Способ экономичного вторичного удаления окалины - RU2441725C2
Код документа: RU2441725C2
Чертежи
Описание
Изобретение относится к способу удаления окалины с металлической полосы, в частности с перемещающейся во время горячей прокатки стальной полосы до ее входа в черновые или чистовые клети прокатного стана.
Обычно такую операцию удаления окалины чаще всего называют «вторичной» в отличие от «первичного» удаления окалины, которое производят на стальных слябах на выходе из печи нагрева перед прокаткой.
Следует также отметить, что вторичное удаление окалины со стальных полос предназначено для очистки поверхности полосы от окалины, которую называют вторичной и которая образуется при быстром повторном окислении горячего металла во время охлаждения полосы на открытом воздухе после первичного удаления окалины на выходе из печи. Таким образом, удаление окалины во время прокатки производят дважды: сначала до входа полосы в черновую клеть, затем до ее входа в чистовую клеть прокатного стана. Для упрощения в дальнейшем описании будет рассмотрен только этап вторичного удаления окалины на входе в чистовую клеть. При этом подразумевается, что по существу то же самое относится и к первичному удалению окалины на входе в черновую клеть.
Как правило, вторичная окалина имеет вид липкого слоя металлических оксидов обычно толщиной от 50 до 100 мкм, который имеет скорее неровную поверхность. Вторичное удаление окалины считают успешным, когда на входе в чистовую клеть получают стальную полосу, содержащую на поверхности равномерный остаточный слой окалины толщиной, едва достигающей 20-30 мкм, что позволяет избежать прилипания оксидов к прокатным валкам.
В общих чертах операция удаления окалины состоит в воздействии на поверхность движущейся полосы мощными струями воды, поступающими из коллекторов, расположенных на незначительном удалении и оборудованных нагнетательными соплами высокого давления, как правило, свыше 130-150 бар и даже в некоторых случаях свыше 200 бар. Таким образом, комбинируют термическое воздействие (температура поверхности полосы около 1100°С в начале удаления окалины почти мгновенно падает примерно до 600°С) с механическим воздействием, обеспечиваемым большим количеством движения водяных струй при ударе, чтобы достичь растрескивания окалины и ее удаления с поверхности за счет эффекта смыва. Эту операцию обычно осуществляют в очистной камере длиной примерно от 1 до 2 метров, которую устанавливают примерно на расстоянии 5 метров от входа в чистовые клети и через которую быстрым прямолинейным движением проходит стальная полоса. В очистной камере установлены верхние и нижние коллекторы с соплами, установленными с противоточным наклоном около десяти градусов.
Несмотря на то что технологическая цепь, необходимая для любой линии по обработке стали, включает в себя горячую фазу (если только прокатный стан не хотят поместить полностью в неокисляющую атмосферу, что, разумеется, трудно представить), удаление окалины остается дорогой операцией, причем не столько из-за необходимых для этого больших количеств воды (использованную воду рециркулируют), сколько по причине необходимости наличия оборудования высокого давления. В связи с этим возникает необходимость поиска возможностей для снижения ее стоимости, в частности, в части обслуживания насосов и трубопроводов и потребления электрической энергии.
Задачей изобретения является разработка быстро реализуемого решения проблемы снижения стоимости операции вторичного удаления окалины, то есть решения, совместимого с простым усовершенствованием уже существующего оборудования и, следовательно, не требующего установки полного комплекта нового оборудования для вторичного удаления окалины.
Поставленная задача решена в способе вторичного удаления окалины с металлических полос, в частности с перемещающихся во время горячей прокатки стальных полос, путем нагнетания воды на их поверхность при помощи коллекторов с соплами, в которые подают воду под давлением, в котором согласно изобретению в соплах создают низкое гидравлическое давление, не превышающее 30 бар (и предпочтительно ниже 10 бар, но не опуская его ниже примерно 3 бар), причем для обеспечения термического воздействия воды, нагнетаемой на очищаемую от окалины поверхность, количественно аналогичного термическому воздействию, достигаемому при известном обычном способе удаления окалины под высоким давлением (то есть с охлаждением полосы и понижением температуры ее окисленной поверхности примерно до 600°С), размеры указанных сопел определяют таким образом, чтобы они обеспечивали расход воды на единицу площади полосы, аналогичный расходу на единицу площади, который обеспечивает указанный способ с использованием высокого давления.
