Способ и аппарат для производства ароматических карбоновых кислот - RU2414448C2
Код документа: RU2414448C2
Чертежи
Описание
Область изобретения
Данное изобретение относится к способу и аппарату для производства ароматических карбоновых кислот окислением ароматического сырья в неочищенную ароматическую карбоновую кислоту в реакционной смеси жидкофазного окисления и разделения при высокой температуре и давлении отходящего газа жидкофазного окисления для выделения жидкой воды и жидкого растворителя реакции окисления и разделения побочных продуктов окисления в жидкости и в газовой фазе, которые также образуются в результате разделения.
Предпосылки создания изобретения
Терефталевая кислота и другие ароматические карбоновые кислоты широко используют в производстве полиэфиров, обычно по реакции с этиленгликолем, высшими алкиленгликолями или их комбинациями для превращения в волокно, пленку, контейнеры, бутылки и другие упаковочные материалы и формованные изделия.
В промышленности ароматические карбоновые кислоты обычно получают жидкофазным окислением метилзамещенных бензолов и нафталинов, в которых положения метильных заместителей соответствуют положениям карбоксильных групп в получаемой ароматической карбоновой кислоте, в растворе водной уксусной кислоты воздухом или другим источником кислорода, обычно газообразным, в присутствии промотированного бромом катализатора, содержащего кобальт и марганец. Окисление является экзотермическим процессом и приводит к образованию ароматической карбоновой кислоты вместе с побочными продуктами, в том числе продуктами неполного окисления или промежуточными продуктами окисления ароматического сырья и продуктами реакций уксусной кислоты, такими как метанол, метилацетат и метилбромид. В качестве побочного продукта также образуется вода. Ароматическая карбоновая кислота обычно вместе с побочными продуктами окисления исходного сырья образуется в растворе или в суспензии твердых веществ в жидкой реакционной смеси, и обычно ее выделяют кристаллизацией и способами разделения твердых и жидких веществ.
Экзотермическую реакцию окисления обычно проводят в подходящем реакционном сосуде при повышенных температуре и давлении. Реакционную смесь поддерживают в сосуде в жидком состоянии, а пар, образовавшийся из жидкой фазы при экзотермическом окислении, удаляют из реактора для регулирования температуры реакции. Паровая фаза содержит водяной пар, испаренную уксусную кислоту, которая является растворителем, и небольшие количества побочных продуктов окисления, в том числе побочных продуктов, образовавшихся из растворителя и сырья. Обычно она содержит кислород, не израсходованный в окислении, малые количества непрореагировавшего сырья, оксиды углерода, и если источником кислорода является воздух или другая кислородсодержащая газовая смесь, то также азот, оксиды углерода и другие инертные газовые компоненты исходного газа.
Чистые ароматические карбоновые кислоты часто используют для производства полиэфиров для таких важных областей применения, как изготовление волокон и бутылок, т.к. известно, что примеси, такие как побочные продукты, образовавшиеся из ароматического сырья при окислении, и чаще различные карбонилзамещенные ароматические соединения, вызывают окрашивание полиэфиров, получаемых из кислот, и частично приводят к окрашиванию продуктов превращений полиэфиров. Ароматические карбоновые кислоты с пониженной концентрацией примесей можно получить последующим окислением описанных выше сырых продуктов жидкофазного окисления при одной или более последовательно более низких температурах и концентрациях кислорода и кристаллизацией для выделения продуктов окисления с целью превращения продуктов неполного окисления сырья в нужную кислоту, как это известно из патентов США 4877900, 4772748 и 4286101. Предпочтительные чистые образцы терефталевой кислоты и других ароматических карбоновых кислот с пониженным содержанием примесей, такие как очищенная терефталевая кислота или «РТА», получают каталитическим гидрированием менее чистых образцов кислот, таких как сырые продукты, содержащие ароматическую карбоновую кислоту и побочные продукты, образовавшиеся при жидкофазном окислении ароматического сырья, или так называемых продуктов средней чистоты в растворе при повышенной температуре и давлении в присутствии катализатора на основе благородного металла. В промышленности жидкофазное окисление алкилароматического сырья в сырую ароматическую карбоновую кислоту и очистку сырого продукта часто проводят в непрерывном комплексном процессе, в котором сырой продукт жидкофазного окисления используют как исходное сырье для очистки.
Паровая фаза, образовавшаяся в результате жидкофазного окисления при высокой температуре и давлении, является потенциально ценным источником уксусной кислоты, которая используется как растворитель, а также источником непрореагировавшего сырья, побочных продуктов реакции и энергии. Однако высокое содержание воды, высокая температура и давление и коррозионные свойства некоторых компонентов, таких как газообразные метилбромид, уксусная кислота и вода, создают технические и экономические проблемы с разделением или выделением компонентов для возвращения в процесс и использования содержащейся в них энергии. Кроме того, оставшиеся неотделенными примеси в выделенных технологических потоках, если они отрицательно влияют на другие варианты способа или качество продукта, могут препятствовать повторному использованию технологических потоков. Например, как описано в патенте США 5200557, монокарбоновые кислоты отрицательно влияют на катализаторы гидрирования, используемые в способах очистки, причем уксусная кислота даже в таких низких концентрациях, в которых она присутствует в сырых ароматических карбоновых кислотах, выделенных из жидкой фазы реакции окисления, оказывается весьма нежелательной.
В британском патенте 1373230, патентах США 5304676; 5723656; 6143925; 6504051, европейском патенте 0498591 B1 и международной заявке WO 97/27168 описаны способы производства ароматических карбоновых кислот жидкофазным окислением ароматического сырья, в которых отходящий газ высокого давления удаляют из секции реакции и обрабатывают для выделения и рецикла части компонентов и в некоторых случаях утилизации энергии. Конденсация отходящего газа, как в патенте США 5304676, эффективна для выделения воды, уксусной кислоты и других конденсируемых компонентов отходящего газа; однако выделение воды, уксусной кислоты и других компонентов из полученного конденсата является технически сложной и экономически невыгодной задачей. Разделение отходящего газа высокого давления, как в способах США 5723656, 6143925, 6504051 и WO 97/27168, может быть эффективно для разделения отходящих газов с целью выделения жидкостей, обогащенных уксусной кислотой, и содержащих воду газов, пригодных для последующей переработки. Однако при таком способе разделения некоторые побочные продукты окисления могут оказаться как в жидкой, так и в газовой фазах, что затрудняет их выделение и может оказать отрицательное воздействие на другие технологические потоки и стадии. Эти трудности усугубляются накоплением таких побочных продуктов в тех процессах, в которых разделяют потоки побочных продуктов, такие как маточный раствор после выделения чистых ароматических карбоновых кислот из очищаемой жидкой реакционной смеси или жидкие конденсаты отходящих газов высокого давления. Ни в одном из цитированных патентов жидкий конденсат отходящего газа высокого давления после жидкофазного окисления не используют в качестве растворителя или другой содержащей воду жидкости для очистки загрязненных ароматических карбоновых кислот, и выделение веществ и энергии в таких способах часто проводят одно за счет другого, например за счет потерь энергии на охлаждение или сброс давления для выделения веществ, сжигание веществ для регулирования выбросов в атмосферу и других потерь растворителя окисления, сырья и побочных продуктов, если паровую фазу при высокой температуре и давлении после окисления не охлаждать и не сбрасывать давление для удаления таких веществ.
Примеси, остающиеся в потоках рецикла, могут нарушать рабочий процесс и ухудшать качество продукта. Дополнительное оборудование и стадии процесса могут еще больше осложнить способ и ограничить его практическое применение, поскольку они повышают стоимость, которая перевешивает экономию веществ и энергии. Роль этих факторов, потери энергии и материалов множатся при осуществлении процесса. В масштабах мирового производства с годовой производительностью 500000-1000000 и более тонн продукта даже доли процента или сотни миллионных долей потерь сырья и растворителя или превращения сырья в ненужные или неиспользуемые побочные продукты, небольшая неэффективность в выделении энергии и нарастающая необходимость в обработке отходящих вод превращаются в значительные практические потери материалов, увеличение расхода топлива или электричества и необходимость дополнительной переработки, а также приводят к непредсказуемой эффективности и экономичности способа из-за разности в стоимости энергии и материалов и требованиях к выбросу газообразных и жидких продуктов.
Сущность изобретения
Настоящее изобретение предлагает способ и аппарат, которые в разных вариантах и при отличительных особенностях обеспечивают получение ароматических карбоновых кислот жидкофазным окислением ароматического углеводородного сырья при улучшенной обработке паровой фазы высокого давления, образующейся при жидкофазном окислении, путем разделения и выделения растворителя реакции окисления, воды и побочных продуктов окисления. В некоторых вариантах изобретение может также предложить выгодный способ использования энергии отходящих газов окисления.
Изобретение также предлагает усовершенствованные способы и аппарат для производства ароматических карбоновых кислот с селективным регулированием состава побочных продуктов окисления ароматического сырья и растворителя реакций окисления монокарбоновых кислот, образующихся при жидкофазном окислении и попадающих в отходящий газ реакции окисления или по иной причине присутствующих при обработке отходящего газа, с целью разделения воды и растворителя реакции окисления. Предпочтительно, чтобы такие продукты распределялись в зависимости от вариантов изобретения в одной или более жидких фазах, содержащих растворитель реакции окисления или воду, которые отделяют при высоком давлении от паровой фазы высокого давления, образующейся при жидкофазном окислении, или от газа высокого давления, образующегося при разделении. При прочих равных условиях регулирование таких побочных продуктов согласно изобретению может понизить их концентрацию в виде примесей в жидком или паровом потоках, полученных из отходящих газов. Это может также облегчить возврат таких побочных продуктов на стадии процесса, в которых они используются более непосредственно или в более высоких концентрациях, чем если бы они оставались без такого распределения в жидкой и паровой фазах, образующихся при разделении.
В комплексных способах производства чистых ароматических карбоновых кислот, включающих окисление ароматического сырья в жидкой реакционной смеси до сырого продукта, содержащего ароматическую карбоновую кислоту и побочные продукты окисления сырья, и очистку сырого продукта гидрированием его раствора до содержащей воду жидкости, изобретение может также исключить или понизить требования к деминерализованной воде или чистой воде из других источников и предложить баланс воды, образующейся в результате реакции жидкофазного окисления, и воды, используемой для очистки до более высокого уровня, который ранее не достигался в известных способах. Помимо практического разделения растворителя и воды из отходящего газа реакции окисления на жидкие фазы, пригодные для возврата или использования на стадиях окисления и очистки, новый способ предлагает варианты, которые включают направление на разделение в качестве флегмы жидкости из раствора стадии очистки, которая содержит маточный раствор после выделения очищенной ароматической карбоновой кислоты. В таких вариантах можно вернуть в процесс окисления не только такие побочные продукты окисления, как, например, промежуточные продукты - карбоксибензальдегид и толуиловую кислоту, которые могут превращаться в целевые ароматические кислоты - терефталевую или изофталевую кислоту, но также и монокарбоновые кислоты, используемые в качестве растворителей, например остатки растворителя в неочищенных ароматических карбоновых кислотах, использованного в растворах очистки, и побочные продукты окисления растворителя, остающиеся в газах после разделения.
