Установка для нанесения покрытий - RU2618823C2
Код документа: RU2618823C2
Чертежи









Описание
Настоящее изобретение относится к установке для нанесения покрытий для покрытия удлиненного деревянного, пластмассового и/или металлического профиля средством для покрытия, со станцией предварительной обработки, станцией нанесения покрытий и/или станцией сушки, причем профиль вдоль установки для нанесения покрытий транспортируется транспортировочным средством.
Такого рода установки для нанесения покрытий известны из современного состояния техники и применяются, например, для того, чтобы покрывать паркетные доски лаком или тому подобным. Имеется, однако, желание иметь возможность покрывать также комплексные профили, такие как, например, дверные или оконные профили, чтобы эти профили можно было предлагать в различных цветах и/или с защитой от атмосферных воздействий.
Поэтому задачей настоящего изобретения было предоставление в распоряжение установки для нанесения покрытий, которой могут быть покрыты различные комплексные дверные и/или оконные профили.
Данная задача решена посредством установки для нанесения покрытий для покрытия удлиненного деревянного, пластмассового и/или металлического профиля средством для покрытия, со станцией предварительной обработки, станцией нанесения покрытий и/или станцией сушки, причем профиль вдоль установки для нанесения покрытий транспортируется транспортировочным средством, причем транспортировочное средство имеет профилированный ролик по существу с горизонтальной осью вращения, который имеет по меньшей мере одно углубление и по меньшей мере один уступ и/или одну опорную поверхность, однако, преимущественным образом, не имеет постоянной упорной стороны.
Сделанные относительно данного предмета настоящего изобретения раскрытия равным образом распространяются на другие предметы настоящего изобретения и наоборот.
Настоящее изобретение относится к установке для нанесения покрытий с удлиненными деревянными, пластмассовыми и/или металлическими профилями, которые могут быть покрыты средством для покрытия, например лаком, прежде всего водорастворимым лаком. При этом частично или полностью покрывается, прежде всего, периметр профиля. Данная установка для нанесения покрытий имеет, преимущественным образом, станцию предварительной обработки, на которой профиль сначала освобождается от отложений. Вслед за удалением отложений может осуществляться подготовка поверхности к лакированию. Затем осуществляется покрытие профиля на станции нанесения покрытий, на которой покрывается поверхность профиля. В последующем, нанесенное средство для покрытия, например лак, впоследствии сушится на станции сушки.
Согласно изобретению данная установка для нанесения покрытий имеет транспортировочное средство, которое транспортирует профили от входа до выхода установки для нанесения покрытий. Далее, согласно изобретению данное транспортировочное средство имеет по меньшей мере один, преимущественным образом множество, профилированных роликов, то есть роликов, которые имеют непостоянное поперечное сечение. Эти профилированные ролики вращаются, преимущественным образом, вокруг по существу горизонтальной оси вращения. Каждый ролик снабжен, преимущественным образом, тем же самым профилем, который согласно изобретению имеет по меньшей мере одно углубление, по меньшей мере один уступ и/или одну опорную поверхность. Благодаря этому ролики проводят профиль при его транспортировке через установку для нанесения покрытий согласно изобретению без контакта ролика с покрываемыми поверхностями профиля. Преимущественным образом, каждый ролик имеет множество, прежде всего различных, углублений, уступов и/или опорных поверхностей, так что на соответствующей изобретению установке для нанесения покрытий могут быть покрыты различные профили без необходимости замены роликов.
Далее, согласно изобретению транспортировочное средство и/или профилированный ролик не имеет постоянных упорных сторон для всех различных покрываемых профилей, то есть разные профили не всегда имеют один и тот же упор, а упор может быть разным от профиля к профилю. Отсюда вытекает высокий уровень гибкости при покрытии профилей.
Преимущественным образом, ролики установлены на их соответствующих осях вращения с помощью быстродействующих запоров, так что они могут быть быстро заменены.
Преимущественным образом, установка для нанесения покрытий согласно изобретению имеет дисплей и средство ввода. С помощью средства ввода эксплуатационник может сообщить установке для нанесения покрытий, какой следующий профиль должен покрываться следующим при смене профиля. Тогда дисплей показывает эксплуатационнику, как он должен укладывать покрываемый профиль на горизонтальный ролик, то есть какая опорная поверхность профиля с какой опорной поверхностью ролика должна контактировать и/или какую опорную поверхность профиля на какую опорную поверхность ролика необходимо уложить.