Предпочтительно расход воды на единицу площади превышает 2500 л/мин/м2, а предпочтительно составляет 7500 л/мин/м2.
Также поставленная задача решена в способе вторичного удаления окалины с металлических полос, в частности с перемещающихся во время горячей прокатки стальных полос, путем нагнетания воды на их поверхность при помощи коллекторов с соплами, в которые подают воду под давлением, в котором согласно изобретению в соплах создают низкое гидравлическое давление, не превышающее 30 бар, причем для обеспечения термического воздействия воды, нагнетаемой на очищаемую от окалины поверхность, количественно аналогичного термическому воздействию, достигаемому при известном обычном способе удаления окалины под высоким давлением, указанные сопла регулируют таким образом, чтобы плотность теплового потока (HF), выходящего из полосы в результате охлаждения ее поверхности нагнетаемой водой, была аналогична плотности теплового потока, достигаемой в известном способе с использованием высокого давления.
В этом случае плотность выходящего из полосы теплового потока (HF) составляет от 6,5 до 20 МВт/м2 при температуре полосы от 900 до 1100°С.
Предпочтительно плотность теплового потока составляет от 10 до 11 МВт/м2 при температуре полосы от 900 до 1100°С.
Способ в соответствии с настоящим изобретением может также содержать следующие признаки, взятые отдельно или в комбинации:
- в соплах создают гидравлическое давление менее 10 бар, но не ниже 3 бар,
- способ в соответствии с настоящим изобретением осуществляют на входе в чистовые клети стана для горячей прокатки стальных полос,
- способ в соответствии с настоящим изобретением осуществляют на входе в черновые клети стана для горячей прокатки стальных полос.
Наконец, поставленная задача решена также в оборудовании для вторичного удаления окалины с движущихся металлических полос, в частности стальных полос, содержащем коллекторы с соплами для нагнетания воды на поверхность полосы, в котором согласно изобретению имеется агрегат «низкого давления» для подачи воды в указанные сопла коллектора.
Как следует из вышеуказанного, изобретение основано на установлении того факта, что вторичное удаление окалины обеспечивается скорее термическим воздействием водяных струй на охлаждение корки оксидов, чем их механическим воздействием на дробление этой корки оксидов на поверхности полосы, или, иначе говоря, чем эффектом «очистки под высоким давлением», производимым мощными струями при ударе, как считалось до сих пор.
Чтобы охарактеризовать эту схожесть термического воздействия между способом в соответствии с настоящим изобретением и классическим способом с использованием высокого давления, следует рассмотреть либо расход воды на единицу площади, учитывая, что этот расход следует регулировать по температуре полосы непосредственно перед удалением окалины, либо плотность теплового потока, выходящего из полосы, которая включает в себя одновременно параметры температуры полосы и расхода воды на единицу площади. Однако независимо от того или иного метода выражения и характеристики способа, речь идет об одном и том же базовом выводе, то есть об использовании низкого давления с сохранением термического эффекта, создаваемого при использовании струй высокого давления.
Как на входе из чистовых клетей, так и на входе в черновые клети, успешное вторичное удаление окалины напрямую и по существу тесно связано с термической эффективностью охлаждения слоя удаляемых оксидов, причем независимо от давления подачи воды в сопла коллекторов. Иначе говоря, при одинаковой термической эффективности качество вторичного удаления окалины будет одинаковым, независимо от того, производят удаление окалины струями высокого давления или нет.