В других вариантах выделение монокарбоновой кислоты, являющейся растворителем, продуктов реакции жидкофазного окисления, непрореагировавшего ароматического сырья в окислении или их комбинаций, присутствующих в паровой фазе высокого давления, остающейся после разделения растворителя - монокарбоновой кислоты - и воды в паровой фазе окисления, еще улучшается благодаря конденсации газа высокого давления после разделения с целью выделения жидкости, содержащей воду, и получения отходящего газа из конденсатора высокого давления, охлажденного до температуры, при которой один или более орошающих реагентов эффективен в удалении одного или более веществ из сырья, растворителя и побочных продуктов окисления растворителя. Полученный газ можно далее обрабатывать для отделения сырья и/или таких побочных продуктов окисления растворителя, и в следующем варианте поток, содержащий сырье, побочные продукты окисления растворителя или их комбинации, можно направить на жидкофазное окисление.
В одном аспекте изобретение предлагает аппарат для производства ароматических карбоновых кислот. Аппарат обладает повышенной способностью использования энергии и сохранения материалов в рабочем процессе. В некоторых вариантах аппарат сконструирован таким образом, чтобы уменьшить коррозийность технологических газовых потоков, так что детали аппарата и в некоторых случаях дополнительное оборудование можно изготавливать из металлов и сплавов с умеренным сопротивлением коррозии, таких как нержавеющие стали, мягкие стали или двухфазные стали, вместо сталей из титановых и никелевых сплавов и других более дорогих металлов с высоким сопротивлением коррозии, которые традиционно используют в производстве ароматических карбоновых кислот.
Коротко говоря, аппарат данного изобретения предназначен для разделения компонентов отходящего из реактора газа, образовавшегося при производстве ароматических карбоновых кислот жидкофазным окислением замещенного ароматического углеводородного сырья в жидкой реакционной смеси, и включает в основном колончатый и замкнутый сосуд, включающий (а) по меньшей мере один нижний ввод газа для подачи на первую стадию секции фракционирования верхнего погона паровой фазы высокого давления, удаляемой из реакционного сосуда жидкофазного окисления замещенного ароматического углеводородного сырья газообразным кислородом в жидкой реакционной смеси, содержащей растворитель - монокарбоновую кислоту - и воду, в условиях, при которых сохраняется жидкая реакционная смесь и верхний погон паровой фазы высокого давления, содержащий растворитель - монокарбоновую кислоту - и водяной пар, образуется в реакционном сосуде; (b) секцию фракционирования для контактирования газовой и жидкой фаз в противотоке на многих теоретически равновесных стадиях, включающую (1) первую часть, предназначенную в основном для разделения воды и растворителя - монокарбоновой кислоты - в паровой фазе высокого давления при контакте с противотоком флегмы, которая содержит компоненты флегмы, полученной на промежуточной стадии секции фракционирования, так что первая жидкая фаза, обогащенная монокарбоновой кислотой, отбирается во флегму и образуется первая промежуточная паровая фаза высокого давления, обедненная растворителем - монокарбоновой кислотой, причем первая часть перетекает в промежуточную часть секции фракционирования для получения оттуда флегмы и включения первой промежуточной паровой фазы и переноса туда флегмы, из которой первая жидкая фаза удаляется в резервуар жидкости; (2) промежуточную часть, предназначенную для разделения воды и побочных продуктов жидкофазного окисления замещенного ароматического углеводородного сырья в первой промежуточной паровой фазе в контакте с противотоком флегмы, содержащей жидкие компоненты флегмы, полученной из верхней части сепаратора, так что побочные продукты превращений исходного ароматического углеводорода удаляются во флегму и образуется вторая промежуточная паровая фаза высокого давления, содержащая водяной пар практически без растворителя - монокарбоновой кислоты и побочных продуктов окисления исходного ароматического углеводорода, причем промежуточная часть соединена потоком с верхней частью секции фракционирования для приема оттуда флегмы и переноса туда второй промежуточной паровой фазы; и (3) верхнюю часть, предназначенную в основном для разделения воды и побочных продуктов жидкофазного окисления растворителя - монокарбоновой кислоты - по меньшей мере на одной из вторых промежуточных паровых фаз и во флегме, подаваемой в верхнюю часть, в контакте с противотоком флегмы, так что вторая жидкая фаза, содержащая воду практически без растворителя - монокарбоновой кислоты и побочных продуктов, удаляется во флегму и образуется вторая паровая фаза высокого давления, содержащая водяной пар и побочные продукты окисления растворителя - монокарбоновой кислоты - практически без побочных продуктов окисления исходного ароматического углеводорода, причем верхняя часть служит для сбора в нижней части по меньшей мере части флегмы, в которую удаляют вторую жидкую фазу; (с) резервуар для приема жидкости из первой части секции фракционирования флегмы, в которую была удалена первая жидкая фаза; (d) по меньшей мере один вывод жидкости на связи с резервуаром жидкости для удаления жидкости из аппарата; (е) по меньшей мере один ввод жидкости для введения флегмы в верхнюю часть секции фракционирования; (f) по меньшей мере один ввод жидкости для подачи флегмы в верхнюю область более нижней части секции фракционирования; (g) по меньшей мере один выход жидкости на связи со сборником для удаления из устройства по меньшей мере части флегмы, в которую удаляют вторую жидкую фазу.
В более конкретном варианте секция фракционирования предпочтительно включает примерно 20-80 теоретических равновесных стадий. В другом варианте в первой части секции фракционирования можно разделить воду и растворитель - монокарбоновую кислоту - в паре высокого давления, образующемся в результате жидкофазного окисления, так чтобы примерно 95 мас.% растворителя - монокарбоновой кислоты - были удалены во флегму. В другом варианте первая часть секции фракционирования соответствует примерно 20-70 теоретическим равновесным стадиям. В следующем варианте предпочтительно, чтобы по меньшей мере один выход на связи со сборником для удаленной флегмы, в которую была удалена вторая жидкая фаза, и по меньшей мере один ввод для подачи флегмы в верхнюю область нижней части секции фракционирования были разделены примерно 1-10 теоретическими равновесными стадиями. В еще одном варианте по меньшей мере один такой выход и по меньшей мере один такой ввод для подачи флегмы в верхнюю область верхней части секции фракционирования разделены примерно 1-10 теоретическими равновесными стадиями.
Аппарат согласно другому варианту изобретения предпочтительно представляет собой реакционный сосуд для жидкофазного окисления сырья - замещенных ароматических углеводородов - газообразным кислородом в жидкой реакционной смеси, содержащей растворитель - монокарбоновую кислоту - и воду, в условиях, при которых сохраняется жидкая реакционная смесь и в верхнем погоне реакционного сосуда образуется паровая фаза высокого давления, причем реакционный сосуд содержит по меньшей мере одно отверстие для удаления паровой фазы высокого давления в верхнем погоне, которое находится на связи по меньшей мере с одним нижним вводом газа для приема и подачи паровой фазы высокого давления в верхнем погоне на первую стадию секции фракционирования в аппарате разделения.
В других вариантах аппарат согласно вариантам изобретения предпочтительно адаптировать для использования в способах с одновременным получением чистых форм ароматических карбоновых кислот, включающих контактирование раствора, содержащего ароматическую карбоновую кислоту и примеси, растворенные в водной среде, с водородом в присутствии катализатора гидрирования при повышенной температуре и давлении с образованием реакционной смеси после очистки и выделение твердой ароматической карбоновой кислоты с пониженным содержанием примесей из реакционной смеси очистки. Предпочтительный аппарат для производства очищенной ароматической карбоновой кислоты таким способом включает по меньшей мере один реакционный сосуд, предназначенный для контактирования жидкого реакционного раствора для очистки с помощью водорода при повышенной температуре и давлении в присутствии катализатора гидрирования с образованием жидкой реакционной смеси очистки, и более предпочтительно по меньшей мере один сосуд для приема жидкой реакционной смеси для очистки и выделения продукта на связи с реакционным сосудом и выделения из нее твердой ароматической карбоновой кислоты с пониженным содержанием примесей. Предпочтительно, чтобы такой аппарат включал один или более дополнительных сосудов, например, для растворения сырой или загрязненной ароматической карбоновой кислоты в растворителе для очистки, фильтрации или другого способа отделения твердой очищенной ароматической карбоновой кислоты от жидкой среды и промывки полученной твердой очищенной ароматической карбоновой кислоты.
Аппарат по этому варианту изобретения может также включать средства для утилизации энергии в форме работы или путем отвода тепла второй паровой фазы высокого давления, выходящей из аппарата разделения.
В другом аспекте изобретение предлагает способ производства ароматических карбоновых кислот. Этот способ включает контактирование сырья, содержащего по меньшей мере один предшественник кислоты в виде ароматического углеводорода, с газообразным кислородом в жидкой реакционной смеси окисления, содержащей растворитель - монокарбоновую кислоту - и воду, в присутствии каталитической композиции, состоящей по меньшей мере из одного тяжелого металла, в секции реакции при повышенной температуре и давлении, достаточных для сохранения реакционной смеси жидкофазного окисления и образования ароматической карбоновой кислоты и примесей, включающих побочные продукты реакции, растворенные или суспендированные в реакционной смеси жидкофазного окисления, и паровой фазы высокого давления, содержащей растворитель - монокарбоновую кислоту, воду и небольшое количество исходного ароматического углеводорода и побочных продуктов окисления исходного ароматического углеводорода и растворителя - монокарбоновой кислоты; перенос паровой фазы высокого давления, отбираемой из секции реакции, в секцию разделения, где можно практически разделить растворитель - монокарбоновую кислоту, воду и побочные продукты окисления по меньшей мере на одну обогащенную растворителем - монокарбоновой кислотой - первую жидкую фазу и по меньшей мере вторую жидкую фазу и растворитель - монокарбоновую кислоту - и по меньшей мере одну обогащенную водой вторую жидкую фазу, которая практически не содержит растворителя - монокарбоновой кислоты, и по меньшей мере одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой, содержащую водяной пар, так что побочные продукты окисления исходного ароматического углеводорода предпочтительно распределяются в первую жидкую фазу, а побочные продукты окисления растворителя - монокарбоновой кислоты - предпочтительно распределяются во вторую паровую фазу высокого давления; и удаление из секции разделения раздельными потоками первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, и второй жидкой фазы, обогащенной водой, которая практически не содержит растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, которая практически не содержит побочных продуктов окисления исходного ароматического углеводорода.
В других вариантах разделение воды, растворителя - монокарбоновой кислоты и побочных продуктов, проводят в секции разделения, орошаемой флегмой, которая предпочтительно представляет собой жидкость, содержащую воду, и более предпочтительно конденсат, содержащий воду, сконденсированную из второй паровой фазы высокого давления, отводимой из секции разделения, или маточный раствор, оставшийся после выделения твердых чистых форм ароматической карбоновой кислоты из реакционной смеси для очистки, или их комбинацию. В еще одном конкретном варианте секция разделения делится на стадии и первая флегма, подаваемая на стадию основного разделения воды и растворителя - монокарбоновой кислоты, содержит маточный раствор стадии, а дополнительная флегма, подаваемая на стадию распределения побочных продуктов окисления растворителя во вторую паровую фазу высокого давления, содержит жидкий конденсат, выделенный из второй паровой фазы высокого давления.