По существу горизонтальные ролики могут быть приводимыми в движение, или может быть предусмотрено лишь их свободное вращение.
Согласно другому или предпочтительному предмету настоящего изобретения транспортировочное средство имеет несколько роликов по существу с вертикальной осью вращения каждого из них, которые выполнены соответственно с возможностью регулировки в двух пространственных направлениях, прежде всего преимущественно в вертикальном и горизонтальном пространственных направлениях. Данные ролики служат в качестве боковой направляющей для покрываемого профиля.
Сделанные относительно данного предмета настоящего изобретения раскрытия равным образом распространяются на другие предметы настоящего изобретения и наоборот.
Благодаря возможности регулировки роликов в двух пространственных направлениях они могут быть оптимальным образом подогнаны к соответствующему покрываемому профилю. Регулировка роликов происходит, преимущественным образом, автоматически при смене профиля. Преимущественным образом, предусмотрено по два ролика, расположенные напротив друг друга, справа и слева от профиля. Относительно направления транспортировки профилей, преимущественным образом, по два ролика с вертикальной осью вращения чередуются с профилированным роликом по существу с горизонтальной осью вращения. Ролики по существу с вертикальной осью вращения тоже доводятся до прилегания с покрываемым профилем так, чтобы они не прилегали к покрываемым поверхностям. Ролики по существу с вертикальной осью вращения, преимущественным образом, тоже имеют не постоянное поперечное сечение, а по меньшей мере один уступ.
При регулировке роликов на новый профиль одновременно регулируются, преимущественным образом, несколько роликов с одной стороны профиля. За счет этого является достаточным, если лишь один приводной двигатель переставляет множество роликов по меньшей мере в одном пространственном направлении.
Преимущественным образом, для каждого пространственного направления предусмотрен по меньшей мере один исполнительный двигатель. По существу вертикальные ролики могут приводиться в движение, или может быть предусмотрено лишь их свободное вращение.
Согласно предпочтительной форме выполнения транспортировочная система имеет верхнее прижатие, которое предусмотрено, прежде всего, перед станцией нанесения покрытий и прижимает соответствующий профиль к роликам по существу с горизонтальной осью вращения.
До выхода со станции нанесения покрытий соответствующие профили транспортируются, преимущественным образом, так, что их соответствующие концы соприкасаются. Тем не менее, особо предпочтительно, каждый из профилей после выхода со станции нанесения покрытий ускоряется так, что между ними устанавливается интервал, т.е они разделяются поштучно. В конце покрываемой партии предусматривается, преимущественным образом, так называемая «болванка», посредством которой установка для нанесений покрытий согласно изобретению, преимущественным образом, распознает, что необходимо покрывать новый профиль. Данная «болванка» остается, преимущественным образом, на станции нанесения покрытий. «Болванка» может быть снова вытолкнута со станции нанесения покрытий первым профилем новой партии. Альтернативно, «болванка» может быть также удалена из установки для нанесения покрытий вручную.
Согласно еще одному другому предпочтительному или соответствующему изобретению предмету настоящего изобретения ролики выполнены, по меньшей мере, частично заземленными, так что статический заряд, прежде всего, на профилях возникнуть не может.
Согласно еще одному другому предпочтительному или соответствующему изобретению предмету настоящего изобретения транспортировочное средство имеет перекладыватель, который поднимает профиль с транспортировочного средства и откладывает на другое транспортировочное средство, причем перекладыватель имеет опорную щеку, которая имеет, по меньшей мере, по существу то же самое профилирование, что и профилированный ролик по существу с горизонтальной осью вращения.
Сделанные относительно данного предмета настоящего изобретения раскрытия равным образом распространяются на другие предметы настоящего изобретения и наоборот.
Преимущественным образом, оба транспортировочных средства при поднятии или же откладывании соответствующего профиля стоят неподвижными или же движутся с пониженной скоростью.
Согласно другому или предпочтительному предмету настоящего изобретения станция предварительной обработки имеет самообнавляемое чистящее средство, прежде всего чистящую салфетку.
