Изделие из катаной нержавеющей стали и способ его изготовления - RU2679021C1
Код документа: RU2679021C1
Чертежи









Описание
Настоящее изобретение относится к нержавеющим сталям в форме листового проката, в частности, к полосам, плитам и листам, или к изделиям, вырезанным из таких полос, плит и листов и/или полученным посредством придания формы таким полосам, плитам и листам.
Нержавеющие стали используют в широком ряде областей для получения изделий, которые должны оставаться на виду и иметь надлежащий внешний вид, который является визуально привлекательным благодаря своей яркости. В частности, это относится к случаям, когда такие изделия используются для изготовления фурнитуры, бытовых электрических приборов, столовых приборов, облицовки фасадов зданий и т.д.
Однако такие изделия имеют недостаток, состоящий в том, что пользователи оставляют на рассматриваемых изделиях очень заметные следы пальцев, поэтому поверхности этих изделий необходимо регулярно очищать, чтобы в полном объеме сохранить эстетические свойства нержавеющей стали.
Для частичного устранения указанной проблемы были разработаны различные технические решения. Существуют лаки, которые осаждаются посредством лакировки поверхности нержавеющей стали и которые могут сделать следы от пальцев видимыми только в случае, если смотреть на изделие под определенными углами. Однако это решение не является идеальным, поскольку оно не устраняет проблемы полностью, учитывая, что следы пальцев остаются видимыми при определенных условиях рассмотрения. Кроме того, этот лак должен осаждаться во время специально заданной операции изготовления, что неизбежно значительно увеличивает стоимость изготовления изделия и снижает производительность производственной линии по изготовлению изделий или производственной линии исходных заготовок (полос плит, листов и т.п.), из которых изготавливают изделия. Для сохранения эффекта противодействия оставлению следов пальцев слой лака также не должен значительно разрушаться в процессе использования изделия, что не гарантируется, когда изделие может подвергаться трению во время использования (например, ножи, кухонные рабочие поверхности и т.д.). И, наконец, покрытие может разрушаться, если после его нанесения обработанное изделие с нанесенным покрытием должно подвергаться формообразованию, посредством штамповки, гибки и т.п. Кроме того, нанесение покрытия только после формообразования не всегда является возможной или легкой операцией.
Задача изобретения состоит в том, чтобы предложить изготовителям нержавеющей стали или изделий из нержавеющей стали прокат, который гарантированно невосприимчив к следам пальцев на устойчивой основе без чрезмерного влияния на время изготовления и стоимость изделий или заготовок, из которых они изготавливаются.
С этой задачей изобретение относится к изделию из катаной нержавеющей стали, отличающемуся тем, что его поверхность имеет выпукло-углубленную структуру, включающую в себя неупорядоченное смежное расположение многоугольников, по меньшей мере, двух типов, причем каждый из указанных многоугольников имеет, по меньшей мере, три стороны, площадь поверхности 1 - 9 мм2 и разницу между наименьшим и наибольшим размерами 0,5 - 3 мм, каждый многоугольник выполнен, по существу, из параллельных прямолинейных насечек, каждая из которых отстоит на ±15° относительно средней ориентации насечек, имеющих глубину 5 - 30 мкм и разделенных линиями выступов, оси насечек расположены на расстоянии 0,1 - 0,3 мм друг от друга, причем спектральный анализ насечек посредством преобразования Фурье, выполненный на площади, по меньшей мере, 100 мм2, показывает, что они имеют изотропию, по меньшей мере, 40% между направлением прокатки и боковым направлением, и две смежные предпочтительные угловые ориентации насечек из числа трех основных предпочтительных угловых ориентаций насечек разнесены минимум на 20° и максимум на 60°.
Предпочтительно, плоскость отсчета каждого многоугольника наклонена относительно плоскостей отсчета смежных многоугольников на 1-10°.
Предпочтительно, спектральный анализ ее поверхности показывает от трех до восьми предпочтительных угловых ориентаций.
Предпочтительно, боковые участки указанных насечек имеют криволинейные поверхности и/или поверхности, включающие в себя непрямолинейность.
Для изготовления изделия могут использоваться лист, плита или полоса.
Изделие может быть изготовлено посредством резки из полос, плит или листов и/или получено посредством придания формы полосам, плитам или листам упомянутого типа, образующих заготовку указанного изделия.
Изобретение также относится к способу изготовления изделия указанного типа, отличающегося тем, что указанную поверхность, имеющую указанную структуру, получают во время прокатки изделия или заготовки указанного изделия посредством давления, прикладываемого прокатным валком к поверхности изделия или его заготовки, причем указанный валок, в свою очередь, имеет на поверхности структуру, позволяющий получить указанную структуру на поверхности изделия.
Должно быть понятно, что изобретение состоит из выполнения во время операции прокатки на поверхности изделия или поверхности полуфабриката, который является заготовкой указанного изделия, выпукло-углубленной структуры конкретного отчетливого типа. Эта структура основана на неупорядоченном смежном расположении многоугольников, по меньшей мере, двух типов, необязательно правильных, имеющих, по меньшей мере, три стороны. Плоскости поверхностей смежных многоугольников предпочтительно слегка наклонены относительно друг друга. Каждый из многоугольников, в свою очередь, ограничивает область, где, по существу, присутствуют параллельные царапины заданной глубины и ширины. Каждый из многоугольников имеет площадь поверхности 1 - 9 мм2, разницу между наименьшим и наибольшим размерами 0,5 - 3 мм, и плоскость отсчета каждого многоугольника наклонена относительно плоскостей отсчета смежных многоугольников на 1-10°.
