Способ изготовления листа текстурированной электротехнической стали - RU2597464C2
Код документа: RU2597464C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения листа текстурированной электротехнической стали с отличными потерями в железе.
Известный уровень техники
Лист текстурированной электротехнической стали является мягким магнитным материалом, кристаллическая ориентировка которого в заметной степени является ({110}<001>) ориентировкой Госса, и в основном используется в железном сердечнике трансформаторов, железном сердечнике электродвигателей и т.п. При этом лист текстурированной электротехнической стали, используемый в трансформаторе с низкими потерями в железе, требуется для снижения потерь холостого хода (потери энергии). Известно, что в качестве способа снижения потерь в железе эффективным является уменьшение толщины листа, увеличение добавляемого количества Si, улучшение ориентировки кристаллов, приложение высокого напряжения при растяжении к листу стали, сглаживание поверхности листа стали, измельчение структуры вторичной рекристаллизации и т.п.
В качестве способа измельчения зерна вторичной рекристаллизации среди этих методов предложен способ проведения быстрого нагрева при обезуглероживающем отжиге, как раскрыто в патентных документах 1 ~ 4, способ выполнения быстрого нагрева непосредственно перед обезуглероживающим отжигом для улучшения текстуры первичной рекристаллизации и т.д. Например, в патентном документе 1 раскрыт способ изготовления листа текстурированной электротехнической стали с низкими потерями в железе нагревом холоднокатаного стального листа, прокатанного до конечной толщины при температуре не ниже 700°C в неокислительной атмосфере с PH2O/PH2 не более 0,2 при скорости нагрева не менее 100°C/с непосредственно перед обезуглероживающим отжигом. Также патентный документ 3 и т.п. раскрывает способ, в котором лист электротехнической стали с превосходными свойствами покрытия и магнитными свойствами получен нагревом в зоне температуры не ниже 600°C со скоростью нагрева не менее 95°C/с до не ниже 800°C и надлежащим контролем атмосферы в этой зоне температур.
В этих способах улучшения текстуры первичной рекристаллизации быстрым нагревом скорость нагрева однозначно определяется относительно диапазона температур от комнатной температуры до не ниже 700°C в диапазоне температур быстрого нагрева. В соответствии с этой технической идеей следует понимать, что улучшение текстуры первичной рекристаллизации осуществлялось путем повышения температуры до температуры, близкой к температуре рекристаллизации, в течение короткого времени, чтобы подавить рост γ-волокна ({111} волокнистая структура), которое преимущественно формируется при обычной скорости нагрева и способствует возникновению {110}<001> структуры в качестве зародыша зерна вторичной рекристаллизации. С использованием этого способа может быть измельчено зерно вторичной рекристаллизации для улучшения потерь в железе.
В вышеприведенном способе проведения быстрого нагрева указано, что более значительные эффекты получены при скорости нагрева не менее около 80°C/с или более высокой скорости нагрева, хотя эффект быстрого нагрева может быть достигнут при не менее 50°C/с соответствующим контролем условий прокатки, как описано в патентном документе 5. Увеличение скорости нагрева, однако, создает проблемы, заключающиеся в том, что требуются специальные и крупногабаритные нагревательные установки, такие как установки индукционного нагрева, электрического нагрева и т.п. и большая подводимая мощность в течение короткого времени. Также существует проблема в том, что форма стального листа ухудшается, что затрудняет заправку в валки листа на производственной линии из-за резкого изменения температуры за счет быстрого нагрева.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-A-H07-062436
Патентный документ 2: JP-A-H10-298653
Патентный документ 3: JP-A-2003-027194
Патентный документ 4: JP-A-2000-204450
Патентный документ 5: JP-A-H07-062437
Краткое изложение существа изобретения
Задача, решаемая изобретением
Настоящее изобретение создано с учетом вышеуказанных проблем обычных способов и предлагает способ изготовления, в котором эффекты, равные тем, которые получены при более высокой скоростью нагрева, когда скорость нагрева отжига первичной рекристаллизации составляет не менее 80°C/с, как в обычных способах, достигаются, даже когда скорость нагрева относительно низкая, менее 80°C/с, в результате чего измельчение зерна вторичной рекристаллизации может быть осуществлено более эффективно по сравнению с обычным способом, при стабильном получении листа текстурированной электротехнической стали с низкими потерями в железе.
Решение задачи
Изобретатели провели различные исследования теплового цикла отжига первичной рекристаллизации, в частности, скорости нагрева (температурный рельеф) для решения поставленной задачи. Как указано выше, считается, что цель быстрого нагрева до температуры около 700°C в процессе нагрева отжига первичной рекристаллизации заключается в том, что диапазон температур от 550°C до 580°C, являющийся зоной температур, преимущественно способствующих рекристаллизации γ-волокна {111} волокнистой структуры, проходит в течение короткого времени, что способствует соответственно рекристаллизации структуры Госса ({110}<001>).
С другой стороны, зона температур ниже диапазона температур 550 ~ 700°C преимущественного роста {222} в процессе нагрева, которая условно эквивалентна {111}, вызывает возврат структуры и полигонизацию дислокаций до более низкой плотности дислокаций, но не достаточна для выполнения рекристаллизации. Таким образом, рекристаллизация {222} усиливается недостаточно, даже если температуру выдерживают в этой зоне температур в течение длительного времени. Однако было установлено, что, поскольку плотность дислокаций в значительной степени снижена, в такой зоне температур при накоплении деформации в структуре происходит большое изменение в текстуре первичной рекристаллизации при выдерживании в такой зоне в течение короткого времени, в результате чего эффект измельчения зерна вторичной рекристаллизации может быть эффективно достигнут. В результате изобретение было завершено.