Сделанные относительно данного предмета настоящего изобретения раскрытия равным образом распространяются на другие предметы настоящего изобретения и наоборот.
Самообнавляемое чистящее средство в значении данного изобретения означает, что загрязненное чистящее средство обновляется автоматически. Под чистящим средством понимается, преимущественным образом, чистящая салфетка из бумаги, целлюлозы, материи и тому подобного. Данная чистящая салфетка предусматривается, преимущественным образом, на запасном рулоне, а загрязненная вследствие очистки чистящая салфетка, особо предпочтительно, снова наматывается на рулон. Сматывание и наматывание чистящей салфетки может происходить непрерывно или с прерываниями, причем направление движения чистящей салфетки, особо предпочтительно, является противоположным направлению транспортировки профилей. Чистящая салфетка, преимущественным образом, прижимается к покрываемому профилю, прежде всего к поверхностям профиля, которые должны быть покрыты. Посредством перемещения чистящей салфетки относительно профиля с профиля удаляются загрязнения.
Преимущественным образом, выше по направлению движения перед очисткой предусмотрена предварительная очистка, на которой удаляется слабо приставшая грязь и/или покрываемая поверхность профиля делается шероховатой. Данная предварительная очистка осуществляется, например, посредством очистки щетками, прежде всего очень тонкими щетками из цветных металлов, особо предпочтительно бронзовыми щетками.
Ниже по потоку от предварительной очистки предусмотрена, преимущественным образом, деионизация профилей. Далее или альтернативно, осуществляется, преимущественным образом, нанесение, прежде всего, жидкого или газообразного чистящего средства, например с помощью сопел, прежде всего сопел тонкого распыления. После этого данное чистящее средство снова стирается с профиля, преимущественным образом, чистящей салфеткой. Вслед за протиркой профиль, преимущественным образом, освобождается от остатков чистящих средств отфильтрованным воздухом, для чего он, например, обдувается, станция предварительной обработки находится, преимущественным образом, в находящемся под пониженным давлением помещении, так что возникающие пары чистящих средств могут быть отсосаны.
Альтернативно или дополнительно, профиль может быть обработан пламенем, например газовым пламенем или плазменной струей.
Согласно еще одному другому или предпочтительному предмету настоящего изобретения станция нанесения покрытий установки для нанесения покрытий состоит из двух секций, каждая из которых имеет по две камеры нанесения покрытий и транспортировочное устройство и каждая из которых предусмотрена перемещаемой поперек направления транспортировки заготовки. Сделанные относительно данного предмета настоящего изобретения раскрытия равным образом распространяются на другие предметы настоящего изобретения и наоборот.
Относительно направления движения профилей обе секции расположены одна за другой.
Преимущественным образом, каждая камера нанесения покрытий имеет входную и выходную матрицы, каждая из которых подогнана к поперечному сечению покрываемого профиля.
Вследствие того, что станция нанесения покрытий имеет две секции с соответственно двумя камерами нанесения покрытий, возможна очень быстрая переналадка установки на новый профиль и/или на новую среду для покрытия, так как для покрытия соответствующего профиля всегда используется только одна из четырех камер нанесения покрытий. В секции, камеры нанесения покрытий которой не используются, ее транспортировочное средство используется для того, чтобы транспортировать профиль дальше.
Согласно предпочтительной форме выполнения предусмотрено соответственно по две камеры нанесения покрытий справа и слева от транспортировочного средства и обе камеры нанесения покрытий с одной стороны соответственно подключены к одному и тому же средству для покрытия.
Согласно еще одной другой предпочтительной или соответствующей изобретению форме выполнения настоящего изобретения предусмотрено, что ниже по потоку от станции предварительной обработки и/или от станции нанесения покрытий над транспортировочным средством находится камера повышенного давления. Посредством данной камеры повышенного давления обеспечивается предотвращение контакта запыленного воздуха с очищенным и/или покрытым профилем. Повышенное давление образуется, преимущественным образом, очищенным, прежде всего отфильтрованным, воздухом.
Далее изобретение разъясняется с помощью фигур 1-10. Данные разъяснения являются лишь примерами и не ограничивают общих идей изобретения. Разъяснения относятся в равной мере ко всем предметам настоящего изобретения.
