Усовершенствованные способы чистовой обработки экструдированных титановых изделий - RU2709568C1
Код документа: RU2709568C1
Чертежи










Описание
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[001] Титановые сплавы известны своей низкой плотностью (60% плотности от таковой у стали) и своей высокой прочностью. Кроме того, титановые сплавы могут обладать надлежащей коррозионной стойкостью. При комнатной температуре чистый титан характеризуется кристаллической альфа-структурой (с гексагональной плотно упакованной кристаллической структурой).
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[002] В целом настоящая патентная заявка относится к усовершенствованному способу формирования профилированной титановой детали посредством способа, в котором объединены горячая экструзия и одна или более стадий прокатки. Новые профилированные детали могут демонстрировать улучшенные свойства (например, улучшенную прочность; улучшенные изотропные свойства) по сравнению с традиционными титановыми материалами.
[003] В одном варианте осуществления способ получения детали из титанового сплава может предусматривать (a) нагревание литого слитка или кованой заготовки из титанового сплава до температуры, которая выше его температуры бета-перехода, с получением нагретой детали, (b) инициирование экструзии нагретой детали, когда температура нагретой детали выше температуры бета-перехода, с образованием таким образом экструдированной детали с профилем, близким к конечному, (c) охлаждение экструдированной детали с профилем, близким к конечному, до температуры охлаждения, которая ниже температуры бета-перехода, и (d) прокатку экструдированной детали с профилем, близким к конечному, один или более раз при температуре прокатки с получением детали с конечным профилем, при этом температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находиться в пределах 600°F (333°C) температуры бета-перехода. В некоторых вариантах осуществления титановый сплав представляет собой альфа-бета-сплав, такой как Ti-6Al-4V. В некоторых вариантах осуществления термическая обработка, такая как отжиг (например, отжиг для снятия напряжений) и/или тепловая обработка, могут применяться до или после любой из стадий экструзии и/или прокатки с тем, чтобы способствовать изготовлению детали с конечным профилем.
[004] В некоторых вариантах осуществления способ может дополнительно предусматривать после стадии нагревания (a) защиту поверхности нагретой детали с помощью защитного средства перед инициированием стадии (b) экструзии. Защитное средство может представлять собой смазывающее средство или разделяющее средство, а в некоторых вариантах осуществления защитное средство может быть удалено перед стадией (d) прокатки.
[005] В некоторых вариантах осуществления стадии (c) охлаждения температура в охлажденном состоянии может соответствовать комнатной температуре. В некоторых вариантах осуществления способ может дополнительно предусматривать после стадии (c) охлаждения очистку/подготовку детали с профилем, близким к конечному, перед стадией (d) прокатки с удалением любого защитного средства.
[006] В некоторых вариантах осуществления стадия (d) прокатки может дополнительно предусматривать прокатку со скоростью деформации, составляющей от 0,1 с-1 до 100 с-1. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 1% до 95%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 10% до 90%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 20% до 85%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 30% до 80%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 40% до 75%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 50% до 70%, с получением в результате этого детали с конечным профилем. В некоторых вариантах осуществления стадия прокатки может предусматривать равномерное обжатие детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 55% до 65%, с получением в результате этого детали с конечным профилем.
[007] В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 1% до 95%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 10% до 90%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 20% до 85%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 30% до 80%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 40% до 75%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 50% до 70%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля. В некоторых вариантах осуществления стадия прокатки может предусматривать обжатие первого участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 55% до 65%, с получением в результате этого детали с конечным профилем с обжатым первым участком профиля.
[008] В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля (отличного от первого участка) детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 1% до 95%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 10% до 90%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 20% до 85%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 30% до 80%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 40% до 75%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 50% до 70%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля. В некоторых вариантах осуществления стадия прокатки может дополнительно предусматривать обжатие по меньшей мере второго участка профиля детали с профилем, близким к конечному, на величину относительного обжатия, составляющую от 55% до 65%, с получением в результате этого детали с конечным профилем с обжатыми по меньшей мере первым и вторым участками профиля.
[009] В некоторых вариантах осуществления температура прокатки может представлять собой температуру выше температуры бета-перехода и ниже температуры начала плавления. В некоторых вариантах осуществления температура прокатки может представлять собой температуру выше температуры бета-перехода и находиться в пределах 500°F (278°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру выше температуры бета-перехода и находиться в пределах 250°F (139°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру выше температуры бета-перехода и находиться в пределах 100°F (55,6°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру выше температуры бета-перехода и находиться в пределах 50°F (27,8°C) температуры бета-перехода. В других вариантах осуществления температура прокатки может представлять собой температуру ниже температуры бета-перехода и находиться в пределах 600°F (333°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру ниже температуры бета-перехода и находиться в пределах 300°F (167°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру ниже температуры бета-перехода и находиться в пределах 100°F (55,6°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки может представлять собой температуру ниже температуры бета-перехода и находиться в пределах 50°F (27,8°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру, которая более чем на 600°F (333°C) ниже температуры бета-перехода, при этом стадия (d) прокатки дополнительно предусматривает ограничение величины обжатия за один проход на каждой стадии прокатки для предотвращения образования трещин или появления внутренних металлургических дефектов в детали с конечным профилем.
[0010] За счет новых способов, описываемых в данном документе, можно получать детали с конечным профилем, характеризующиеся улучшенными свойствами. В одном подходе новая конечная профилированная деталь демонстрирует прочность (TYS и/или UTS) (L), которая по меньшей мере на 3% выше по сравнению с эталонным телом из титанового сплава, где эталонное тело из титанового сплава имеет такой же состав, как и деталь с конечным профилем, и характеризуется такой же степенью твердости, как и деталь с конечным профилем, но имеет форму листа, полосы или пластины (например, согласно AMS 4911, 3.3.1-3.3.2), в зависимости от толщины детали с конечным профилем. Деталь с конечным профилем и эталонное тело из титанового сплава будут характеризоваться одинаковой конечной толщиной в пределах приемлемых стандартных допусков (например, AMS 2242). Для создания варианта эталонного тела из титанового сплава с такой же степенью твердости обычно обеспечивают одинаковую термическую предысторию как для детали с конечным профилем, так и для эталонного тела из титанового сплава.
[0011] В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 5% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 7% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 9% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 11% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 12% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (L), который по меньшей мере на 13% выше по сравнению с эталонным телом из титанового сплава.
[0012] В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 5% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 7% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 9% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 11% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 12% выше по сравнению с эталонным телом из титанового сплава. В одном варианте осуществления новая конечная профилированная деталь демонстрирует предел текучести (TYS и/или UTS) (LT), который по меньшей мере на 13% выше по сравнению с эталонным телом из титанового сплава.
[0013] В одном варианте осуществления новая конечная профилированная деталь демонстрирует изотропные свойства, при этом предел текучести (TYS) в направлении LT находится в пределах 10 тыс. фунтов/кв. дюйм предела текучести при растяжении (TYS) в направлении L. В одном варианте осуществления TYS(LT) находится в пределах 8 тыс. фунтов/кв. дюйм TYS(L). В одном варианте осуществления TYS(LT) находится в пределах 7 тыс. фунтов/кв. дюйм TYS(L). В одном варианте осуществления TYS(LT) находится в пределах 6 тыс. фунтов/кв. дюйм TYS(L). В одном варианте осуществления TYS(LT) находится в пределах 5 тыс. фунтов/кв. дюйм TYS(L). В одном варианте осуществления TYS(LT) находится в пределах 4 тыс. фунтов/кв. дюйм TYS(L). В одном варианте осуществления TYS(LT) находится в пределах 3 тыс. фунтов/кв. дюйм TYS(L). Подобные изотропные свойства также могут демонстрироваться применительно к пределу прочности при растяжении (UTS).