Каждый многоугольник выполнен из, по существу, параллельных насечек, т.е. каждая из которых отстоит на ±15° относительно средней ориентации насечек. Насечки имеют глубину 5 - 30 мкм и разделены линиями выступов. Оси насечек расположены на расстоянии 0,1 - 0,3 мм друг от друга. Спектральный анализ поверхности изделия посредством преобразования Фурье на площади, по меньшей мере, 100 мм2, показывает, что она имеет изотропию, по меньшей мере, 40% между направлением прокатки и поперечным направлением, и две смежные ориентации из числа трех основных предпочтительных угловых ориентаций, определяемых спектральным анализом, разнесены минимум на 20 - 60°.
Предпочтительно, структура, полученная посредством гравировки поверхности изделия, имеет от трех до восьми предпочтительных угловых ориентаций. Более восьми таких предпочтительных ориентаций больше не будут обеспечивать, что угловое отклонение между двумя соседними предпочтительными ориентациями все еще будет достаточным для создания надлежащего желательного эффекта уменьшения следов пальцев.
Глубина насечек 5 - 30 мкм объясняется тем фактом, что было бы очень сложно выполнить отпечаток глубиной менее 5 мкм, и в любом случае полученный результат не был бы достаточно эффективным. При глубине насечек более 30 мкм полученный эффект противодействия оставлению следов пальцев не улучшается значительно, и существует риск получения излишней шероховатости листа для некоторых применений. Гравировка прокатного валка при таком уровне жесткости также была бы проблематичной.
Авторы изобретения также выполнили испытания других типов гравировки поверхности листов из нержавеющей стали. Ниже приведено описание примера гравировки другого типа. Однако было показано, что тип гравировки по изобретению был наиболее пригодным из числа испытанных гравировок в отношении получения изотропии и особенностей многоосного отражения, что позволяет наилучшим образом решить проблему видимости следов пальцев.
Указанный отпечаток выполняют с помощью рабочего валка стана, который приходит в контакт с поверхностью, подлежащей обработке. Этот валок, в свою очередь, имеет на поверхности гравированную структуру, которая, по меньшей мере, приблизительно является «негативом» структуры, которую требуется отгравировать на поверхности изделия. Эту операцию обязательно требуется выполнять без полирования; углубления на поверхности изделия выполняются соответствующими выступающими участками, расположенными на валке, а выступающие участки поверхности изделия получают с помощью соответствующих углублений, расположенных на валке. Степень