкой в ряд разливочной машины и чернового прокатного стана.
На фиг.1 схематически показано выполнение установки получения тонких слябов, на которой может осуществляться соответствующий изобретению способ получения полос 1 из кремнистой стали с ориентированной зернистой структурой, а также из многофазной стали. Имеется вертикальная разливочная машина 2, в которой отливаются слябы 3, например, толщиной 70 мм. У ножниц 12 происходит резка сляба на желаемую длину. К ним примыкает первая печь 6, в которой тонкий сляб 3 доводится до температуры черновой прокатки T1 примерно 1000-1200°C и в которой получается желаемое выравнивание температуры в направлении ширины сляба.
Затем проводится черновая прокатка в черновом прокатном стане 4, который состоит из одной или нескольких клетей и в котором сляб 3 прокатывается до промежуточной толщины. Возможна гибкая прокатка с правильным проходом или высокое обжатие, например 65%.
При черновой прокатке происходит превращение структуры отливки в более мелкозернистую структуру прокатанного металла. Выбором скорости прокатки в клети чернового прокатного стана 4 можно влиять также на входную температуру в печь. Чтобы достичь как можно более однородных свойств по всему сечению тонкого сляба, факультативно при черновой прокатке кремнистой стали с ориентированной зернистой структурой в черновом прокатном стане 4 отказываются от применения устройства 13 сбива окалины.
За клетью чернового прокатного стана 4 расположена вторая печь 7 в форме печи выдержки или печи выравнивания температуры. Вторая печь 7 предоставляет по меньшей мере столько места, чтобы вместить прокатанный начерно тонкий сляб. Можно также предусмотреть, чтобы в печи происходило маятниковое движение или задержка чернового тонкого сляба. Вместо удерживающей печи 7 в этом месте возможен также монтаж рольганга в корпусе (например, для обработки рядовой стали). Альтернативно за черновым прокатным станом 4 размещается промежуточное намоточное устройство как малогабаритный накопитель черновых полос.
Следом за этим расположен индукционный нагрев 8, с помощью которого тонкий сляб 3 можно относительно равномерно по сечению довести до желаемой повышенной температуры T2. Для прокатки кремнистой стали с ориентированной зернистой структурой за индукционным нагревом 8 предусмотрено, чтобы температура находилась в интервале примерно от 1200 до 1350°C. Благодаря этому способу выделения растворяются при высоких температурах и создаются благоприятные условия для позднейшего повторного выделения элементов, находящихся теперь в растворенной форме, что обеспечивает достижение желаемых свойств конечного продукта.
При прокатке многофазных сталей предусмотрен нагрев, например, до 1150°C - 1300°C.
Таким образом, для интенсивного нагрева (выше 1150°C) предусмотрен индуктивный нагрев. За нагревом идет чистовая прокатка в чистовом прокатном стане 5, то есть в многоклетьевом стане со ступенчато расположенными клетями, до желаемой толщины и температуры готовой полосы и затем охлаждение полосы на участке охлаждения 14 и, наконец, намотка на моталку 15.
При прокатке рядовой стали на представленной установке за индукционным нагревом 8 требуются (обычно) температуры всего примерно 1100-1150°C, а в особых случаях возможно даже ниже. То есть, после черновой прокатки тонкий сляб можно, если требуется, гибко нагревать до более высоких или более низких температур.
Для экономичного нагрева или обработки, например, обыкновенной стали факультативно предусматривается также, чтобы устройство индукционного нагрева 8 было выполнено с возможностью перемещения в поперечном направлении, так что альтернативно вместо индукционного нагрева 8 в транспортную линию можно переместить обыкновенную печь (как первая печь 6).
Кроме того, вместо индукционного нагрева 8 альтернативно предусматривается проведение высокотемпературного нагрева по так называемому кислородотопливному способу с DFI (DFI: нагрев открытым пламенем) или по обычному кислородотопливному способу. Сведения об этом способе имеются в документе EP 0804622 B1, а также в статьях J. v. Schéele и др. "Oxygen statt heißer Luft" (Кислород вместо горячего воздуха), Energy 01/2005, стр.18-19, GIT Verlag GmbH & Co. KG, Darmstadt, а также S. Ljungars и др. "Erfolgreiche Umrüstung von Durchlauföfen auf Oxyfuel-Betrieb" (Успешная переналадка проходных печей на кислородотопливный режим), GASWÄRME International, 54, №.3, 2005.
