Способ получения алкилбензола отгонкой этана - RU2320629C2
Код документа: RU2320629C2
Чертежи
Описание
УРОВЕНЬ ТЕХНИКИ
1. Область техники, к которой относится изобретение
Изобретение относится к способу алкилирования для получения алкилароматического соединения из ароматического соединения и олефина, в частности для получения этилбензола из этилена и бензола.
2. Предшествующий уровень техники
Известны различные способы получения алкилбензола путем алкилирования бензола олефином. Этилен и пропилен являются одними из наиболее широко используемых олефинов. Алкилирование бензола этиленом приводит к образованию этилбензола. В результате алкилирования бензола пропиленом получают кумол.
Этилбензол является важным химическим соединением, используемым, в основном, в качестве исходного реагента для производства стирола, из которого затем полимеризацией получают полистирол. Известны различные способы получения этилбензола. Взаимодействие бензола и этилена в результате реакции алкилирования обычно происходит в присутствии соответствующего катализатора. Известны различные катализаторы алкилирования, но обычно используют катализаторы Фриделя-Крафтса, например галогениды алюминия или бора, и различные цеолиты.
Кроме этилбензола в результате реакции образуется побочный продукт, содержащий полиэтилбензолы ("ПЭБ"), такие как диэтилбензол, триэтилбензол и тетраэтилбензол. Полиэтилбензолы являются нежелательным продуктом и их обычно рециркулируют в реактор переалкилирования для конверсии в этилбензол в результате реакции с бензолом.
Этилбензол получали способом, в котором реакция алкилирования осуществлялась в результате каталитической дистилляции. Цеолитный катализатор использовали в виде специального каталитического пакета и реакцию алкилирования проводили в смешанной парожидкостной фазе.
В Патенте США 5003119, выданном Sardina et al., сущность которого раскрывается в данном описании путем ссылки на соответствующий источник, описывается способ получения алкилбензолов, таких как этилбензол и кумол, в котором свежий и возвратный бензол и свежий олефин реагируют в присутствии катализатора алкилирования в алкилаторе, имеющем, по крайней мере, две реакционных зоны, и в котором каждая зона является адиабатической. Существенно, что олефин полностью реагирует в каждой зоне алкилатора. Свежий олефин вводят в каждую зону алкилатора.
К настоящему времени для разбавленного этиленового сырья в алкилаторе достигается 99% конверсия этилена. Такая степень конверсии требует большого количества катализатора. Выходящий из алкилатора газ направляют в абсорбер отходящих газов, где бензол абсорбируется потоком углеводорода (например, полиэтилбензолами). Этилен, содержащийся в выходящем газе, в конечном счете, не использовался. Поэтому было бы выгодно иметь значительно более полную конверсию этилена при уменьшении общего количества требуемого катализатора.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предлагается способ получения алкилбензола. Способ включает стадии: а) введения бензола и олефинового сырья в реакционную зону первого алкилирования в присутствии катализатора первого алкилирования в условиях реакции первого алкилирования с получением выходящего продукта первого алкилирования, содержащего алкилбензол и головной поток первого алкилирования, (b) разделения головного потока первого алкилирования на жидкую часть, содержащую бензол, и паровую часть, содержащую непрореагировавший олефин и этан, (с) абсорбции основной доли непрореагировавшего олефина паровой части головного потока первого алкилирования потоком деэтанизированного ароматического практически не содержащего олефина отбензиненного абсорбционного масла, содержащего бензол и алкилбензол, в абсорбционной зоне с получением потока обогащенного масла, содержащего олефины и, по крайней мере, некоторое количество этана; (а) введения потока обогащенного масла в реакционную зону второго алкилирования, содержащую катализатор второго алкилирования при условиях реакции второго алкилирования с получением первого потока ароматического отбензиненного абсорбционного масла; и, (е) фракционирования первого потока ароматического отбензиненного абсорбционного масла в деэтанизаторе с получением головного пара деэтанизатора, содержащего основную часть этана и жидкие кубовые остатки, содержащего деэтанизированное ароматическое отбензиненное абсорбционное масло.