[0014] В одном подходе новая конечная профилированная деталь также может демонстрировать хорошую пластичность. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (L), составляющее по меньшей мере 6%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (LT), составляющее по меньшей мере 6%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (L), составляющее по меньшей мере 8%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (LT), составляющее по меньшей мере 8%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (L), составляющее по меньшей мере 10%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (LT), составляющее по меньшей мере 10%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (L), составляющее по меньшей мере 12%. В одном варианте осуществления новая конечная профилированная деталь демонстрирует удлинение (LT), составляющее по меньшей мере 12%. Любое из вышеуказанных удлинений может быть продемонстрировано как в направлении L, так и в направлении LT.
[0015] Новые способы, описанные в данном документе, могут обеспечивать деталям с конечным профилем улучшенные свойства, которые могут быть применимы в различных вариантах применения изделий. В одном варианте осуществления изделия из титанового сплава могут быть использованы в конструкциях для авиакосмической промышленности. Например, изделия из титанового сплава могут быть выполнены в форме разных компонентов для использования в авиакосмической промышленности, таких как балки перекрытий, направляющие сидений и каркас фюзеляжа, среди прочих. Много потенциальных преимуществ может быть реализовано в таких компонентах благодаря улучшенным свойствам при растяжении, улучшенной несущей способности и улучшенной устойчивости к возникновению и росту усталостных трещин, среди прочих. Улучшенные сочетания таких свойств могут в результате приводить, например, к повышенной надежности. Детали из титанового сплава также могут быть использованы для применения, например, в судостроении, автомобилестроении и/или оборонной промышленности.
[0016] Как указано выше, деталь с профилем, близким к конечному, может быть изготовлена с помощью способа экструзии. В других вариантах осуществления деталь с профилем, близким к конечному, может представлять собой кованое изделие, литое изделием или аддитивно изготовленное изделие, но не экструдированное изделие. Однако методики и параметры обработки, описанные в данном документе, по-прежнему применимы к таким деталям с профилем, близким к конечному, изготовленным из кованых изделий, литых изделий или аддитивно изготовленных изделий.
Определения
[0017] Титановые сплавы классифицируют на основе микроструктур и химических составов на пять классов: альфа, псевдо-альфа, бета-, псевдо-бета- и альфа-бета-сплавы. «Альфа» или «альфа-фаза» относится к гексагональной плотно упакованной (hcp) кристаллической структуре. «Бета» или «бета-фаза» относится к объемно-центрированной кубической (bcc) кристаллической структуре. «Альфа-сплавы» представляют собой титановые сплавы, которые, по сути, не имеют бета-фазы и не могут быть усилены тепловой обработкой. «Бета-сплавы» представляют собой титановые сплавы, которые сохраняют бета-фазу при начальном охлаждении до комнатной температуры, которые могут быть подвергнуты тепловой обработке и характеризуются высокой закаливаемостью. «Псевдо-бета-сплавы» представляют собой титановые сплавы, которые вначале обладают свойствами бета-сплавов, но могут частично возвращаться к некоторым свойствам альфа-фазы при нагревании или холодной обработке. «Псевдо-альфа-сплавы» представляют собой титановые сплавы, которые образуют некоторую ограниченную бета-фазу при нагревании, но их микроструктура подобна альфа-сплавам. «Альфа-бета сплавы» представляют собой титановые сплавы, которые состоят из альфа-фазы и некоторой сохраняемой бета-фазы, при этом количество сохраняемой бета-фазы зависит от состава сплавов и/или присутствия бета-стабилизаторов (например, V, Mo, Cr, Cu), при этом величина бета-фазы больше, чем обнаружено в псевдо-альфа-сплавах. Альфа-бета-сплавы могут быть упрочнены тепловой обработкой (такой как тепловой обработки на твердый раствор) и/или выдержкой.
[0018] Альфа-бета титановые сплавы могут быть классифицированы на марки на основе состава сплава, что определено стандартом ASTM B348 (например, марка 5 (которая включает титановые сплавы, содержащие примерно 6% Al и 4% V, такие как Ti-6Al-4V), марка 6 (которая включает титановые сплавы, содержащие примерно 5% Al и 2,5% Sn), и марка 9 (которая включает титановые сплавы, содержащие примерно 3% Al и 2,5% V)). Альфа-бета титановые сплавы также могут быть непосредственно классифицированы на основе их химического состава (например, Ti-6Al-4V, Ti-6Al-6V-2Sn, Ti-Al-2Sn-4Zr-6Mo, Ti-6Al-2Mo-2Cr и Ti-6Al-2Sn-4Zr-2Mo, среди прочих).
[0019] Используемый в данном документе термин «Ti-6Al-4V» обозначает альфа-бета титановый сплав марки 5, содержащий от приблизительно 5,5 вес. % Al до приблизительно 6,75 вес. % Al, от приблизительно 3,5 вес. % V до приблизительно 4,5 вес. % V, максимум 0,40 вес. % Fe, максимум 0,2 вес. % O, максимум 0,015 вес. % H, максимум 0,05 вес. % N, максимум 0,40 вес. % других примесей, а остальную часть составляет Ti. Можно предположить, что подобные технические характеристики существуют для других марок титана.
[0020] «Бета-переход» обозначает самую низкую равновесную температуру, при которой материал на 100% состоит из бета-фазы. Как показано на фиг. 9, ниже бета-перехода титановые сплавы могут представлять собой смесь альфа- и бета-фазы, что зависит от состава сплава. Фиг. 9 можно найти в публикации Tamirisakandala, S., R. B. Bhat, and B. V. Vedam. «Recent advances in the deformation processing of titanium alloys.» Journal of Materials Engineering and Performance 12.6 (2003): 661-673.
[0021] Используемый в данном документе термин «отлитый слиток» обозначает слиток, образованный из расплавленного титанового сплава, при этом сплав может быть расплавлен один или более раз в ходе формирования отлитого слитка.
[0022] Используемый в данном документе термин «кованая заготовка» обозначает заготовку из титанового сплава, образованную из отлитого слитка из титанового сплава, который подвергли обработке (например, путем ковки, прокатки или обработки на пилигримовом стане) до или в ходе формирования заготовки.
[0023] Используемые в данном документе термины «экструзия» или «экструдированный» обозначают способ получения экструдированной детали из титанового сплава с помощью прямой или опосредованной экструзии. Термины «прямая экструзия» или «подвергнутый прямой экструзии» означают способ, используемый для получения экструдированной детали из титанового сплава путем продавливания отлитого слитка или кованой заготовки титанового сплава сквозь неподвижную матрицу, характеризующейся требуемыми поперечным сечением или профилем. В отличие от этого, термины «опосредованная экструзия» или «подвергнутый опосредованной экструзии» означают способ, используемый для получения экструдированной детали из титанового сплава путем продавливания матрицы, характеризующейся требуемыми поперечным сечением или профилем, через неподвижный отлитый слиток или кованую заготовку из титанового сплава.