Речь при этом идет об особой печи, у которой вместо воздуха смешиваются чистый кислород и газообразное или жидкое топливо и пламя частично направляется прямо на сляб. Это не только оптимизирует процесс горения, но и сокращает также выделение оксидов азота. При этом характеристики окалины также благоприятные, или нарастание окалины незначительное. Этим способом можно при хорошей эффективности достичь высокой удельной теплоты, близкой к случаю индуктивного нагрева. Кроме того, при горении можно устанавливать минимальный избыток кислорода или недостаток кислорода.
Факультативно возможно также всю зону нагрева за черновым прокатным станом оборудовать только кислородотопливной печью с DFI или обыкновенной кислородотопливной печью, то есть высокотемпературной печью, чтобы не использовать две разные системы нагрева (индукция, пламя) в одной установке. Подобное решение представлено на фиг.2.
Чтобы удержать образование окалины в первой печи 6 низким и уменьшить длину печи, в следующем варианте выполнения изобретения предусматривается также использовать в первой печи 6 за разливочной машиной 2 эффективный кислородотопливный режим с DFI, хотя здесь устанавливаются температуры всего примерно 1150°C.
Кислородотопливный способ с DFI может с выгодой применяться для нагрева тонких слябов также и для вариантов установки, в которых не имеется черновой клети. Это справедливо, в частности, когда образуется мало окалины, и длина печи должна быть малой.
Другие альтернативы, в частности различные компоновки печей за черновым прокатным станом 4, представлены на фиг.3, 4 и 5.
При этом фиг.3 показывает расположение индукционного нагрева 8 сразу за черновой прокаткой в клети чернового прокатного стана 4. За индукционным нагревом 8 следует обыкновенная печь 9. В этой конфигурации можно реализовать более длительное пребывание (выдержку) при высоких температурах. Это предусматривается для установления желаемых металлургических свойств кремнистой стали и многофазной стали.
На фиг.4 индуктивный нагрев разделяется, а именно на передний в направлении подачи F индукционный нагрев 8 и задний индукционный нагрев 11, причем между обоими устройствами индукционного нагрева 8, 11 находится обыкновенная печь 9.
На фиг.5 проводится разделение обыкновенной печи 9 и 10 за группой черновой прокатки; в промежутке между печами находится устройство 8 индукционного нагрева. Вместо индукционного нагрева 8 здесь можно также предусмотреть кислородотопливный нагрев с DFI. При этом можно еще больше увеличить время пребывания за группой черновой прокатки.
Чтобы увеличить время нахождения в печи при повышенной температуре, рядом с главной транспортной линией предусматриваются промежуточные платформы (тележки) и печи в качестве дополнительных накопителей.
Предложенная конфигурация установки выявляет возможности высокотемпературной печи за группой черновой прокатки, печи, которая является комбинацией обыкновенной печи и индуктивного нагрева или специальной печи и кислородотопливной технологии с DFI. Благодаря этому можно получать как обычные материалы, так и специальные материалы, в частности кремнистые стали с ориентированной зернистой структурой. То есть в этой установке получения тонких слябов можно гибко настраивать температурный режим, чтобы можно было прокатывать специальную кремнистую сталь с ориентированной зернистой структурой, а также обыкновенные стали как, например, мягкую углеродистую сталь или микролегированные стали.
Как упоминалось, можно между черновой и чистовой прокаткой устанавливать обыкновенные печи, рольганги в корпусе, специальные печи и/или устройства индукционного нагрева в произвольной последовательности. Устройство индукционного нагрева факультативно может перемещаться в поперечном направлении, так что его можно заменять обыкновенной печью.
Температурный режим в печи за черновой прокаткой можно устанавливать индивидуально в зависимости от получаемого материала (кремнистая сталь с ориентированной зернистой структурой, многофазная сталь или обыкновенная сталь).
Удаление окалины со стали с ориентированной зернистой структурой проводится (если вообще проводится) перед самой черновой прокаткой, предпочтительно при пониженном количестве воды менее 50 м3/ч/м и высоком давлении выше 400 и до 600 бар.
Регулированием процесса (скорость разливки, скорость прокатки при черновой прокатке, отслеживание) предусматривается воздействие на температуру на входе в печь и контроль времени пребывания в печи за группой черновой прокатки.
Кислородотопливная печь с DFI факультативно предусматривается также для разогрева тонких слябов сразу за разливочной машиной 2, а именно для CSP-установок с и без черновой прокатки.