Таким образом, изобретение предлагает способ изготовления листа текстурированной электротехнической стали горячей прокаткой стального сляба химического состава, включающего C: 0,001 ~ 0,10 мас. %, Si: 1,0 ~ 5,0 мас. %, Mn: 0,01 ~ 0,5 мас. %, один или два элемента из S и Se: 0,01 ~ 0,05 мас. % в сумме, раств. Al: 0,003 ~ 0,050 мас. % и N: 0,0010 ~ 0,020 мас. % и остальное Fe и неизбежные примеси, проведением однократной или двукратной, или многократной холодной прокатки, включая промежуточный отжиг между ними до конечной толщины после отжига в зоне горячих состояний или без него, выполнением отжига первичной рекристаллизации и затем нанесением отжигового сепаратора для выполнения окончательного отжига, характеризующийся тем, что в диапазоне температур от 550°C до 700°C в процессе нагрева отжига первичной рекристаллизации выполняют быстрый нагрев при средней скорости нагрева 40 ~ 200°C/с, в то время как в зоне температур от 250°C до 550°C скорость нагрева не более 10°C/с сохраняют в течение 1 ~ 10 секунд.
В способе изготовления листа электротехнической текстурированной стали по изобретению стальной сляб содержит один или несколько элементов, выбранных из Cu: 0,01 ~ 0,2 мас. %, Ni: 0,01 ~ 0,5 мас. %, Cr: 0,01 ~ 0,5 мас. %, Sb: 0,01 ~ 0,1 мас. %, Sn: 0,01 ~ 0,5 мас. %, Mo: 0,01 ~ 0,5 мас. %, Bi: 0,001 ~ 0,1 мас. %, Ti: 0,005 ~ 0,02 мас. %, Р: 0,001 ~ 0,05 мас. % и Nb: 0,0005 ~ 0,0100 мас. % в дополнение к вышеуказанному химическому составу.
Эффект изобретения
В соответствии с изобретением может быть достигнут эффект измельчения зерна вторичной рекристаллизации, равный или более высокий, чем в обычном способе, осуществляемом быстрым нагревом с более высокой скоростью нагрева, даже если скорость нагрева в процессе нагрева отжига первичной рекристаллизации относительно низкая, так что можно просто и стабильно изготавливать лист текстурированной электротехнической стали с низкими потерями в железе.
Краткое описание чертежей
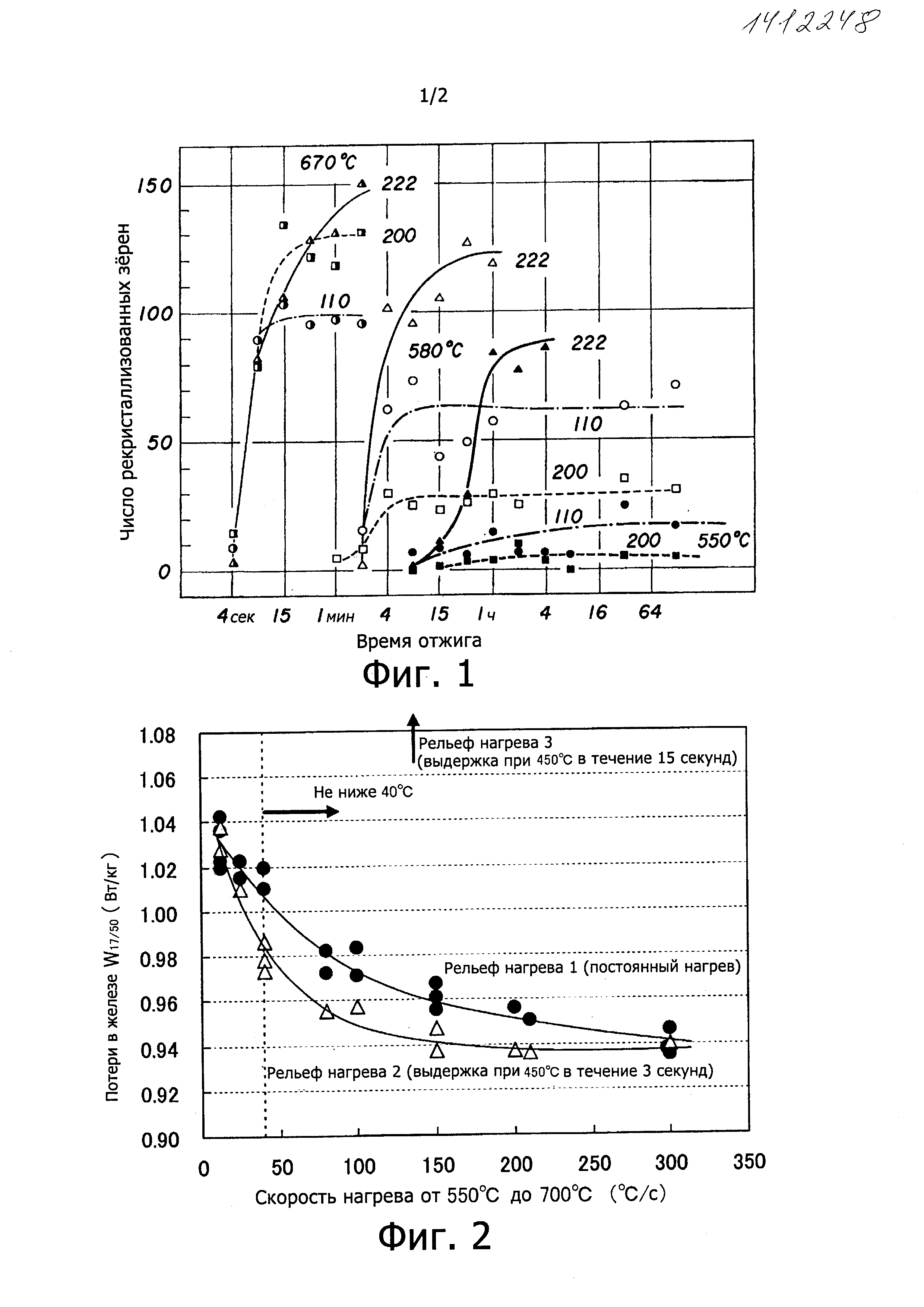
Фиг. 1 является графиком, показывающим влияние температуры отжига на (соотношение между) время отжига и количество рекристаллизованного зерна в раскисленной Al стали.
