Способ и литейно-прокатная установка для непрерывной разливки и прокатки непрерывной заготовки - RU2683671C2
Код документа: RU2683671C2
Чертежи



Описание
Изобретение относится к способу и литейно-прокатной установке для непрерывной разливки и прокатки непрерывной заготовки из металла, в частности стали.
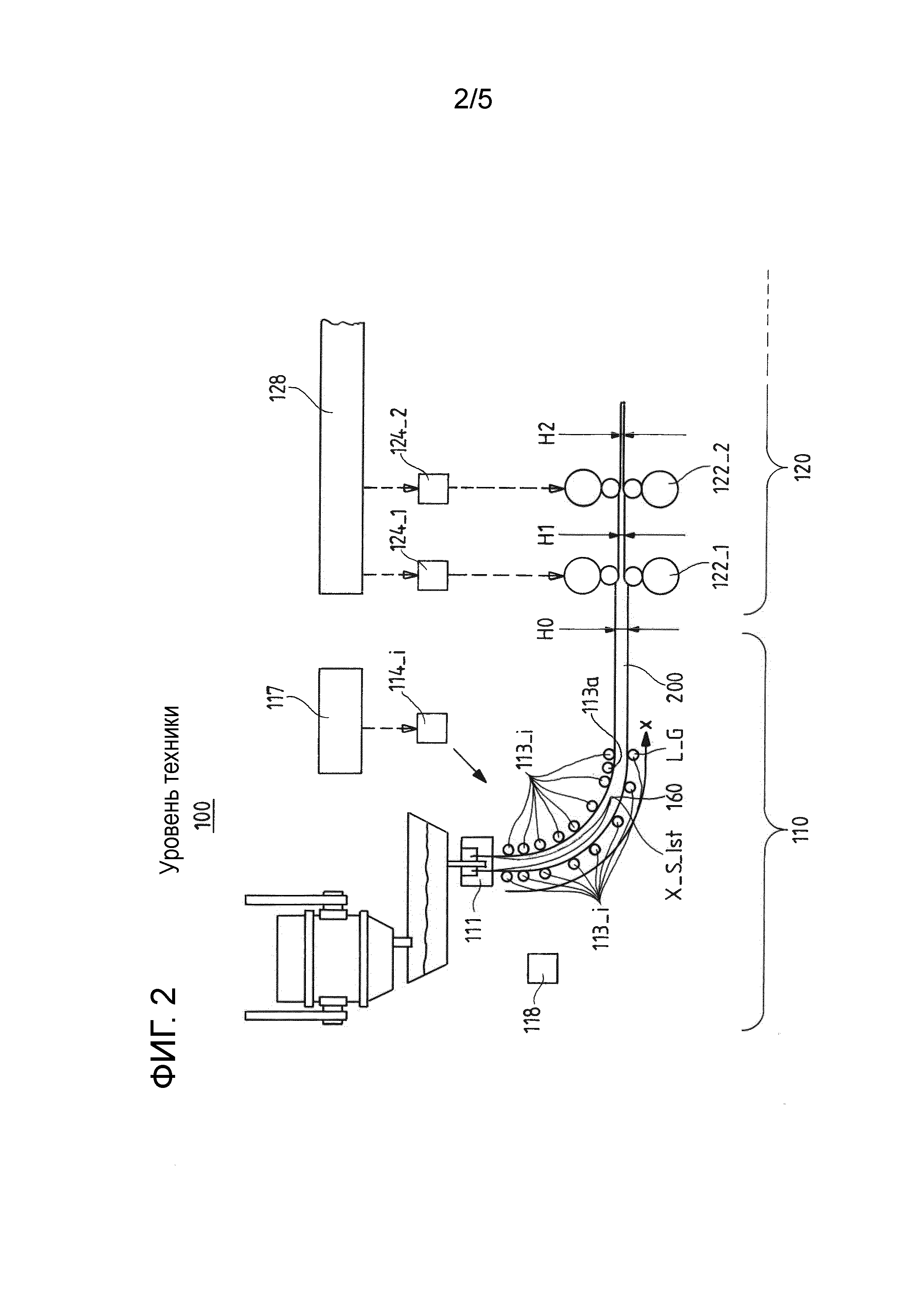
Известная литейно-прокатная установка для непрерывной разливки и прокатки непрерывной заготовки показана в качестве примера на фиг. 1. Представленная литейно-прокатная установка 100 включает в себя установку 110 непрерывной разливки, прокатный стан 120, расположенный после установки 110 непрерывной разливки, участок 170 охлаждения, расположенный после прокатного стана, устройство 180 разделения, расположенное после участка охлаждения, а также намоточное устройство 190 для наматывания непрерывной заготовки 200. Более подробно, установка 110 непрерывной разливки включает в себя кристаллизатор 111, направляющую заготовки, размещенную за кристаллизатором 111, а также, как правило, устройство 180 разделения. Устройство 180 разделения служит для отделения так называемого затравки. На первоначально охлажденных стенках кристаллизатора 111 расплав затвердевает в нем и образует при этом оболочку непрерывной заготовки. Сформированная таким образом, внутри еще жидкая непрерывная заготовки после выхода из кристаллизатора 111 поддерживается в направляющей 112 заготовки с помощью направляющих роликов 113 и отклоняется от вертикали к горизонтали. Для этой цели направляющие ролики 113_i заготовки, по меньшей мере частично, активно приводятся в действие посредством приводов 114_i. Приводы 114_i управляются устройством управления 117 направляющих роликов заготовки. Прокатный стан 120 включает в себя, как правило, n=1 до N прокатных клетей 122_n, с которыми, как правило, соотнесены, соответственно, приводы 124_n для приведения в действие их валков. Первые n=1 до L при L=3 прокатных клетей 122_1 до 3 образуют группу обжимных (черновых) клетей, с которыми соотнесены, соответственно, приводы 124_1 до 3. За черновыми клетями включен нагреватель, предпочтительно индукционный нагреватель 129, чтобы нагревать предварительно прокатанную непрерывную заготовку 200 до требуемой температуры чистовой прокатки, прежде чем он поступит затем в группу (чистовых) прокатных клетей 122_4 до N и будет подвергаться там чистовой прокатке до желательной толщины проката. С отдельными прокатными клетями 122_n, как правило, соотнесены отдельные приводы 124_n, которые индивидуально управляются вышестоящим устройством управления 128 приводами. Координата пути, что эквивалентно направлению разливки или направлению потока материала, обозначена на фиг. 1 с помощью ссылочной позиции х.