Этот способ особенно подходит для получения этилбензола и требует значительно меньшего количества катализатора, чем предшествующие системы, при достижении более высокой общей степени конверсии этилена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Различные варианты осуществления описаны здесь со ссылкой на чертежи, в которых:
ФИГ. 1 - принципиальная технологическая схема процесса получения этилбензола; и,
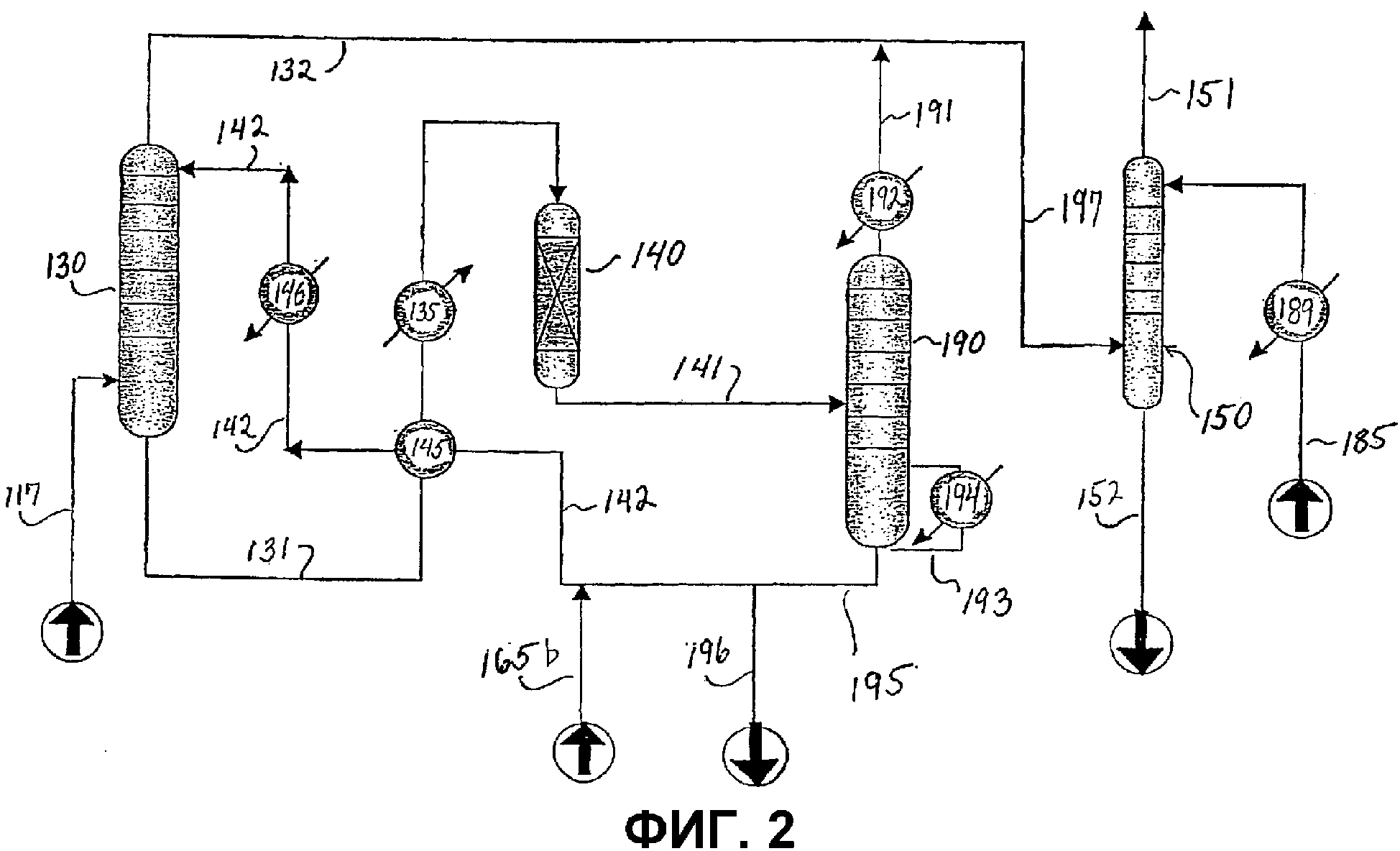
ФИГ. 2 - более подробное изображение стадии процесса.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА(ОВ) ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Способ алкилирования по данному изобретению может быть использован для алкилирования бензола любым подходящим олефином, таким как этилен, пропилен и т.п. Однако этот способ дает наибольшие преимущества при получении этилбензола и далее будет описан для алкилирования бензола этиленом. Следует помнить, что пропилен и другие олефины также могут быть использованы, и предполагается, что они также включены в объем данного изобретения.