[0024] Используемый в данном документе термин «деталь с профилем, близким к конечному» означает экструдированную деталь из титанового сплава, профиль которой, после проведения одной или более стадий прокатки, является достаточным для получения детали с конечным профилем, близким к конечному (например, в виде готового изделия, предоставляемого потребителю). В некоторых вариантах осуществления одна или более стадий прокатки могут сужать физическую характеристику детали с профилем, близким к конечному, так, что изменение физической характеристики от детали с профилем, близким к конечному, до детали с конечным профилем может быть представлено формулой: NNSWP(z)x(1-RR(%))=FSWP(z). NNSWP(z) представляет величину для физического измерения, z, детали с профилем, близким к конечному (например, z может представлять собой объем, ширину или толщину), RR(%) обозначает процентное обжатие, достигаемое для физического измерения за счет прокатки, и FSWP(z) обозначает величину физического измерения детали с конечным профилем. В некоторых вариантах осуществления одна или более стадий прокатки могут быть достаточными для получения относительного обжатия толщины детали с профилем, близким к конечному, при этом «относительное обжатие» определено как изменение толщины детали с профилем, близким к конечному, после одной или более стадий прокатки, разделенное на толщину, перед одной или более стадиями прокатки, используя следующую формулу: R=(h1-h2)/h1, где R представляет собой относительное обжатие, h1 представляет собой измеренную величину толщины перед прокаткой, и h2 представляет собой измеренную величину толщины после прокатки. Другими словами, относительное обжатие относится к общему обжатию толщины материала, независимо от числа пропусков в прокатке, необходимых для достижения относительного обжатия. Как правило, каждый пропуск при прокатке сужает толщину материала не более чем на 25%. В некоторых вариантах осуществления относительное обжатие может быть неравномерным, означая, что относительное обжатие может варьироваться для различных характеристик или частей детали с профилем, близким к конечному, в зависимости от конфигурации стадий прокатки, или может быть обжата только одна часть детали с профилем, близким к конечному. В качестве альтернативы относительное обжатие может быть равномерным по всей заготовке, означая, что толщина является одинаковой по всей детали. Относительное обжатие (R) может означать обжатие толщины по меньшей мере части детали с профилем, близким к конечному, составляющее от 1% до 95%, как, например, любое из вышеописанных значений относительного обжатия. В качестве неограничивающего примера деталь с профилем, близким к конечному, может представлять собой профилированную деталь с профилем, близким к конечному, и c-образным профилем (что видно на фиг. 4C), характеризующуюся исходной толщиной после экструзии, составляющей 0,255 дюйма (6,48 мм), по всей профилированной детали с c-образным профилем, характеризующуюся конечной толщиной после одной или более стадий прокатки, составляющей 0,055 дюйма (1,40 мм), и характеризующуюся относительным обжатием (R), составляющим 78%.
[0025] Используемый в данном документе термин «прокатка» обозначает способ (стадию) формования металла, при котором экструдированное изделие из титанового сплава пропускают через один или более валков прокатного устройства для обжатия объема или толщины изделия. Как показано на фиг 8, прокатное устройство (800) может содержать несколько валков (801), (802), (803), которые могут быть расположены таким образом, чтобы валок мог сужать толщину одного или более показателей размеров экструдированного изделия из титанового сплава. Фиг. 8 можно найти в публикации Tamirisakandala, S., R. B. Bhat, and B. V. Vedam. «Recent advances in the deformation processing of titanium alloys.» Journal of Materials Engineering and Performance 12.6 (2003): 661-673.