На фиг. 2 показан подробный вид описанной со ссылкой на фиг. 1 и известной из предшествующего уровня техники литейно-прокатной установки 100. Те же самые технические элементы, что и на фиг. 1, обозначены на фиг. 2 теми же ссылочными позициями. В этом отношении для фиг. 2 справедливо то же самое описание, что и для фиг. 1. В этой связи следует только отметить, что направляющий ролик, обозначенный ссылочной позицией 113а, является неприводимым в отличие от направляющих роликов 113_i. Кроме того, в направляющей 112 заготовки, конец 160 незатвердевшей центральной части (точка затвердевания) и его фактическое положение вдоль координаты х пути обозначено ссылочной позицией X_S_Ist. Наконец, можно видеть, что толщина непрерывной заготовки 200 на выходе установки 110 непрерывной разливки обозначена ссылочной позицией H0, на выходе первой прокатной клети - ссылочной позицией H1, и на выходе второй прокатной клети - ссылочной позицией H2.
Существенная характеристика при изготовлении непрерывной заготовки 200 или при непрерывной прокатке состоит в том, что непрерывная заготовка 200 от ее формирования в кристаллизаторе 111, на протяжении ее полного затвердевания в направляющей 112 и до прокатки или уменьшения толщины в прокатном стане 120 не разделяется. Вышеупомянутое отделение затравки на выходе направляющей 112 заготовки не противоречит этому, потому что затравка не представляет собой собственно непрерывную заготовку. Разделение непрерывной заготовки осуществляется только с помощью устройства 180 разделения на фиг. 1 непосредственно перед намоточным устройством 190, чтобы затем непрерывно прокатанная заготовка 200 нарезалась на требуемые длины смотки.
На основе закона постоянного массового потока, массовый поток в связанном литейно-прокатном процессе, как это имеет место в непрерывной прокатки, в принципе, в любой точке литейно-прокатной установки 100 является постоянным. Однако нарушения этого постоянства могут, например, возникнуть, когда непрерывная заготовка 200 накапливается (то есть образуются петли), или когда она растягивается (непрерывная заготовка может в предельном случае также разорваться). Причиной таких непостоянств в массовом потоке является, например, то, когда установка непрерывной разливки подает материал или массовый поток неравномерно, или намоточные устройства не обеспечивают достаточный отвод массового потока или непрерывной заготовки.
Для установки непрерывной разливки - рассматриваемой в отдельности - имеются соображения относительно того, каким образом можно поддерживать постоянным или регулировать массовый расход; см., например, европейский патент EP 1 720 669 B1. Регулирование массового потока в (чистовом) прокатном стане описано в немецкой заявке DE 283 37 56 A1.