идентичности размеров структур валка и структуры, которая должна быть получена, в частности, относящаяся к размерам выступающих/углубленных частей валка, необходимо определять опытным путем, и ее можно варьировать в зависимости от соответствующих твердостей поверхностей валка и поверхности, подлежащей обработке, и на основании интенсивности давления, прикладываемого к поверхности валка.
Если должна быть обработана только одна из поверхностей катаного изделия, разумеется, необходимо использовать только один рабочий валок, имеющий на поверхности негативную гравировку структуры, подлежащей нанесению. Если должны быть обработаны обе поверхности катаного изделия, оба рабочих валка должны иметь указанную негативную гравировку. Прокатный стан может быть любого известного типа, как принято, с парой рабочих валков и одной или несколькими парами опорных валков или, например, типа Сендзимир, или станом планетарного типа.
Валки, в свою очередь, гравируют, используя промышленный способ, такой как лазерная гравировка, электроэрозионная обработка и т.д.
Ниже приведено подробное описание изобретения со ссылкой на приложенные фигуры:
фиг. 1 и фиг. 2 - поверхность негравированного листа из нержавеющей стали по существующему уровню техники и диаграмма его спектрального анализа с использованием в качестве направления отсчета направление прокатки (фиг. 1) и поперечное направление (фиг. 2);
фиг. 3 и фиг. 4 - поверхность листа из нержавеющей стали, гравированного не по изобретению, и диаграмма его спектрального анализа с использованием в качестве направления отсчета направление прокатки;
фиг. 5-7 - примеры изолированных многоугольников, относящиеся к гравировке, выполненной на листе из нержавеющей стали по изобретению с соответствующими диаграммами спектрального анализа;
фиг. 8 - перспективный вид иллюстративного участка поверхности листа из нержавеющей стали, гравированного по изобретению;
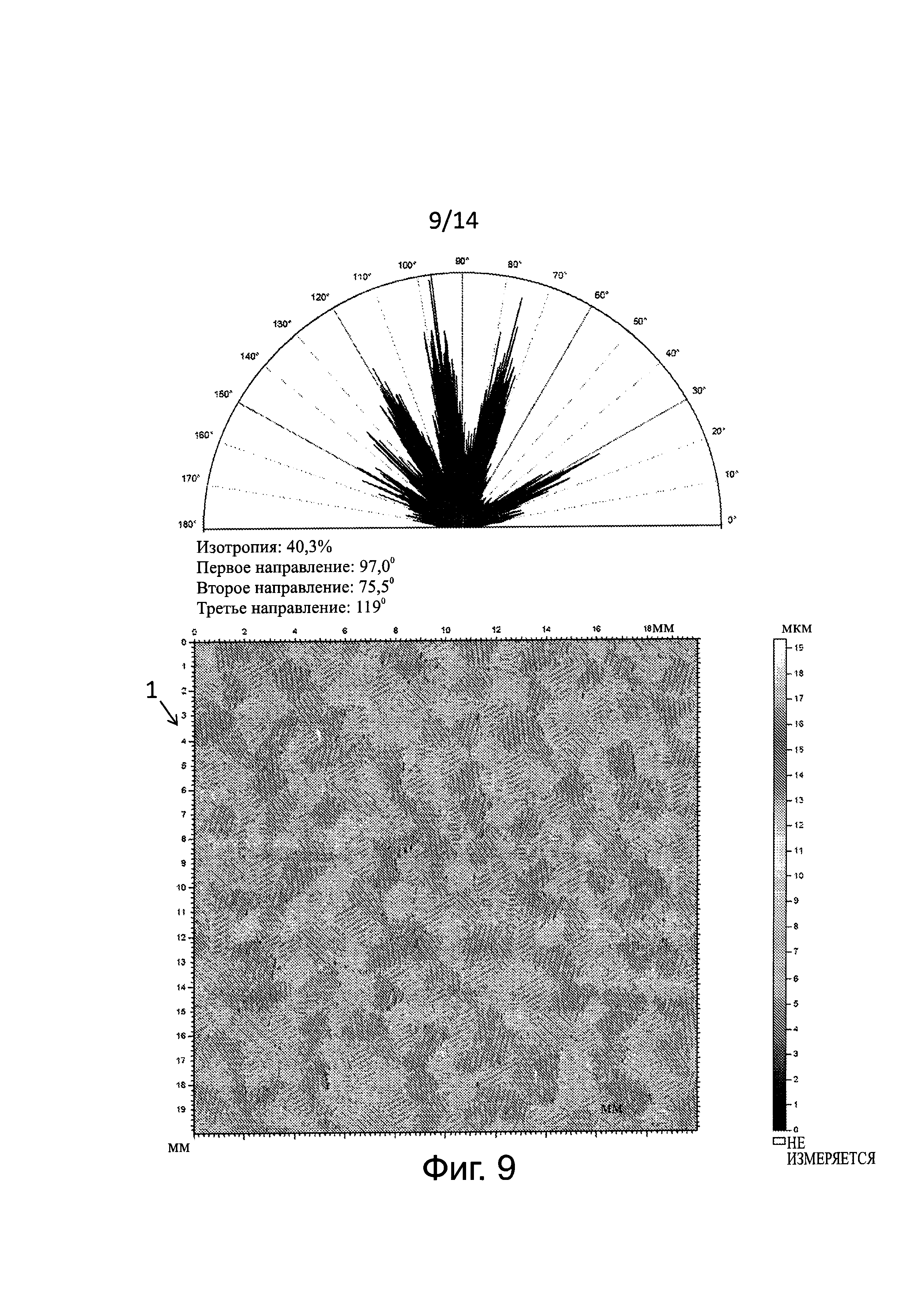
фиг. 9-12 - виды сверху примеров участков поверхности листа из нержавеющей стали по изобретению с соответствующими диаграммами спектрального анализа;
фиг. 13 - поверхность контрольного листа из нержавеющей стали с негравированной поверхностью, на которой видны следы пальцев;
фиг. 14 - поверхность контрольного листа из нержавеющей стали с таким же увеличением, как и на фиг. 13, гравированная согласно фиг. 3 и 4, на которой видны следы пальцев;
фиг. 15 - поверхность контрольного листа из нержавеющей стали с таким же увеличением, как и на фиг. 13, гравированная по изобретению, на которой, по существу, не видны следы пальцев.