Фиг. 1 показывает установку для нанесения покрытий согласно изобретению.
Фиг. 2 показывает направляющее средство установки для нанесения покрытий.
Фиг. 3 показывает профилирование транспортировочного средства.
Фиг. 4 показывает другие детали транспортировочного средства, прежде всего вертикально расположенные направляющие ролики между собственно транспортировочными роликами.
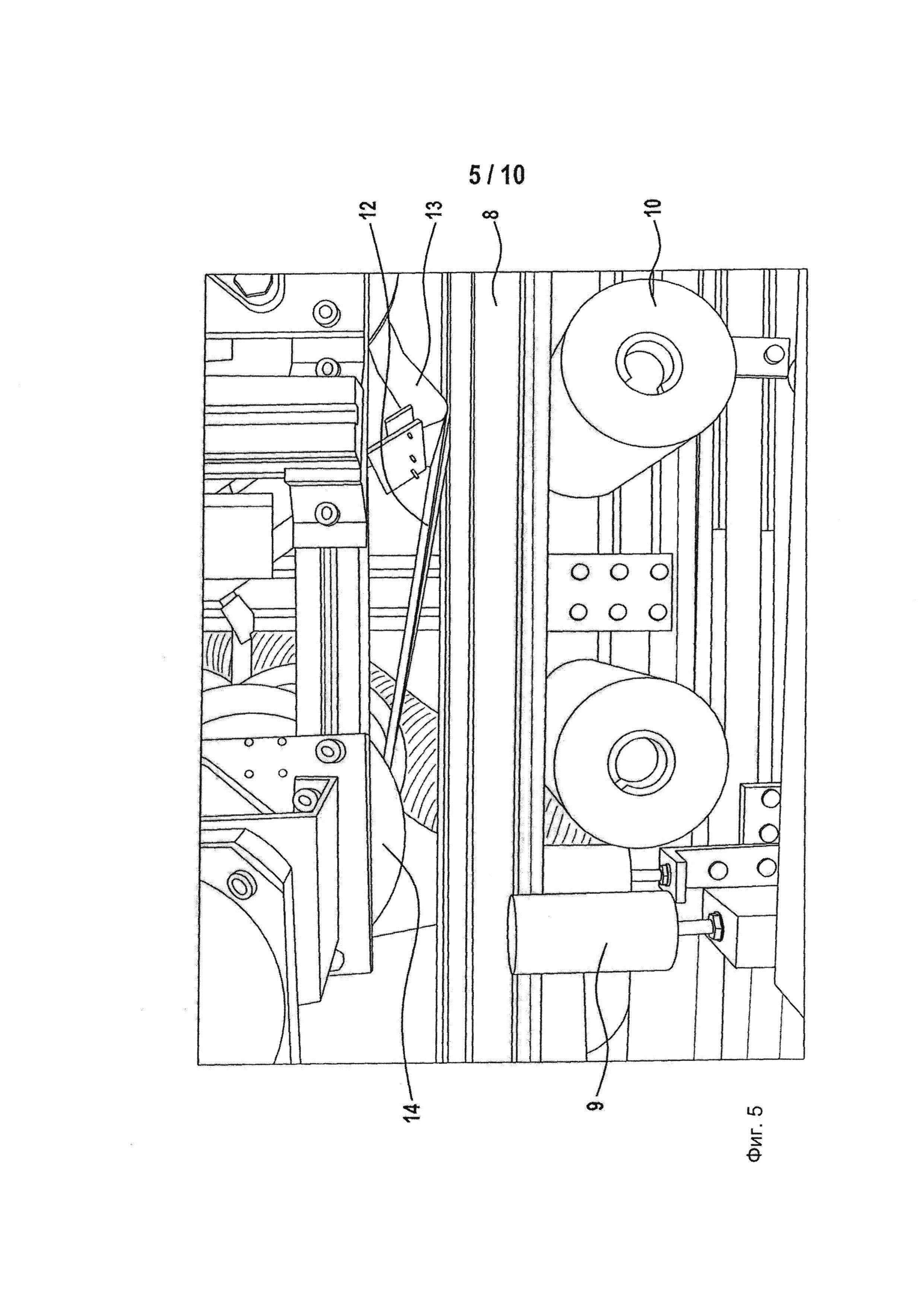
Фиг. 5 показывает очистку профиля салфеткой.