Еще одна возможность для регулирования массового потока, в частности, в пределах (чистового) прокатного стана состоит в том, чтобы встроить в массовый поток накопитель для прокатываемого материала, и осуществлять управление или регулирование массового потока за счет соответствующих изменений накопленного объема непрерывной заготовки. Такой накопитель может быть реализован, например, в виде петлевого накопителя. Однако при толщинах материала непрерывной заготовки более 20 мм, в зависимости от материала, ввиду высокой жесткости, петли не образуются. Поэтому особенно в области позади установки непрерывной разливки эта возможность не может быть использована при упомянутых больших толщинах материала.
Петлевое регулирование известно, например, из японской патентной заявки JP 2007185703 А.
Однако технические решения обоих документов предшествующего уровня техники относятся, как отмечено, только к отдельным частям установки, но не являются целостным решением для обеих частей: установки непрерывной разливки и прокатного стана. Указания на целостное решение или на синхронизацию между установкой непрерывной разливки и прокатным станом раскрыты в европейском патенте ЕР 2 346 625 В1. В частности, в этом патенте предлагается при изменении толщины непрерывной заготовки в прокатном стане использовать скорость выхода прокатываемого материала из предыдущего агрегата, например, установки непрерывной разливки. Однако конкретное выполнение этого технического решения в упомянутом патенте не раскрывается. Более глубокое изучение этого решения, однако, выявило недостаток, заключающийся в том, что высокомощные, в несколько мегаватт, основные приводы прокатного стана должны следовать за имеющими мощность лишь в несколько киловатт приводами установки непрерывной разливки, которые задают скорость выхода непрерывной заготовки из установки непрерывной разливки. Это является невыгодным с точки зрения технологии регулирования, так как режим регулирования, то есть динамика привода снижается с увеличением двигателя. Поэтому всегда более выгодно, чтобы маленький двигатель следовал за большим двигателем, а не наоборот.
Японская патентная заявка JP 56114522 раскрывает литейно-прокатную установку, в которой только отлитая полоса металла сначала проходит через пару приводных роликов и затем через по меньшей мере одну прокатную клеть. Как приводные ролики, так и рабочие валки первой прокатной клети приводятся соответственно во вращение. Крутящий момент приводных роликов поддерживается постоянным с помощью средства регулирования. В частности, это достигается тем, что число оборотов рабочих валков прокатной клети используется в качестве управляющего параметра и соответствующим образом изменяется для того, чтобы поддерживать постоянным крутящий момент приводных роликов.
Только в качестве общего уровня техники, можно дополнительно сослаться на японские патентные заявки JP 55014133 А, JP 55014134 А и JP 60221103 А, а также на немецкую патентную заявку DE 20 2004 010038 А1.
В основе изобретения лежит задача усовершенствовать известный способ управления непрерывной разливкой и прокаткой непрерывной заготовки в литейно-прокатной установке таким образом, что приводы как установки непрерывной разливки, так и прокатного стана синхронизируются на более высоком уровне с точки зрения равного по величине и постоянного массового потока в обеих упомянутых частях установки.
Эта задача решается в соответствии со способом, заявленным в пункте 1 формулы изобретения. Он характеризуется тем, что модель таблицы прокатки в качестве задания целевого значения задает целевое число оборотов для привода первой прокатной клети прокатного стана, и что модель привода установки непрерывной разливки в качестве задания целевого значения задает целевой крутящий момент для привода по меньшей мере одного приводимого направляющего ролика заготовки.
Это заявленное решение, согласно которому обычно очень мощный привод первой прокатной клети получает заданное целевое число оборотов, в то время как, в частности, все приводы предшествующих приводимых направляющих роликов заготовки получают одновременно не число оборотов, а вместо этого заданный целевой крутящий момент, предпочтительным образом обуславливает то, что первая прокатная клеть задает скорость и, таким образом, массовый поток не только в пределах прокатного стана, но и в пределах предшествующей установки непрерывной разливки. В этом отношении первая прокатная клеть действует как ʺзадатчик скоростиʺ или как ʺзадачик массового потокаʺ. Массовый поток получается при этом из толщины непрерывной заготовки на входе и на выходе из первой клети прокатного стана, а также из числа оборотов рабочих валков первой прокатной клети. Число оборотов, как будет описано ниже, определяется и задается с помощью модели таблицы прокатки. Опережение для окружной скорости валков первой прокатной клети при этом рассчитывается и соответственно учитывается. То, что приводы направляющих роликов заготовки в установке непрерывной разливки получают заданный целевой крутящий момент, но не целевое число оборотов, обеспечивает то преимущество, что числа оборотов направляющих роликов заготовки и, в частности, числа оборотов приводимых направляющих роликов заготовки автоматически устанавливаются в связи с массовым потоком, задаваемым первой прокатной клетью. Другими словами, приводы или числа оборотов направляющих роликов заготовки в направляющей заготовки следуют массовому потоку, задаваемому первой прокатной клетью, или скорости, задаваемой первой прокатной клетью. Малые погрешности в выполненном моделью таблицы прокатки вычислении массового потока, таким образом, компенсируются. Другое преимущество заявленного решения заключается в том, что можно сэкономить на определении числа оборотов как для направляющих роликов заготовки, так и для валков прокатных клетей. Заявленное задание числа оборотов только для первой прокатной клети при одновременном задании момента для направляющих роликов заготовки обеспечивает предпочтительным образом автоматически желательное постоянство массового потока в обеих частях установки, то есть как в установке непрерывной разливки, так и в прокатном стане.