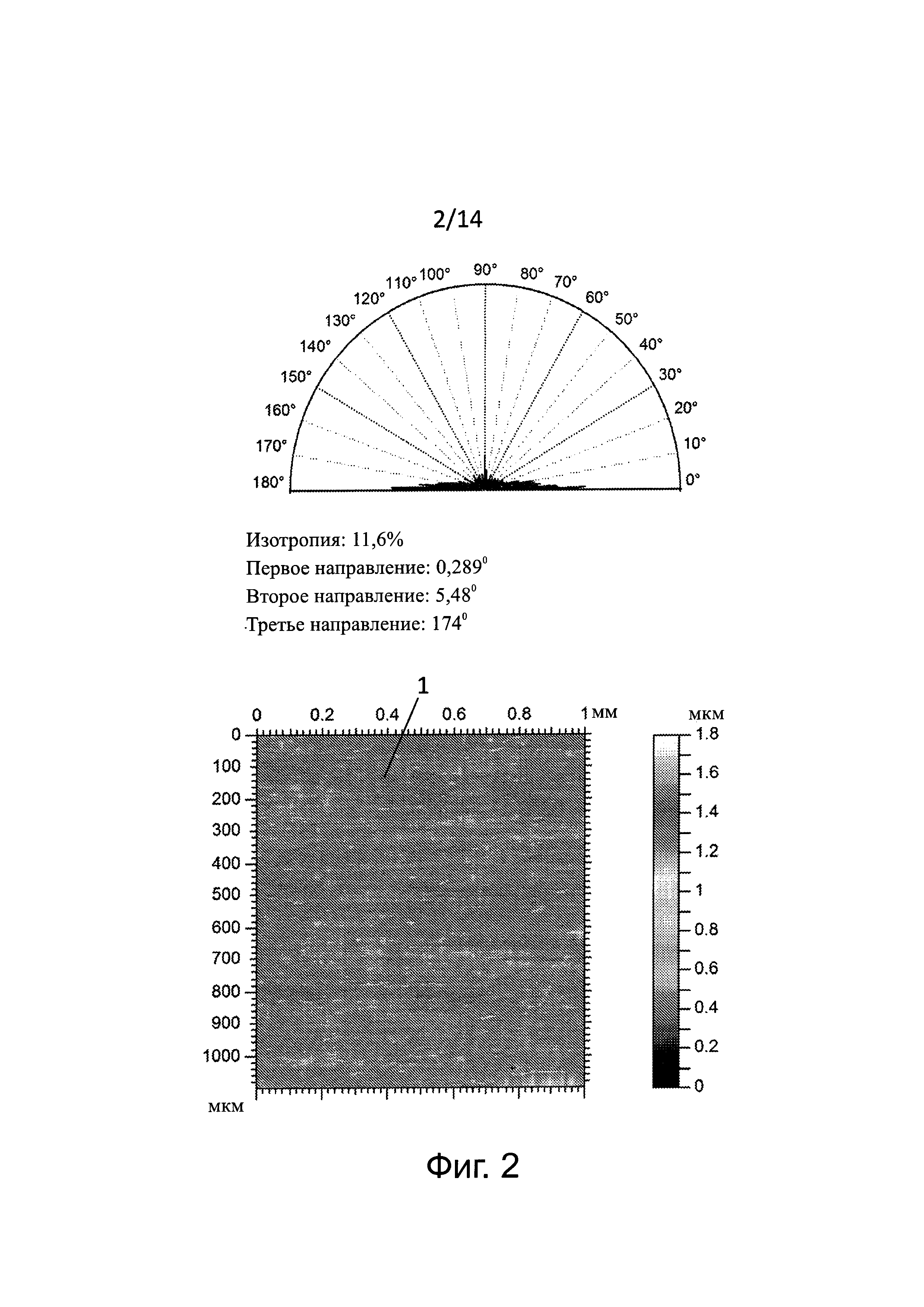
Для справки на фиг. 1 и 2 показаны поверхности образцов листа 1 из нержавеющей стали, катаного с помощью гладких рабочих валков из нержавеющей стали, как это обычно принято, и, следовательно, не имеющего специальной гравировки. Сами поверхности образцов листа являются относительно гладкими: можно видеть только неглубокие (приблизительно 1 - 1,5 мкм) и очень узкие насечки, четко ориентированные вдоль направления прокатки, и, кроме того, представлены их диаграммы спектрального анализа посредством преобразования Фурье, выполненные с помощью традиционных методов (например, см. документ «Techniques de l'Ingénieur, La transformée de Fourier et ses applications» [Технология машиностроения, преобразование Фурье и его применения], том AFM3, AF1440-1443).В примере на фиг. 1 анализ выполнен с использованием направления прокатки в качестве исходной ориентации (90°), и в примере на фиг. 2 анализ выполнен с использованием поперечного направления в качестве исходной ориентации, т.е. направления, перпендикулярного направлению прокатки.
Степень изотропии между направлением прокатки и поперечным направлением составляет 11,6% и идентична для обоих изображений, что является логичным, поскольку используется один и тот же лист. Это низкая степень, что является нормальным, поскольку не было принято никаких специальных мер для воздействия прокатки листа на структуру поверхности с целью ее улучшения, и прокатку выполняли в четко определенном направлении. Такая очень низкая изотропия поверхности является недостатком с учетом видимости следов пальцев, поскольку она содействует отражению света в четко определенных направлениях, в которых следы пальцев отчетливо видны.
Замеченные в направлении прокатки (фиг. 1) насечки имели преимущественные направления 90,0°, 95,5° и 84,3° относительно поперечного направления (углы 0° и 180°, соответствующие двум направлениям поперечного направления), которые, следовательно, идентичны или очень близки направлению прокатки.
Замеченные в поперечном направлении (фиг. 2) насечки имели преимущественные направления 0,289°, 5,48° и 174° относительно поперечного направления, которые, следовательно, по существу, перпендикулярны поперечному направлению и, следовательно, соответствуют направлению прокатки. Следовательно, согласованность результатов измерения на фиг. 1 и 2 сравнительно высокая с точностью до нормальных погрешностей измерения.