Способ по данному изобретению включает реактор второго глубокого алкилирования для превращения практически всего оставшегося олефина, выводимого выходящим газом из алкилатора. Это усовершенствование позволяет предотвратить потери олефина и уменьшает количество катализатора, требуемого в алкилаторе. Данный способ включает также колонну отгонки этана для уменьшения объема инертов, циркулирующих через систему реакторов глубокого превращения.
Как показано на фиг.1, этиленовое сырье F-1 и бензол F-2 вводят в процесс производства этилбензола 100. Этиленовое сырье F-1 может содержать от 5% до 100% этилена по объему и может быть представлено отходящими газами процессов переработки нефти, таких как КПК (крекинг в псевдоожиженном слое катализатора), газ которого обычно содержит от 10 до 30% этилена по объему. Типичный отходящий газ КПК содержит 50-70% метана и водорода, причем остаток составляет примерно равные количества этана и этилена и незначительные количества других углеводородов. Предпочтительное сырье F-1 содержит от 30% до 50% по объему этилена и остальные компоненты, включающие метан, этан, водород и другие компоненты. В другом варианте сырьем F-1 для алкилатора 110 может служить этилен высокой чистоты, используемый для полимеризации. Этиленовое сырье F-1 направляют в алкилатор 110, который предпочтительно представляет собой колонну каталитической дистилляции, содержащую соответствующий катализатор алкилирования, например, один или более по выбору из цеолитов X, цеолитов Y, цеолитов L, ТМА Оффретита, морденита и аморфного алюмосиликата, цеолита ВЕА (бета), цеолита MWW или катализатора на основе цеолита MFI. Цеолит ВЕА является предпочтительным. Этот катализатор при желании может использоваться в виде каталитического пакета.
Из уровня техники известны различные типы оборудования и способы каталитической дистилляции. Алкилатор 110 является реактором смешанных фаз (жидкость/пар), работающим при условиях реакции алкилирования, обычно при давлении от около 270 фунт/кв.дюйм изб., предпочтительно около 300 фунт/кв.дюйм изб., до около 550 фунт/кв.дюйм изб., температуре от около 185°С до около 250°С, предпочтительно около 240°С и отношении фенил: этил от около 2,0 до около 3,5.
В алкилаторе 110 может использоваться разбавленное этиленовое сырье при различном содержании этилена и различных объемных скоростях.
Предпочтительно вводить сырье F-1 в реактор во многих точках и контактировать и растворять его в жидком бензоле, вводимом в алкилатор 110 по линии 114 и стекающем вниз через катализатор, которым заполнена колонна 110. Этилен, абсорбируемый бензолом, реагирует с бензолом при контакте с катализатором с образованием этилбензола и незначительных количеств ПЭБ. Выходящую с низа алкилатора 110 жидкость (например, этилбензолсодержащую жидкость) направляют по линии 118 в дистилляционную колонну 160. В колонне 160 бензол отделяют от образовавшегося этилбензола и более тяжелых компонентов. Бензол отгоняют сверху в виде пара и направляют по линии 161 в конденсатор 162, где он конденсируется и поступает в сборник 163. Бензол из сборника 163 возвращают по линии 164 назад в колонну 160 в качестве рефлюкса. Часть 165 бензола отводят из линии 164 и направляют по линии 165а к дистилляту из алкилатора 110 и по линии 165b к абсорберу отходящих газов 130, как это более подробно будет описано далее. Свежий бензол F-2 предпочтительно вводить в линию 164. В другом варианте свежий бензол можно вводить в других точках технологической схемы, обогащенных бензолом. Свежий бензол не должен содержать амины, альдегиды, кетоны, соединения азота основного характера, которые могут отравлять используемый в процессе катализатор. Кубовый поток 167 возвращают в колонну 160 через ребойлер 168.