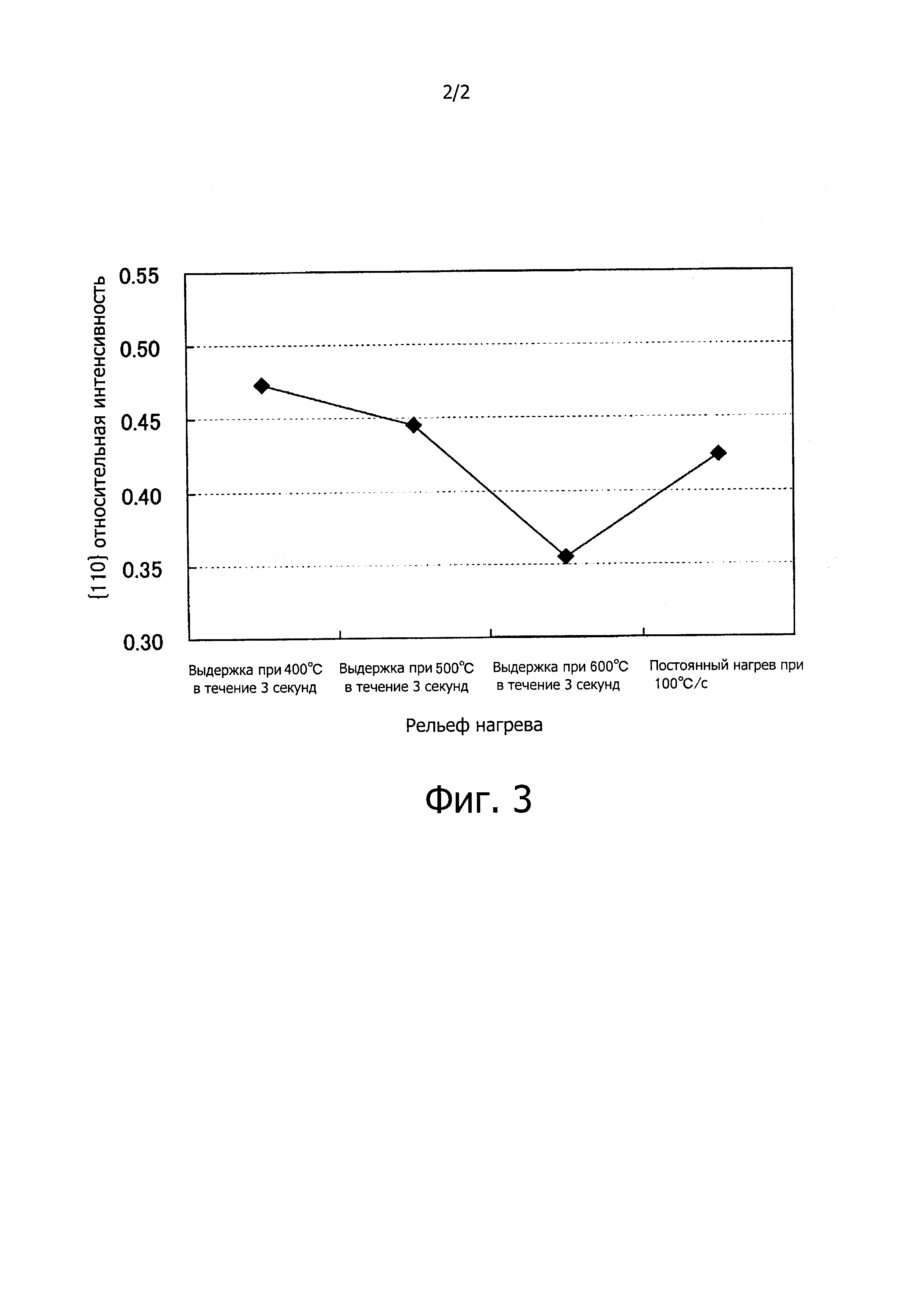
Фиг. 2 является графиком, показывающим влияние температурного рельефа на соотношение между скоростью нагрева при 550 ~ 700°C и потерями в железе.