[0026] Используемый в данном документе термин «деталь с конечным профилем» обозначает экструдированную и прокатанную титановую деталь, имеющую требуемые объем или толщину, и подходящую для предполагаемой цели конечного использования. В некоторых вариантах осуществления деталь с конечным профилем может быть дополнительно подвергнута чистовой обработке посредством механической обработки или обработки поверхности. Некоторые неограничивающие примеры некоторых деталей с конечным профилем включают пи-образный конечный профиль и конечный профиль с C-образной формой. Используемый в данном документе термин «пи-образная» означает, что материал характеризуется поперечным сечением, которое в общем виде напоминает греческую букву пи (π).
[0027] В контексте данного документа, «отжиг для снятия напряжений» обозначает способ термической обработки при относительно низкой температуре для снятия напряжений в изделии.
[0028] Используемый в данном документе термин «тепловая обработка» обозначает термический cпособ, при котором материал нагревают до повышенной температуры для изменения свойств материала. Некоторые неограничивающие примеры тепловых обработок, применимых согласно способам, описанным в данном документе, включают отжиг для улучшения пластичности, отжиг при температуре, близкой к бета-переходу, рекристаллизационный отжиг, тепловой обработки на твердый раствор и искусственное старение, помимо прочих.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0029] На фиг. 1-3 показаны блок-схемы, изображающие вариант осуществления способа получения детали из титанового сплава;
[0030] на фиг. 4A - 4C изображена профилированная деталь с С-образным профилем, созданная с помощью способа согласно настоящему изобретению;
[0031] на фиг. 5A - 5C изображена профилированная деталь с Т-образным профилем, полученная с помощью способа согласно настоящему изобретению;
[0032] на фиг. 6A - 6C изображена профилированная деталь с L-образным профилем, характеризующаяся равномерным относительным обжатием и неравномерной толщиной, полученная с помощью способа согласно настоящему изобретению;
[0033] на фиг. 7A - 7C изображена профилированная деталь с L-образным профилем, характеризующаяся неравномерной толщиной и неравномерным относительным обжатием, полученная с помощью способа согласно настоящему изобретению;
[0034] на фиг. 8 показан вариант осуществления установки с валками, содержащей три группы валков;
[0035] на фиг. 9 показана схема микроструктурной деформации для сплава Ti-6Al-4V;
[0036] на фиг. 10A и 10B показаны графики, демонстрирующие взаимосвязь между прочностью и пластичностью при комнатной температуре в зависимости от охлаждения от области бета-перехода;
[0037] на фиг. 11A и 11B показаны значения предела текучести деталей, обработанных с разными скоростями деформации и при температурах выше (11A) и ниже (11B) температуры бета-перехода;
[0038] на фиг. 12A и 12B показаны значения предела прочности деталей, обработанных с разными скоростями деформации и при температурах выше (12A) и ниже (12B) температуры бета-перехода;
[0039] на фиг. 13A и 13B показаны показатели удлинения материала деталей, обработанных при разных скоростях деформации и при температурах выше (13A) и ниже (13B) температуры бета-перехода;
[0040] на фиг. 14A и 14B показано обжатие площади деталей, обработанных при разных скоростях деформации и при температурах выше (14A) и ниже (14B) температуры бета-перехода;
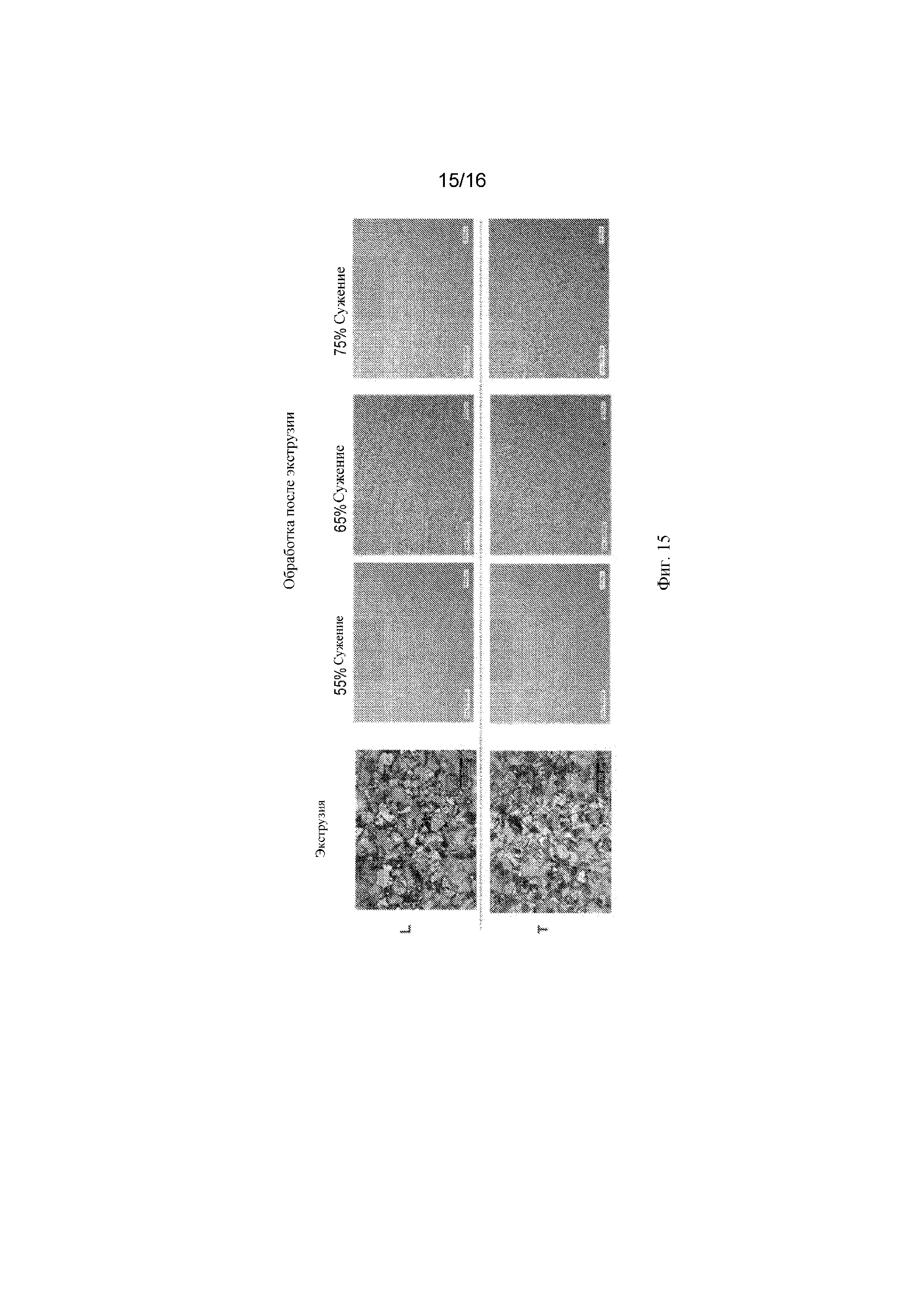
[0041] на фиг. 15 показаны микрографики материалов из примера 2 в экструдированном и прокатанном состояниях в продольном (L) и поперечном по ширине (LT) направлениях; и
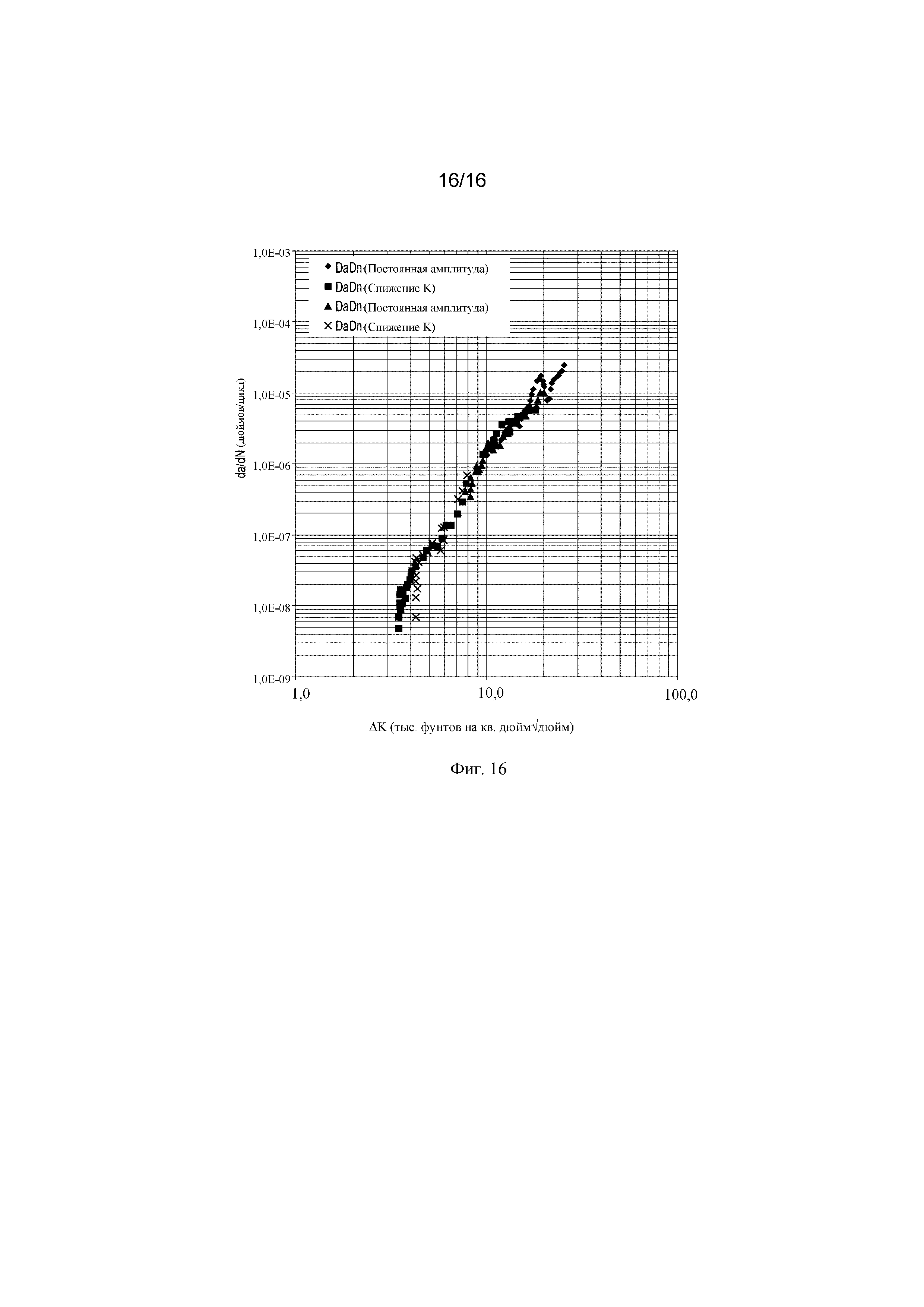
[0042] на фиг. 16 показаны показатели скорости распространения усталостных трещин в материалах из примера 2.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0043] Далее будут подробно описаны прилагаемые графические материалы, которые по меньшей мере помогут иллюстрировать различные подходящие варианты осуществления новой технологии, представленные в настоящем изобретении.