В другом варианте изобретение предлагает способ производства ароматической карбоновой кислоты, включающий, по стадиям, по меньшей мере одну стадию жидкофазного окисления, включающую контактирование сырья, содержащего по меньшей мере один замещенный ароматический углеводород, в котором заместители можно окислить в карбоксильные группы газообразным кислородом в реакционной смеси жидкофазного окисления, содержащей растворитель - монокарбоновую кислоту - и воду, в присутствии каталитической композиции, содержащей по меньшей мере один тяжелый металл, в секции реакции при повышенной температуре и давлении, достаточных для сохранения реакционной смеси жидкофазного окисления и образования ароматической карбоновой кислоты и примесей, включающих побочные продукты реакции, растворенные или суспендированные в реакционной смеси жидкофазного окисления, и паровой фазы высокого давления, содержащей воду, монокарбоновую кислоту, непрореагировавший замещенный ароматический углеводород, кислород и побочные продукты реакции; и по меньшей мере одну стадию очистки, включающую контактирование с водородом при повышенной температуре и давлении в присутствии катализатора, представляющего собой металлический катализатор гидрирования, реакционного раствора очистки, содержащего жидкость, состоящую из воды с растворенными в ней ароматической карбоновой кислотой и примесями, выделенными из реакционной смеси жидкофазного окисления по меньшей мере с одной стадии жидкофазного окисления, с образованием реакционной смеси жидкофазного окисления, содержащей ароматическую карбоновую кислоту и гидрированные примеси, растворенные в жидкости, содержащей воду; и по меньшей мере одну стадию отделения отходящего газа, включающую перенос паровой фазы высокого давления, отводимой из секции реакции с по меньшей мере одной стадии жидкофазного окисления в секцию разделения, где можно практически разделить растворитель - монокарбоновую кислоту, воду и побочные продукты окисления на по меньшей мере одну жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере одну вторую жидкую фазу, обогащенную водой, и по меньшей мере одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой, содержащую водяной пар, так что побочные продукты окисления исходного ароматического углеводорода предпочтительно распределяются в первой жидкой фазе, а побочные продукты окисления растворителя - монокарбоновой кислоты - предпочтительно распределяются во второй паровой фазе высокого давления, и отвод из секции разделения второй жидкой фазы, обогащенной водой, которая не содержит растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, которая не содержит побочных продуктов окисления исходного ароматического углеводорода; и по меньшей мере одну стадию, включающую подачу второй жидкой фазы, обогащенной водой, которая не содержит растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, отводимой из секции разделения в составе по меньшей мере одного отходящего газа стадии разделения на стадию очистки в секцию очистки, так что жидкость, содержащая воду, используемая по меньшей мере на одной стадии очистки или для выделения, разделения или промывки продукта, представляет собой жидкий конденсат.
Предпочтительно, чтобы стадии жидкофазного окисления, очистки и отделения отходящего газа в данном способе согласно вариантам изобретения были комплексными; при этом продукт жидкофазного окисления, содержащий ароматическую карбоновую кислоту и побочные продукты и паровую фазу высокого давления от единичного акта жидкофазного окисления, подают на очистку и отделение отходящего газа соответственно, причем вторую жидкую фазу, содержащую воду (но не содержащую растворителя - монокарбоновой кислоты и побочных продуктов ее жидкофазного окисления), выделенную при разделении отходящего газа, подают на очистку для использования в качестве жидкости, содержащей воду.
В другом варианте способ согласно данному изобретению состоит из следующих стадий: (а) контактирование сырья, содержащего ароматический углеводород - предшественник ароматической карбоновой кислоты - и газообразный кислород в реакционной смеси жидкофазного окисления, содержащей растворитель - монокарбоновую кислоту - и воду, в присутствии каталитической композиции, содержащей тяжелый металл, в секции реакции при повышенной температуре и давлении, достаточных для сохранения жидкой реакционной смеси и образования ароматической карбоновой кислоты и примесей, включающих побочные продукты окисления замещенного ароматического углеводорода, растворенных или суспендированных в реакционной смеси жидкофазного окисления, и паровой фазы высокого давления, содержащей растворитель - монокарбоновую кислоту, воду, побочные продукты замещенного ароматического углеводорода и побочные продукты превращения растворителя - монокарбоновой кислоты; (b) выделение из реакционной смеси жидкофазного окисления твердого продукта, содержащего ароматическую карбоновую кислоту и примеси, включающие побочные продукты реакции; (с) растворение или суспендирование твердого продукта, выделенного из реакционной смеси жидкофазного окисления, содержащей ароматическую карбоновую кислоту и примеси, включая побочные продукты окисления замещенного ароматического углеводорода, в жидкости, содержащей воду, по меньшей мере часть которой представляет собой вторую жидкую фазу, выделенную на стадии (i) с образованием раствора очистки; (d) контактирование раствора очистки при повышенной температуре и давлении с водородом в присутствии катализатора гидрирования с образованием жидкой реакционной смеси очистки; (е) выделение из жидкой реакционной смеси очистки твердого очищенного продукта, содержащего ароматическую карбоновую кислоту с пониженной концентрацией примесей и жидкого маточного раствора очистки, содержащего воду и небольшие количества побочных продуктов окисления исходного замещенного ароматического углеводорода, продуктов их гидрирования или их комбинации; (f) подача паровой фазы высокого давления со стадии (а), содержащей растворитель - монокарбоновую кислоту, водяной пар, побочные продукты окисления замещенного ароматического углеводорода и побочные продукты превращения растворителя - карбоновой кислоты, в орошаемую флегмой секцию разделения, где можно разделить растворитель - монокарбоновую кислоту, воду и побочные продукты меньшей мере на одну первую жидкую фазу, обогащенную растворителем - карбоновой кислотой, и по меньшей мере на вторую жидкую фазу, обогащенную водой, которая практически не содержит растворителя - монокарбоновой кислоты, и по меньшей мере на одну вторую паровую фазу высокого давления, обедненную растворителем - карбоновой кислотой - и содержащую водяной пар, так что побочные продукты окисления замещенного ароматического углеводорода попадают в основном в первую жидкую фазу и побочные продукты окисления растворителя - монокарбоновой кислоты - попадают в основном во вторую паровую фазу высокого давления; (g) отбор из секции разделения раздельных потоков первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, и второй жидкой фазы, обогащенной водой, которая не содержит растворителя - монокарбоновой кислоты и продуктов ее окисления, и второй паровой фазы высокого давления, которая практически не содержит побочных продуктов окисления исходного ароматического углеводорода; и (h) подача второй жидкой фазы, обогащенной водой, которая не содержит растворителя - монокарбоновой кислоты и продуктов ее окисления, отведенной из секции разделения на стадии (g), на по меньшей мере одну из стадий (с), (d) или (е), так что жидкость, содержащая воду, по меньшей мере на одной из стадий (с), (d) или (е) включает вторую жидкую фазу.
В более конкретных вариантах поток жидкости, обогащенной растворителем - монокарбоновой кислотой, подают из секции разделения в секцию реакции. В других вариантах охлаждение второй паровой фазы высокого давления, содержащей воду практически без побочных продуктов окисления исходных ароматических углеводородов - сырья для жидкофазного окисления, которую отводят из секции разделения, приводит к конденсации с выделением жидкого конденсата, содержащего воду, при переносе тепла от второй паровой фазы к теплообменнику с образованием потока или другой нагретой жидкости под давлением; полученный поток или нагретую жидкость под давлением можно использовать для нагревания на других стадиях процесса. Альтернативно, вторую паровую фазу высокого давления или ее часть или отходящий газ высокого давления, остающийся после конденсации второй паровой фазы высокого давления, можно обработать на одной или более дополнительных стадиях выделения непрореагировавшего сырья и растворителя или побочных продуктов окисления растворителя, утилизации энергии путем отвода тепла, например путем теплообмена, утилизации энергии путем превращения в механическую энергию, например, в расширителе или другом подходящем устройстве или их комбинации.
Краткое описание чертежей
Изобретение описано со ссылкой на чертежи, на которых:
фигура 1 представляет блок-схему аппарата и способа по предпочтительным вариантам данного изобретения, в том числе интегрирование аппарата в другое оборудование, используемое для производства и очистки ароматических карбоновых кислот по вариантам данного изобретения; и
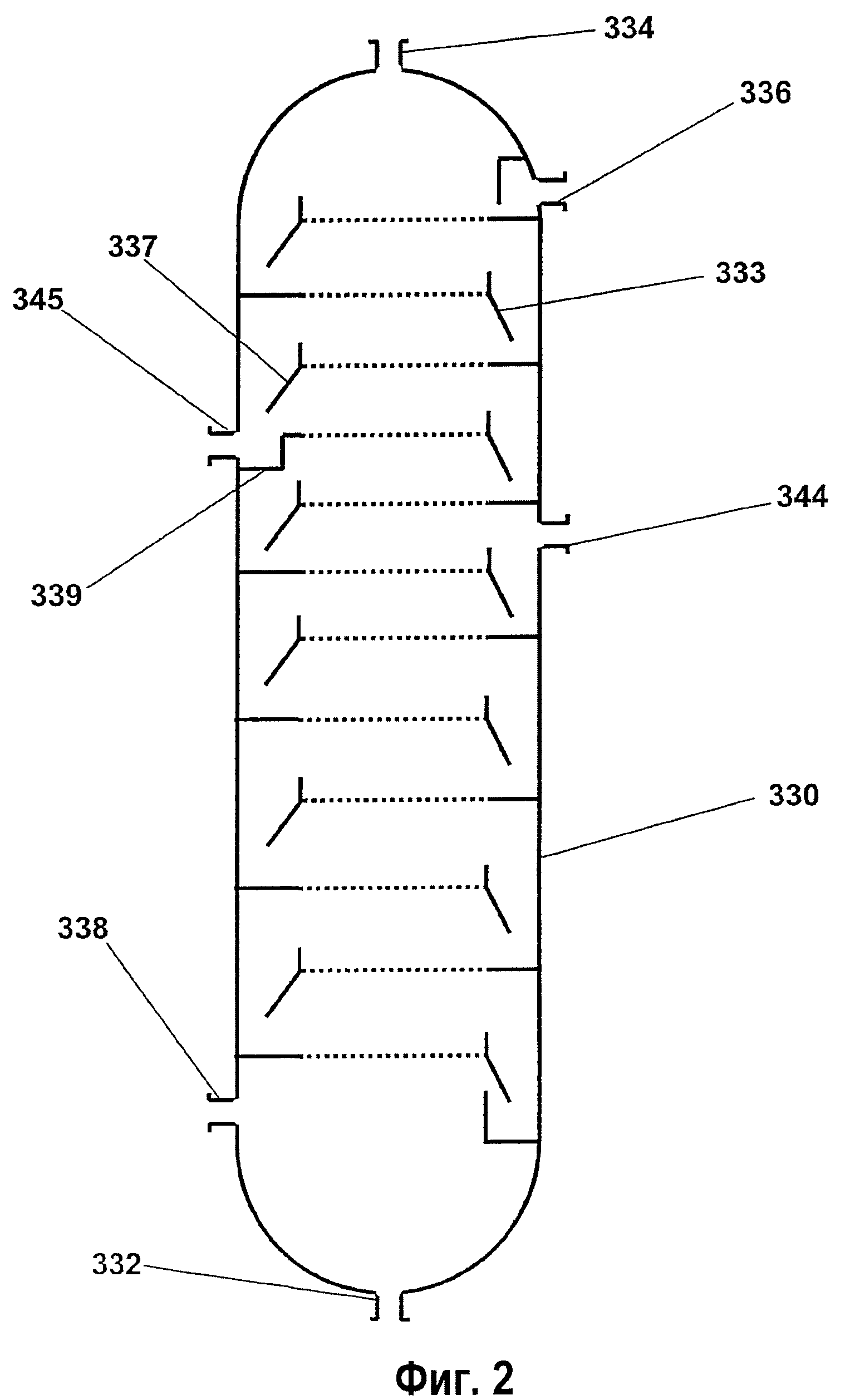
фигура 2 дает расширенное представление о предпочтительном аппарате для предпочтительных вариантов изобретения и осуществления способа согласно этим вариантам.