Фиг. 6 показывает детали станции нанесения покрытий для быстрой смены цвета или же профиля.
Фиг. 7 показывает входную зону станции нанесения покрытий.
Фиг. 8 показывает перекладыватель.
Фиг. 9 показывает зону передачи между направляющим средством и станцией сушки.
Фиг. 10 показывает выходную зону станции сушки.
Фиг. 1 показывает установку 1 для нанесения покрытий согласно изобретению, которая в настоящем случае имеет станцию 2 предварительной обработки, станцию 3 нанесения покрытий и станцию 4 сушки. Покрываемые профили укладывается на входе 7 на транспортировочное средство 15 и после этого транспортируются данным транспортировочным средством 15 на станцию предварительной обработки. Там происходит очистка профиля, прежде всего его покрываемых поверхностей. Преимущественным образом, очистка имеет предварительную очистку, при которой удаляется слабо приставшая грязь, например щетками, прежде всего тонкими щетками из цветных металлов, прежде всего бронзовыми щетками, и при необходимости поверхность профилей одновременно делается слегка шероховатой. По окончании этого следует деионизация заготовок посредством соответствующего устройства и затем, например, химическая предварительная обработка профилей жидкой или газообразной субстанцией, которая, например, с помощью сопел тонкого распыления, наносится на профиль, а затем снова удаляется протирочной салфеткой.
Альтернативно или дополнительно, на станции предварительной обработки может осуществляться обработка профилей пламенем, например с помощью газового пламени или плазменной струи, например по поверхности профиля.
Затем профиль транспортируется транспортировочным средством 15 в изображенном посредством стрелки 5 направлении на станцию нанесения покрытий. Зона между станцией 2 предварительной обработки и станцией 3 нанесения покрытий, преимущественным образом, заключена в кожух, прежде всего посредством кожуха с повышенным давлением, чтобы предотвратить повторное загрязнение очищенных профилей. До выхода со станции 3 нанесения покрытий профили транспортируются так, что их торцевые стороны соответственно соприкасаются.. Станция 3 нанесения покрытий имеет по меньшей мере одну камеру нанесения покрытий, через которую профиль транспортируется и при этом покрывается. При этом нанесение покрытия может осуществляться на внешний периметр профиля и/или на находящиеся внутри поверхности, причем цвета соответственно могут быть различными. Внешний периметр тоже может быть покрыт, например, разными цветами. Камера нанесения покрытий имеет, преимущественным образом, входную и выходную матрицы, поперечное сечение которых подогнано к поперечному сечению покрываемого профиля, так что между матрицей и профилем имеется лишь малый зазор. Внутри камеры преобладает, преимущественным образом, несколько пониженное давление. В области входной матрицы расположено, преимущественным образом, множество сопел для распыления средства для покрытия, которые наносят среду для покрытия на профиль. В камере нанесения покрытий, прежде всего в области выходной матрицы, излишний материал покрытия снова отсасывается с профиля, прежде всего посредством того, что подсасываемый воздух втягивается сквозь зазор между матрицей и профилем. После лакирования профили движутся, преимущественным образом, через ускорительный участок, прежде всего ускорительный рольганг, вследствие чего между профилями образуется промежуток. Данный промежуток требуется, прежде всего, для того, чтобы передавать профили с транспортировочного средства 15 на станцию 4 сушки. В сушилке станции сушки профили транспортируются, как это обозначено также посредством стрелки 5, непрерывно или с прерываниями. Направление движения транспортировочного средства в сушилке предусмотрено здесь под прямым углом к направлению транспортировки в камере нанесения покрытий. Для этого сушилка имеет транспортировочное средство, в котором предусмотрена одна дорожка или несколько дорожек, в данном случае - две дорожки, то есть через сушилку транспортируется два профиля параллельно, в данном случае - друг возле друга. Управляемая посредством светового затвора транспортировка соответствующего профиля останавливается или перед одной, или перед другой дорожкой, и затем соответствующий профиль поднимается с транспортировочного средства 15 и опускается на транспортировочное средство сушильного устройства. Поднятие соответствующего профиля может осуществляться с помощью подъемника, как он изображен, например, на фиг. 8, или с помощью перемещающего транспортировочного устройства. Транспортировочное устройство в сушилке состоит из множества держателей, которые предусмотрены один за другим на