Чтобы избежать неоднозначного понимания, следует подчеркнуть, что используемые в данном случае выражения «термическое воздействие охлаждения» и «термическая эффективность» являются эквивалентными. Они означают, что в течение короткого промежутка времени нахождения стальной полосы в очистной камере (всего порядка одной секунды) обеспечивают падение температуры слоя оксидов примерно до 600°С, причем при любой температуре на входе в эту камеру. Известно, что соответствующей физической величиной, обычно измеряемой на прокатном стане, является плотность выделяющегося теплового потока.
Таким образом, достаточно заменить обычные мощные струи (100 бар и выше) струями «низкого давления» (менее 30 бар), чтобы обеспечить термическую усадку корки оксидов, что выражается в отслоении этой корки, завершаемом энергией струй, которая, хотя и является небольшой, но успешно выполняет задачу облегчения удаления окалины за счет простого действия воды, омывающей поверхность и смывающей окалину.
Такие каскадные эффекты получают при помощи струй «низкого давления» в соответствии с настоящим изобретением, следя при этом только за тем, чтобы обеспечивать тот же уровень охлаждения слоя оксидов на полосе, что и при помощи струй «высокого давления», причем этого уровня охлаждения достигают просто за счет сохранения расхода охлаждающей воды на единицу площади полосы.
Таким образом, замена обычной подачи воды «высокого давления» подачей воды «низкого давления» является решением, которое можно сразу же применить в промышленном масштабе, достигая, таким образом, существенного экономического эффекта без ущерба для качества удаления окалины.
Настоящее изобретение и его особенности и преимущества будут более понятны из нижеследующего описания со ссылкой на прилагаемые чертежи.
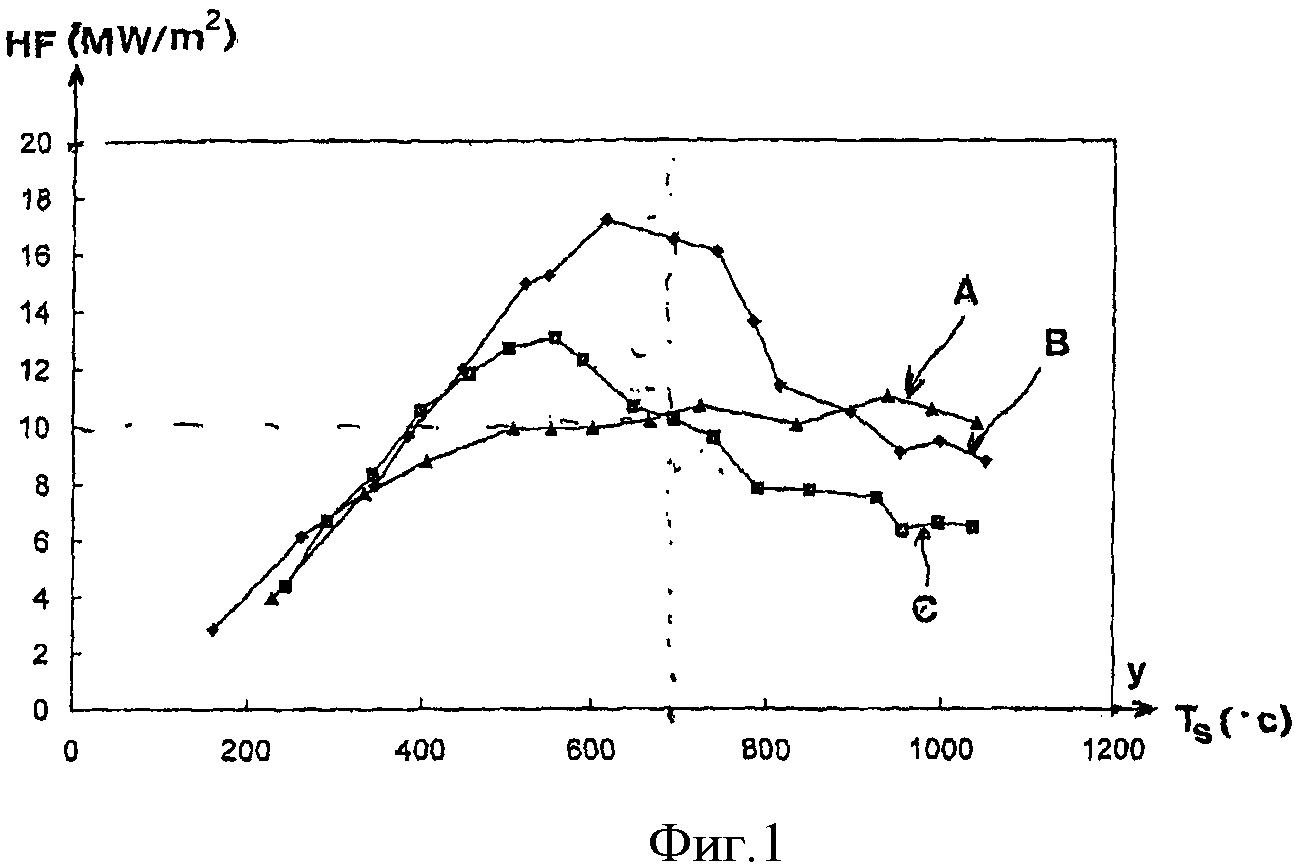
На фиг.1 изображены кривые, называемые кривыми кипения, построенные опытным путем и показывающие сравнительную термическую эффективность вторичного удаления окалины перед входом в чистовую клеть, осуществляемого с разными значениями гидравлического давления нагнетаемой воды в зависимости от поверхностной температуры полосы. Эта термическая эффективность количественно выражается на оси ординат поверхностной плотностью выходящего теплового потока (HF) в МВт/м2 с поверхности металлической полосы;