Подробное описание
Ароматические карбоновые кислоты, для которых применимо данное изобретение, включают моно- и поликарбоксилатные соединения с одним или более ароматическими циклами, которые можно получить с помощью реакции газообразных или жидких реагентов в жидкофазной системе. Примеры таких ароматических карбоновых кислот включают терефталевую кислоту, тримезиновую кислоту, тримеллитовую кислоту, фталевую кислоту, изофталевую кислоту, бензойную кислоту и нафталиндикарбоновые кислоты. Изобретение особенно пригодно для производства чистой терефталевой кислоты, включая очищенную терефталевую кислоту и терефталевые кислоты так называемой средней чистоты.
Стадия окисления предлагаемого способа представляет собой жидкофазное окисление, которое включает контактирование газообразного кислорода и сырья, содержащего ароматический углеводород с заместителями, способными окисляться в карбоксилатные группы в реакционной смеси жидкофазного окисления, содержащей растворитель - монокарбоновую кислоту и воду, в присутствии каталитической композиции, содержащей по меньшей мере один тяжелый металл. Стадию окисления проводят при повышенной температуре и давлении, достаточных для сохранения жидкой реакционной смеси и образования паровой фазы при высокой температуре и высоком давлении. При окислении ароматического сырья на стадии жидкофазного окисления образуются ароматические карбоновые кислоты, а также побочные продукты реакции, такие как продукты неполного окисления или промежуточные продукты окисления ароматического сырья и растворителя. Стадию жидкофазного окисления и связанные с ней стадии процесса можно проводить в периодическом, непрерывном или полунепрерывном режиме. Стадию окисления можно проводить в одном или более реакторах.
Подходящее ароматическое сырье для окисления включает ароматические углеводороды, замещенные в одном или более положениях, обычно соответствующих положениям карбоксильных групп в получаемой ароматической карбоновой кислоте, при наличиии по меньшей мере одной группы, которую можно окислить в карбоксилатную группу. Окисляемый заместитель или заместители могут быть алкильными группами, такими как метильная, этильная или изопропильная группы, или группами, уже содержащими кислород, такими как гидроксиалкильная, формильная или кето-группа. Заместители могут быть одинаковыми или разными. Ароматическая часть сырья может быть бензольным циклом или она может быть би- или полициклом, таким как нафталиновое кольцо. Число окисляемых заместителей в ароматической части сырья может быть равно числу центров, доступных в ароматической части, но обычно оно меньше, чем общее число центров, предпочтительно 1-4 и наиболее предпочтительно 2. Примеры сырья, которое можно использовать индивидуально или в композициях, включают толуол, этилбензол и другие алкилзамещенные бензолы, о-ксилол, п-ксилол, м-ксилол, толуиловые альдегиды, толуиловые кислоты, алкилбензиловые спирты, 1-формил-4-метилбензол, 1-гидроксиметил-4-метилбензол, метилацетофенон, 1,2,4-триметилбензол, 1-формил-2,4-диметилбензол, 1,2,4,5-тетраметилбензол, алкил-, формил-, ацил- и гидроксилметилзамещенные нафталины, такие как 2,6-диметилнафталин, 2,6-диэтилнафталин, 2,7-диметилнафталин, 2,7-диэтилнафталин, 2-формил-6-метилнафталин, 2-ацил-6-метилнафталин, 2-метил-6-этилнафталин и не полностью окисленные производные указанных соединений.
Для производства ароматических карбоновых кислот окислением соответствующим образом замещенных исходных ароматических углеводородов, например для производства бензойной кислоты из монозамещенных бензолов, терефталевой кислоты из паразамещенных бензолов, фталевой кислоты из ортозамещенных бензолов и 2,6- или 2,7-нафталиндикарбоновых кислот из соответственно 2,6- и 2,7-дизамещенных нафталинов, предпочтительно использовать сравнительно чистое сырье и более предпочтительно сырье, содержащее предшественник нужной кислоты в количестве по меньшей мере примерно 95 мас.% и более, предпочтительно по меньшей мере 98 мас.% и даже более. Предпочтительным ароматическим углеводородом для производства терефталевой кислоты является пара-ксилол. Предпочтительным сырьем для производства бензойной кислоты является толуол.
Растворителем для жидкофазной реакции превращения ароматического сырья в ароматическую карбоновую кислоту на стадии жидкофазного окисления является низкомолекулярная монокарбоновая кислота, предпочтительно монокарбоновая кислота C1-C8, например уксусная кислота, пропионовая кислота, масляная кислота, валериановая кислота и бензойная кислота. Предпочтительны низшие монокарбоновые кислоты и бензойная кислота, т.к. они менее склонны к образованию нежелательных продуктов, чем более высокомолекулярные монокарбоновые кислоты, в условиях реакции, используемых в жидкофазном окислении в ароматические карбоновые кислоты, и могут усилить каталитические эффекты окисления. Наиболее предпочтительна уксусная кислота. В промышленности чаще всего используют растворители в виде водных растворов, например примерно 80-95 мас.% растворов кислоты. Можно использовать с хорошими результатами также этанол и другие растворители, которые окисляются в условиях реакции жидкофазного окисления в монокарбоновые кислоты; их можно применять в чистом виде или в комбинации с монокарбоновыми кислотами. При использовании растворителя, представляющего собой смесь монокарбоновой кислоты и такого дополнительного растворителя, предпочтительно использовать такие дополнительные растворители, которые окисляются в ту же монокарбоновую кислоту, с тем чтобы не осложнять стадии отделения растворителя.
Что касается растворителей для жидкофазного окисления согласно данному изобретению, использованное выражение «растворитель - монокарбоновая кислота» для компонента различных газовых или жидких потоков относится к монокарбоновой кислоте того же химического состава, что монокарбоновая кислота, используемая в качестве растворителя в жидкофазном окислении. Такой термин позволяет отличать такие химические композиции от других монокарбоновых кислот, которые могут быть побочными продуктами окисления. Например, при использовании уксусной кислоты в качестве растворителя в жидкой реакционной смеси для окисления выражение «растворитель - монокарбоновая кислота» относится к уксусной кислоте, но не к другим монокарбоновым кислотам, таким как бензойная и толуиловая кислоты, которые часто являются побочными продуктами неполного окисления или промежуточными продуктами окисления используемого ароматического сырья. Кроме того, как будет ясно из контекста, слово «растворитель» в выражении «растворитель - монокарбоновая кислота» может относиться, но необязательно, к функции монокарбоновой кислоты, которая с ним связана. Таким образом, опять-таки в качестве примера, если выражение «растворитель - монокарбоновая кислота» использовано для описания компонента реакционной смеси жидкофазного окисления, то оно относится к растворителю в смеси; однако при использовании выражения «растворитель - монокарбоновая кислота» для описания компонента паровой фазы высокого давления, образовавшейся при окисления, или компонента жидкой фазы, отделенной от такой паровой фазы, оно не означает, что монокарбоновая кислота функционирует как растворитель.
Катализаторы, используемые в жидкофазном окислении, включают вещества, эффективные в катализе окисления ароматического сырья в ароматические карбоновые кислоты. Предпочтительные катализаторы растворимы в жидкой реакционной смеси, используемой для окисления, т.к. растворимые катализаторы способствуют контакту катализатора, газообразного кислорода и жидкого сырья; однако можно также использовать гетерогенные катализаторы или компоненты катализаторов. Обычно катализатор содержит по меньшей мере тяжелый металл, такой как металл с атомной массой в интервале примерно 23-178. Примеры подходящих тяжелых металлов включают кобальт, марганец, ванадий, молибден, хром, железо, никель, цирконий, церий или лантанид типа гафния. Подходящие соединения этих металлов включают, например, ацетаты, гидроксиды и карбонаты. Предпочтительными катализаторами являются кобальт, марганец, их комбинации и комбинации с одним или более другими металлами и особенно с гафнием, церием и цирконием.
В предпочтительных вариантах каталитические композиции для жидкофазного окисления содержат также промотор, который повышает активность каталитически активного металла в окислении предпочтительно без образования нежелательных типов побочных продуктов или их концентраций. Для улучшения взаимодействия между катализатором, промотором и реагентами предпочтительны промоторы, которые растворяются в жидкой реакционной смеси, используемой для окисления. Обычно в качестве промотора используют соединения с галогенами, например галогениды водорода, галогениды натрия, галогениды аммония, галогензамещенные углеводороды, галогензамещенные карбоновые кислоты и другие галогенированные соединения. Предпочтительные промоторы содержат по меньшей мере один источник брома. Подходящие источники брома включают бромантрацены, Br2, HBr, NaBr, KBr, NH4Br, бензилбромид, бромуксусную кислоту, тетрабромэтан, этилендибромид, бромацетилбромид и их комбинации. Другие подходящие промоторы включают альдегиды и кетоны типа ацетальдегида и метилэтилкетона.
Реагенты для жидкофазной реакции на стадии окисления включают также газ, содержащий молекулярный кислород. Традиционно в качестве источника кислорода используют воздух. Можно использовать также воздух, обогащенный кислородом, чистый кислород и другие газовые смеси, содержащие молекулярный кислород, обычно в концентрациях по меньшей мере примерно 10 об.%. Как будет далее подчеркнуто, по мере того как концентрация молекулярного кислорода в источнике возрастает, уменьшаются требования к компрессору и операциям с инертным газом в отходящем газе из реактора. При использовании в способе воздуха или кислородсодержащих газовых смесей в качестве источника кислорода паровая фаза высокого давления, образовавшаяся в жидкофазной реакции на стадии окисления, содержит азот или компоненты другого инертного газа из источника кислорода.