бесконечной транспортировочной цепи и от которой приводятся в движение в тактовом режиме. Преимущественным образом, предусмотрено множество данных держателей профиля/ транспортировочных цепей/ транспортировочных средств параллельно друг другу. После укладывания нового профиля на входе сушилки на один или несколько держателей профиля он движется через сушилку до станции поднятия на выходе. Там аналогичным или идентичным подъемным устройством профиль поднимается из держателя (держателей) профиля и опускается на выходной рольганг, с помощью которого он транспортируется к выходу 6. Укладывание невысушенного профиля происходит, преимущественным образом, не одновременно с поднятием высушенного профиля, а обе эти станции приводятся в действие, преимущественным образом, отдельно друг от друга, то есть после укладывания невысушенного профиля на входе сушилки высушенный профиль на выходе сушилки поднимается и т.д. При укладывании или же поднятии транспортировочное средство, преимущественным образом, стоит. Благодаря этому держатели профиля всегда находятся в точной станции укладывания или же в точной станции поднятия и продольные удлинения из-за износа или вследствие колебаний температуры цепи не играют никакой роли для станционирования держателей профиля. При необходимости является, однако, возможным, что держатели профиля выполняют продольное перемещение, которое ориентируется по продольному перемещению перекладывателя и вследствие этого удерживает станцию профилей на перекладывателе относительно держателя профиля. Вывоз профилей после сушки может осуществляться посредством профилированных транспортировочных роликов или непрофилированной прямой транспортировочной системы. В предпочтительной форме выполнения каждый профиль после сушки может быть еще обтянут защитной пленкой и после этого уложен, например, на поддон. С помощью установки согласно изобретению могут покрываться профили любого типа. Преимущественным образом, речь идет о пластмассовых, прежде всего из ПВХ, или металлических, прежде всего алюминиевых, профилях. Прежде всего, с помощью установки покрываются профили для изготовления рамы окна или двери.
Фиг. 2 и 3 показывают детали транспортировочного средства 15, на котором изображен покрываемый профиль 8. Данный профиль 8 должен быть покрыт на покрываемой поверхности 8.2. Для того чтобы профиль можно было транспортировать в точной станции, транспортировочное средство имеет профилированный ролик 10, который предусмотрен вращаемым вокруг горизонтальной оси. Данный профилированный транспортировочный ролик имеет по меньшей мере одну, в данном случае - множество углублений 10.1, а также по меньшей мере один уступ 10.2 и/или по меньшей мере одну опорную поверхность 10.3. Каждый вертикальный направляющий ролик 9, как изображено посредством двойных стрелок 9.1, выполнен с возможностью регулировки в двух направленных перпендикулярно друг другу пространственных направлениях, которые расположены, преимущественным образом, в одной плоскости. Альтернативно, по меньшей мере один направляющий ролик может быть выполнен также передвигаемым только в одном направлении. Благодаря этому профиль 8 может направляться сбоку без контактирования роликов 9 с покрываемой поверхностью 8.2. Кроме того можно выявить, что ролики 9, преимущественным образом, тоже имеют уступ 9.2, благодаря чему снова повышается гибкость их применения для бокового направления профиля 8. Специалист осознает, что благодаря выполнению множества углублений или же по меньшей мере одного уступа и по меньшей мере одной, преимущественным образом нескольких, опорных поверхностей является возможным покрытие множества различных профилей без необходимости смены ролика 10 или же роликов 9. Подгонка ролика 9 к соответствующему профилю осуществляется, преимущественным образом, автоматически после того, как рабочий сообщит установке, какой профиль должен покрываться следующим. Особо предпочтительно, установка имеет дисплей, который показывает рабочему, как он должен укладывать соответствующий профиль 8 на ролик 10.
Фиг. 4 еще раз показывает пространственное расположение горизонтальных профилированных роликов 10 или же вращающихся вокруг вертикальной оси вращения роликов 9. Между двумя роликами 10, преимущественным образом, расположено два ролика 9, которые находятся справа и слева от профиля и которые, особо предпочтительно, предусмотрены относительно направления движения профиля не лежащими напротив друг друга, а, преимущественным образом, смещенными относительно друг друга. Оба ролика 9 предусмотрены соответственно на приводе 11 для изменения их положения, как было разъяснено с помощью фигур 2 и 3.