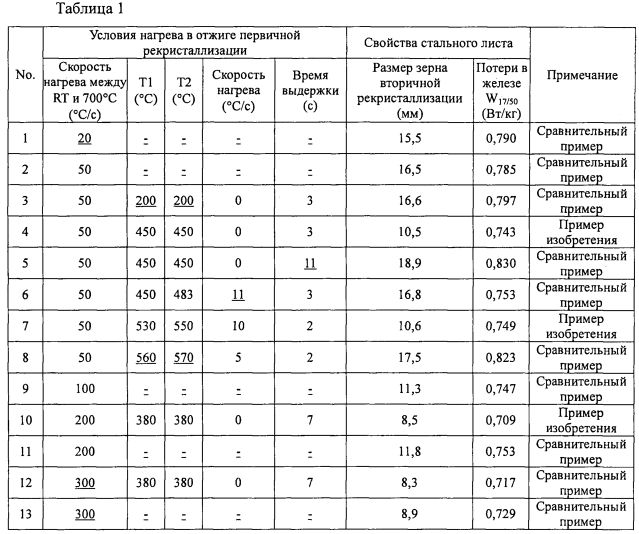
Фиг. 3 является графиком, показывающим влияние температурного рельефа на относительную интенсивность {110}.
Осуществления изобретения
Будут описаны эксперименты, приведшие к разработке изобретения.
Эксперимент 1
Стальной сляб химического состава, включающего С: 0,05 мас. %, Si: 3,4 мас. %, Mn: 0,05 мас. %, Al: 0,020 мас. %, N: 0,0100 мас. %, S: 0,0030 мас. %, Se: 0,01 мас. %, Sb: 0,01 мас. %, Ti: 0,001 мас. % и остальное Fe и неизбежные примеси, подвергают горячей прокатке для формирования горячекатаного листа, который подвергают отжигу в зоне горячих состояний и двукратной холодной прокатке с промежуточным отжигом 1100°C между ними для формирования холоднокатаного листа толщиной 0,30 мм. После этого 30 образцов для испытаний L: 300 мм × С: 100 мм вырезают вдоль и по ширине центральной части холоднокатаного листа (рулон).
Затем образцы для испытаний подвергают отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом нагревом образца до температуры 700°C при различных скоростях нагрева, нагревом до 800°C при 30°C/с и выдерживанию во влажной атмосфере водорода в течение 60 секунд с использованием электрического нагревательного устройства. Кроме того, нагрев в отжиге первичной рекристаллизации проводят с тремя температурными профилями, т.е. температурным профилем 1, в котором температуру непрерывно повышают от комнатной температуры до 700°C при постоянной скорости нагрева и нагрев от 700°C до 800°C проводят при постоянной скорости нагрева, температурным профилем 2, в котором температуру 450°C сохраняют в течение 3 секунд в ходе нагрева до 700°C, и температурным профилем 3, в котором температуру 450°C сохраняют в течение 15 секунд в ходе нагрева до 700°C. Скорость нагрева в температурном профиле 2 и 3 означает скорость нагрева до и после вышеуказанного выдерживания, и все характеристики атмосферы и т.п. в температурном профиле 2 и 3 такие же, что и в температурном профиле 1.
Отжиговый сепаратор, состоящий главным образом из MgO, наносят на поверхность испытуемого образца после отжига первичной рекристаллизации (обезуглероживание), который подвергают отжигу вторичной рекристаллизации (окончательный отжиг) при 1150°C в течение 10 часов, и наносят и прокаливают изоляционное покрытие, создающее напряжение растяжения, на основе фосфата.
Измеряют потери в железе W17/50, полученные таким образом после окончательного отжига образцов для испытаний (потери в железе при возбуждении с плотностью магнитного потока 1,7 Тл на промышленной частоте 50 Гц) с SST (однолистовой тестер), чтобы получить результаты, представленные на фиг. 2. Как видно из этой фигуры, хорошие потери в железе получены с температурным рельефом 2 при выдерживании при 450°C в течение 3 секунд при нагреве по сравнению с температурным рельефом 1 непрерывного повышения температуры. Например, даже когда скорость нагрева составляет 40°C/с в температурном рельефе 2, получаются потери в железе такие же, как и в случае, когда скорость нагрева в температурном рельефе 1 составляет 80°C/с. С другой стороны, в температурном рельефе 3 с выдержкой при 450°C в течение 15 секунд при нагреве, потери в стали W17/50 во всех образцах составляют не менее 1,10 Вт/кг (не показаны), и сама дополнительная вторичная рекристаллизация не происходит, когда скорость нагрева составляет не менее 100°C/с.
Эксперимент 2
Испытуемые образцы того же размера отбирают в тех же местах холоднокатаного рулона, полученного в эксперименте 1, и нагревают с помощью электрического нагревательного аппарата в условиях непрерывно нагрева от комнатной температуры до 700°C при скорости нагрева 100°C/с или при условии выдержки при температуре 400°C, 500°C и 600°C в ходе нагрева от комнатной температуры до 700°C при скорости нагрева 100°C/с, и проводят отжиг первичной рекристаллизации в сочетании с обезуглероживающим отжигом нагревом от 700°C до 800°C со скоростью нагрева 30°C/с и выдержку во влажной атмосфере водорода в течение 60 секунд. Для листов после отжига первичной рекристаллизации, полученных таким образом, измеряют относительную интенсивность с помощью рентгеновской дифрактометрии, которая подтверждает, что {110} относительная интенсивность в случае выдерживания при 400°C или 500°C выше по сравнению со случаем выдерживания при 600°C или случаем непрерывного нагрева при 40°C/с и равна или больше, чем в случае быстрого нагрева при 100°C/с. То есть улучшается рекристаллизация зерна ориентировки Госса ({110}<001>) в качестве зародышей вторичной рекристаллизации, что показано на фиг. 3.