Соотношения ароматического сырья, катализатора, кислорода и растворителя не являются критичными для данного изобретения и могут варьироваться в зависимости от таких факторов, как выбор реагентов, растворителя и каталитической композиции и нужной ароматической карбоновой кислоты, особенностей способа и рабочих параметров. Предпочтительны соотношения растворителя и ароматического сырья в интервале от примерно 1:1 до примерно 30:1, более предпочтительны соотношения от примерно 2:1 до примерно 5:1, хотя можно также использовать и более высокие и более низкие соотношения даже в интервале от ста до единицы. Газообразный кислород обычно используют по меньшей мере в стехиометрическом количестве в расчете на ароматическое сырье, но, принимая во внимание условия реакции, скорости и органические компоненты паровой фазы высокого давления, образовавшиеся в жидкофазной реакции, не в таком большом количестве, чтобы в паровой фазе образовались горючие смеси. В промышленности при использовании предпочтительного ароматического сырья, растворителя - монокарбоновой кислоты, каталитических композиций и рабочих параметров газообразный кислород, чаще всего подаваемый на жидкофазное окисление в виде воздуха, предпочтительно подавать на жидкофазное окисление со скоростью, эффективной для достижения соотношения по меньшей мере примерно 3-5.6 моля молекулярного кислорода на моль ароматического углеводорода в сырье. Паровую фазу высокого давления, образующуюся в жидкофазном окислении, предпочтительно отводить из реакции с такой скоростью, чтобы концентрация кислорода в паровой фазе в секции реакции составляла примерно 0.5-8 об.% кислорода в расчете на основу без растворителя. При прочих равных условиях вариации в содержании кислорода в паровой фазе, например при увеличении или уменьшении скорости реакции в результате использования больших или меньших количеств катализатора в жидкофазном окислении, могут влиять на образование побочных продуктов окисления, причем при более низком содержании кислорода в паровой фазе, например до примерно 3 об.% или примерно 0.5-2.5 об.%, наблюдается тенденция к более полной конверсии сырья - ароматического углеводорода - в ароматическую карбоновую кислоту и, с другой стороны, к пониженному образованию побочных продуктов окисления ароматического сырья, но повышенному образованию побочных продуктов окисления растворителя. Например, в жидкофазном окислении пара-ксилола в уксусной кислоте в качестве растворителя окисления предпочтительна паровая фаза с содержанием примерно 0.5-3 об.% кислорода для получения ароматической карбоновой кислоты с пониженной концентрацией побочных продуктов окисления пара-ксилола и повышенной концентрацией побочных продуктов окисления уксусной кислоты по сравнению с работой при более высокой концентрации кислорода в паровой фазе. Обычно в катализаторе концентрация металла в расчете на массу ароматического углеводорода и растворителя составляет более примерно 100 м.д. по массе, предпочтительно более примерно 500 м.д. по массе и менее примерно 10000 м.д. по массе, предпочтительно менее примерно 6000 м.д. по массе, более предпочтительно менее примерно 3000 м.д. по массе. Предпочтительно, чтобы присутствовал галогеновый промотор, и более предпочтительно промотор, содержащий бром. Такой промотор присутствует в таком количестве, чтобы атомное соотношение галогена и каталитически активного металла составляло более примерно 0.1:1, предпочтительно более примерно 0.2:1 и менее примерно 4:1, предпочтительно менее примерно 3:1. Наиболее предпочтительно, когда атомное соотношение галогена и каталитически активного металла изменяется от примерно 0.25:1 до примерно 2:1. При прочих равных условиях с увеличением концентрации катализатора в реакционной смеси окисления скорости реакции и поглощение газообразного кислорода в жидкофазном окислении возрастают и концентрация непрореагировавшего кислорода в паровой фазе процесса окисления уменьшается.
Жидкофазную реакцию окисления ароматического сырья в продукт, содержащий ароматическую карбоновую кислоту, проводят в соответствующей секции окисления, которая обычно включает один или более реакционных сосудов окисления. Подходящие реакционные сосуды окисления сконструированы таким образом, чтобы они выдерживали высокие температуру и давления и используемые коррозионные жидкую и паровую фазы, находящиеся в секции реакции, чтобы можно было добавить и смешать катализатор, жидкие или газообразные реагенты и растворитель, удалить образовавшуюся ароматическую карбоновую кислоту или жидкость, содержащую такой продукт, для его выделения и удалить паровую фазу высокого давления, образовавшуюся в жидкофазной реакции, для регулирования теплоты реакции. Реакторы, которые пригодны для использования, включают реакторы периодического действия с мешалкой и проточные реакторы идеального вытеснения. Обычно реакторы окисления выполняют в виде колонны, как правило, с центральной осью, которая в сосуде для проведения процесса расположена вертикально, с одним или более устройством для перемешивания жидких реагентов и распределения газообразного кислорода в жидкой кипящей реакционной смеси. Обычно устройства для перемешивания включают одну или более лопасти на вращающемся или иначе перемещающемся стержне. Например, лопасти могут быть направлены в сторону от вращающегося центрального вертикального стержня. Реакторы могут быть изготовлены из материалов, предназначенных для работы при конкретных температурах и давлениях и использовании указанных реагентов. Обычно реакторы окисления изготавливают из коррозионно-устойчивых материалов, таких как титан, или по крайней мере покрывают такими материалами их поверхности, ограничивающие внутреннее пространство или объем, в котором содержатся жидкая реакционная смесь и отходящий газ реакции, например футеруют такими материалами, как титан или стекло.
Реакционная смесь для жидкофазного окисления образуется объединением компонентов, включающих ароматическое сырье, растворитель и катализатор, и подачей в смесь газообразного кислорода. В непрерывном или полунепрерывном способах предпочтительно объединять их в одном или более сосудах для смешения до подачи в секцию окисления; однако реакционную смесь можно подготовить и в секции окисления. Источник газообразного кислорода можно вводить в реактор в одной или более точках, и обычно его подают таким образом, чтобы осуществить контакт между молекулярным кислородом и другими реагентами, например, путем подачи сжатого воздуха или другого источника газообразного кислорода в жидкость порциями, объем которых меньше или является промежуточным по отношению к внутренней емкости реакционного сосуда.
Окисление ароматического сырья до ароматической карбоновой кислоты проводят в условиях реакции окисления, обеспечивающих поддержание реакционной смеси в жидком состоянии и образование ароматической карбоновой кислоты и примесей, представляющих собой побочные продукты окисления ароматического углеводорода, растворенных или суспендированных в жидкой реакционной смеси, и образование высокотемпературной паровой фазы высокого давления, газообразные компоненты которой в основном представляют собой растворитель - монокарбоновую кислоту (например, уксусную кислоту, когда растворитель реакции окисления содержит уксусную кислоту) и воду и в небольших количествах побочные продукты окисления растворителя - монокарбоновой кислоты, такие как низшие спирты и сложные эфиры растворителя - монокарбоновой кислоты (например, метанол и метилацетат, когда растворитель содержит уксусную кислоту) - и побочные продукты окисления сырья - ароматического углеводорода, такие как продукты неполного окисления и промежуточные продукты окисления (например, бензойная кислота и п-толуиловая кислота, когда сырье представляет собой пара-ксилол). Содержание побочных продуктов окисления в паровой фазе обычно составляет примерно 0.5-2 мас.%. Концентрации побочных продуктов окисления исходного ароматического углеводорода обычно составляют примерно 0.01-0.05 мас.%. Паровая фаза высокого давления обычно также содержит непрореагировавшее ароматическое сырье и газообразный кислород, который входит в состав паровой фазы. При использовании воздуха, что обычно практикуется в промышленности, или других источников газообразного кислорода, содержащих азот или другие компоненты инертного газа, паровая фаза будет также содержать эти инертные компоненты. Генерируемое при окислении тепло рассеивается при кипячении жидкой реакционной смеси и отводе паровой фазы верхнего погона из секции реакции.
Обычно температуру жидкофазной реакции поддерживают на уровне примерно 120°С или выше и предпочтительно примерно 140°С или выше, но ниже примерно 250°С и предпочтительно ниже примерно 230°С. Для получения таких ароматических карбоновых кислот, как терефталевая кислота, бензойная кислота и нафталиндикарбоновая кислота, предпочтительны температуры реакции в интервале примерно 145°С - 230°С. При температурах ниже примерно 120°С жидкофазное окисление может протекать с экономически невыгодными скоростями или конверсиями, которые могут отрицательно влиять на качество продукта. Например, производство терефталевой кислоты из пара-ксилола при температуре ниже примерно 120°С может занять более 24 ч до полного завершения и полученная терефталевая кислота может нуждаться в дополнительной переработке из-за присутствия в ней примесей. Температуры выше примерно 250°С нежелательны из-за возможности возгорания и потери растворителя. Для регулирования температуры кипения жидкой реакционной смеси можно использовать давление, которое выбирают таким, чтобы в основном сохранить реакционную смесь в жидком состоянии. Предпочтительным является давление примерно 5-40 кг/см2 при том, что предпочтительное давление для конкретных процессов зависит от состава сырья и растворителя, температуры и других факторов и более предпочтительно находится в интервале примерно 10-30 кг/см2. При давлении реакции примерно 7-21 кг/см2 температура реакционной смеси, содержащей в качестве растворителя уксусную кислоту, и паровой фазы, образующейся в ходе жидкофазной реакции, равна примерно 170-210°С. Время контакта в реакционном сосуде может быть различным в зависимости от производительности и условий, составляя примерно 20-150 мин для ряда процессов. В производстве некоторых ароматических карбоновых кислот, таких как терефталевая кислота из пара-ксилола, с использованием уксусной кислоты в качестве растворителя для реакционной смеси содержание твердого вещества в кипящей жидкой реакционной смеси может доходить до примерно 50 мас.% жидкой реакционной смеси, обычно примерно 10-35 мас.%. В случае когда полученная ароматическая кислота растворяется в растворителе реакции, концентрация твердого вещества в объеме жидкости пренебрежимо мала. Как будет очевидно специалистам в области производства ароматических карбоновых кислот, предпочтительные условия и рабочие параметры будут изменяться в зависимости от состава различных продуктов и способов и могут находиться в указанных выше интервалах и даже выходить за их пределы.
Продукты реакции жидкофазного окисления включают ароматическую карбоновую кислоту, полученную окислением ароматического сырья, примеси - побочные продукты жидкофазной реакции и, как отмечено выше, паровую фазу высокого давления, образовавшуюся в результате жидкофазной реакции, включая кипение жидкой реакционной смеси, с отводом паровой фазы для регулирования температуры реакции. Конкретные примеры побочных продуктов окисления ароматического сырья включают продукты неполного окисления или промежуточные продукты окисления, такие как толуиловые кислоты, толуиловые альдегиды, карбоксибензальдегиды и гидроксиметилбензойные кислоты. Побочные продукты жидкофазной реакции также включают продукты превращений растворителя, такие как метанол и другие низшие алифатические спирты, образующиеся при окислении растворителя реакционной смеси, и сложные эфиры, образующиеся в результате реакции таких спиртов с растворителем, примерами которых являются метилацетат, метилпропионат, метилбутират и т.п.
Побочные продукты обычно присутствуют только в жидкой окислительной реакционной смеси или и в жидкой и в паровой фазах. Оксиды углерода как побочные продукты могут образоваться при окислении растворителя, сырья или побочных продуктов их окисления. В тех вариантах изобретения, в которых жидкофазную реакцию проводят с использованием источника брома в качестве промотора, побочные продукты обычно содержат низшие алкилбромиды, например метилбромид, когда растворителем реакции является уксусная кислота, который обычно образуется по реакции бромид-ионов с уксусной кислотой. Как указано выше, образующиеся в ходе реакции бромсодержащие побочные продукты и примеси могут присутствовать только в жидкой реакционной смеси или и в жидкой фазе и в паровой фазе высокого давления. В некоторых вариантах предлагаемого способа, например в случае, когда твердый продукт жидкофазного окисления очищают и маточный раствор или другие потоки рецикла, содержащие жидкости стадии очистки или их компоненты, подают непосредственно или непрямым путем на жидкофазное окисление или на разделение отходящего газа в качестве флегмы, другие побочные продукты, такие как бензойную кислоту и толуиловую кислоту, перенесенные в составе жидкости очистки, а также гидрированные производные различных побочных продуктов, образовавшиеся на стадиях очистки, и непрореагировавший ароматический углеводород, направленные на очистку, также можно подавать в реакционную смесь жидкофазного окисления и в отходящие газы.