[0044] На фиг. 1-3 показаны блок-схемы различных вариантов осуществления способа получения титановой детали согласно настоящему изобретению. Деталь может иметь любой профиль, который можно экструдировать из титанового сплава. Например, в некоторых вариантах осуществления деталь может представлять собой скобу с С-образным профилем, скобу с T-образным профилем, деталь с H- или I-образными профилями или скобу с L-образным профилем. Способ предусматривает первую стадию нагревания (10) титанового сплава выше его температуры бета-перехода для получения нагретой детали. В некоторых вариантах осуществления титановый сплав может представлять собой альфа-сплав, бета-сплав или альфа-бета-сплав. В некоторых вариантах осуществления альфа-бета-сплав может представлять собой Ti-6Al-4V. В некоторых вариантах осуществления титановый сплав представлен в форме отлитого слитка или кованой заготовки.
[0045] В некоторых вариантах осуществления способ может дополнительно предусматривать, после стадии (10) нагревания, стадию защиты, где поверхность нагретой детали покрывают защитным средством для защиты поверхности от повреждения, которое может возникать в ходе экструзии. В некоторых вариантах осуществления защитное средство может представлять собой смазывающее средство (например, графит, стекло, расплавленную соль (например, расплавленную соль щелочного металла)), и/или разделяющее средство, такое как керамический материал (например, керамический порошок).
[0046] Способ дополнительно предусматривает стадию (20) экструзии нагретой детали с получением экструдированной детали с профилем, близким к конечному. В некоторых вариантах осуществления экструзия (20) может предусматривать прямую экструзию. В качестве альтернативы экструзия (20) может предусматривать опосредованную экструзию. В некоторых вариантах осуществления стадия (20) экструзии может предусматривать экструзию нагретой детали при температуре выше температуры бета-перехода сплава. В других вариантах осуществления стадия (20) экструзии может предусматривать инициирование экструзии при температуре выше температуры бета-перехода сплава, при этом по меньшей мере часть стадии (20) экструзии может быть осуществлена при температуре ниже температуры бета-перехода сплава.
[0047] Способ дополнительно предусматривает стадию (30) охлаждения детали с профилем, близким к конечному, до температуры, которая ниже ее температуры бета-перехода. В некоторых вариантах осуществления стадия (34) охлаждения предусматривает охлаждение до температуры в пределах 600°F (333°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры в пределах 500°F (278°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры в пределах 400°F (222°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры в пределах 300°F (167°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры в пределах 200°F (111°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры в пределах 100°F (55,6°C) бета-перехода сплава. В некоторых вариантах осуществления охлаждение (30) осуществляют до температуры, которая ниже бета-перехода сплава более чем на 600°F (333°C). В некоторых вариантах осуществления, что видно на фиг. 2 и фиг. 3, стадия (31) охлаждения может предусматривать охлаждение детали с профилем, близким к конечному, до любой температуры, которая ниже бета-перехода сплава, а в некоторых вариантах осуществления температура может быть комнатной температурой.
[0048] В некоторых вариантах осуществления способ дополнительно предусматривает, после стадии охлаждения, стадию очистки/подготовки, на которой деталь с профилем, близким к конечному, подготавливают к прокатке путем удаления любых остатков защитного средства посредством стадии очистки/подготовки. В некоторых вариантах осуществления очистка и/или подготовка может предусматривать пескоструйную обработку некоторой части или всей детали с удалением остатков защитного средства (например, остатков смазывающего средства или разделяющего средства) и для подготовки поверхности с целью лучшего сцепления. На поверхность может быть нанесен сухой порошок или влажная суспензия. Избыточное количество порошка или суспензии можно удалять механическими средствами или средствами для подачи воздуха с высокой скоростью потока, оставляя тонкий слой защитного средства.
[0049] Возвращаясь к фиг. 1, способ дополнительно предусматривает одну или более стадий (40) прокатки, где прокатка предусматривает прокатку экструдированной детали с профилем, близким к конечному, один или более раз при температуре прокатки с получением детали с конечным профилем. В некоторых вариантах осуществления температура прокатки представляет собой одну и ту же температуру для каждой из одной или более стадий прокатки. В некоторых вариантах осуществления температура прокатки может отличаться для каждой из одной или более стадий прокатки. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 600°F (333°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 500°F (278°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 400°F (222°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 300°F (167°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 250°F (139°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 100°F (55,6°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 50°F (27,8°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 600°F (333°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 500°F (278°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 400°F (222°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 300°F (167°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 250°F (139°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 100°F (55,6°C) температуры бета-перехода. В некоторых вариантах осуществления температура прокатки представляет собой температуру ниже температуры бета-перехода и находится в пределах 50°F (27,8°C) температуры бета-перехода.
[0050] В некоторых вариантах осуществления одна или более стадий (40) прокатки предусматривают обжатие одного или более аспектов или частей детали с профилем, близким к конечному, с получением детали с конечным профилем, характеризующейся относительным обжатием, составляющим от 1% до 95%, одного или более аспектов или частей по сравнению с деталью с профилем, близким к конечному. В некоторых вариантах осуществления может быть обжат лишь один участок профиля детали с профилем, близким к конечному. В некоторых вариантах осуществления более одного участка профиля детали с профилем, близким к конечному, могут быть обжаты. В некоторых вариантах осуществления общее относительное обжатие может составлять от 1% до 95%. В некоторых вариантах осуществления относительное обжатие может не превышать 90% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может не превышать 85% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может не превышать 80% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может не превышать 75% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может не превышать 70% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может не превышать 65% от общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 1% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 10% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 20% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 30% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 40% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 50% общего относительного обжатия. В некоторых вариантах осуществления относительное обжатие может составлять по меньшей мере 55% общего относительного обжатия.
[0051] В некоторых вариантах осуществления прокатка может дополнительно предусматривать прокатку со скоростью деформации, составляющей от 0,1 с-1 до 100 с-1. В некоторых вариантах осуществления скорость деформации может представлять собой скорость, составляющую от 1с-1 до 100 с-1.В некоторых вариантах осуществления скорость деформации может представлять собой скорость, составляющую от 1 с-1 до 50 с-1. В некоторых вариантах осуществления скорость деформации может представлять собой скорость, составляющую от 1с-1 до 10 с-1.
[0052] В некоторых вариантах осуществления относительное обжатие может быть равномерным, что можно увидеть на фиг. 4A - 4C, где все части детали с конечным профилем характеризуются равномерным относительным обжатием. На фиг. 4A изображена экструдированная скоба с С-образным профилем перед одной или более стадиями (40) прокатки. На фиг. 4B изображена деталь с конечным профилем, характеризующаяся равномерным относительным обжатием по сравнению с деталью с профилем, близким к конечному (что видно на фиг. 4C при сравнении двух профилей).
[0053] В некоторых вариантах осуществления, что видно на фиг. 4A - 4C и фиг. 5A - 5C, относительное обжатие может быть равномерным, и абсолютная величина одного или более аспектов детали с конечным профилем может быть одинаковой по всей детали с конечным профилем (например, толщина или объем могут быть одинаковыми по всей детали с конечным профилем). На фиг. 5A изображена экструдированная скоба с Т-образным профилем перед одной или более стадиями (40) прокатки. На фиг. 5B изображена деталь с конечным профилем, характеризующаяся равномерным относительным обжатием по сравнению с деталью с профилем, близким к конечному (что видно на фиг. 5C при сравнении двух профилей), а также характеризующаяся равномерной абсолютной величиной толщины во всех частях детали с конечным профилем, поскольку первый участок (501) профиля характеризуется такой же самой толщиной, как и второй участок (502) профиля.