Полагают, что механизм такого явления следующий.
В общем, движущей силой, вызывающей рекристаллизацию, является энергия деформации. Считается, что выделение энергии деформации легко проходит в части с высокой энергией деформации. Явление предпочтительной рекристаллизации {222}, как отмечается в технической литературе (Shiraiwa, Terasaki, Kodama, "Recrystallization process of Al-killed steel during isothermal annealing (Процесс рекристаллизации стали раскисленной Al стали при изотермическом отжиге) Journal of the Japan Institute of Metals and Materials, vol. 35, No. 1, p 20), показывает, что высокая энергия деформации сохраняется в {222} структуре (см. фиг. 1).
При холодной прокатке стальной лист выдерживают в течение короткого промежутка времени в зоне температуры измельчения структуры за счет полигонизации дислокаций и уменьшения энергии деформации, уменьшение энергии деформации становится большим в {222}, имеющей высокую энергию деформации по сравнению с другими ориентировками кристаллов. В результате, когда лист выдерживают при температуре, вызывающей измельчение, разница в накоплении энергии деформации в зависимости от структуры не сохраняется при более низком преимущественном росте {222} в структуре рекристаллизации. Эффект выдерживания при нагреве такой же, что и эффект быстрого нагрева при более высокой скорости нагрева с точки зрения текстуры, сформированной после отжига первичной рекристаллизации.
Когда лист выдерживают при температуре в зоне измельчения структуры сверх необходимости, энергия деформации уменьшается, что вызывает рекристаллизацию {222} структуры и, следовательно, движущая сила значительно уменьшается. Так как необходимо, чтобы {222} структура присутствовала в постоянном количестве в качестве структуры, занятой зерном в ориентировке Госса, существует высокая вероятность, что структура первичной рекристаллизации, достаточная для вторичной рекристаллизации, не формируется, так как {222} структура чрезмерно подавлена. Таким образом, считается, что, когда скорость нагрева относительно низка, эффекты, равные эффектам при более высокой скорости нагрева, получают только тогда, когда температуру в зоне измельчения структуры выдерживают в течение очень короткого периода времени. Также считается, что эффекты, равные эффектам при условии еще более высокой скорости нагрева, получают, даже когда скорость нагрева является высокой.
Химический состав листа текстурированной электротехнической стали по изобретению будет описан ниже.
С: 0,001 ~ 0,10 мас. %
С является ингредиентом, полезным для формирования зерна с ориентировкой Госса, и необходимо, чтобы его содержание было не менее 0,001 мас. % для эффективного проявления такого действия. С другой стороны, когда содержание C превышает 0,10 мас. %, существует риск недостаточного обезуглероживания при обезуглероживающем отжиге. Таким образом, содержание C находится в диапазоне 0,001 ~ 0,10 мас. %. Предпочтительно это диапазон 0,01 ~ 0,08 мас. %.
Si: 1,0 ~ 5,0 мас. %
Si обладает эффектом повышения электрического сопротивления стали для снижения потерь в железе, и необходимо, чтобы его содержание было, по меньшей мере, 1,0 мас. %. С другой стороны, когда оно превышает 5,0 мас. %, трудно осуществлять холодную прокатку. Таким образом, содержание Si находится в диапазоне 1,0 ~ 5,0 мас. %. Предпочтительно это диапазон 2,0 ~ 4,5 мас. %.
Mn: 0,01 ~ 0,5 мас. %
Mn эффективен для улучшения обрабатываемости в горячем состоянии стали, но также является элементом, формирующим выделения MnS, MnSe и т.п., действующие в качестве ингибитора (ингибитор роста зерна). Вышеуказанные эффекты наблюдаются при включении марганца в количестве не менее 0,01 мас. %. С другой стороны, когда количество превышает 0,5 мас. %, температура нагрева сляба для растворения выделений MnS, MnSe или т.п. становится нежелательно высокой. Таким образом, содержание Mn находится в диапазоне 0,01 ~ 0,5 мас. %. Предпочтительно, это диапазон 0,01 ~ 0,10 мас. %.
Один или оба из S и Se: 0,01 ~ 0,05 мас. % в сумме
S и Se являются ингредиентами, используемыми для проявления ингибирующего действия в качестве вторичной дисперсной фазы в стали связыванием Mn или Cu с образованием MnS, MnSe, Cu2-xS или Cu2-xSe. Когда общее содержание S и Se составляет менее 0,01 мас. %, эффект добавления недостаточен, в то время, когда оно превышает 0,05 мас. %, формирование твердого раствора является неполным при нагреве сляба, а также возникают поверхностные дефекты в продукте. Таким образом, даже при добавлении одного или обоих элементов, общее содержание находится в диапазоне 0,01 ~ 0,05 мас. %.