Вода также образуется на стадии окисления как побочный продукт жидкофазного окисления. Однако, т.к. вода может быть также добавлена в жидкую реакционную смесь, например, при использовании водного раствора растворителя - монокарбоновой кислоты или потоков рецикла с других стадий процесса, а также благодаря значительным количествам воды на стадии окисления либо в качестве побочного продукта, либо добавленной специально, и в силу того, что невозможно или нет необходимости различать воду реакции и воду, добавленную специально, использованное здесь выражение «побочные продукты жидкофазной реакции» и подобные выражения не относятся к воде, если не указано иное. Аналогично в случае, когда вода или водяной пар описаны здесь как компоненты различных жидкостей, газов или потоков, не важно, является ли вода побочным продуктом жидкофазного окисления, добавлена ли в процесс специально или и то и другое, если не указано иное или оно следует из контекста.
Полученную ароматическую карбоновую кислоту, суспендированную или растворенную в части жидкой реакционной смеси жидкофазного окисления, можно обработать по любым подходящим методикам для выделения содержащейся в ней полученной ароматической карбоновой кислоты. Обычно полученную ароматическую карбоновую кислоту и побочные продукты окисления ароматического сырья, суспендированные, растворенные или и суспендированные и растворенные в жидкой реакционной смеси, отбирают из секции реакции для жидкофазной реакции и выделяют с помощью подходящих методов. Таким образом, жидкофазное окисление согласно предлагаемому способу может включать в дополнение к реакции окисления стадию выделения из жидкой реакционной смеси окисления продукта - ароматической карбоновой кислоты и примесей, представляющих собой побочные продукты реакции. Предпочтительно выделять продукт в виде твердого вещества.
Растворенный в жидкости продукт можно выделить кристаллизацией, которую обычно осуществляют путем охлаждения и сброса давления над суспензией в жидкости или в растворе, отбираемом из секции реакции окисления. Твердый продукт, суспендированный в жидкости, и твердые вещества, выкристаллизовавшиеся из реакционной жидкости или растворителей кристаллизации, традиционно отделяют от жидкостей центрифугированием, фильтрацией или комбинацией этих способов. Твердые продукты, выделенные из реакционных жидкостей по таким методикам, включают ароматическую карбоновую кислоту и примеси, содержащие побочные продукты окисления ароматического сырья. Жидкость, оставшаяся после выделения твердого продукта из жидкой реакционной смеси, также называемая маточным раствором окисления, содержит растворитель - монокарбоновую кислоту, а также воду, катализатор и промотор, растворимые побочные продукты жидкофазного окисления и примеси, которые могут попасть из потоков рецикла. Обычно маточный раствор содержит также небольшие количества ароматической карбоновой кислоты и продукты неполного окисления и промежуточные продукты окисления ароматического сырья, оставшегося невыделенным из жидкости. Предпочтительно возвратить по меньшей мере часть маточного раствора в секцию реакции по меньшей мере одного цикла жидкофазного окисления, с тем чтобы его компоненты, участвующие в жидкофазной реакции, такие как катализатор, промотор, растворитель и побочные продукты, превращаемые в нужную ароматическую карбоновую кислоту, можно было использовать повторно.
В предпочтительных вариантах данного изобретения жидкую реакционную смесь окисления, содержащую ароматическую карбоновую кислоту и побочные продукты жидкофазной реакции окисления, выделяют из жидкости кристаллизацией на одной или более стадиях, т.е. в одном сосуде кристаллизации или в ряде сосудов кристаллизации при последовательном понижении температуры и давления от начальной до последующих стадий для повышения степени выделения продукта. Кристаллизация в две-четыре стадии, например от температуры реакции окисления в интервале примерно 140-250°С и давления в интервале примерно 5-40 кг/см2 до конечной температуры кристаллизации в интервале примерно 110-150°С и давления от обычного до примерно 3 кг/см2, приводит к практически полной кристаллизации твердой ароматической кислоты. Маточный раствор, отделенный от твердого продукта кристаллизацией, можно вернуть в жидкофазную реакцию, как описано выше. Тепло отводят из сосудов кристаллизации путем отбора газовой фазы, образовавшейся в результате вскипания реакционной жидкости или другого способа снижения давления, и предпочтительно путем конденсации паровой фазы с одной или более стадий и возврата, прямо или косвенно через одну или более дополнительные стадии выделения, как обсуждается ниже, по меньшей мере частично в секцию реакции для использования в жидкофазном окислении.
Твердый продукт, выделенный после жидкофазного окисления, обычно содержит ароматическую карбоновую кислоту и примеси, представляющие собой промежуточные продукты окисления ароматического сырья, можно отделить от маточного раствора окисления, образовавшегося после выделения твердого продукта, любым подходящим способом. Примеры включают центрифугирование, вакуумную фильтрацию и фильтрацию с использованием ленточных фильтров. Полученный твердый продукт предпочтительно промыть после отделения жидкостью, содержащей воду, такой как чистая вода или промывная жидкость, содержащая небольшие количества растворителя - монокарбоновой кислоты, а также катализатора, ароматического сырья, продуктов окисления, или их комбинацией, которые лучше вернуть в процесс окисления либо непосредственно, либо вместе с другими жидкостями, такими как маточный раствор окисления или другие жидкости, возвращаемыми в секцию реакции. Отделение твердой неочищенной ароматической карбоновой кислоты, выделенной из маточного раствора окисления, и промывку твердого продукта традиционно проводят фильтрацией под давлением с заменой растворителя, используя пресс-фильтры, раскрытые в патентах США 5679846 и 5200557. Предпочтительным устройством для фильтрации является BHS Fest filter, наиболее полно описанный в патенте США 5200557. Маточный раствор и промывные жидкости после отделения осадка на фильтре можно подавать прямо или косвенно на жидкофазное окисление. Многостадийная фильтрация и промывка твердого продукта все более чистыми промывными жидкостями, например жидкостями после отделения осадка на фильтре на более поздних стадиях по сравнению с жидкостями от ранних стадий промывки, особенно полезны благодаря концентрированию растворителя - монокарбоновой кислоты, вытесненной из твердого вещества на фильтре и возвращаемой на окисление. В более конкретном варианте отфильтрованный осадок, смоченный жидкостью, полученной после такой фильтрации, подают с конечной стадии промывки на стадию сушки, на которой он контактирует с инертным газом обычно при низком или среднем давлении для удаления основной части оставшейся жидкости из осадка на фильтре. После промывки и удаления основной части промывной жидкости из твердого продукта, содержащего ароматическую кислоту и побочные продукты, полученное твердое вещество можно высушить и отправить на хранение или на другие стадии, которые могут включать приготовление реакционного раствора для очистки твердого продукта. Предпочтительно, чтобы концентрация остаточного растворителя - монокарбоновой кислоты в твердом продукте, подаваемом на очистку, составляла примерно 5000 частей на миллион по массе («м.д. по массе») или меньше. Для уменьшения концентрации остаточного растворителя твердый продукт можно высушить в токе азота или другого инертного газа.
Наряду с продуктом жидкофазной реакции стадии окисления - ароматической карбоновой кислотой - в предлагаемом изобретении образуется паровая фаза высокого давления, содержащая растворитель - монокарбоновую кислоту, воду и побочные продукты жидкофазного окисления, как описано выше. Обычно паровая фаза содержит небольшие количества непрореагировавшего ароматического сырья, неизрасходованный кислород или, возможно, инертные компоненты из источника кислорода. Температура и давление паровой фазы, находящейся в секции реакции, соответствуют условиям жидкофазной реакции. Разделение отходящего газа согласно данному изобретению позволяет выделить вещества и в некоторых вариантах энергию и их комбинации из отходящего газа с высокой температурой и при высоком давлении, отводимого из жидкофазной реакции окисления.
Разделение отходящего газа согласно настоящему изобретению включает подачу паровой фазы, отведенной из секции реакции жидкофазного окисления в секцию разделения, где можно практически разделить растворитель - монокарбоновую кислоту, воду и побочные продукты окисления по меньшей мере на одну первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере одну вторую жидкую фазу, обогащенную водой, которая практически не содержит растворителя - монокарбоновой кислоты и по меньшей мере одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой - и содержащую водяной пар, так что побочные продукты окисления исходного ароматического углеводорода предпочтительно попадают в первую жидкую фазу и побочные продукты окисления растворителя - монокарбоновой кислоты - предпочтительно попадают во вторую паровую фазу высокого давления. Из секции разделения отводят первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и вторую жидкую фазу, обогащенную водой, которая практически не содержит растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и вторую паровую фазу высокого давления, которая практически не содержит побочных продуктов окисления исходного ароматического углеводорода. Разделение паровой фазы высокого давления проводят при температуре и давлении, которые практически не ниже температуры и давления паровой фазы на стадии жидкофазного окисления, с которой уходит паровая фаза.
Более подробно, разделение включает подачу паровой фазы высокого давления при высокой температуре, отведенной из реакционного сосуда жидкофазного окисления, в секцию разделения, где можно работать с паровой фазой при высокой температуре и давлении для реального разделения воды и растворителя - монокарбоновой кислоты - в паровой фазе и распределения побочных продуктов окисления между жидкой и газовой фазами, образовавшимися в результате разделения, с тем чтобы содержание побочных продуктов окисления растворителя в жидких фазах и побочных продуктов окисления ароматических углеводородов в газовых фазах, отобранных после разделения, было минимальным. Паровую фазу высокого давления модно подавать из секции реакции в секцию разделения непосредственно, когда устройство для разделения смонтировано на реакционном сосуде окисления или очень близко от него, или из другой секции окисления, или косвенно, например с помощью подходящих трубопроводов, кранов, насосов и т.п. для эффективного переноса. Небольшую часть паровой фазы высокого давления и при высокой температуре из секции жидкофазного окисления можно направить на другие цели, такие как генерирование потока высокого давления или жидкого теплоносителя для теплообменника. Предпочтительно, чтобы паровая фаза, подаваемая на разделение, оставалась при достаточно высокой температуре и давлении, чтобы энергия паровой фазы, поступающей в секцию разделения, по меньшей мере практически сохранялась и паровая фаза несла достаточное количество тепла для разделения в контакте с флегмой, подаваемой в секцию разделения. Наиболее предпочтительно осуществить перенос паровой фазы в секцию разделения прямо из секции реакции или через систему трубопроводов при подходящем давлении, с тем чтобы температура паровой фазы, поступающей в секцию разделения, была ниже не более чем на примерно 10°С температуры реакции жидкофазного окисления и давление паровой фазы, поступающей в секцию разделения, было ниже давления жидкофазного окисления не более чем на примерно 3 кг/см2. Секция разделения также приспособлена для работы при высокой температуре и давлении и предпочтительно при температурах и давлениях в основном не ниже, чем температура и давление паровой фазы высокого давления в секции реакции, для того чтобы избежать потерь энергии паровой фазы из секции реакции. Более предпочтительно, чтобы секция разделения была сконструирована с расчетом на обработку паровой фазы под давлением, составляющим по меньшей мере примерно 80%, более предпочтительно по меньшей мере примерно 90% и еще более предпочтительно по меньшей мере примерно 95% от давления паровой фазы на стадии окисления. Допустимое давление для оборудования в секции разделения предпочтительно должно составлять по меньшей мере примерно 80%, более предпочтительно примерно 90-110% от допустимого давления в реакционном сосуде окисления или секции стадии окисления в предлагаемом способе, из которой паровую фазу подают на разделение. Предпочтительно, чтобы температуры паровой фазы в секции разделения находились в интервале примерно 140-200°С и более предпочтительно примерно 160-185°С. Предпочтительные давления равны примерно 5-40 кг/см2и наиболее предпочтительные давления равны 10-20 кг/см2.