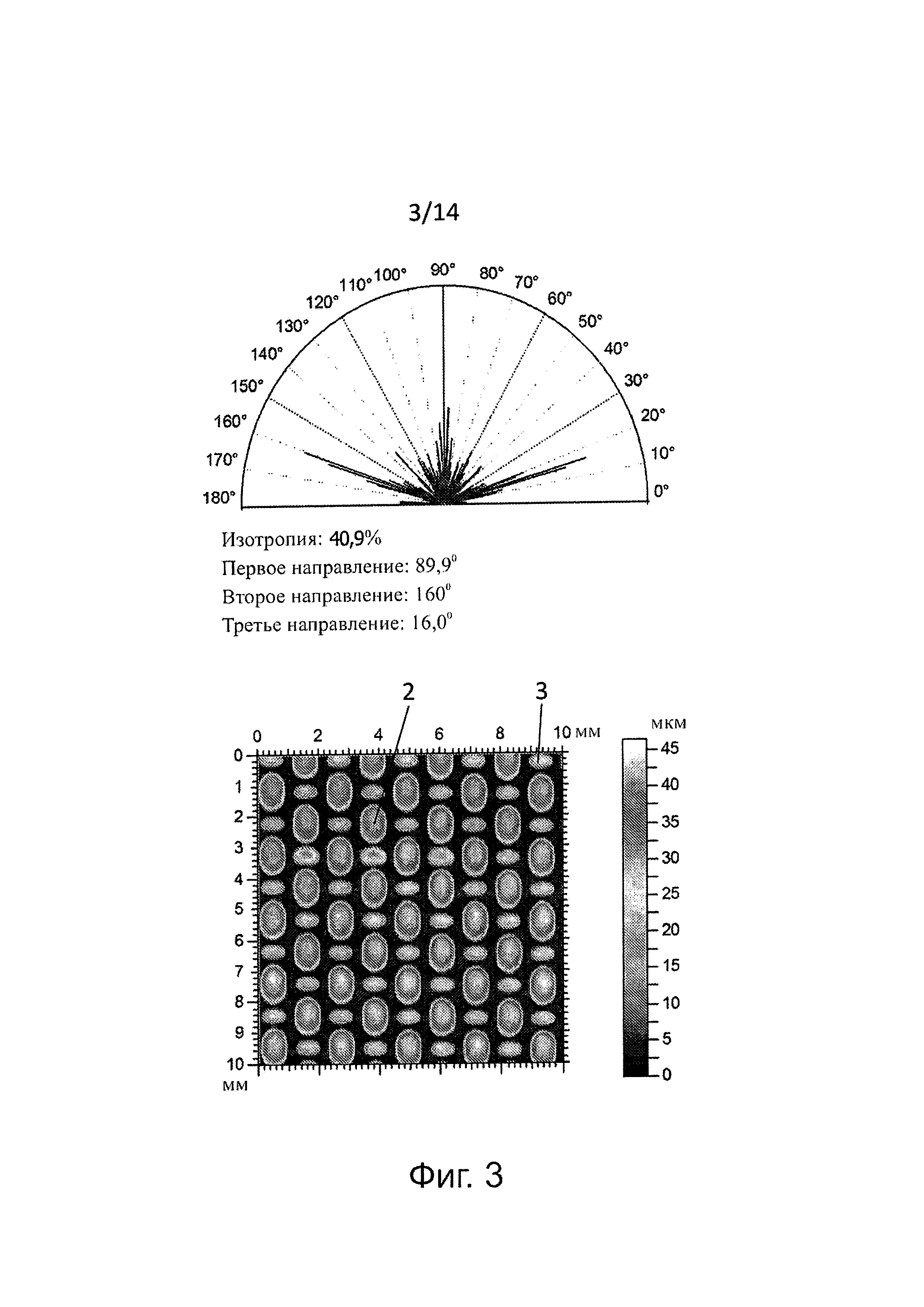
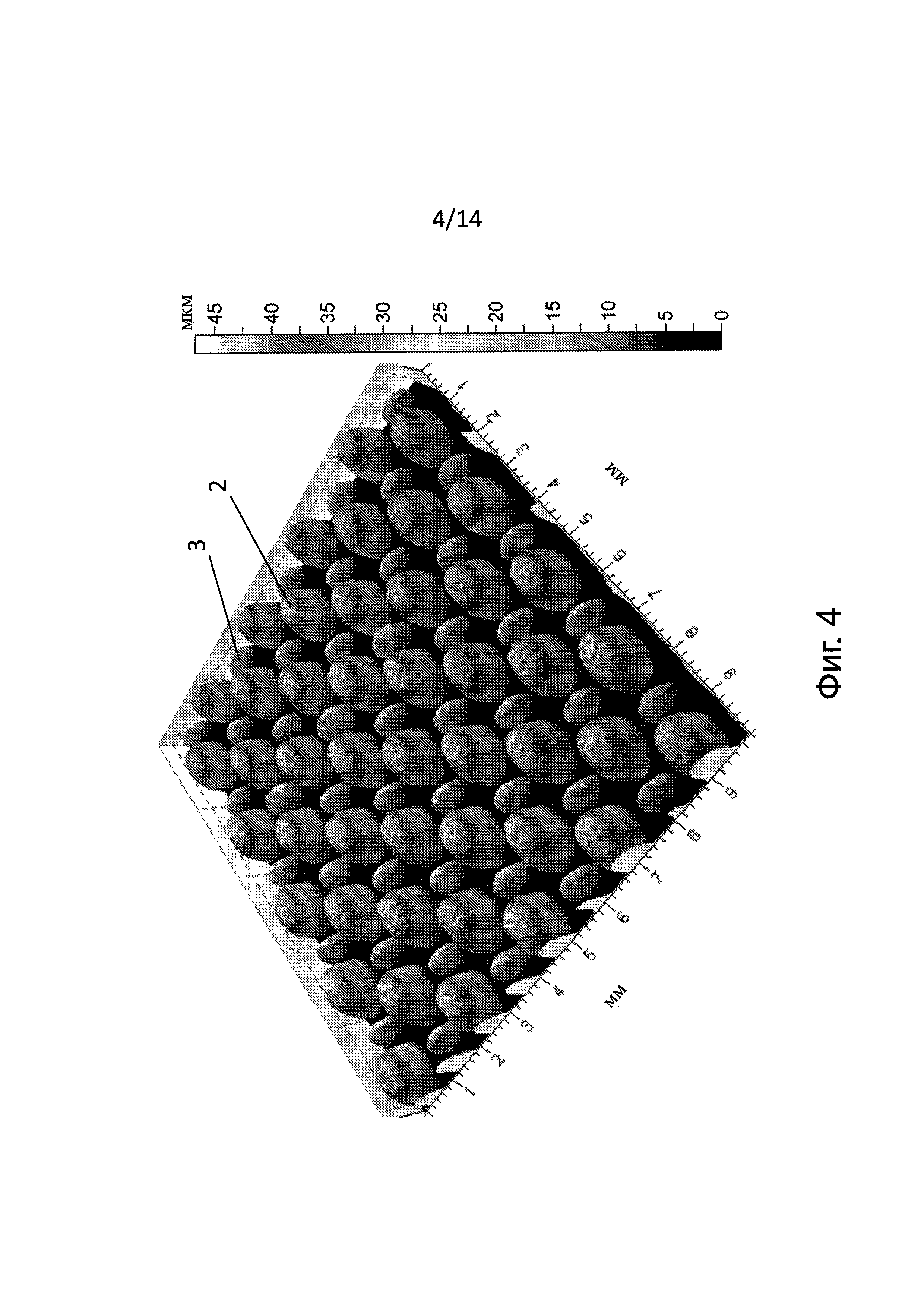
На фиг. 3 и 4 показана поверхность листа, гравированная с образованием структуры не по изобретению. Она включает в себя выступающие части двух групп, перемежающихся в соответствующем порядке.
Первая группа, ориентированная в направлении прокатки, включает в себя выступы 2 высотой 45 мкм и, по существу, эллиптического сечения, причем у основания выступов большая ось имеет размер 1,25 мм и малая ось имеет размер 0,85 мм. Указанные выступы расположены рядами в шахматном порядке вдоль линий, находящихся на расстоянии 1,13 мм друг от друга. Сечение каждой выступающей части постепенно уменьшается по высоте выступающей части, и вершины двух соседних выступающих частей 2, расположенных в одном и том же ряду, находятся на расстоянии 2 мм друг от друга.
Вторая группа, ориентированная в поперечном направлении, включает в себя выступающие части 3, вставленные в соответствующем порядке между выступающими частями 2 первой группы. Выступающие части 3 имеют высоту 30 мкм и, по существу, эллиптическое сечение, причем у основания выступов большая ось имеет размер 0,88 мм и малая ось имеет размер 0,57 мм. Указанные выступы расположены рядами в шахматном порядке вдоль линий, находящихся на расстоянии 1 мм друг от друга. Сечение каждой выступающей части постепенно уменьшается по высоте выступающей части, и вершины двух соседних выступающих частей 3, расположенных в одном и том же ряду, находятся на расстоянии 2,26 мм друг от друга.