Фиг. 5 показывает часть станции 2 предварительной обработки установки для нанесения покрытий согласно изобретению. В настоящем случае удаление растворенных загрязнений и/или нанесенного растворителя осуществляется с помощью чистящей салфетки 12, которая в настоящем случае прижимается к очищаемой поверхности посредством, преимущественным образом, гибкого прижимного средства 13. Покрываемый профиль перемещается относительно чистящего средства, в данном случае - слева направо. Чистящим средством в настоящем случае является чистящая салфетка, которая непрерывно или с прерываниями сматывается с запасного рулона (правый рулон) и одновременно загрязненная чистящая салфетка снова наматывается на запасной рулон 14.
Направление движения чистящей салфетки является, преимущественным образом, противоположным направлению движения покрываемого профиля. Сматывание и наматывание может происходить непрерывно или с прерываниями. Вследствие того, что новая, неиспользованная чистящая салфетка предоставляется непрерывно или частично непрерывно, качество очистки покрываемых профилей сохраняется постоянным.
Фиг. 6 показывает детали станции 3 нанесения покрытий. В настоящем случае она состоит из двух секций, первой секции 16.1, 15.1', 16.1', а также второй секции 16.2, 15.2', 16.2', каждая из которых, как изображено посредством двойной стрелки 17, предусмотрена передвигаемой перпендикулярно направлению транспортировки транспортировочного средства 15. Каждая секция состоит соответственно из двух камер 16.1, 16.1' а также 16.2, 16.2' нанесения покрытий, между которыми предусмотрено по транспортировочному средству 15.1', 15.2'. В изображенном случае транспортировочное средство 15.1' предусмотрено на одной линии с транспортировочным средством 15. Кроме того на одной линии с транспортировочным средством 15 предусмотрена камера 16.2 нанесения покрытий, то есть в изображенном примере данная камера 16.2 нанесения покрытий покрывает профиль. В камерах 16.1, 16.2 нанесения покрытий профиль покрывается соответственно одним и тем же лаком L1, причем входные или же выходные матрицы обеих камер 16.1, 16.2 нанесения покрытий могут различаться. То же самое относится к камерам 16.1', 16.2' нанесения покрытий, причем эти камеры нанесения покрытий покрывают профиль лаком L2. В изображенном примере профиль покрывается лаком L1 и покрываемый профиль имеет подходящее к матрице камеры 16.2 поперечное сечение. Для случая, когда должен быть сохранен цвет, но необходимо покрывать другой профиль, нижняя секция смещается влево, так что транспортировочное средство 15.2' находится на одной линии с транспортировочным средством 15. Верхняя секция смещается вправо, так что камера 16.1 нанесения покрытий находится на одной линии с транспортировочным средством 15. Если необходимо покрывать профили лаком L2, то на одной линии с транспортировочным средством 15 должна быть предусмотрена одна из камер 16.1' или 16.2'. Благодаря данной конфигурации станции 3 нанесения покрытий при смене профиля и/или средства для покрытия время простоя установки для нанесения покрытий снижается до минимума. Специалист понимает, что каждая из обеих секций может быть оборудована также только одной камерой нанесения покрытий. В этом случае обеспечивается по меньшей мере быстрая смена средства для покрытия или профиля. Помимо этого специалист понимает, что для того, чтобы выполнить соответствующую быструю смену, можно также применить только одну из обеих двойных секций.
Фиг. 7 показывает зону непосредственно выше по потоку от камеры нанесения покрытий. Можно отчетливо видеть обе приводимые в движение с возможностью перемещения отдельно по высоте и/или ширине боковые линейки, а также приводимую в движение с возможностью тройного перемещения (высота + ширина + вращение) систему верхнего прижатия, которая имеет двойной ролик, который находится в зацеплении с верхней стороной профиля. Далее, можно выявить, что между обоими роликами верхнего прижатия справа и слева находится боковой направляющий ролик.