Если в соответствии с первым примером выполнения прокатный стан имеет более одной прокатной клети, как правило, n=2 до N прокатных клетей, то изобретение предусматривает, что модель таблицы прокатки задает, соответственно, индивидуальный целевой крутящий момент также для приводов валков следующих за первой прокатной клетью прокатных клетей n=2 до N. Тем самым гарантируется, что первая прокатная клеть по-прежнему остается единственным ʺзадатчиком скоростиʺ или ʺзадатчиком массового потокаʺ, так как, на основе задания целевых крутящих моментов, числа оборотов или скорости вращения валков последующих прокатных клетей n=2 до N свободно устанавливаются. На основе заявленного задания целевого числа оборотов только для одного единственного привода в установке непрерывной разливки и прокатного стана, гарантируется, что это не приведет к нарушениям в постоянстве массового потока, например, из-за не точно синхронизированных приводов с заданием числа оборотов. На основе заявленного решения, согласно которому только один привод получает заданное целевое число оборотов, в то время как все остальные приводы как в установке непрерывной разливки, так и в прокатном стане следуют этому, в соответствии с изобретением предпочтительным образом автоматически устанавливаются числа оборотов всех других приводов, как этого требует массовый поток первой прокатной клети по закону постоянства массового потока, не требуя для этого управляемой синхронизации.
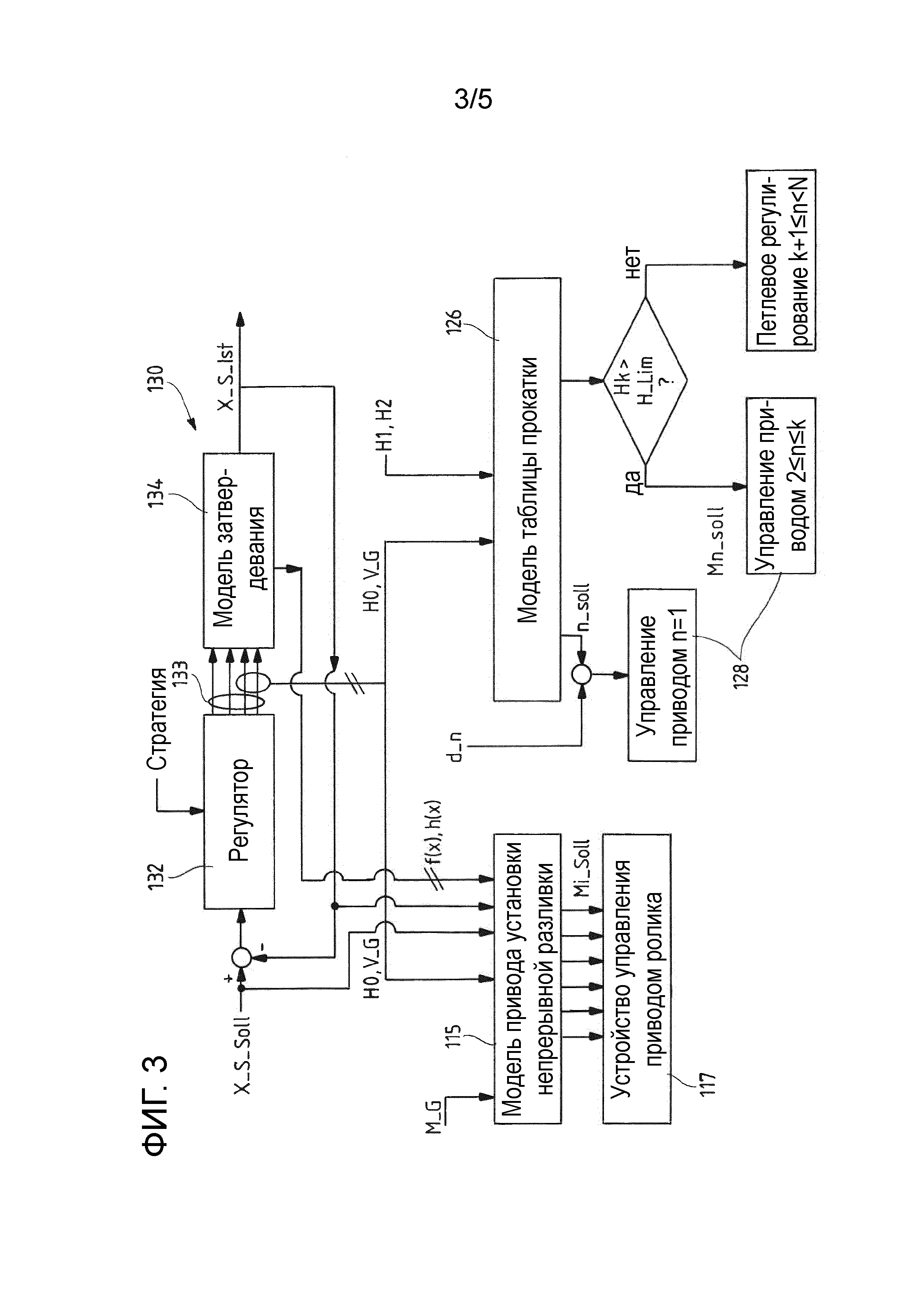
Вышеописанная установка индивидуальных целевых крутящих моментов для последующих прокатных клетей n=2 до N в прокатном стане, реализуема для любой толщины непрерывной заготовки. В качестве альтернативы этому, существует возможность того, что когда толщина непрерывной заготовки на выходе k-ой прокатной клети, при 2≤k Для управления петлеобразованием предпочтительным образом контролируется, соответственно, текущее положение петли материала заготовки по отношению к заданному целевому положению, то есть заданный целевой объем в петлевом накопителе. В случае отклонений, числа оборотов соседней прокатной клети соответственно корректируются, причем коррекция может избирательно переключаться на предшествующую или последующую прокатную клеть. Пороговое значение толщины составляет, например, от 40 до 20 мм. Оно зависит от свойств материала заготовки, например, от модуля упругости материала заготовки. Кроме того, предпочтительно, когда проскальзывание по меньшей мере, одного из направляющих роликов заготовки контролируется и, при необходимости, регулируется, если обнаруживается опасность проворачивания контролируемой по проскальзыванию направляющего ролика заготовки. Предпочтительным образом, положение конца незатвердевшей центральной части непрерывной заготовки внутри направляющей заготовки регулируется с помощью соответствующих изменений управляющих параметров до заданного целевого положения. С этой целью в соответствующем контуре регулирования, участок регулирования, т.е. процесс затвердевания в установке непрерывной разливки, моделируется с помощью модели затвердевания. Управляющие параметры вычисляются по величине регулятором и выдаются на модель затвердевания. Управляющие параметры, которые могут влиять на положение конца незатвердевшей центральной части непрерывной заготовки, могут представлять собой, в частности, интенсивность охлаждения непрерывной заготовки в установке непрерывной разливки, форму поперечного сечения, в частности, толщину непрерывной заготовки в определенных местах в пределах и на выходе направляющей заготовки, скорость разливки и геометрию установки непрерывной разливки. Геометрия установки непрерывной разливки отражает ее механическую конструкцию, например, длину, положение ролика, выполнение кристаллизатора, расположение охладителя и подобного. В установившемся состоянии литейно-прокатной установки, упомянутые управляющие параметры изменяются незначительно, если вообще изменяются. В соответствии с изобретением, два из указанных управляющих параметра, в частности, толщина непрерывной заготовки на выходе установки непрерывной