Кубовый поток 166, содержащий этилбензол и ПЭБ, направляют в дистилляционную колонну 170. В колонне 170 отделяют товарный этилбензол от ПЭБ. Кубовый поток 177 возвращают и добавляют к этилбензолу в колонну 170 через ребойлер 178. Кубовый поток 176, содержащий ПЭБ, направляют в дистилляционную колонну 180 для отделения от ПЭБ. Головной поток паров этилбензола 171 из колонны 170 конденсируют в конденсаторе 172 и направляют в сборник 173. Часть головного потока возвращают в колонну 170 в качестве рефлюкса по линии 174. Другую часть выводят через линию 175 в качестве товарного этилбензола Р.
В колонне 180 отделяет ПЭБ (например, диэтилбензол) от гудронообразной фракции. Кубовый поток 187 возвращают назад в колонну 180 через ребойлер 188. Часть этого кубового потока выводят по линии 186 в качестве остаточного котельного топлива В. Оно обычно содержит дифенилэтан, тетраэтилбензол и другие высококипящие компоненты, и может быть использовано в качестве теплоносителя, топлива или абсорбента. Головной поток паров ПЭБ 181 конденсируют в конденсаторе 182 и отправляют в сборник 183. Часть этого головного потока возвращают в колонну 180 по линии 184 в качестве рефлюкса. Другую часть паров ПЭБ направляют по линии 185 в скрубберную установку 150, как будет более подробно описано далее.
Вернемся к алкилатору 110. Верхний пар 111 из алкилатора, содержащий непрореагировавший олефин, а также этан и один или более легких компонентов, таких как водород, метан, оксид углерода, диоксид углерода, пропан и/или азот, частично конденсируется в конденсаторе 112 и направляется в сборник 113. В сборник 113 также поступает часть 165а потока бензола 165, который разделяют на две порции 165а и 165b. Таким образом, сборник 113 содержит объединенные рециклированный бензол и сконденсированный головной поток из алкилатора, а также несконденсированный пар. Часть жидкости из сборника 113 возвращают в алкилатор 110 в качестве рефлюкса. Другую часть направляют по линии 115 в переалкилатор 120. В переалкилатор 120 также поступает поток ПЭБ из скрубберной установки 150 по линии 152. В переалкилаторе 120 бензол (из линии 115) и ПЭБ (из линии 152) реагируют с образованием этилбензола, который рециклируют обратно в алкилатор 110 по линии 121.
Переалкилатор 120 содержит соответствующий катализатор переалкилирования, например цеолит бета, цеолит Y или другой подходящий цеолит, и функционирует при соответствующих условиях реакции переалкилирования. Обычно условиями проведения реакции переалкилирования являются температура от около 185°С до около 250°С, давление от около 350 фунт/кв.дюйм изб. до около 600 фунт/кв.дюйм изб., объемная скорость от около 3,5 до около 5,0 WHSV и мольное отношение фенила к этилу от около 2,0 до около 5,0, где 3,0 предпочтительно.
Несконденсированный пар из цилиндрического сборника 113 нагревают в теплообменнике 116 и поток пара, содержащий этилен, бензол и инерты, такие как этан, метан и водород, направляют по линии 117 в абсорбер отходящих газов 130 для извлечения ароматических компонентов.
На фиг.1 и фиг.2, поток пара, идущий вниз в абсорбер отходящих газов 130, контактирует с нисходящим потоком деэтанизированного, практически не содержащего олефины, отбензиненного абсорбционного масла из линии 142, содержащего бензол и этилбензол, но практически не содержащего этилена. В качестве абсорбера отходящих газов 130 могут использоваться насадочная или тарельчатая колонны, работающие в режиме противотока. Абсорбционные колонны отходящих газов известны из уровня техники.