Диаграмма спектрального анализа этой поверхности показывает, что изотропия составляет 40,9%, что является относительно высоким значением и могло бы быть благоприятным фактором в отношении отсутствия видимости следов пальцев. Однако эта диаграмма показывает только три преимущественных направления 16°, 89,9° и 160° относительно поперечного направления. Эти отклонения очень значительные и превышают максимальное значение 60°, которое требуется по изобретению, и, фактически, видно, что следы пальцев на поверхности нержавеющей стали с такой гравировкой остаются очень заметными.
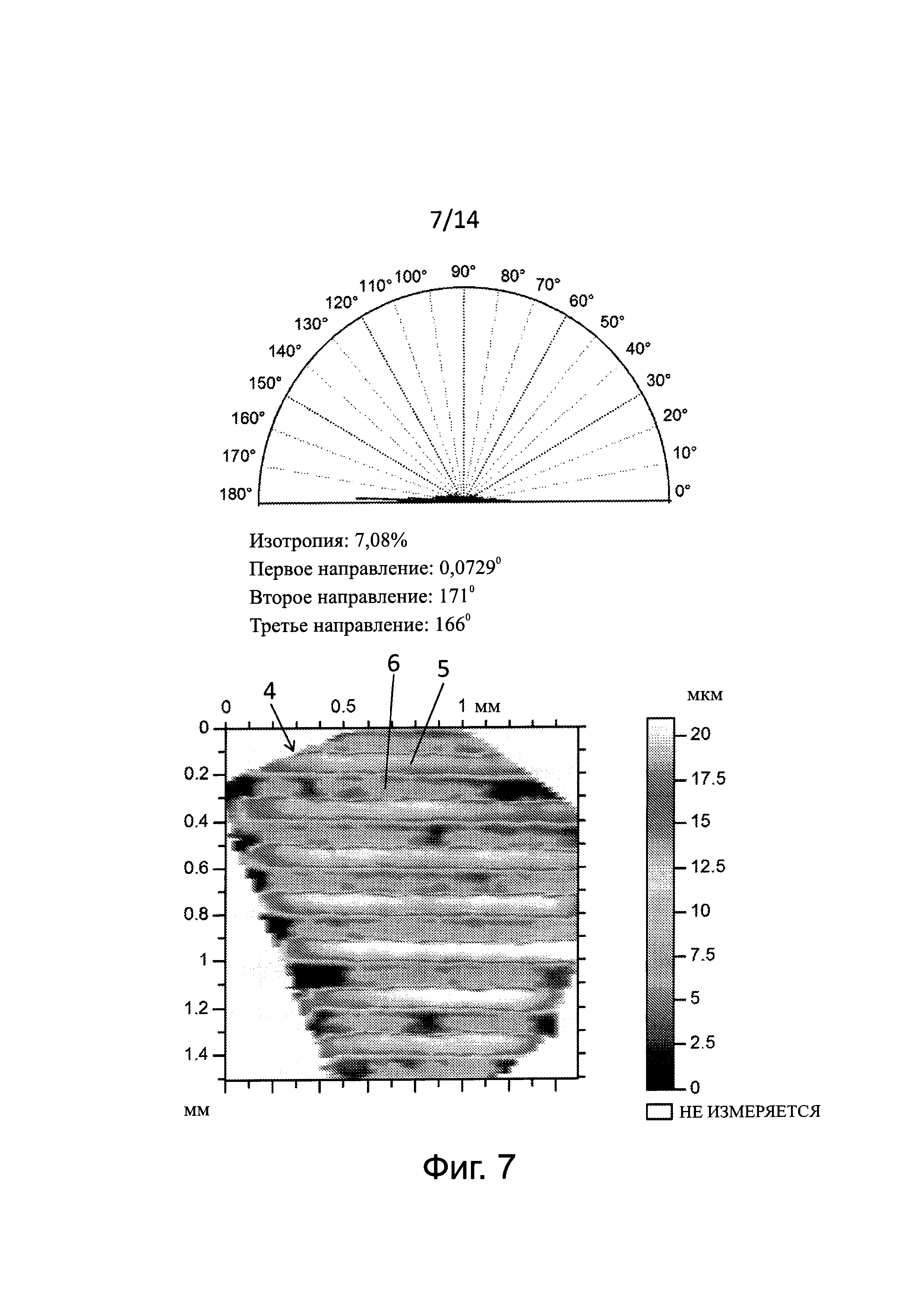
На фиг. 5-7 показаны поверхности 4 изолированных многоугольников, относящиеся к структуре, полученной на поверхности изделия по изобретению. Как можно видеть, эти многоугольники 4 в представленных случаях являются неправильными шестиугольниками, в границах которого расположены прямолинейные насечки 5, в свою очередь, разделенные линиями 6 выступов. Оси каждой насечки 5 в показанном примере находятся друг от друга на расстоянии примерно 0,2 мм, и по изобретению это расстояние может варьироваться от 0,1 до 0,3 мм. Глубина насечек 5 относительно вершин выступов 6 в показанном примере составляет примерно 20 мкм. По изобретению она может составлять 5 - 30 мкм. На фиг. 5-7 также показаны диаграммы спектрального анализа соответствующего изолированного многоугольника 4 посредством преобразования Фурье.
На фиг. 5 показан многоугольник 4, в котором ось насечек 5 ориентирована практически параллельно направлению прокатки. Степень изотропии между направлением прокатки и поперечным направлением составляет 8,36% и является очень низкой, указывая на очень четко выраженную ориентацию насечек в целом. Основное преимущественное направление, фактически, является направлением 99,1° относительно поперечного направления, второе преимущественное направление является направлением 90°, и третье преимущественное направление является направлением 84,3°.