разливки и скорость разливки, соответственно, в установившемся состоянии, служат в качестве входных параметров для модели таблицы прокатки. Из этих входных параметров, а также предпочтительно в соответствии с измеренной толщиной непрерывной заготовки на выходе первой и второй прокатной клети прокатного стана, модель таблицы прокатки вычисляет целевое число оборотов для привода первой прокатной клети n=1 и целевые числа оборотов для приводов последующих прокатных клетей n=2 до N, прежде чем она выводит их на устройство управления приводами для приводов прокатной клети. Кроме того, согласно изобретению предусмотрено, что целевой крутящий момент для привода по меньшей мере одного приводимого направляющего ролика заготовки вычисляется и задается с помощью модели привода установки непрерывной разливки в соответствии со значением для толщины непрерывной заготовки на выходе направляющей заготовки и значением для скорости разливки, соответственно, в установившемся состоянии литейно-прокатной установки, а также в соответствии со значением для суммарного момента вывода заготовки и (профилями) толщины оболочки заготовки и температуры непрерывной заготовки в пределах и на выходе направляющей заготовки. Предпочтительным образом, целевые крутящие моменты для приводов направляющих роликов заготовки по длине направляющей заготвоки задаются моделью привода установки непрерывной разливки соответственно распределенным образом, а именно, с учетом геометрии установки непрерывной разливки, суммарного момента вывода заготовки, а также с учетом (распределения) толщины оболочки заготовки и температуры непрерывной заготовки по длине направляющей. Суммарный момент вывода заготовки может определяться из суммы отдельных моментов обкатки заготовки при отливке или определяться посредством модели затвердевания. Предпочтительным образом, целевые крутящие моменты задаются посредством модели привода установки непрерывной разливки таким образом, что они в первой области от выхода из кристаллизатора до фактического положения конца незатвердевшей центральной части непрерывной заготовки в пределах направляющей заготовки возрастают, а во второй области от положения конца незатвердевшей центральной части до металлургической длины установки непрерывной разливки остаются постоянными по величине. Наконец, предпочтительно, что изменение значения для целевого числа оборотов и/или целевых значений для крутящих моментов осуществляется не скачкообразно, а с медленным возрастанием и спаданием во времени, например, в пилообразной форме. Это гарантирует, что динамическая нагрузка приводов будет не слишком большой. Кроме того, способ позволяет осуществлять также регулировку толщин проката от H0 до HN во время работы путем установки толщины отливки динамически посредством гибкой регулировки направляющих роликов заготовки и одновременно путем корректировки целевых крутящих моментов. Они определяются путем связывания модели затвердевания и модели привода установки непрерывной разливки. Команды управления, например, для корректировки толщин прокатки в соответствии с временем и местом направляются на соответствующие исполнительные элементы опорных роликов и их приводы. Прокатный стан получает, посредством модели таблицы прокатки, которая затем переопределяет с соответственно измененными граничными условиями управляющие параметры, также соответствующие времени и месту новые целевые значения для числа оборотов, моментов и толщин проката от H1 до HN. Таким образом, могут осуществляться изменения по толщине для чистовой полосы, не требуя нового запуска установки. Существенным является, что вся литейно-прокатная установка, т.