раств. Al: 0,003 ~ 0,050 мас. %
Al является полезным элементом для ингибирующего действия в качестве вторичной дисперсной фазы за счет формирования AlN в стали. Когда добавленное количество составляет менее 0,003 мас. %, не может быть обеспечено достаточное количество выделений, и вышеописанный эффект не достигается. Когда оно превышает 0,050 мас. %, температура нагрева сляба, необходимая для формирования твердого раствора AlN становится выше, и AlN укрупняется даже при термической обработке после горячей прокатки с отсутствием действия в качестве ингибитора. Таким образом, содержание Al в виде раств. Al находится в диапазоне 0,003 ~ 0,050 мас. %. Предпочтительно это диапазон 0,01 ~ 0,04 мас. %.
N: 0.0010 ~ 0,020 мас. %
N является ингредиентом, оказывающим ингибирующее действие за счет формирования AlN с Al. Однако, когда добавляемое количество составляет менее 0,0010 мас. %, выделения AlN являются недостаточными, а когда оно превышает 0,020 мас. %, происходит вспучивание или т.п. при нагреве сляба. Таким образом, содержание N находится в диапазон 0,001 ~ 0,020 мас. %.
Остальное, отличное от вышеуказанных ингредиентов в листе текстурированной электротехнической стали по изобретению, составляет Fe и неизбежные примеси. Однако лист текстурированной электротехнической стали в соответствии с изобретением может содержать один или несколько элементов, выбранных из Cu: 0,01 ~ 0,2 мас. %, Ni: 0,01 ~ 0,5 мас. %, Cr: 0,01 ~ 0,5 мас. %, Sb: 0,01 ~ 0,1 мас. %, Sn: 0,01 ~ 0,5 мас. %, Mo: 0,01 ~ 0,5 мас. %, Bi: 0,001 ~ 0,1 мас. %, Ti: 0,005 ~ 0,02 мас. %, Р: 0,001 ~ 0,05 мас. % и Nb: 0,0005 ~ 0,0100 мас. % для улучшения магнитных свойств, в дополнение к вышеуказанным основным ингредиентам.
Все эти элементы имеют вспомогательное действие в качестве ингибитора за счет сегрегации в межзеренной границе или поверхности кристалла или путем формирования карбонитрида. Добавлением этих элементов может быть подавлено укрупнение первичных зерен в зоне более высокой температуры в процессе вторичной рекристаллизации. Однако, когда добавляемое количество меньше нижнего предела вышеуказанного диапазона, эффект от указанного добавления мал, а когда оно превышает верхний предел вышеуказанного диапазона, легко ухудшается внешний вид покрытия или вторичная рекристаллизация.
Способ изготовления листа текстурированной электротехнической стали согласно изобретению будет описан ниже.
Способ изготовления листа текстурированной электротехнической стали в соответствии с изобретением является способом изготовления, включающим ряд стадий горячей прокатки стального сляба вышеописанного химического состава, однократной, двукратной или многократной холодной прокатки, включая промежуточный отжиг между ними, до конечной толщины, после отжига в зоне горячих состояний или без него, проведения отжига первичной рекристаллизации и затем нанесения отжигового сепаратора для выполнения отжига вторичной рекристаллизации.
Способ изготовления стального сляба особо не ограничен. Стальной сляб может быть получен плавлением стали вышеуказанного химического состава обычным известным процессом доводки плавки и затем методом непрерывной разливки, прокатки слитка и т.п.
После этого стальной сляб подвергают горячей прокатке. Температура повторного нагрева сляба перед горячей прокаткой предпочтительно не ниже 1300°C, так как необходимо полностью растворить ингредиенты ингибитора.
Горячекатаный лист, полученный горячей прокаткой, подвергают однократной, двукратной или многократной холодной прокатке, включая промежуточный отжиг между ними, после отжига в зоне горячих состояний или без него для получения холоднокатаного листа конечной толщины. Кроме того, производственные условия от горячей прокатки до холодной прокатки конкретно не ограничены, так что эти стадии могут быть выполнены в соответствии с обычным способом.
Затем холоднокатаный лист конечной толщины подвергают отжигу первичной рекристаллизации. При нагреве в отжиге первичной рекристаллизации необходимо, чтобы быстрый нагрев осуществлялся между 550°C и 700°C со средней скоростью нагрева 40 ~ 200°C/с и также со скоростью нагрева не более 10°C/с, сохраняемой в зоне температур 250 ~ 550°C в течение 1-10 секунд, как на предыдущей стадии.
Причина того, почему зона температур выполнения быстрого нагрева является диапазоном 550 ~ 700°C, заключается в том, что эта зона температур является диапазоном температур предпочтительной рекристаллизации {222}, как описано в вышеуказанной технической литературе, и формирование ориентировки {110}<001> в качестве зародышей вторичной рекристаллизации может быть улучшено выполнением быстрого нагрева в пределах этого диапазона температур, в результате чего текстура вторичной рекристаллизации может быть получена мелкозернистой для улучшения потерь в железе.
Кроме того, причина, по которой средняя скорость нагрева находится в вышеуказанном температурном диапазоне 40 ~ 200°C/с, основана на том факте, что, когда скорость менее 40°C/с, эффект улучшения потерь в железе недостаточен, тогда как, когда она превышает 200°C/с, эффект улучшения потерь в железе насыщается.
Кроме того, причина, по которой скорость нагрева не более 10°C/с в зоне температур 250 ~ 550°C сохраняется в течение 1 ~ 10 секунд, вызвана тем, что эффект улучшения потерь в железе может быть получен, даже если в зоне 550 ~ 700°C нагрев проводят при более низкой скорости нагрева по сравнению с обычным способом непрерывного повышения температуры. Кроме того, скорость нагрева не более 10°C/с может быть отрицательной скоростью нагрева, если температура стального листа не выходит из зоны 250 ~ 550°C.
