Очистка сляба перед печью с роликовым подом компактного литейно-прокатного комплекса - RU2296021C2
Код документа: RU2296021C2
Описание
Изобретение касается устройства для удаления отслаивающейся окалины с поверхности сляба, например тонкого сляба, в условиях компактного литейно-прокатного комплекса, включающего в себя, по меньшей мере, слябовую разливочную машину, устройство резки сляба, печь для выравнивания температуры и одну или несколько прокатных клетей с моталкой, а также устройство для гидросбива отслаивающейся окалины, которое имеет, по меньшей мере, расположенные соответственно сверху и снизу относительно сляба распылительные трубки, причем каждая распылительная трубка оснащена распыляющими форсунками и расположена перед печью для выравнивания температуры, например печью с роликовым подом, и присоединена к подводу для воды с технологически необходимым давлением и с соразмерным соответствующему количеству распыляющих форсунок объемным потоком. Изобретение также касается способа эксплуатации названного устройства.
Поступающий от разливочной машины сляб обычно покрыт окалиной. Как правило, такой сляб в условиях компактного литейно-прокатного комплекса подается неочищенным в печь с роликовым подом. Это может привести к тому, что попадающая в печь с роликовым подом окалина в течение времени эксплуатации собирается на роликах печи, образуя нерегулярные скопления и налипы. Это может привести к отпечаткам на нижней стороне сляба и таким образом к снижению качества поверхности сляба или соответственно готовой прокатанной полосы. Кроме того, свободно лежащая окалина действует как изоляционный слой, который приводит к ухудшенной теплопередаче при нагреве сляба в печи с роликовым подом.
Известны способы и устройства для очистки сляба как от отслаивающейся, так и от прочно держащейся окалины с помощью распыления воды под высоким давлением.
Например, документ JP 11047820 описывает способ для удаления прочно держащейся окалины с поверхности сляба посредством подачи больших количеств воды под низким давлением и последующим распылением малых количеств воды под высоким давлением на поверхность сляба с целью резкого охлаждения поверхности до 300-400°С и отслаивания окалины посредством механического силового воздействия. Вода высокого давления разбрызгивается с давлением около 200-300 атм для механического удаления окалины.
Документ JP 10128425 описывает устройство для очистки от окалины нагретого сляба со стороны выхода из нагревательной печи. При этом приблизительно через 10 секунд после выхода сляба из печи при помощи устройства предварительного удаления окалины сначала в течение 30 секунд на поверхность сляба подается вода под низким давлением для создания термического напряжения, причем давление воды составляет около 20 атм. Вода под высоким давлением около 120 атм распыляется на поверхность сляба через 30 секунд после охлаждения водой, подаваемой под низким давлением для проведения полной очистки от окалины.
Документ JP-A-02-121714 описывает устройство для очистки от окалины с установками для инжектирования и распыления воды под высоким давлением с ударным воздействием около 10 кг/см2 на верхнюю и нижнюю стороны стальной полосы на выходе из установки для непрерывной разливки полосы.
Документ "Donini E.A. et al.: "Flexible Thin-slab Rolling: Matching The Requirement Of Integrated Producers Iron and Steel Engineer, Association of Iron and Steel Engineers, Pittsburgh, US, том. 74, № 6, (1997-06-01), стр. 39-44, ХР000658413 ISSN: 0021-1559 описывает установку для непрерывной разливки с встроенными устройствами очистки от окалины, причем распыляющие воду форсунки воздействуют на верхнюю и нижнюю стороны прокатной полосы жесткими реактивными струями, совершают круговые движения и отслаивают слой окалины.
В документе ЕР-А-0846508 описана установка для непрерывной разливки с устройством вытяжки в соединении с устройством мягкого обжатия, за которым следует устройство резки и нагревательная печь, с устройством очистки от окалины с применением воды, расположенным перед устройством резки, причем нагревательная печь расположена у выхода установки для непрерывной разливки.
Документ JP-A-01091908 раскрывает устройство для очистки от окалины с водораспылительными форсунками во взаимодействии с вращающейся проволочной щеткой перед нагревательной печью.
В документе DE-A-4133898 описан способ для удаления разливочного шлака или соответственно окалины с непрерывно разливаемого исходного материала для изготовления горячекатаной широкой полосы с улучшенным качеством поверхности при использовании технологии непрерывной разливки с получением тонкого сляба. Разливочный шлак или окалина удаляются посредством подачи воды под давлением на поверхность литой заготовки перед подачей в расположенную после установки непрерывной разливки нагревающую печь, причем вторичное охлаждение на установке непрерывной разливки регулируется таким образом, что температура подачи тонкого сляба в нагревательную печь поддерживается на одинаковом уровне.