Фиг. 8 показывает перекладыватель 20, который в настоящем случае выполнен в виде кривошипно-коромыслового механизма с рычагом 20.2, а также с опорной щекой 20.1. Можно видеть рычаг 20.2 в положении поднятия (левое положение), а также в положении передачи (правое положение), а также в двух промежуточных положениях. Поворотная ось перекладывателя предусмотрена параллельной направлению 5 транспортировки. Опорная щека 20.1 имеет, преимущественным образом, тот же самый, по меньшей мере, подобный профиль, что и профилированный ролик 10, так что она может перенимать профиль 8 в заданном положении, и посредством поворота, в данном случае - по часовой стрелке, принимать от транспортировочной системы 15, и заданным образом передавать на транспортировочную систему сушилки. Данный перекладыватель предусмотрен на входе и может быть применен также на выходе сушилки.
Фиг. 9 показывает вход сушилки. Слева можно видеть транспортировочную систему 15 с ее горизонтальными роликами 10 и ее вертикальными роликами 9. Совсем справа можно видеть входную зону станции 4 сушки с ее транспортировочным средством, которое состоит из множества бесконечных цепей 22, на которых предусмотрены держатели 21 профиля. В настоящем случае станция сушки оснащена двумя параллельными транспортировочными системами, так что между транспортировочным средством 15 и входной зоной станции сушки предусмотрено также два параллельных, работающих независимо друг от друга перекладывателя 20. После укладывания на входе (станция укладывания) нового профиля транспортировочная цепь движется через сушилку в станцию поднятия в выходной точке. Там посредством подобного или идентичного подъемного устройства 20 профиль поднимается с держателей профиля и укладывается на выходной рольганг (сравни с фиг. 10). После этого транспортировочная цепь со следующим держателем профиля движется в станцию укладывания. При этом является преимуществом, что станция укладывания и станция поднятия не находятся в одном и том же положении останова. Благодаря этому можно через автоматическое натяжное устройство цепи компенсировать продольное удлинение транспортировочной цепи, не доводя до смещений станции держателя заготовки в станции укладывания или в станции поднятия.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 установка для нанесения покрытий
2 станция предварительной обработки
3 станция нанесения покрытий
4 станция сушки
5 транспортировочное устройство заготовки
6 выход
7 вход
8 пластмассовый и/или металлический профиль
8.1 опорная поверхность
8.2 покрываемая поверхность
8.3 опорная поверхность
9 ролик с вертикальной осью вращения
9.1 направление
10 ролик с горизонтальной осью вращения
10.1 углубление
10.2 уступ
10.3 опорная поверхность
11 привод для перемещения ролика 9
12 чистящее средство, чистящая салфетка
13 прижимное средство
14 запасной накопитель, рулон
15 транспортировочное средство
15' подвижное транспортировочное средство
16 камера нанесения покрытий
16.1 первая камера нанесения покрытий для первой среды для покрытия
16.1' первая камера нанесения покрытий для второй среды для покрытия
16.2 вторая камера нанесения покрытий для первой среды для покрытия
16.2' вторая камера нанесения покрытий для второй среды для покрытия
17 направление движения
18 направляющая, боковая линейка
19 кожух с повышенным давлением
20 перекладыватель
20.1 опорная щека
20.2 рычаг
20.3 ось вращения
21 держатель профиля, каретка
22 приводное средство, цепь
23 система верхнего прижатия
L1 первая среда для покрытия
L2 вторая среда для покрытия.
Реферат
Настоящее изобретение относится к установке для нанесения покрытий, для покрытия удлиненного деревянного, пластмассового и/или металлического профиля средством для покрытия, со станцией предварительной обработки, станцией нанесения покрытий и/или станцией сушки, причем профиль вдоль установки для нанесения покрытий транспортируется транспортировочным средством. Установка для нанесения покрытий для покрытия удлиненного пластмассового и/или металлического профиля содержит средство для покрытия, станцию предварительной обработки, станцию нанесения покрытий и/или станцию (4) сушки и профиль вдоль установки для нанесения покрытий транспортируется транспортировочным средством. Транспортировочное средство имеет профилированный ролик, по существу с горизонтальной осью вращения, который имеет по меньшей мере одно углубление и по меньшей мере один уступ и/или одну опорную поверхность. 9 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления профильного материала, в частности, для изготовления окон и дверей
Комментарии