Деэтанизированное отбензиненное абсорбционное масло растворяет почти весь этилен. Потеря этилена с отходящим паром (линия 132) из абсорбера отходящих газов 130 составляет примерно 1,0% от этилена, введенного в абсорбер (линия 117). Поток, выходящий из абсорбера 130 снизу, содержащий обогащенное масло (например, растворенным этиленом), направляют по линии 131 в реактор глубокого алкилирования 140 для превращения этилена и бензола в этилбензол. Обогащенный поток масла содержит, по крайней мере, 0,2% по весу этилена, предпочтительно, по крайней мере, около 0,3 мас.% этилена и более предпочтительно, по крайней мере, около 0,4 мас.% этилена, и, по крайней мере, около 5,0 мас.% этилбензола, предпочтительно, по крайней мере, около 10 мас.% этилбензола и более предпочтительно, по крайней мере, около 13 мас.% этилбензола. Поток обогащенного масла сначала проходит через теплообменник 145, в котором тепло передается от деэтанизированного отбензиненного абсорбционного масла (линия 142) из реактора глубокого алкилирования 140 в поток обогащенного масла в линию 131. Поток обогащенного масла далее нагревают в подогревателе 135 и направляют в реактор глубокого алкилирования 140.
Реактор глубокого алкилирования 140 является вторым алкилатором, который содержит неподвижный слой насыпного катализатора, предпочтительно цеолита Y или цеолита ВЕА (бета), цеолита MWW, Морденита, или катализатора на основе цеолита MFI, и работает адиабатически в одной жидкой фазе. Алкилирование в жидкой фазе более эффективно и требует меньше катализатора, чем алкилирование в смешанном парожидкостном потоке. Конверсия этилена в этом реакторе 140 практически полная. Реактор глубокого алкилирования 140 работает при температуре от около 200°С до около 230°С, давлении от около 550 фунт/кв.дюйм изб. до около 900 фунт/кв.дюйм изб. и мольном отношении фенил: этил от около 2,0 до около 10,0. Использование высокого мольного отношения фенил: этил приводит к достижению отличной селективности и стабильности катализатора.
Выходящий поток 141 из реактора глубокого алкилирования несет отбензиненное абсорбционное масло, содержащее бензол и этилбензол наряду с растворенными этаном и метаном.
Это отбензиненное абсорбционное масло направляют в деэтанизатор 190, в котором удаляют инертные легкие компоненты, такие как этан и метан. Деэтанизатор представляет собой дистилляционную колонну для удаления легких компонентов. Головной поток 191 из деэтанизатора сначала пропускают через конденсатор 192, с конденсацией части потока и использования его в качестве рефлюкса для колонны деэтанизации. Оставшийся пар добавляют к потоку 132 (головной поток из абсорбера отходящих газов 130) для образования потока 197, который затем направляют в скрубберную установку 150. Головной поток 191 содержит этан, метан, следы воды, неароматические соединения и бензол. В другом варианте головной поток 191 может быть направлен в крекинг-печь для реутилизации этана. Кубовый поток 193 деэтанизатора циркулирует через ребойлер 194 и повторно вводится в колонну деэтанизатора 190. Другая порция 195 отводится из низа деэтанизатора. Кубовый выходящий поток 195 из деэтанизатора включает в себя деэтанизированное отбензиненное абсорбционное масло, содержащее бензол и этилбензол. Порцию 196 кубового потока из деэтанизатора возвращают в алкилатор 110 по линии 196 для поддержания баланса жидкости в системе абсорбера, и она содержит ровно столько этилбензола, сколько его было получено в реакторе глубокого алкилирования 140.
Порцию 165b бензола из головного потока 165 колонны бензола вводят в поток деэтанизированного отбензиненного абсорбционного масла для поддержания желаемой концентрации бензола в потоке, которая обеспечивает желаемую селективность в реакторе глубокого алкилирования 140. Образующий поток 142 охлаждают выходящим потоком 131 из абсорбера отходящих газов в теплообменнике, как уже было отмечено выше, и далее охлаждают в холодильнике 146 до температуры от около 6°С до около 40°С, предпочтительно до 12°, после чего его вводят в верх абсорбера отходящих газов 130.