е., в частности, блок модели таблицы прокатки и блок модели привода установки непрерывной разливки выполнены с возможностью осуществления соответствующего изобретению способа. Соответствующая изобретению литейно-прокатная установка предпочтительно содержит контур регулирования конца незатвердевшей центральной части для регулирования положения конца незатвердевшей центральной части непрерывной заготовки в пределах направляющей заготовки, блок обнаружения проскальзывания и/или контур регулирования массового потока для регулирования массового потока непрерывной заготовки между двумя, предпочтительно смежными прокатными клетями прокатного стана, когда непрерывная заготовка является там достаточно упругой и гибкой для петлеобразования, например, когда ее толщина между прокатными клетями спадает ниже заданного порогового значения толщины. Прокатный стан может иметь n=1 до L черновых клетей и n=L+1 до N чистовых клетей. В этом случае, первая клеть прокатного стана, для которой согласно изобретению должно быть задано целевое число оборотов, представляет собой черновую клеть. Предпочтительные варианты осуществления соответствующего изобретению способа и соответствующей изобретению литейно-прокатной установки являются предметом зависимых пунктов формулы изобретения. Изобретение иллюстрируется на шести фигурах чертежей, на которых представлено следующее: Фиг. 1 - литейно-прокатная установка согласно уровню техники; Фиг. 2 - детальный вид литейно-прокатной установки согласно уровню техники в соответствии с фиг. 1; Фиг. 3 - схематичное представление соответствующей изобретению синхронизации вышестоящего уровня приводов установки непрерывной разливки и прокатного стана; Фиг. 4 - модель затвердевания для вычисления положения конца незатвердевшей центральной части непрерывной заготовки с ее входными и выходными параметрами; Фиг. 5 - модель привода установки непрерывной разливки для вычисления распределения моментов приводов отдельных приводимых направляющих роликов заготовки в пределах направляющей заготовки с ее входными и выходными параметрами; и Фиг. 6 - пример регулирования массового потока с помощью управляемого петлеобразования непрерывной заготовки. Изобретение более подробно описано ниже со ссылкой на фиг. 3-6 в форме примеров выполнения. Фиг. 3 показывает лежащую в основе изобретения схему для управления приводами как в установке 110 непрерывного литья, так и в прокатном стане 120. Отправной точкой соответствующей изобретению концепции является контур 130 регулирования для регулирования положения конца незатвердевшей центральной части непрерывной заготовки до заданного целевого положения X_S_Soll в пределах направляющей 112 заготовки. Целевое положение X_S_Soll соответствует предопределенному положению компоненты х пути. Контур 130 регулирования конца незатвердевшей центральной части предусматривает, что соответствующее текущее фактическое положение конца 160 незатвердевшей центральной части моделируется или теоретически вычисляется с помощью модели 134 затвердевания, которая образует участок регулирования контура 130 регулирования конца незатвердевшей центральной части. Определенное таким образом фактическое положение X_S_Ist сравнивается с заданным целевым положением X_S_Soll, и обнаруженное при сравнении отклонение подается в качестве регулирующего параметра на регулятор 132 в качестве входного параметра. Затем регулятор определяет в соответствии с отклонением регулирования и на основе заданной стратегии регулирования подходящие значения для определенных управляющих параметров 133, которые пригодны для того, чтобы влиять на положение конца незатвердевшей центральной части. Эти управляющие параметры представляют собой, в частности, интенсивность охлаждения непрерывной заготовки в кристаллизаторе и/или в пределах направляющей заготовки, то есть в целом в установке непрерывной разливки, форму поперечного сечения, в частности, толщину h(х) непрерывной заготовки в определенных местах внутри и вне направляющей заготовки, скорость разливки V_G и геометрию установки непрерывной разливки. Определенные регулятором подходящие значения или изменения значений подаются в модель затвердевания в качестве входных параметров 133. В установившемся состоянии литейно-прокатной установки 100 и, в частности, установки 110 непрерывной разливки, упомянутые управляющие параметры 133 изменяются лишь незначительно, если вообще изменяются. Ожидается, что вновь вычисленное моделью затвердевания на основе поданных измененных входных параметров фактическое положение конца 160 незатвердевшей центральной