То есть изобретение основано на технической идее, что преимущественная {222} рекристаллизации снижается при сохранении зоны температур, что приводит к снижению плотности дислокаций и не приводит к рекристаллизации за короткий промежуток времени. Таким образом, вышеуказанный эффект не может быть достигнут при температуре ниже 250°C, предусматривающей по существу отсутствие движения дислокаций, тогда как, когда температура превышает 550°C, начинается рекристаллизация {222}, так что формирование {110}<001> ориентировки не может быть активировано, даже если лист выдерживают при температуре, превышающей 550°C. Когда время выдержки составляет менее 1 секунды, то эффект недостаточен, тогда как, когда оно превышает 10 секунд, измельчение слишком активируется и существует риск неудовлетворительной вторичной рекристаллизации.
Кроме того, отжиг первичной рекристаллизации стального листа после конечной холодной прокатки часто выполняется в сочетании с обезуглероживающим отжигом. Даже в изобретении отжиг первичной рекристаллизации может быть объединен с обезуглероживающим отжигом. То есть после нагрева до заданной температуры со скоростью нагрева в соответствии с изобретением обезуглероживающий отжиг может быть проведен, например, в такой атмосфере, что PH2O/PH2 составляет не менее 0,1. Если вышеуказанные отжиги невозможны, отжиг первичной рекристаллизации проводят со скоростью нагрева в соответствии с изобретением в неокислительной атмосфере и затем отдельно может быть выполнен обезуглероживающий отжиг в вышеуказанной атмосфере.
Затем на поверхность стального листа после отжига первичной рекристаллизации, удовлетворяющего вышеуказанным условиям, наносят отжиговый сепаратор, высушивают и подвергают окончательному отжигу для вторичной рекристаллизации. В качестве отжигового сепаратора могут быть использованы сепараторы, состоящие в основном из MgO и соответствующих добавок TiO2 и т.п., если это необходимо, или сепараторы, состоящие в основном из SiO2 или Al2O3 и т.п. Кроме того, условия окончательного отжига конкретно не ограничены и он может быть осуществлен обычным способом.
На поверхность стального листа после окончательного отжига затем предпочтительно наносят изоляционное покрытие и прокаливают или подвергают отжигу-правке в сочетании с прокаливанием и коррекции формы после нанесения изоляционного покрытия на поверхность стального листа, чтобы тем самым получить продукт. Кроме того, тип изоляционного покрытия особо не ограничен, но, когда изоляционное покрытие формируется на поверхности стального листа для создания на нем напряжения при растяжении, то предпочтительно раствор, содержащий фосфат-хромовую кислоту-коллоидный диоксид кремния, как описано в JP-A-S50-79442 или JP-A-S48-39338, прокаливают при температуре около 800°C. Когда используют отжиговый сепаратор, состоящий главным образом из SiO2 или Al2O3, на поверхности стального листа не образуется покрытие из форстерита после окончательного отжига, так что водную суспензию, состоящую в основном из MgO, вновь наносят для проведения отжига для формирования покрытия из форстерита, и после этого может быть сформировано изоляционное покрытие.
В соответствии со способом изготовления по изобретению, как указано выше, структура вторичной рекристаллизации может стабильно измельчена приблизительно по всей длине рулона продукта для обеспечения подходящих потерь в железе.
Пример 1
Стальной сляб, содержащий С: 0,04 мас. %, Si: 3,3 мас. %, Mn: 0,03 мас. %, S: 0,008 мас. %, Se: 0,01 мас. %, Al: 0,03 мас. %, N: 0,01 мас. %, Cu: 0,03 мас. % и Sb: 0,01 мас. %, нагревают при 1350°C в течение 40 минут, подвергают горячей прокатке для формирования горячекатаного листа 2,2 мм толщиной, отжигу в зоне горячих состояний при 1000°C в течение 2 минут и затем двукратной холодной прокатке, включая промежуточный отжиг 1100°C × 2 минуты для формирования холоднокатаного рулона конечной толщиной 0,23 мм, который подвергают обработке разделения магнитного домена электролитическим травлением для формирования линейных канавок глубиной 20 мкм на поверхности стального листа в направлении 90° по отношению к направлению прокатки.