на фиг.2 изображена эффективность этого вторичного удаления окалины относительно остаточной толщины слоя окалины в микрометрах (ес) в диапазоне поверхностной температуры очищаемой от окалины стальной полосы (900-1050°С), специально выбираемом в соответствии с температурами на входе в чистовые клети.
На фиг.1 контрольной кривой является кривая А. Эта кривая А построена на основании данных известного способа вторичного удаления окалины при помощи мощных водяных струй, выходящих из сопел, в которых создается давление подачи воды 130 бар. Две другие кривые В и С характеризуют струи «низкого давления» в 8 бар каждая, при этом одну кривую (кривая В) построили по данным испытания, проводимого при расходе нагнетаемой воды на единицу площади, равном расходу на кривой А со струями «высокого давления», то есть при 7500 л/мин/м2, а другую кривую С построили на основании данных испытаний, проводимых с существенно меньшим расходом на единицу площади: 1500 л/мин/м2.
Следует отметить, что критерий регулировки вторичного удаления окалины «низкого давления» в соответствии с настоящим изобретением основан на сохранении в слое оксида термического эффекта, аналогичного эффекту, классически достигаемому с использованием струй «высокого давления» (кривая А). В конечном счете этот термический эффект должен выражаться в понижении температуры заготовки на 20-100°С (в зависимости от марки прокатываемой стали) между ее входом в очистную камеру (например, для углеродистой стали обычно около 1100°С) и ее входом в чистовые клети прокатного стана (обычно около 1030°С).
Для этого, учитывая короткий промежуток времени нахождения полосы под коллекторами (порядка одной секунды), под этими коллекторами следует обеспечить охлаждение, которое резко снижает температуру поверхности полосы примерно до 600°С, чтобы, с одной стороны, скорость охлаждения оксидной корки была достаточно высокой, чтобы получаемая в результате дифференциальная термическая усадка оксидов и металла привела к отслаиванию этой корки с ее максимальным дроблением, и, с другой стороны, чтобы дальнейший неизбежный подвод тепла от сердцевины полосы к ее поверхности поднял температуру последней до необходимого значения на входе в чистовые клети.