В секции разделения можно практически полностью разделить растворитель - монокарбоновую кислоту - и водяной пар в паровой фазе высокого давления, поданной на разделение. Предпочтительно, чтобы в секции разделения была возможность разделения воды и растворителя в паровой фазе высокого давления, с тем чтобы газ высокого давления, образовавшийся при разделении, содержал не более примерно 5% от содержания растворителя - монокарбоновой кислоты - в паровой фазе, подаваемой в секцию разделения. Более предпочтительно, чтобы содержание растворителя - монокарбоновой кислоты - во втором отходящем газе высокого давления после разделения не превышало примерно 2%, и еще более предпочтительно, чтобы оно не превышало примерно 1% от содержания растворителя - монокарбоновой кислоты - в паровой фазе, подаваемой в секцию разделения. Секция разделения также должна быть приспособлена для предпочтительного распределения побочных продуктов окисления ароматического сырья по меньшей мере в одну жидкую фазу и побочных продуктов окисления растворителя - монокарбоновой кислоты - во вторую паровую фазу высокого давления, которые иначе при температурах и давлениях, при которых проводят разделение, обычно попадают как в паровую, так в жидкую фазы. Например, в случае жидкофазного окисления пара-ксилола в качестве сырья в жидкофазной реакционной смеси, содержащей растворитель - уксусную кислоту, побочные продукты окисления пара-ксилола - бензойная кислота и п-толуиловая кислота - и побочные продукты окисления уксусной кислоты - метанол и метилацетат - могут распределяться в заметных концентрациях между паровой и жидкой фазами. В секции разделения можно распределить побочные продукты таким образом, что вторая паровая фаза высокого давления практически не будет содержать побочных продуктов окисления исходного ароматического углеводорода и предпочтительно будет содержать их в количестве не более примерно 10 мас.% и более предпочтительно примерно 1-5 мас.%. Побочные продукты окисления исходного ароматического углеводорода, отобранного в первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и вторую жидкую фазу, обогащенную водой, предпочтительно распределяются в первую фазу и более предпочтительно таким образом, чтобы примерно от 75 мас.%, еще более предпочтительно по меньшей мере от примерно 85 мас.% до примерно 100 мас.% находились в первой жидкой фазе и не более примерно 25 мас.%, еще более предпочтительно не более примерно 2-10 мас.% находились во второй жидкой фазе. Побочные продукты окисления растворителя - монокарбоновой кислоты, содержащие спирты и сложные эфиры растворителя, предпочтительно попадают во вторую паровую фазу высокого давления, образовавшуюся после разделения воды и растворителя - монокарбоновой кислоты - в подаваемой паровой фазе высокого давления, предпочтительно таким образом, чтобы вторая обогащенная водой жидкая фаза содержала не более примерно 10 мас.% и более предпочтительно не более примерно 1-4 мас.% таких побочных продуктов.
Секция разделения отходящего газа согласно данному изобретению может содержать любое устройство для практически полного разделения растворителя - монокарбоновой кислоты - и воды в паровой фазе высокого давления и при высокой температуре, отведенной после жидкофазного окисления, и распределения побочных продуктов окисления, находящихся в устройстве при высокой температуре и давлении, для получения жидкой фазы, богатой растворителем - монокарбоновой кислотой, второй жидкой фазы, обогащенной водой, и второй паровой фазы высокого давления, содержащей воду, как описано выше.
В одном варианте предпочтительная секция разделения приспособлена для контактирования между паром и жидкой флегмой, протекающей противотоком, так что растворитель - монокарбоновая кислота - в паровой фазе высокого давления, подаваемой в секцию разделения из секции жидкофазной реакции, практически переносится из паровой фазы в жидкую фазу с образованием первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, при том, что вода из образовавшейся паровой фазы высокого давления, обедненной растворителем - монокарбоновой кислотой, переносится в жидкую флегму для удаления из секции разделения второй жидкой фазы, обогащенной водой. Побочные продукты окисления ароматического сырья способом жидкофазного окисления, которые в условиях разделения имеют тенденцию к распределению между паровой и жидкой фазами, присутствуют в паровой фазе высокого давления, подаваемой в секцию разделения после жидкофазного окисления, и их можно также вводить в секцию разделения вместе с подаваемой флегмой. Такие побочные продукты, находящиеся в жидкой фазе, в которую переносится растворитель - монокарбоновая кислота - из паровой фазы высокого давления, могут быть удалены в первой жидкой фазе. Побочные продукты, находящиеся в паровой фазе, обедненной растворителем - монокарбоновой кислотой, затем попадают в эту жидкую фазу и также поступают в жидкую фазу, в которую переносится вода из паровой фазы, обедненной растворителем, в результате контактирования с жидкой флегмой. Побочные продукты окисления растворителя - монокарбоновой кислоты, которые способны распределяться между паровой и жидкой фазами, могут присутствовать в паровой фазе высокого давления после окисления, подаваемой в секцию разделения. Они могут также присутствовать во флегме, подаваемой в секцию разделения. Такие побочные продукты, находящиеся в жидкой флегме устройства разделения, удаляются флегмой из паровой фазы.
Поток флегмы в таком устройстве для разделения содержит жидкие компоненты, удаляемые или распределяемые из паровой фазы в жидкую фазу, а также компоненты жидкой флегмы, подаваемой в секцию распределения, которые присутствуют или остаются в жидкой фазе.
Предпочтительная секция разделения согласно более конкретному варианту изобретения предполагает постадийное контактирование между жидкой и паровой фазами в противотоке через части или области секции разделения. Предпочтительно, чтобы поток паровой фазы через части секции разделения был восходящим, а поток жидкой фазы - нисходящим. Разделение воды, растворителя - монокарбоновой кислоты - и побочных продуктов проводят, подавая паровую фазу высокого давления, отобранную из секции реакции, в первую часть секции разделения, а флегму - в третью часть секции разделения, так что поток паровой фазы через первую часть ко второй части и затем к третьей части секции разделения контактирует с противотоком жидкой флегмы через третью ко второй и к первой части секции разделения. Флегма, подаваемая в третью часть, содержит воду и предпочтительно не содержит побочных продуктов окисления ароматического сырья жидкофазного окисления. Воду и растворитель - монокарбоновую кислоту - в текущей противотоком паровой фазе и в жидкой флегме практически разделяют в первой части, и при этом образуются первая жидкая фаза, обогащенная растворителем - монокарбоновой кислотой, и промежуточная паровая фаза высокого давления, обедненная растворителем - монокарбоновой кислотой. Первую жидкую фазу, обогащенную растворителем, из первой части собирают для отвода из секции разделения. Поток паровой фазы из первой во вторую часть устройства для разделения включает промежуточную паровую фазу из первой части. Воду и побочные продукты в противотоке паровой фазы и флегмы во второй части разделяют, так что побочные продукты окисления исходного ароматического углеводорода отбирают во флегму и образуется вторая промежуточная паровая фаза высокого давления, содержащая водяной пар, практически не содержащий растворителя - монокарбоновой кислоты - и побочных продуктов окисления исходного ароматического углеводорода. Поток паровой фазы от второй к третьей части секции разделения включает вторую промежуточную паровую фазу. Воду и побочные продукты окисления растворителя - монокарбоновой кислоты - в противотоке паровой фазы и флегмы в третьей части разделяют, так что образуются вторая жидкая фаза, обогащенная водой и практически не содержащая растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и вторая паровая фаза высокого давления, содержащая водяной пар и побочные продукты окисления растворителя - монокарбоновой кислоты - и практически не содержащая побочных продуктов окисления исходного ароматического углеводорода. Вторую жидкую фазу, обогащенную водой, из третьей части собирают для удаления из устройства для разделения в жидком потоке отдельно от потока, в котором удаляют первую жидкую фазу. Вторую паровую фазу высокого давления удаляют из устройства для разделения в виде отходящего газа. Поток флегмы через секцию разделения можно пополнить дополнительным количеством флегмы, содержащей воду, в одной или более частях секции разделения. В предпочтительных вариантах жидкость, содержащую воду, подают как дополнительную флегму между второй и третьей частями такой секции разделения.
При таком стадийном разделении в первой части секции разделения можно разделить растворитель - монокарбоновую кислоту - и воду таким образом, что по меньшей мере 95 мас.% и более, предпочтительно по меньшей мере примерно 98 мас.% растворителя удаляется в первую жидкую фазу. Предпочтительно, чтобы во второй части можно было распределить побочные продукты жидкофазного окисления ароматического углеводорода между первой и второй жидкими фазами таким образом, чтобы вторая паровая фаза высокого давления содержала не более примерно 10% и более предпочтительно примерно 1-5% от количества таких побочных продуктов, содержащихся в первой и второй жидких фазах и во второй паровой фазе высокого давления. Предпочтительно, чтобы в третьей части можно было распределить побочные продукты жидкофазного окисления растворителя - монокарбоновой кислоты - во вторую паровую фазу высокого давления, с тем чтобы вторая жидкая фаза содержала не более примерно 10% и более предпочтительно примерно 1-4% от количества таких побочных продуктов, находящихся в первой и второй жидких фазах и во второй паровой фазе высокого давления.
В предпочтительных вариантах первую часть секции разделения определяют как область секции разделения, расположенную между входом паровой фазы высокого давления после жидкофазного окисления в секцию разделения и входом жидкости, содержащей воду, в секцию разделения в качестве флегмы. Вторую часть секции разделения определяют как область секции, расположенную между входом жидкости, содержащей воду, в качестве флегмы в первую часть и выходом удаляемой второй жидкой фазы, обогащенной водой, собранной из третьей части. Третью часть определяют как область между выходом удаляемой второй жидкой фазы, обогащенной водой, собранной из третьей части, и входом жидкости, содержащей воду и практически не содержащей побочных продуктов окисления ароматического сырья жидкофазного окисления, в устройство для разделения.
Согласно вариантам настоящего изобретения секция разделения, в которой происходит разделение и предпочтительное распределение воды, растворителя - монокарбоновой кислоты - и побочных продуктов, включает секцию фракционирования по меньшей мере с примерно 20 теоретическими равновесными стадиями для практически полного разделения воды и растворителя - монокарбоновой кислоты - в паре высокого давления после жидкофазного окисления. Более предпочтительно, чтобы такая секция фракционирования включала примерно 20-60 теоретических равновесных стадий. Для разделения воды и побочных продуктов окисления ароматического сырья предпочтительна секция фракционирования по меньшей мере с примерно 2 теоретическими равновесными стадиями. Более предпочтительно, чтобы секция фракционирования включала примерно 2-10 теоретических равновесных стадий. Предпочтительно, чтобы секция фракционирования для разделения воды и побочных продуктов окисления растворителя - монокарбоновой кислоты - содержала по меньшей мере одну и более предпочтительно примерно 1-10 теоретических равновесных стадий.