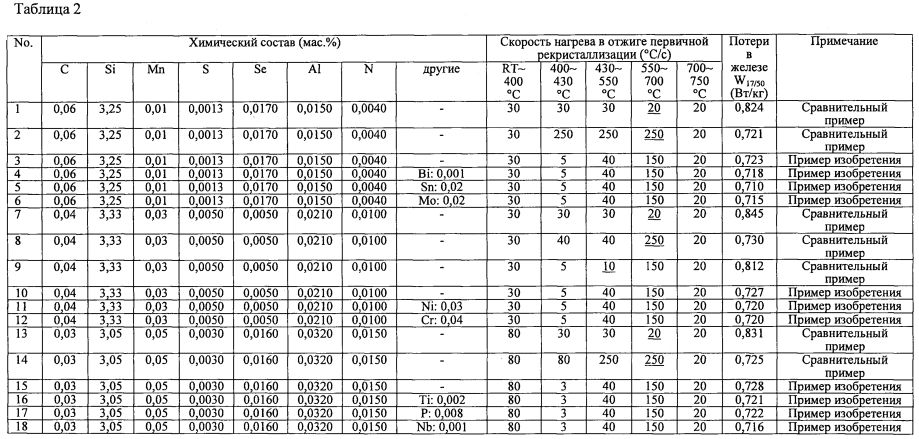
Образцы L: 300 мм × C: 100 мм отбирают из вдоль и по ширине центральной части холоднокатаного рулона, полученного таким образом, и подвергают отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом индукционным нагревательным аппаратом в лаборатории. В отжиге первичной рекристаллизации нагрев проводят с двумя профилями, то есть образец непрерывно нагревают от комнатной температуры (RT) до 700°C с постоянной скоростью нагрева от 20 до 300°C (№1, 2, 9, 11, 13) и профилем нагрева зоны T1 ~ Т2 при нагреве между этими температурами при заданной скорости нагрева в течение заданного времени (№3 ~ 8, 10, 12), как показано в таблице 1, и затем нагрев от 700°C до 820°C проводят при скорости нагрева 40°C/с и проводят обезуглероживание в атмосфере влажного водорода при 820°C в течение 2 минут.
Затем образец после отжига первичной рекристаллизации покрывают водной суспензией отжигового сепаратора, состоящего главным образом из MgO и содержащего 5 мас. % TiO2, высушивают и подвергают окончательному отжигу, и наносят и прокаливают изоляционное покрытие на основе фосфата для создания напряжения при растяжении для получения листа текстурированной электротехнической стали.
Измеряют потери в железе W17/50 для полученных таким образом образцов методом однолистового магнитного испытания (SST) и затем выполняют травление для удаления изоляционного покрытия и покрытия из форстерита с поверхности стального листа и после этого измеряют размер частиц зерна вторичной рекристаллизации. Кроме того, потери в железе измеряют на 20 образцах для одного условия нагрева и оценивают средним значением. Также измеряют размер зерна вторичной рекристаллизации с помощью линейного анализа испытуемого образца 300 мм длиной.
Результаты измерений также приведены в таблице 1. Как видно из этих результатов, стальные листы, подвергнутые отжигу первичной рекристаллизации в условиях, соответствующих изобретению, имеют малый размер зерна вторичной рекристаллизации и подходящие потери в железе, и особенно значителен эффект снижения потерь в железе, когда скорость нагрева между комнатной температурой RT и 700°C составляет всего лишь 50°C/с.
Пример 2
Стальной сляб, имеющий химический состав, представленный в таблице 2, нагревают при 1400°C в течение 60 минут, подвергают горячей прокатке для формирования горячекатаного листа 2,3 мм толщиной, отжигу в зоне горячих состояний при 1100°C в течение 3 минут и дополнительно теплой прокатке, включая намотку выше 200°C в его середине, для формирования холоднокатаного листа окончательной толщины 0,23 мм, который подвергают обработке разделения магнитного домена электролитическим травлением для формирования линейных канавок на поверхности стального листа.
Затем лист подвергают отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом нагревом от комнатной температуры до 750°C при различных скоростях нагрева, представленных в таблице 2, нагреву от 750°C до 840°C со скоростью нагрева 10°C/с и выдержке в атмосфере влажного водорода при PH2O/PH2 = 0,3 в течение 2 минут, покрытию водной суспензией отжигового сепаратора, состоящего главным образом из MgO и содержащего 10 мас. % TiO2, высушивают, наматывают, подвергают окончательному отжигу, наносят и прокаливают изоляционное покрытие на основе фосфата для создания напряжения при растяжении в сочетании с отжигом-выправкой и коррекцией формы для получения рулона продукта листа текстурированной электротехнической стали.
Испытуемые образцы L: 320 мм × С: 30 мм отбирают вдоль и по ширине центральной части рулона продукта, полученного таким образом, и измеряют его потери в железе W17/50 с помощью испытания Эпштейна для получения результатов, приведенных в таблице 2. Как видно из таблицы 2, все стальные листы № 3 ~ 6, 10 ~ 12 и 15 ~ 18, полученные проведением нагрева в отжиге первичной рекристаллизации в условиях в соответствии с изобретением, являются превосходными по свойствам потерь в железе.
Промышленная применимость
Способ по изобретению может быть использован для контроля текстуры тонких стальных листов.
Реферат
Изобретение относится к области металлургии. Стальной сляб, содержащий, мас.%: С 0,001- 0,10, Si 1,0 - 5,0, Mn 0,01- 0,5, S и/или Se 0,01- 0,05, раств. Al 0,003- 0,050 и N 0,0010-0,020%, подвергают горячей прокатке, однократной, двукратной или многократной холодной прокатке, при необходимости промежуточному отжигу между ними для получений холоднокатаного листа окончательной толщины. Проводят первичный рекристаллизационный отжиг холоднокатаного листа при нагреве в диапазоне температур от 550°C до 700°C со средней скоростью 40- 200°C/с, при этом в какой-либо зоне температур от 250°C до 550°C со скоростью нагрева не более 10°C/с в течение 1 - 10 секунд, затем наносят отжиговый сепаратор и осуществляют окончательный отжиг, в результате чего достигается измельчение зерна вторичной рекристаллизации и стабильно получается лист текстурированной электротехнической стали с низкими потерями в железе. 1 з.п. ф-лы, 2 табл., 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Лист из текстурированной электротехнической стали с превосходной адгезией покрытия и способ его производства
Комментарии