[0054] В некоторых вариантах осуществления, что видно на фиг. 6A - 6C, относительное обжатие может быть равномерным по всей детали с конечным профилем, но абсолютная величина одного или более аспектов может отличаться (например, процент обжатия толщины может быть одинаковым по всей детали с конечным профилем, но абсолютная толщина от части до части детали с конечным профилем может быть различной). На фиг. 6A изображена экструдированная скоба с L-образным профилем перед одной или более стадиями (40) прокатки. На фиг. 6B изображена деталь с конечным профилем, характеризующаяся равномерным относительным обжатием по сравнению с деталью с профилем, близким к конечному (что видно на фиг. 6C при сравнении двух профилей), но характеризующаяся неравномерной толщиной на протяжении частей детали с конечным профилем, поскольку первый участок (601) профиля характеризуется толщиной, отличающейся от толщины второго участка (602) профиля.
[0055] В некоторых вариантах осуществления, что видно на фиг. 7A - 7C, относительное обжатие и абсолютная величина могут быть неравномерными на протяжении детали с конечным профилем. На фиг. 7A изображена экструдированная скоба с L-образным профилем перед стадиями (40) прокатки. На фиг. 7B изображена деталь с конечным профилем, характеризующаяся неравномерным относительным обжатием по сравнению с деталью с профилем, близким к конечному (что видно на фиг. 7C при сравнении двух профилей), и характеризующаяся неравномерной толщиной на протяжении частей детали с профилем, близким к конечному, поскольку первый участок (701) профиля характеризуется толщиной, отличающейся от толщины второго участка (702) профиля.
[0056] Возвращаясь к фиг. 2, способ может дополнительно предусматривать стадию (32) повторного нагревания детали с профилем, близким к конечному, после стадии (31) охлаждения, при этом стадия (32) повторного нагревания предусматривает нагревание экструдированной детали с профилем, близким к конечному, до температуры повторного нагревания, которая ниже начальной температуры плавления сплава и находится в пределах 600°F (333°C) его бета-перехода. В некоторых вариантах осуществления температура повторного нагревания представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 500°F (278°C) его бета-перехода. В некоторых вариантах осуществления температура повторного нагревания представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 400°F (222°C) его бета-перехода. В некоторых вариантах осуществления температура повторного нагревания представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 300°F (167°C) его бета-перехода. В некоторых вариантах осуществления температура повторного нагревания представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 200°F (111°C) его бета-перехода. В некоторых вариантах осуществления температура повторного нагревания представляет собой температуру ниже начальной температуры плавления сплава и находится в пределах 100°F (55,6°C) его бета-перехода.
[0057] В некоторых вариантах осуществления после каждой из одной или более стадий (40) прокатки, деталь с профилем, близким к конечному, может быть повторно нагрета (32) для того, чтобы обеспечить осуществление последующей стадии прокатки при температуре повторного нагревания. В некоторых вариантах осуществления деталь с профилем, близким к конечному, в качестве альтернативы может быть охлаждена (31) и повторно нагрета (32) в промежутке между каждой из одной или более стадий (40) прокатки. В некоторых вариантах осуществления все из одной или более стадий (40) прокатки могут предусматривать температуру прокатки, которая ниже бета-перехода более чем на 600°F (333°C), при этом каждая из одной или более стадий (40) прокатки может дополнительно предусматривать ограничение относительного обжатия для каждой стадии прокатки для предотвращения образования трещин или появления внутренних металлургических дефектов в детали с профилем, близким к конечному. В некоторых вариантах осуществления различные корректировки значений времени (например, более длительные периоды времени) и/или температуры (например, более высокие температуры) повторного нагревания могут осуществлять для снятия остаточных напряжений, обеспечения движения дислокаций, и уменьшения напряжения кристаллографической текстуры. Это может обеспечить сохранение достаточной пластичности для того, чтобы выдерживать деформацию при более низких температурах.
[0058] В некоторых вариантах осуществления, что видно на фиг. 3, стадия повторного нагревания (33) может предусматривать нагревание экструдированной детали с профилем, близким к конечному, до температуры выше ее температуры бета-перехода и ниже ее температуры начала плавления, при этом после стадии (33) повторного нагревания может следовать одна или более стадий (41) прокатки, осуществляемых при температуре выше температуры бета-перехода сплава. В некоторых вариантах осуществления деталь с профилем, близким к конечному, может быть повторно нагрета (33), если ее температура опускается ниже температуры бета-перехода сплава в ходе любой заданной стадии прокатки из одной или более стадий (41) прокатки. В некоторых вариантах осуществления способ дополнительно предусматривает одну или более других стадий (42) прокатки, которые могут быть осуществлены при температуре ниже температуры бета-перехода сплава.
Пример 1
[0059] Четыре образца Ti-6Al-4V изготавливали с помощью способа экструзии и обрабатывали посредством четырех разных производственных линий. Выбранный материал имел измеренную на прокатном стане температуру бета-перехода (BT), составляющую примерно 1810°F (988°C). Для обработки выбрали две температуры: BT+50°F (28°C) (1860°F (1016°C)) и BT-10°F (5,6°C) (1800°F(982°C)). Температура выше бета-перехода (BT) была ограничена 50°F (28°C) выше бета-перехода с целью ограничения роста зерна при нагревании. Температура ниже бета-перехода была выбрана с целью сохранить изделие в рабочем окне, что давало конечное превращение типа глобуляризации при 1775°F (968°C). При температуре ниже 1775°F (968°C) изделие по-прежнему может быть подвергнуто разрушению на обработанную структуру, но ожидалось, что это превращение будет преобладать за счет изгибания тонких пластинок.
[0060] Скорость обработки системой валков выбирали в качестве высокой и низкой скоростей, представляющих скорости деформации, составляющие 10 с-1 и 2,5 с-1. Скорости на выходе составляли 20-30 дюймов/секунда (50,8-76,2 сантиметра/секунда) в случае высокой скорости и 5-6 дюймов/секунда (12,7-15,2 сантиметра/секунда) в случае низкой скорости.
[0061] Экструдированные образцы нагревали в терморадиационной печи, предварительно нагретой до требуемой температуры. В печь добавляли направляющую для того, чтобы подвешивать образцы в печи и выравнивать их относительно входа в валки. Холодное изделие загружали на направляющую и закрывали в печи на 8 минут. Вычисления показали, что изделие находилось при указанной температуре в течение 1-3 минут, но дополнительное время использовали для обеспечения достаточного времени для того, чтобы температура печи была однородной после открытия, и обеспечить некоторый фактор безопасности для компенсации неравномерности нагрева. Через 8 минут изделие проталкивали с помощью жесткого рычага вдоль направляющей к установке с валками. После захвата валками изделие протягивалось сквозь них вращающимися колесами. В конце канала была размещена направляющая конструкция для того, чтобы и выравнивать изделие, поступающее на колеса, и предотвратить возможность достижения колес продвигающимся рычагом.
[0062] Печь размещали непосредственно рядом с прокатным устройством. Изделие подвергали воздействию атмосферного воздуха на расстоянии 15 дюймов (38 см) до начала захвата валками. Это обеспечивало несущую среду для охлаждения изделия, особенно на завершающих проходах, когда толщина изделия достигала 0,100 дюйма (2,54 мм).