части лучше адаптировано к желательному целевому положению; см. фиг. 4. Два из этих управляющих параметров, а именно, толщина H0 непрерывной заготовки 200 на выходе направляющей 112 заготовки, а также значение для скорости разливки V_G, соответственно в установившемся состоянии установки 110 непрерывной разливки, вводятся в модель 126 таблицы прокатки для прокатного стана 120 в качестве входных параметров. Кроме того, в модель таблицы прокатки предпочтительно также подаются толщины H1, Н2 на выходе первой и второй прокатной клети в качестве входных параметров. Толщины H1 и H2 могут также самостоятельно определяться моделью таблицы прокатки. Это предпочтительным образом, например, возможно в соответствии с критериями целевой толщины HN и предельной нагрузки прокатных клетей. Модель 126 таблицы прокатки затем вычисляет на основе указанных входных параметров прежде всего целевое число оборотов n1_Soll для привода 124_1 первой прокатной клети n1 и целевые крутящие моменты Mn_Soll для приводов 124_n остальных прокатных клетей 122 от n2 до 122_N, если они присутствует в прокатном стане 120. Вычисленное таким образом целевое число оборотов n1_Soll для привода 124_1 первой прокатной клети 122_1 затем выводится на устройство управления 128 приводами прокатного стана, чтобы оно, в свою очередь, соответственно управляло приводом 124_1. Задание целевого числа оборотов для первой прокатной клети осуществляется в устройстве управления 128 приводами с учетом величины коррекции d_n. Подача вычисленных моделью 126 таблицы прокатки целевых крутящих моментов Mn_Soll на приводы 124_n, при 2 Фиг. 3 показывает вторую альтернативу для случая, когда толщина непрерывной заготовки за k-ой прокатной клетью 122_k, при k≥1, спадает ниже заданного порогового значения H_Lim толщины. В этом случае, в качестве варианта к первой альтернативе, согласно второй альтернативе, может быть предусмотрено, что приводы 124_n, при k+1 Пример известного контура 140 регулирования массового потока показан на фиг. 6, причем массовый поток наблюдается или регистрируется между двумя прокатными клетями с помощью наблюдателя 142 массового потока, чтобы затем регулятор 144 массового потока мог выдать соответствующие управляющие сигналы на устройство управления 128 приводами или привод предшествующей петлевому накопителю и/или последующей прокатной клети 122_n. Как видно из фиг. 3, упомянутые управляющие параметры, то есть толщина H0 непрерывной заготовки 200 на выходе установки 110 непрерывной разливки, а также скорость разливки V_G в установившемся состоянии подаются не только на модель 126 таблицы прокатки для прокатного стана, но и на модель 115 привода установки непрерывной разливки в качестве входных параметров. Кроме того, она принимает вычисленное моделью затвердевания распределение толщины оболочки f(x), если материал заготовки еще не полностью затвердел вдоль компоненты х пути, также вычисленное моделью затвердевания распределение толщины h(х) непрерывной заготовки 200 вдоль компоненты х пути, а также заданный суммарный момент вывода M_G, который соответствует сумме всех целевых крутящих моментов отдельных приводов в пределах направляющей заготовки. На основе этих входных параметров, модель 115 привода установки непрерывной разливки вычисляет подходящие целевые крутящие моменты Mi_Soll для отдельных приводов 114_i в пределах направляющей 112 заготовки. Эти целевые значения выводятся посредством устройства управления 117 приводом направляющих роликов заготовки на приводы 114_i; см. также фиг. 5. Фиг. 5 показывает упомянутую модель 115 привода установки непрерывной разливки с ее входными параметрами, которые она оценивает, чтобы вычислить на этой основе подходящее распределение заданных целевых крутящих моментов Mi_Soll для отдельных приводов 114_i в пределах направляющей 112 заготовки вдоль компоненты х пути. Как можно видеть на фиг. 5, величина целевых крутящих моментов в направлении х сначала увеличивается, начиная с выхода кристаллизатора, пока высота текущего положения конца незатвердевшей центральной части X_S_Ist не достигнет заданного максимального