Исходя из вышеупомянутого уровня техники в основе изобретения лежит задача создания улучшенного способа очистки от окалины и соответствующего устройства гидросбива окалины, в частности для компактного литейно-прокатного комплекса, обеспечивающих очистку сляба с по возможности незначительными тепловыми потерями, а также уменьшение попадания окалины в печь с роликовым подом и улучшение качества поверхности горячекатаной широкой полосы.
Для решения этой задачи для устройства, охарактеризованного в ограничительной части независимого пункта 1 формулы изобретения, изобретением предусматривается устройство гидросбива окалины, выполненное таким образом, что отслоившаяся окалина и сточная вода подается в желоб для окалины с установленным в стоке устройством разделения на воду и твердое вещество.
С помощью указанных признаков изобретения осуществляется очистка сляба с незначительными тепловыми потерями, уменьшается попадание окалины в печь с роликовым подом и устраняется налипание окалины на роликах печи с роликовым подом. Дополнительно в печи с роликовым подом улучшается теплопередача в сляб и в целом достигается увеличение качества поверхности горячекатаной широкой полосы.
Другие варианты осуществления соответствующего изобретению устройства предусмотрены в зависимых пунктах формулы изобретения.
Способ для гидросбива отслаивающейся окалины от поверхности сляба характеризуется преимущественно тем, что давление подачи воды к разбрызгивающим форсункам устройства гидросбива окалины составляет 5-15 атм, предпочтительно <10 атм. Целесообразным образом в способе используется принцип термоудара.
Особенно предпочтительно использование способа согласно изобретению перед подачей сляба в печь с роликовым подом.
Дополнительные предпочтительные варианты осуществления способа указаны в дополнительных зависимых пунктах формулы изобретения.
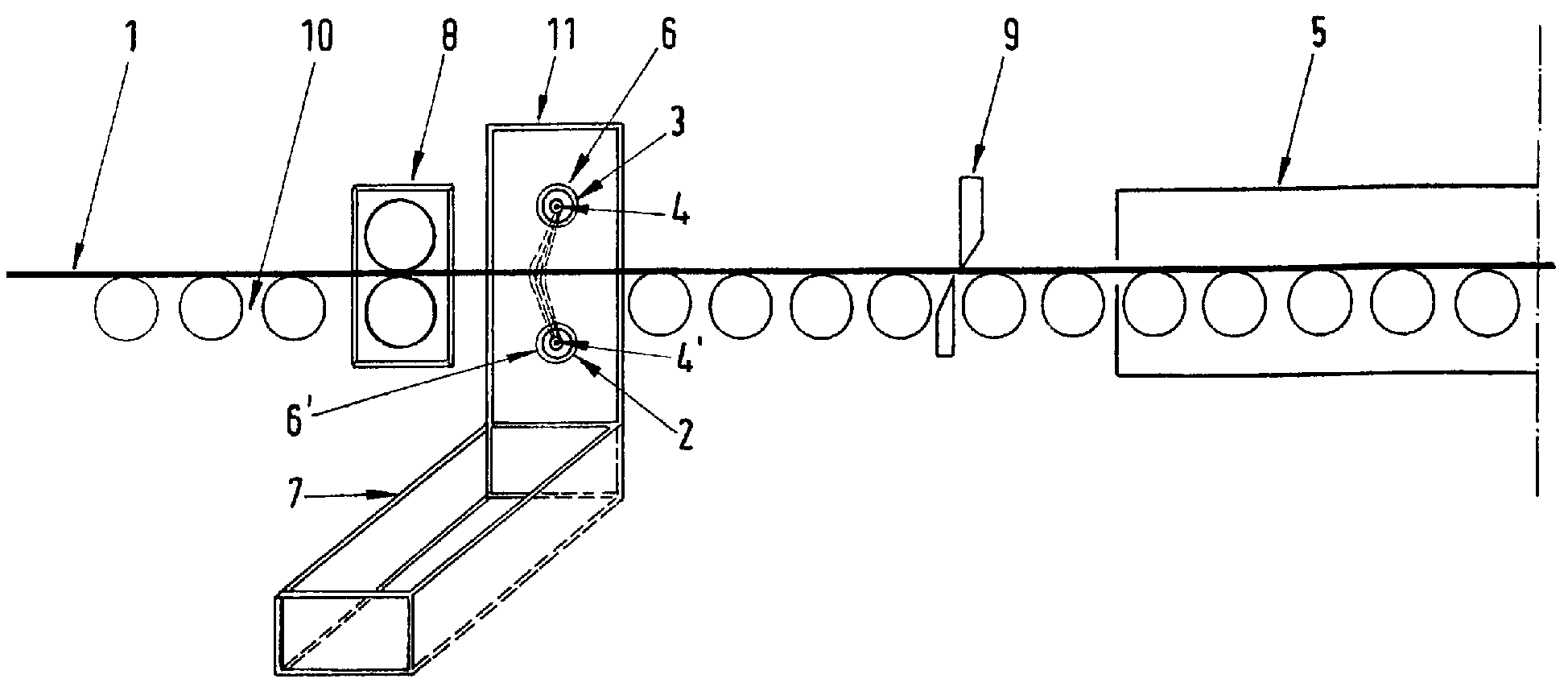
Далее изобретение дополнительно поясняется посредством чертежа, где показана технологическая схема устройства по изобретению. Согласно схематичному представлению сляб 1, который отливается на подробно не представленной установке непрерывной разливки тонких слябов, перемещается на рольганге 10 сначала к правильно-тянущему устройству 8, которое подает тонкий сляб 1 к устройству 11 гидросбива окалины с поверхности сляба. Это устройство 11 гидросбива окалины является основой изобретения. Устройство 11 содержит, по меньшей мере, одну нижнюю распылительную трубку 2 и, по меньшей мере, одну верхнюю распылительную трубку 3. Распылительные трубки 2, 3 жестко установлены и каждая из них оснащена распыляющими форсунками 4, направленными к поверхности сляба 1. Каждая распылительная трубка 2, 3 соединена с подводом 6 для воды с технологически необходимым давлением и с соразмерным соответствующему количеству сопел 4 объемным потоком. Устройство 11 гидросбива окалины расположено перед печью 5 с роликовым подом, но после правильно-тянущего устройства 8. Между устройством 11 гидросбива окалины и печью 5 с роликовым подом находится выполненное в виде ножниц устройство 9 резки сляба, которое разрезает сляб поперек на стандартные веса.