[0063] Четыре детали нагревали и пропускали в четыре прохода, где они сужались с равными интервалами относительно толщины, полученной при экструзии, составляющей от 0,205 до 0,100 дюйма (от 5,21 до 2,54 мм). Каждый гребень на изделии имел одинаковую толщину, но мог иметь и разную. После каждого прохода части сбрасывали в поддон для охлаждения воздухом.
[0064] Валок (изображенный на фиг. 8) отличается от традиционного высокоскоростного прокатного стана с 2 или 4 валками. В этом случае валки были расположены таким образом, чтобы обеспечивать контактное давление на основные (крупнейшие) поверхности изделия и продвигать независимо с образованием промежутков между разными валками. Этот тип конструкции валков можно модифицировать с получением каналов, H-, L'-, T-образных форм и различных других структурных элементов. В примерах с небольшими валками и определенными профилями взаимные помехи начинают возникать в случае с кожухами подшипников. Размещение подшипника внутри колеса и наличие только зубчатого колеса с механическим приводом на боковой стороне частично устранит большинство взаимных помех. Это также обеспечивает более жесткую конструкцию для приложения нагрузки. Использование более крупных колес также обеспечит больше пространства и увеличит возможное обжатие за проход.
[0065] После обработки образцов все образцы подвергали слабому отжигу, при котором детали нагревали до 1325°F (718°C) (+/-25°F (14°C)) и выдерживали при такой температуре в течение 1 часа. Детали затем извлекали и охлаждали воздухом. Этот слабый отжиг был в первую очередь направлен на удаление большинства накопленных смещений в кристаллах, и не направлен на изменение окончательной микроструктуры.
[0066] В некоторых случаях в отношении к частям образцов использовали стекло для того, чтобы оценить, насколько хорошо оно выступает в качестве смазывающего средства или защитного средства в способе прокатки. Было отмечено, что оно накапливалось перед валком до тех пор, пока оно не проходило в виде большой лужи. Во всех случаях, в которых использовали стекло, наблюдали данные типы дефектов. В областях, вдавленных стеклянной лужей, оставалась начальная шероховатость, поскольку несжимаемая жидкость заполняла профиль поверхности. Тот же самый эффект также можно наблюдать при нанесении излишнего количества сухих смазывающих средств (графита, дисульфида молибдена и/или гексагонального нитрида бора) на валки. В больших количествах (в сравнении с тонкой пленкой) эти материалы ведут себя как текучая среда и могут привести к аналогичным результатам, как и жидкое стекло. Наилучшие поверхности можно получить с небольшим количеством сухих смазывающих материалов на валках или просто слабым напылением порошка диоксида титана на часть изделия без дополнительных смазывающих средств для валков.
[0067] Менее распространенным способом вторичной горячей обработки альфа/бета титановых сплавов является бета-обработка. В этом способе обработка происходит при температуре выше температуры бета-перехода. Это приводит в результате к игольчатой микроструктуре в альфа-фазе или видманштеттовой микроструктуре. Пластинчатая микроструктура дает в результате более высокие вязкость разрушения, устойчивость к распространению усталостных трещин и сопротивление ползучести. Происходит небольшое снижение прочности и пластичности. Значительным преимуществом горячей бета-обработки, которая включает бета-ковку и бета-экструзию, является сниженное напряжение пластического течения и улучшенное заполнение матрицы или элемента. Экструзию титана главным образом осуществляют при температуре выше температуры бета-перехода для достижения повышения формуемости титана, несмотря на увеличение размера зерна. Скорость охлаждения от температуры выше бета-перехода после рекристаллизации оказывает значительное влияние на формирование видманштеттовой микроструктуры. В ходе данного охлаждения альфа-зерна формируются в пластинках/структурах в виде шахматного расположения внутри основных бета-зерен. Большая скорость охлаждения снижает толщину границы зерен альфа-фазы и создает наиболее мелкую из возможных трансформированных микроструктур внутри основных зерен. Это помогает сохранять способность поддаваться последующей горячей обработке при температуре ниже температуры перехода. Это также оказывает воздействие на свойства при комнатной температуре, что видно на фиг. 10A и 10B. Фиг. 10A и 10B можно найти в публикации Sieniawski, J., Ziaja, W., Kubiak, K. and Motyka, M., 2013. Microstructure and mechanical properties of high strength two-phase titanium alloys. Titanium Alloys-Advances in Properties Control, pp.69-80.
[0068] Существует оптимальная скорость охлаждения при бета-переходе материала для Ti-6Al-4V. В идеальном варианте скорость охлаждения 4-9°C за секунду является желательной для достижения оптимальной пластичности, сохраняя по-прежнему высокую прочность. Скорость выше 9°C за секунду может привести к формированию более тонких альфа-пластинок и приводит в результате к более высокой прочности, но более низкой пластичности. Скорость охлаждения выше 18°C за секунду приводит к формированию мартенсита. Это дополнительно снижает пластичность, но незначительно повышает прочность.
[0069] Обработка при температуре выше бета-перехода
[0070] Два образца обрабатывали при температуре выше бета-перехода для каждого прохода для обжатия. Представление свойств материала относительно величины обжатия демонстрирует изменение свойств при разных проходах прокатки. Изменения прочности для двух образцов на разных стадиях способа прокатки после экструзии представлены на фиг. 11A. При рассмотрении графиков предела текучести и предела прочности на фиг. 12A, видно, что оба условия обработки приводят к упрочнению, однако деталь с меньшей скоростью деформации демонстрирует существенно большие улучшения предела текучести и предела прочности. В результатах испытаний также наблюдали некоторый уровень текстурирования. Как видно на фиг. 13A и 14A, во всех случаях наблюдали общее снижение и относительно удлинения, и относительно уменьшения площади. Образец с более низкой скоростью обработки демонстрировал в значительной степени сниженное удлинение, чем образец с большей скоростью обработки. Проведение работы при температуре выше температуры рекристаллизации предполагает, что основная причина наиболее вероятно заключается в скорости охлаждения. Исследование микроструктуры предоставляет некоторое объяснение наблюдаемому поведению.
[0071] Микроструктура материала после экструзии является характерной для того, что выявляют в результате экструзии. Стандартная практика воздушного охлаждения изделия со значительно большей толщиной обеспечивает скорость охлаждения, составляющую 2-7°C за секунду, и более высокие уровни пластичности за счет видманштеттовой микроструктуры. Для экструдированного изделия обычно требуется закалка в воде для получения мартенсита в Ti-6Al-4V. Микроструктура после четвертого прохода демонстрировала a.) более крупные основные бета-зерна и b.) частично мартенситную структуру в отличие от однонаправленных пучков в продукте экструзии. Не ограничиваясь какой-либо одной теорией, считают, что это может быть результатом быстрого охлаждения тонких участков профиля, вызванного излучением и потерями в результате теплопередачи на валки.
[0072] Эффекты охлаждения путем теплопередачи могут объяснить, почему эффекты более выражены в частях при более низкой скорости обработки, где время контакта более продолжительно. Потеря пластичности является нежелательной в конструкциях, используемых в аэрокосмической промышленности, однако ее можно контролировать посредством прокатки валками, нагретыми до более высокой температуры, более высокой температуры застывания, улучшенного управления средой на входе и выходе из захвата валков. Нагретая зона выхода будет обеспечивать более медленное охлаждение в ходе начального охлаждения для формирования требуемой микроструктуры. Смешанная стадия (стадии обработки ниже бета-перехода и выше бета-перехода) с большой вероятностью приведут к образованию наилучшей комбинации свойств бета-обработанного материала.