На фиг. 6 показан многоугольник 4, идентичный многоугольнику на фиг. 3, в котором ось насечек наклонена (приблизительно на 45°) относительно направления прокатки. Степень изотропии составляет 4,92%. Основное преимущественное направление является направлением 130° относительно поперечного направления, второе преимущественное направление является направлением 136°, и третье преимущественное направление является направлением 123°.
На фиг. 7 показан многоугольник 4, идентичный многоугольнику на фиг. 3, в котором ось насечек 5, по существу, перпендикулярна относительно направления прокатки. Степень изотропии составляет 7,08%. Основное преимущественное направление является направлением 0,0729° относительно поперечного направления, второе преимущественное направление является направлением 171°, и третье преимущественное направление является направлением 166°.
На фиг. 8 показан перспективный вид участка поверхности листа 1 по изобретению, поверхность которого имеет неупорядоченное смежное расположение многоугольников 4, как определено выше. Здесь можно видеть, что контуры и ориентации насечек различных многоугольников 4 в достаточной степени варьируются, так что следует ожидать получения относительно высокой степени изотропии поверхности, что подтверждается измерениями, которые будут показаны далее. Также можно видеть, что по предпочтительной разновидности варианта выполнения многоугольники 4 не являются отверстиями, расположенными в одной и той же плоскости, и что плоскости отсчета двух смежных многоугольников наклонены на 1 - 10° относительно друг друга.