Смытая устройством гидросбива с поверхности окалина и сточная вода попадает в желоб 7 для окалины с установленным в стоке устройством разделения на воду и твердое вещество. Рабочие параметры устройства гидросбива окалины настраиваются таким образом, что давление подачи воды к распылительным трубкам 2, 3 составляет 5-15 атм, предпочтительно <10 атм. Находящаяся на поверхности сляба окалина отделяется по принципу термоудара и удаляется. Отслоившаяся окалина и сточная вода, как оговаривалось ранее, направляется в желоб 7 для окалины и там разделяется на составные части.
Устройство 11 гидросбива окалины не ограничивается показанным на чертеже расположением между правильно-тянущим устройством 8 и печью 5 с роликовым подом, и без выхода за рамки изобретения, возможно его расположение в направлении перемещения сляба между ножницами 9 и печью 5 с роликовым подом. У слябовой установки с дополнительно уменьшающей в случае необходимости толщину сляба обжимной клетью устройство 11 гидросбива окалины может быть расположено между обжимной клетью и печью 5 с роликовым подом. Кроме того, при другой конфигурации установки устройство 11 гидросбива окалины должно быть введено обязательно перед печью с роликовым подом.
При использовании устройства гидросбива окалины согласно изобретению, которое в противоположность к уровню техники не является устройством гидросбива окалины для удаления прочно держащейся первичной окалины, очистка сляба может осуществляться с незначительными тепловыми потерями. Дополнительно устраняется попадание окалины в печь с роликовым подом и тем самым накопление окалины на роликах печи. Уменьшение количества окалины на поверхности сляба улучшает теплопередачу в сляб в печи с роликовым подом и позволяет улучшить качество поверхности изготавливаемого в последующих прокатных клетях горячекатаной широкой полосы.
Реферат
Изобретение относится к прокатному производству тонкого сляба в условиях компактного литейно-прокатного комплекса. Задача изобретения - сокращение тепловых потерь и улучшение качества поверхности полосы. Комплекс содержит слябовую разливочную установку, устройство резки сляба, печь для выравнивания температуры и одну или несколько прокатных клетей с моталкой. Устройство гидросбива окалины содержит одну нижнюю относительно сляба и одну верхнюю распылительные трубки, каждая из которых снабжена распыляющими форсунками. Устройство гидросбива расположено перед печью с роликовым подом и присоединено к подводу воды с технологически необходимым давлением. Устройство гидросбива содержит желоб для подачи в него окалины и сточной воды с установленным в стоке устройством разделения на воду и твердое вещество. Изобретение обеспечивает улучшение условий теплопередачи, качество поверхности изготавливаемой полосы. 2 н. и 6 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения рулонов стальной полосы и установка для его осуществления
Агрегат для производства полосы и/или листа
Комментарии