[0073] Обработка при температуре ниже бета-перехода
[0074] В ходе обработки при температуре ниже бета-перехода в материале может возникать текстура. Текстура представляет собой придание направленности внутри материала, при этом она возникает в результате обработки в одном преобладающем направлении. В ходе изготовления полосы, что подразумевает большие количества обработки в одном направлении, возможность изготовления обеспечивается благодаря использованию сплавов с более высокой способностью к обработке при низких температурах, таких как технически чистые марки, или благодаря осуществлению бета-отжига после горячей обработки и между проходами холодной обработки для снижения направленности. После горячей прокатки полосы перед осуществлением отжига поперечная пластичность не поддавалась измерению, и при этом хрупкость наблюдали в поперечных направлениях по сравнению с боковым направлением прокатки. Кроме того, присутствие анизотропии в титане повышает восприимчивость к коррозионному растрескиванию под напряжением в водных растворах.
[0075] Вопреки ожиданиям, при оценке частей, обработанных при температуре ниже бета-перехода, в прочности материала выявляли незначительную анизотропию. Пределы текучести и прочности в продольном и поперечном направлениях были существенно взаимосвязаны, особенно в ходе обработки при низких скоростях деформации. Как видно на фиг. 11B и 12B, образцы, изготовленные при более низкой скорости деформации, проявляли лучший эффект упрочнения, чем при более высоких температурах, и материал, изготовленный посредством обработки при температуре ниже бета-перехода, был практически изотропным по отношению к пределу прочности. Несмотря на сравнительно ограниченную текстуру, продемонстрированную в механическом испытании, существует значительная распространенность удлинения зерна в продольном направлении (см. фиг. 13B). Данные, соответствующие фиг. 11A - 14B, представлены ниже в таблице 1.
Таблица 1 - данные для фиг. 11A - 14B
* Быстрая ≈ выходная скорость 20-30 дюймов/секунда; медленная ≈ выходная скорость 5-6 дюймов/секунда
** Образец A, прокатанный при 1860°F (1016°C); образец B, прокатанный при 1800°F (982°C)
Пример 2
[0076] Несколько сплавов Ti-6Al-4V экструдировали в виде полос (шириной 4 дюйма (10,2 см)), а затем прокатаны до различных значений конечной толщины, обусловленных разными обжатиями в ходе прокатки, которые изображены ниже в таблице 2. Образец 1 обрабатывали до обжатия, составляющего 55%, образец 2 обрабатывали до обжатия, составляющего 65%, и образец 3 обрабатывали до обжатия, составляющего 75%. Исходная толщина экструдированных полос составляла 0,3 дюйма (7,62 мм). Стадию экструзии осуществляли при температуре 2200°F (1204°C). Стадии обжатия в ходе прокатки осуществляли при температуре 1750°F (954°C). Слабый отжиг (для снятия напряжений) осуществляли при температуре 1450°F (788°C) в течение 30 минут до обеспечения воздушного охлаждения образцов. Затем проводили испытания механических свойств конечных полос, и результаты испытаний представлены ниже.
[0077] Свойства прочности и удлинения измеряли согласно стандарту ASTM E8, при этом результаты измерений представлены в таблице 2. Все значения прочности были приведены в тыс. фунтов/кв. дюйм/(МПа).
Таблица 2 - свойства при комнатной температуре сплавов из примера 2
Материалы образцов демонстрировали существенно более высокую прочность по сравнению с традиционными изделиями из Ti-6Al-4V (см., например, AMS 4928 и AMS 4911). Кроме того, материалы демонстрируют изотропные свойства с обжатием при прокатке, составляющим приблизительно 65%, демонстрируя разницу в прочности, составляющую менее 5 тыс. фунтов/кв. дюйм, между направлениями L и LT.
[0078] Свойства при растяжении при повышенной температуре измеряли у образца 2 (относительное обжатие, составляющее 65%) при температуре 600°F (316°C) согласно стандарту ASTM E21, и результаты измерений представлены в таблице 3.
Таблица 3 - свойства сплавов при повышенной температуре из примера 2
[0079] Измерения усталости материала проводили в образце 2 (относительное обжатие, составляющее 65%) согласно стандарту ASTM E466, и результаты измерений представлены в таблице 4.
Таблица 4: измерение усталости материала при Kt=2,3 (при открытом отверстии) и 30 Гц для образца 2 (65% RR)
[0080] Несущую способность измеряли у oбразца 2 (относительное обжатие, составляющее 65%) согласно стандарту ASTM E238, и результаты измерений представлены в таблице 5.
Таблица 5: Измерение несущей способности при e/D=1,5 для образца 2 (65% RR)
[0081] Удлинение зерна в осевом направлении наблюдалось как при высокой, так и при низкой скоростях деформации. Микроструктура, полученная в вертикальном направлении и наблюдаемая в касательном направлении, демонстрировала удлинение в продольном направлении основных бета-зерен. Как изображено, продукт экструзии характеризуется бета-обработанной микроструктурой, в то время как материалы, которые подвергли экструзии и прокатке, характеризуются альфа-бета-обработанной микроструктурой согласно стандартам AMS.
[0082] На фиг. 16 показаны значения скорости распространения усталостных трещин, измеренные согласно стандарту ASTM E647, при следующих условиях испытания: коэффициент напряжения 0,10, частота 10 Гц, комнатная температура и лабораторный атмосферный воздух. Результаты роста усталостных трещин соответствуют стандартам AMS применительно к альфа-бета листовым изделиям.
[0083] Несмотря на то, что различные варианты осуществления настоящего изобретения были подробно описаны, очевидно, что модификации и адаптации этих вариантов осуществления будут очевидны специалистам в данной области техники. Однако следует четко понимать, что эти модификации и адаптации находятся в пределах сущности и объема настоящего изобретения.
Реферат
Изобретение относится к способам формирования профилированных деталей из титанового сплава с высокой прочностью и коррозионной стойкостью. Способ получения детали из титанового сплава включает нагревание отлитого слитка или кованой заготовки из титанового сплава, инициирование экструзии нагретого слитка или заготовки, когда температура нагретого слитка или заготовки выше температуры бета-перехода, с образованием экструдированной детали с профилем, близким к конечному, причем экструдированная деталь с профилем, близким к конечному, имеет неплоскую форму, которая выбрана из группы, состоящей из: π-образной, С-образной, Т-образной, Н-образной, I-образной и L-образной. Затем проводят охлаждение экструдированной детали до температуры в охлажденном состоянии, которая ниже температуры бета-перехода, и прокатку один или более раз при одном или более значениях температуры прокатки с получением детали с конечным профилем. Температура прокатки ниже начальной температуры плавления сплава и находится в пределах 600°F (333°C) температуры бета-перехода. Этап прокатки осуществляют так, что деталь с конечным профилем удерживает неплоскую форму экструдированной детали с профилем, близким к конечному, и деталь с конечным профилем тоньше в по меньшей мере одном измерении по сравнению с экструдированной деталью с профилем, близким к конечному. Полученные детали характеризуются высокими механическими свойствами. 19 з.п.ф-лы, 16 ил., 5 табл., 2 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ обработки титановых сплавов
Получение высокопрочного титана
Комментарии