значения. Это максимальное значение крутящего момента приводов затем поддерживается в пределах направляющей заготовки до достижения металлургической длины L_G. Перечень ссылочных позиций 100 литейно-прокатная установка 110 установка непрерывной разливки 111 кристаллизатор 121 направляющая заготовки 113_i i-ые приводные направляющие ролики заготовки 113a не приводной направляющий ролик заготовки 114_i привод для i-го направляющего ролика заготовки 115 модель привода установки непрерывной разливки 117 устройство управления приводом направляющего ролика заготвоки 118 блок обнаружения проскальзывания 120 прокатный стан 122_n n-ная прокатная клеть 124_n привод для валка n-ой прокатной клети 126 модель таблицы прокатки 128 устройство управления приводами 129 индукционный нагреватель 130 контур регулирования конца незатвердевшей центральной части 132 регулятор 133 управляющие параметры (=входные параметры модели затвердевания) 134 участок регулирования=модель затвердевания 140 контур регулирования массового потока 142 наблюдатель массового потока 144 регулятор массового потока 160 конец незатвердевшей центральной части 170 участок охлаждения 180 устройство разделения 190 намоточное устройство 200 непрерывная заготовка d_n значение коррекции для целевого числа оборотов первой прокатной клети f(х) толщина оболочки непрерывной заготовки в положении х g(х) температура непрерывной заготовки в положении х h(х) толщина непрерывной заготовки в положении х H0 толщина непрерывной заготовки на выходе установки непрерывной разливки Н1 толщина непрерывной заготовки на выходе n=1 прокатной клети Н2 толщина непрерывной заготовки на выходе n=2 прокатной клети Hk толщина непрерывной заготовки на выходе k-ой прокатной клети HN толщина горячекатаной полосы при выходе из прокатного стана H_Lim заданное пороговое значение толщины для непрерывной заготовки i текущий параметр направляющих роликов заготовки или номер прокатной клети k параметр L число черновых прокатных клетей в прокатном стане L_G металлургическая длина установки непрерывной разливки Mi_Soll целевой крутящий момент для i-го направляющего ролика заготовки Mn_Soll целевой крутящий момент для n-ой прокатной клети n текущий параметр прокатных клетей или номер прокатной клети N максимальное число прокатных клетей или номер последней прокатной клети nn_Soll целевое число оборотов для n-ой прокатной клети n1_Soll целевое число оборотов для первой прокатной клети V_G скорость разливки х координата пути в направлении разливки=координата пути в направлении потока материала X_S_Ist фактическое положение конца незатвердевшей центральной части X_S_Soll целевое положение для местоположения конца незатвердевшей центральной части
Реферат
Изобретение относится к области литейно-прокатного производства и может быть использовано, например, в литейно-прокатной установке (100), содержащей установку (110) непрерывной разливки с направляющей (112) и с направляющими роликами (113_i) и с приводом (114) вращения по меньшей мере одного из направляющих роликов (113_i), а также размещенный после нее прокатный стан (120), содержащий n прокатных клетей (122_n), с соответствующими приводами (124) вращения валков прокатных клетей. Способ включает управление приводами (124) вращения валков первой прокатной клети (122_1) посредством устройства управления (128) приводами (124) вращения валков и управление приводом (114) вращения по меньшей мере одного из направляющих роликов (113_i) посредством устройства управления (117) приводом (114) вращения направляющего валка, при этом синхронизируют приводы установки непрерывной разливки и прокатного стана посредством задания целевого числа оборотов для привода (124_1) вращения первой прокатной клети n1 и задания целевого крутящего момента для привода (114_i) вращения по меньшей мере одного направляющего ролика (113_i), а в обеих частях установки (100) обеспечивают равный по величине и постоянный массовый поток непрерывной заготовки (200). Использование изобретения позволяет исключить нарушения в постоянстве массового потока проката. 8 з.п. ф-лы, 6 ил.
Комментарии