На фиг.6 схематически показано альтернативное выполнение установки прокатки тонких слябов. Здесь отказались от нагрева в первой печи (перед первым прокатным станом 4) и вместо этого используется тепло разливки. Сразу за разливочной установкой 2 после идущего следом гидросбива 13 окалины высокого давления тонкий сляб 3 прокатывается при температуре T1 примерно 1000°C - 1200°C в черновом прокатном стане 4. Управление входной температурой T1 осуществляется путем регулирования охлаждения при непрерывной разливке и скорости разливки. В этом варианте установка разливки и группа черновой прокатки объединены. При достижении желаемой длины черновой полосы проводится резка на ножницах 12 за черновым станом 4. Размеры печи 7 могут быть рассчитаны так, чтобы в ней помещалась длина черновой полосы. Дальнейшая обработка, то есть нагрев до повышенной температуры T2 и чистовая прокатка и т.д. происходят описанным выше образом. Альтернативно или дополнительно за черновым прокатным станом 4 и ножницами 12 установлено промежуточное намоточное устройство как малогабаритный накопитель черновой полосы.
Кроме того, в особом случае представленная установка может, альтернативно или по выбору, работать в непрерывном режиме. То есть разливочная машина, а также черновой и чистовой прокатные станы в таком случае объединены друг с другом, и прокатка проводится со скоростью разливки. Резка полосы на желаемые длины при бесконечной прокатке происходит перед самой моталкой. Для смены валков сначала непрерывный режим переключается на периодический. Для смены валков можно уменьшить скорость разливки и/или повысить скорость входа на чистовой прокатный стан.
Для механической защиты устройства индукционного нагрева от повреждений за черновой прокаткой или перед индукционным нагревом предусмотрены правильные или прижимные валки и/или камера для распознавания проскальзывания и осуществление отдельного воздействия на число оборотов валков и разные диаметры черновой клети для предотвращения проскальзывания.
Альтернативно на описанной установке можно, естественно, обрабатывать, как уже упоминалось, и другие материалы.
Однако в зависимости от материала подбирается температурный режим и устанавливаются разные определенные температуры T2 перед чистовым прокатным станом 5, а также используются или активируются описанные компоненты во второй печи 7.
Тогда как в случае обыкновенной стали вторая печь 7 работает главным образом как удерживающая печь, в случае кремнистой стали или же, кроме того, различных микролегированных сталей или многофазных сталей после чернового прокатного стана во второй печи 7 устанавливают определенную повышенную температуру (например, выше 1150°C-1350°C) и тем самым положительно воздействуют на свойства. Таким образом, изобретение или установка повышенной промежуточной температуры T2 не ограничиваются только кремнистой сталью, но предусматриваются также для микролегированных сталей и многофазных сталей.
Список ссылочных позиций:
1 полоса
2 разливочная машина
3 сляб
3 прокатанный сляб
4, 5 прокатный стан
4 черновой прокатный стан
5 чистовой прокатный стан
6 первая печь
7 вторая печь (высокотемпературная печь)
8 индукционный нагрев/устройство нагрева сляба открытым пламенем
9 обыкновенная печь
10 обыкновенная печь
11 индукционный нагрев/устройство нагрева сляба открытым пламенем
12 ножницы
13. устройство сбива окалины
14 участок охлаждения
15 моталка
F направление подачи
T1 температура черновой прокатки
T2 определенная повышенная температура перед чистовой прокаткой
Реферат
Изобретение относится к способу получения полос из кремнистой стали, в частности из кремнистой стали с ориентированной зернистой структурой, а также из многофазной стали. В способе сначала в разливочной машине отливают сляб, затем его прокатывают в по меньшей мере одном прокатном стане в полосу и перед и/или за по меньшей мере одним прокатным станом сляб нагревают в по меньшей мере одной печи, за разливочной машиной и перед черновым прокатным станом сляб нагревают в первой печи до температуры черновой прокатки (T1), или в отсутствие первой печи сляб проходит в черновой прокатный стан с использованием теплоты разливки с последующей прокаткой сляба в черновом прокатном стане, за черновым прокатным станом сляб нагревают во второй печи (7) до определенной температуры (Т2), которая выше температуры черновой прокатки (T1), с последующей прокаткой сляба в чистовом прокатном стане до окончательной толщины полосы. При этом в случае обработки многофазной стали или стали со сравнительно высоким содержанием легирующих элементов полосу в течение заданного времени удерживают при повышенной температуре (Т2), предпочтительно от 1150°С до 1300°С, пока неоднородное распределение легирующих элементов - ликвация не будет по меньшей мере частично, а предпочтительно полностью ликвидировано, и в случае обработки кремнистой стали, в частности кремнистой стали с ориентированной зернистой структурой, полосу в течение заданного времени пребывания удерживают при повышенной температуре (Т2), предпочтительно от 1200°С до 1350°С, пока выделения различных типов, по меньшей мере, частично, а предпочтительно полностью, не перейдут в раствор, при это�
Формула
Документы, цитированные в отчёте о поиске
Способ раскатки горячей широкой полосы из тонких слябов и установка для его осуществления
Комментарии