Это термическое воздействие, которое выражается в повышенной скорости мгновенного охлаждения поверхности полосы (несколько сот градусов/сек), при параметризации трех кривых графика выражается физической величиной, классически определяемой путем измерения, а именно - плотностью теплового потока, выходящего из изделия во время удаления окалины нагнетаемой водой (Heat Flux или сокращенно HF), выражаемой в МВт/м2. При этом данная характеристическая величина является наиболее подходящей для определения размера установки для удаления окалины, поскольку она связана с расходом охлаждающей воды на м2 полосы (расход воды на единицу площади), который, в свою очередь, является параметром, который можно легко получить на основании определения процесса удаления окалины: схематично определенному значению HF соответствует определенный расход охлаждающей воды на единицу площади.
Таким образом, как видно из графика, контрольный HF при удалении окалины «с высоким давлением» (кривая А) поддерживали постоянным вокруг 10 МВт/м2 в течение всей операции смыва (поверхностная температура менялась от 1100 до 600°С). Тепловые потоки HF при удалении окалины «с низким давлением» в соответствии с настоящим изобретением поддерживали соответственно в одном диапазоне между 10 и 18 МВт/м2 в случае испытания, характеризующего кривую В, и между 6 и 10 МВт/м2 в случае испытания, характеризующего кривую С.
Значение HF вычисляют на основании данных, характерных для каждого вида оборудования удаления окалины, самыми важными из которых являются температура охлаждающей воды (в данном случае 20°С для всех испытаний), тип нагнетательного сопла, давление воды на выходе этих сопел, расстояние между носиком сопла и поверхностью очищаемой полосы, а также угол раствора струи на выходе из сопла.
Следует отметить одинаковую форму кривой В и кривой С: общий подъем до поверхностной температуры полосы примерно в 450°С, последующий пик с максимумом между 550 и 600°С для обеих кривых, но уже с разной интенсивностью. После этого снижение происходит почти параллельно межу обеими кривыми до 1100°С, то есть до общей температуры входа испытательных полос в очистные камеры.
Следует также отметить, что именно при этом уровне температурного диапазона (1100-900°С с запасом) способ в соответствии с настоящим изобретением представляет наибольший интерес в промышленном плане, так как почти все станы для горячей прокатки стальных полос работают при температуре полосы на входе в чистовые клети в пределах от 900 до 1100°С.
При этом именно в этом температурном диапазоне наблюдается практически эквивалентное качество удаления окалины между контрольной кривой высокого давления А и кривой низкого давления В. Данную эквивалентность на графике следует связывать с эквивалентностью значений HF (между 10 и 11 МВт/м2). По сравнению с ними кривая низкого давления С, которая характеризуется существенно меньшим HF (немногим менее 7 МВт/м2), отражает более низкое качество удаления окалины.
Действительно, как показывают испытания, проводимые на испытательной промышленной установке и представленные на фиг.2, именно в этом температурном диапазоне отмечают тонкий остаточный слой окалины, толщина которого не превышает 23 мкм, и применяют низкое давление при 6 бар или высокое давление при 100 бар, что отражает почти идентичное качество удаления окалины для этих двух альтернативных вариантов.
Следует уточнить, что испытания проводились на полосе из низкоуглеродистой стали типа ISF с одинаковым расстоянием «сопло - стальная полоса» 160 мм в каждом случае. Это же касается расхода нагнетаемой соплом воды - 1101 л/мин; скорости движения стальной полосы - 60 м/мин; и температуры нагнетаемой воды - 20°С. Оценку эффективности удаления окалины (на оси ординат) производили путем измерения толщины остаточной окалины на поверхности полосы при микрографическом наблюдении срезов на очищенном изделии.
В целом было установлено, что удаление окалины в соответствии с настоящим изобретением можно проводить при плотности выделяемого изделием теплового потока, составляющей от 6,5 до 20 МВт/м2, а если рассматривать расход воды на единицу площади - то при расходе свыше 2500 л/мин/м2.
Вышеуказанные значения плотности потока измеряют под коллекторами в зоне действия струй при удалении окалины.