Головной поток пара из абсорбера отходящих газов 130, содержащий метан, этан, водород, следы воды, неароматические соединения, бензол и этилен, переносится потоком 132. Как упоминалось выше, головной поток 191 из деэтанизатора добавляют к головному потоку 132 из абсорбера отходящих газов с образованием потока 197, который вводят в скруббер отходящих газов 150 для удаления ароматических компонентов, в котором поднимающийся вверх отходящий газ контактируют с движущимся вниз потоком ПЭБ из колонны ПЭБ 180. Скруббер отходящих газов 150 используют для сбрасывания в головной поток газа (линия 151) небольшого количества С6 неароматических соединений и бензола, а также инертов (водород, метан, этан, вода, и т.д.). Поток ПЭБ 185 из колонны 180 сначала охлаждают в холодильнике 189, а затем вводят в верх колонны скруббера отходящих газов 150. Отмытый в скруббере отходящий газ выходит из скруббера 150 по линии 151. Унос этилена из скруббера отходящих газов 150 очень мал. Общая конверсия этилена в процессе составляет около 99,9%. Кубовый поток из скруббера отходящих газов 150, содержащий ПЭБ и другие ароматические компоненты, направляют в переалкилатор 120 по линии 152 для превращения ПЭБ в этилбензол в результате реакции переалкилирования с бензолом.
В результате использования колонны деэтанизирования для удаления легких компонентов (этана, метана) из отбензиненного абсорбционного масла меньшая нагрузка ложится на реактор глубокого алкилирования для обеспечения необходимой производительности по инертным компонентам. Поскольку вышеприведенное описание содержит много подробностей, эти подробности следует истолковывать не как ограничивающие объем изобретения, а просто как примеры предпочтительных вариантов его осуществления. Специалист в данной области смог бы предположить много других возможных вариантов, которые входят в объем и соответствуют сущности заявленного изобретения, как определено в прилагаемой формуле изобретения.
Приведенная ниже таблица иллюстрирует практический вариант осуществления способа получения алкилбензола.
Реферат
Изобретение относится к способу алкилирования для получения алкилбензола и к системе для его получения. Способ включает следующие стадии. В оборудование первого алкилатора вводят бензол, олефиновое сырье и проводят реакцию первого алкилирования в присутствии катализатора. Выходящий продукт содержит алкилбензол и бензол, а также головной поток. Головной поток первого алкилирования подают в конденсационное оборудование, где разделяют на жидкий поток, содержащий бензол, и паровой поток, содержащий непрореагировавший олефин и этан. Жидкий поток подают в оборудование для переалкилатора, где он контактирует с потоком, содержащим полиалкилбензол, с получением потока, содержащего алкилбензол и бензол, направляемый далее в оборудование первого алкилатора. Паровой поток, содержащий основную долю непрореагировавшего олефина, подают в абсорбционное оборудование, где проводят абсорбцию потоком деэтанизированного ароматического практически не содержащего олефина обедненного абсорбционного масла, содержащего бензол и алкилбензол. Получают поток обогащенного масла, который содержит бензол, алкилбензол и олефины и, по крайней мере, некоторое количество этана, и вводят его в оборудование второго алкилатора, содержащего катализатор. После реакции второго алкилирования получают первый поток ароматического обедненного абсорбционного масла, который далее подают в деэтанизатор и проводят фракционирование. Получают головной пар, содержащий основную часть этана, и жидкий кубовый поток, содержащий деэтанизированное ароматическое обедненное абсорбционное масло, который направляют в оборудование первого алкилатора. Алкилбензол выделяют после обработки выходящего продукта первого алкилирования, содержащего алкилбензол. Изобретение позволяет уменьшить количество требуемого катализатора. 2 н. и 19 з.п. ф-лы, 1 табл., 2 ил.

Формула
Документы, цитированные в отчёте о поиске
Двухстадийный способ алкилирования бензола с образованием линейных алкилбензолов
Способ получения линейных алкилбензолов
Комментарии