На фиг. 9 показан вид сверху участка площадью 400 мм2 поверхности листа 1 по изобретению с диаграммой спектрального анализа посредством преобразования Фурье. Измерения степени изотропии между направлением прокатки и поперечным направлением и предпочтительных угловых ориентаций аналогично фиг. 1, 2 и 3 выполнены на всей изображенной поверхности, а не на изолированных многоугольниках, как показано на фиг. 5-7. Следовательно, изотропия является более четко выраженной и составляет 40,3%, поскольку преимущественные ориентации насечек различных многоугольников варьируются в достаточной степени. Насечки предпочтительных ориентаций поверхности, взятые в целом, образуют «комплект» из шести групп насечек, причем эти группы имеют четко различимые основные ориентации. Следовательно, больше не существует преимущественной, практически единственной возможной ориентации в направлении прокатки, как в справочных примерах из фиг. 1 и 2. Три преимущественных ориентации, составляют, соответственно, 97,0°, 75,5° и 119° и, следовательно, четко отличаются друг о друга, поскольку между двумя смежными преимущественными ориентациями существует отклонение 21,5° и 22°, соответственно. Однако отклонение между этими тремя преимущественными направлениями значительно меньше, чем в случае контрольной гравировки не по изобретению на фиг. 3 и 4.
На фиг. 10 показана другая иллюстративная поверхность листа 1 по изобретению. Ее изотропия составляет 53,3%, т.е. превышает значение изотропии для примера из фиг. 7. На спектре видны семь преимущественных ориентаций, причем три главные из них разнесены на 21,8° и 22,2° относительно соседней ориентации (ориентаций), как видно из данных на диаграмме.
На фиг. 11 показана другая иллюстративная поверхность листа 1 по изобретению. Ее изотропия составляет 50,2%. На спектре видны семь преимущественных ориентаций, причем три главные из них разнесены на 22,8° и 30° относительно соседней ориентации (ориентаций), как видно из данных на диаграмме.
На фиг. 12 показана другая иллюстративная поверхность листа 1 по изобретению. В частности, показано большое число многоугольников, имеющих четыре стороны. Ее изотропия составляет 60,5%, т.е. превышает значение изотропии для других примеров из фиг. 7-9. На спектре видны семь преимущественных ориентаций, причем три главные из них разнесены на 54° и 30° относительно соседней ориентации (ориентаций), как видно из данных на диаграмме.
На фиг. 13 показана гладкая контрольная поверхность 7 листа, изготовленного из нержавеющей стали типа AISI 304 и подвергнутого светлому отжигу, на котором пользователь оставил четко видимые следы пальцев.
На фиг. 14 с тем же самым увеличением, что и на фиг. 13, показана поверхность 8 листа, изготовленного из нержавеющей стали типа AISI 304 и подвергнутого светлому отжигу, на котором пользователь также оставил четко видимые следы пальцев, хотя эта поверхность 8 имеет гравировку, как показано на фиг. 3 и 4. Следовательно, ясно, что ни один из типов гравировки поверхности листа из нержавеющей стали не может удовлетворительным образом устранить проблему уменьшения видимости следов пальцев.
На фиг. 15 с тем же самым увеличением, что и на фиг. 13, показана поверхность 9 листа из нержавеющей стали такого же типа, как и на фиг. 13, которую наблюдали при тех же самых условиях освещенности и на которой пользователь также оставил след пальца, причем указанная поверхность гравирована по настоящему изобретению (гравировка такого типа, как показано на фиг. 12). В этом случае след пальца, по существу, не виден и отражается только за счет наличия немного более темной зоны, что является показателем немного более контрастного отражения по сравнению с остальной поверхностью листа. Следовательно, эстетический вид поверхности 9, в частности, ее блеск, не изменяется значительно для наблюдателя, смотрящего на нее с обычного расстояния.
Предпочтительно, боковые участки насечек 5 не должны быть прямолинейными, а должны иметь криволинейную поверхность и/или, еще лучше, неравномерность. Таким образом, рассеяние света, идущего от насечек 5, является более неупорядоченным, что подчеркивает требуемый эффект ослабления видимости следов пальцев.
Настоящее изобретение можно использовать для всех типов нержавеющих сталей независимо от их микроструктуры. Особый интерес представляет использование изобретения для сталей, которые подвергают светлому отжигу и на которых следы пальцев наиболее заметны. Однако применительно к сталям, которые подвергают обычному отжигу и которые также могут приобретать блеск, изобретение также обеспечивает преимущества.
Реферат
Изобретение относится к изделию из катаной нержавеющей стали. Поверхность изделия имеет выпукло-углубленную структуру, включающую в себя неупорядоченное смежное расположение многоугольников по меньшей мере двух типов. Каждый из указанных многоугольников имеет по меньшей мере три стороны, площадь поверхности 1-9 мми разницу между наименьшим и наибольшим размерами 0,5-3 мм. Каждый многоугольник выполнен из параллельных прямолинейных насечек, каждая из которых отстоит на ±15° относительно средней ориентации насечек, имеющих глубину 5-30 мкм и разделенных линиями выступов. Оси насечек расположены на расстоянии 0,1-0,3 мм друг от друга. Спектральный анализ насечек посредством преобразования Фурье, выполненный на площади по меньшей мере 100 мм, показывает, что они имеют изотропию по меньшей мере 40% между направлением прокатки и боковым направлением. Две смежные предпочтительные угловые ориентации насечек из числа трех основных предпочтительных угловых ориентаций насечек разнесены минимум на 20° и максимум на 60°. В результате изделия невосприимчивы к следам пальцев на устойчивой основе. 2 н. и 5 з.п. ф-лы, 15 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления ленты из алюминия, предназначенной для упаковки, и изготовленная таким способом лента
Комментарии