В данном случае цифры подтверждают то, что уже было отмечено ранее: необходимость работы с термической эффективностью (HF), не меняющейся по сравнению с известным способом при переходе от удаления окалины «с высоким давлением» к удалению окалины «с низким давлением».
Действительно, выбор поддерживаемого уровня низкого давления оказывается менее важным, чем сохранение HF, при этом, разумеется, следует избегать слишком большого понижения давления, например минимум должен составлять около 3-5 бар. В противном случае невозможно достичь требуемого расхода воды на единицу площади, то есть требуемых уровней HF (порядка 10 МВт/м2), если только не увеличить число коллекторов, хотя и в этом случае остается опасность невозможности обеспечения термической усадки оксидной корки, необходимой для ее отслоения от металлической подложки.
С другой стороны, экономический выигрыш в промышленной обработке с «низким давлением» резко падает при уровне давления более 30 бар, поскольку необходимо оборудование, которое уже используется в настоящее время для удаления окалины «с высоким давлением» или подобное ему.
Понятно, что настоящее изобретение можно применять при работе с насосами для подачи воды под низким давлением, что позволяет экономить энергию и снижать расходы по обслуживанию. При этом достаточно только адаптировать сопла для обеспечения расхода воды на единицу площади, эквивалентного расходу, достигаемому при работе в конфигурации с высоким давлением.
Сопла, используемые для осуществления способа в соответствии с настоящим изобретением, следует располагать на том же расстоянии от полосы, что и в известном способе удаления окалины при высоком давлении.
Можно также отметить другие дополнительные преимущества, связанные с использованием коллекторов низкого давления вместо коллекторов высокого давления для вторичного удаления окалины, а именно:
- возможность разделения коллекторов низкого давления при минимальных затратах. Разделение коллекторов позволяет производить обработку более точно, то есть только по ширине очищаемой полосы, а не по ширине всего прокатного стана, что позволяет экономить воду, уменьшить массу циркулирующей в замкнутом контуре воды и, следовательно, дополнительно снизить потребление энергии;
- возможность использования коллекторов «низкого давления» в качестве инструмента регулировки температуры полосы при ее входе в чистовую клеть;
- меньший износ нагнетательных сопел;
- общее снижение затрат на обслуживание установки (насосы, вентили, трубопроводы и т.д.).
Разумеется, настоящее изобретение не ограничивается описанными примерами и может включать в себя многочисленные варианты и эквиваленты. В частности, следует напомнить, что оно касается любого вида вторичного удаления окалины, то есть удаления окалины, образовавшейся при горячем окислении металлической поверхности при контакте с окружающим воздухом.
Реферат
Способ предназначен для снижения стоимости операции удаления окалины с металлических полос, в частности с перемещающихся во время горячей прокатки стальных полос, путем нагнетания воды на их поверхность при помощи коллекторов с соплами, в которые подают воду под давлением. Исключение необходимости в установке полного комплекта нового оборудования для вторичного удаления окалины обеспечивается за счет того, что в соплах создают низкое гидравлическое давление, не превышающее 30 бар (предпочтительно ниже 10 бар, но не ниже 4 бар), при этом для обеспечения термического воздействия подаваемой на очищаемую от окалины поверхность воды, количественно аналогичного термическому воздействию, достигаемому в известном обычном способе удаления окалины под высоким давлением, то есть с охлаждением полосы и понижением температуры ее окисленной поверхности примерно до 600°С, размеры указанных сопел определяют таким образом, чтобы они обеспечивали расход воды на единицу площади полосы, аналогичный расходу на единицу площади, который обеспечивает известный способ с использованием высокого давления. Изобретение может быть использовано для любого вторичного удаления окалины: как на входе в чистовую клеть, так и на входе в черновую клеть прокатного стана. 2 н. и 12 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Очистка сляба перед печью с роликовым подом компактного литейно-прокатного комплекса
Устройство и способ удаления окалины с применением воды
Комментарии