Предпочтительные устройства для разделения представляют собой различные колонны или башни, часто называемые дистилляционными колоннами и башнями, башнями дегидратации, ректификационными колоннами, колоннами удаления воды и высокоэффективными устройствами для разделения, которые предназначены для контактирования протекающих через них газа и жидких фаз, для массопереноса между фазами на большинстве теоретических равновесных стадий, иногда называемых также «теоретическими тарелками», предназначенными для разделения и предпочтительного распределения компонентов потоков газовых и жидких фаз. Контакт между потоками газовых и жидких фаз обеспечивается внутренней структурой, такой как тарелки и набивка, образующие поверхности контакта газ-жидкость и теоретические равновесные стадии разделения. Температура паровой фазы высокого давления, удаляемой после окисления, обычно достаточно высока, так что нет необходимости в дополнительном кипячении помимо реакции жидкофазного окисления. Противоток газовой и жидкой фаз, например, при подаче паровой фазы высокого давления после окисления в нижнюю часть устройства и флегмы по меньшей мере в одну и предпочтительно в две или более верхних частей является предпочтительным для обеспечения контакта между газовой и жидкой фазами в устройстве разделения.
Секция разделения согласно данному изобретению может содержать одно устройство или последовательно расположенные несколько аппаратов, таких как башни, колонны или другие устройства. При использовании двух или более последовательно соединенных аппаратов соответствующие входы и выходы располагают в них таким образом, чтобы паровая фаза высокого давления, отводимая из реакционного сосуда окисления, перемещалась по устройствам разделения и распределения растворителя - монокарбоновой кислоты, воды и побочных продуктов окисления последовательно по ходу парового потока и обратного потока флегмы.
Флегма, подаваемая в секцию разделения, содержит воду. Можно использовать любой источник жидкости, содержащей воду и практически не содержащей примесей, отрицательно влияющих на разделение. Можно использовать деминерализованную воду или другие очищенные источники, но предпочтительные источники содержат жидкий конденсат газов высокого давления, отводимый из секций разделения и/или конденсации предлагаемого способа. В другом предпочтительном варианте маточный раствор стадии, полученный при выделении очищенной ароматической карбоновой кислоты по меньшей мере из одной жидкой реакционной смеси, подают на разделение, при этом флегма содержит маточный раствор стадии. Наиболее предпочтительно, чтобы флегма для разделения содержала маточный раствор стадии и содержащую воду жидкость, сконденсированную из газов высокого давления, отводимых из секции разделения, которые можно подавать на разделение по отдельности или в комбинации с одним или более отдельными потоками.
При постадийном разделении согласно предпочтительным вариантам данного изобретения, как описано выше, флегму, содержащую маточный раствор стадии очистки, подают в секцию разделения для протекания компонентов жидкой фазы через вторую часть секции, и жидкий конденсат, выделенный из второй паровой фазы высокого давления, подают в поток через третью часть. Маточный раствор стадии очистки обычно содержит побочные продукты окисления ароматического сырья в способе жидкофазного окисления, включая их гидрированные производные, образовавшиеся на стадии очистки, но такие побочные продукты предпочтительно распределяются в жидкие фазы, выделенные при разделении, и практически в первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, которая подходит для возврата в процесс окисления в качестве растворителя. Жидкость, содержащая воду, сконденсированная из второй паровой фазы высокого давления, отведенной из секции разделения, практически не содержит побочных продуктов окисления ароматического сырья, но может содержать побочные продукты окисления растворителя - монокарбоновой кислоты, попавшие во вторую паровую фазу высокого давления при разделении, которые, в свою очередь, могут присутствовать в содержащей воду жидкости, сконденсированной из второго газа высокого давления. Такие побочные продукты, возвращенные на разделение в жидкой флегме, подаваемой в третью часть секции разделения, при разделении десорбируются обратно во вторую паровую фазу высокого давления. В предпочтительных вариантах изобретения нежелательное накопление таких побочных продуктов предотвращают таким образом, что часть жидкого конденсата, выделенного из второй паровой фазы высокого давления при разделении, продувают или направляют на обработку для выделения таких побочных продуктов.
Предпочтительно подавать жидкую флегму с такой скоростью и при такой температуре, которые достаточно эффективны для удаления тепла реакции жидкофазного окисления, поступающего в секцию разделения вместе с паровой фазой после окисления. В случае когда секция разделения связана с реакционным сосудом жидкофазного окисления для практически прямой подачи паровой фазы из реакции окисления на разделение, реакционный сосуд функционирует как ребойлер. В таких вариантах скорость подачи флегмы в секцию разделения традиционно выражают как массу жидкости, подаваемой в секцию, деленную на массу ароматического сырья, подаваемого на жидкофазное окисление. Предпочтительно, чтобы флегма, подаваемая в секцию разделения в предлагаемом варианте, находилась при температуре в интервале примерно 120-170°С и более предпочтительно примерно 130-160°С. При таких температурах жидкость подается на разделение со скоростью примерно 4-5 масс жидкости на массу ароматического углеводорода, подаваемого на жидкофазное окисление. В случае когда жидкую флегму подают в секцию разделения отдельно на разные стадии, ее распределяют между разными стадиями таким образом, чтобы подача флегмы на первую стадию секции разделения составляла по меньшей мере 40% и более предпочтительно примерно 60-90% от объема потока флегмы.
Пары воды и растворителя, содержащиеся в потоке пара высокого давления, отводимого со стадии жидкофазного окисления и подаваемого в секцию разделения, разделяют таким образом, что выделяют первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой - и обедненную водой. Предпочтительно, чтобы отделенная первая жидкая фаза содержала по меньшей мере примерно 60 мас.% растворителя - монокарбоновой кислоты - и не более примерно 35 мас.% воды. Более предпочтительно, чтобы содержание воды в отделенной жидкой фазе составляло примерно 15-30 мас.%. Жидкий поток после разделения содержит небольшие количества более тяжелых примесей, таких как промежуточные и побочные продукты окисления ароматического сырья и их гидрированные производные, например бензойную кислоту, и в зависимости от ароматического углеводорода, используемого в окислении, м-толуиловую кислоту и/или п-толуиловую кислоту, отмытые или перенесенные в первую жидкую фазу в секции разделения. Первая жидкая фаза может также включать другие компоненты, такие как полученная ароматическая карбоновая кислота и каталитически активные металлы. Содержание таких более тяжелых компонентов может доходить до примерно 2 мас.%, но предпочтительно, чтобы оно не превышало примерно 0.5 мас.%.
Жидкая фаза, обогащенная растворителем - монокарбоновой кислотой - и сконденсированная из паровой фазы в секции разделения, представляет собой ценный источник растворителя для жидкофазного окисления. Как описано выше, она может также включать побочные продукты окисления ароматического сырья и другие компоненты, пригодные для возврата на окисление и превращения в нужную ароматическую карбоновую кислоту. Другие полезные направления использования жидкого конденсата включают промывные жидкости для роторных вакуум-фильтров или других устройств для разделения твердого вещества и жидкости при выделении твердых продуктов жидкофазного окисления из маточных растворов стадии окисления или растворители кристаллизации для скрубберов, таких как скрубберы осушки, если они используются в способе. В предпочтительном варианте предлагаемого способа по меньшей мере часть и более предпочтительно вся или практически вся отделенная первая жидкая фаза, отобранная из секции разделения, возвращается на жидкофазное окисление либо непосредственно в реакционный сосуд, либо в запасные сосуды, используемые для подачи этого растворителя в секцию реакции. В таких вариантах предпочтительно разделять воду и растворитель - монокарбоновую кислоту - в паровой фазе высокого давления, подаваемой в секцию разделения, чтобы жидкая фаза, полученная при разделении, содержала примерно 15-30 мас.%, и более предпочтительно, чтобы содержание воды в отделенной жидкости вместе с водой, возвращенной на окисление в других жидких потоках способа, практически сбалансировало количество водяного пара, отведенного после окисления в верхнем погоне паровой фазы высокого давления, и жидкой воды, отведенной после окисления для выделения и разделения полученной при окислении ароматической карбоновой кислоты.
Вторая жидкая фаза, выделенная при разделении, обогащена водой и практически не содержит побочных продуктов окисления растворителя - монокарбоновой кислоты - стадии жидкофазного окисления. Она может содержать небольшие количества побочных продуктов окисления ароматического сырья жидкофазного окисления в результате преимущественного распределения таких побочных продуктов в жидкие фазы при разделении согласно данному изобретению. Содержание растворителя - монокарбоновой кислоты - во второй жидкой фазе обычно меньше примерно 5 мас.% и предпочтительно примерно1/2-3 мас.%. Количество побочных продуктов окисления растворителя обычно не превышает примерно 1 мас.% и предпочтительно составляет примерно 0.05-0.2 мас.%. Побочные продукты окисления ароматического сырья во второй жидкой фазе обычно содержатся в количестве примерно 0.003-0.1 мас.% и предпочтительно примерно 0.005-0.05 мас.%. Такая жидкость пригодна для использования в качестве жидкости, содержащей воду, на одной или более стадиях способа очистки неочищенных форм ароматической карбоновой кислоты, как описано здесь. Другие применения второй жидкой фазы включают запорные жидкости для устройств разделения твердых веществ и жидкости, используемые для отделения маточного раствора способа окисления и промывных жидкостей от неочищенной твердой ароматической карбоновой кислоты, выделенной из реакционной смеси жидкофазного окисления.
Второй газ высокого давления, образовавшийся при разделении, содержит заметное количество воды и почти не содержит растворителя - монокарбоновой кислоты. Предпочтительно, чтобы газ содержал по меньшей мере примерно 55 об.% и более, предпочтительно по меньшей мере примерно 65 об.% воды. Содержание растворителя - монокарбоновой кислоты - в газе обычно составляет менее примерно 5 и предпочтительно менее примерно 3 мас.%. Газ также может содержать непрореагировавшее ароматическое сырье и побочные продукты жидкофазного окисления, хотя обычно они присутствуют в небольших или следовых количествах, т.е. не более примерно 2 мас.%. Содержание кислорода в газе под давлением после разделения доходит до примерно 4 об.%, предпочтительно до примерно 1-4 об.%. Количество инертных компонентов газа в составе источника кислорода, которые обычно представляют собой азот и оксиды углерода, может доходить до примерно 45 об.% от объема газа под давлением; при использовании воздуха в качестве источника газообразного кислорода содержание азота в газе под давлением обычно составляет примерно 30-40 об.%.
Предпочтительно, чтобы давление во второй паровой фазе высокого давления после разделения было примерно на 1 кг/см2меньше, чем давление в реакции жидкофазного окисления. Предпочтительно, чтобы температура газа высокого давления после разделения была примерно на 20°С ниже, чем температура реакции жидкофазного окисления, и более предпочтительно примерно на 5-15°С ниже температуры реакции окисления. Предпочтительно, чтобы температура газа высокого давления после разделения была выше примерно 100°С, более предпочтительно выше примерно 120°С и ниже примерно 250°С, более предпочтительно ниже примерно 230°С. Давление газа, оставшегося после разделения, равно примерно 4-40 кг/см2.
Вторую паровую фазу высокого давления, отобранную после разделения, можно направить в секцию конденсации из паровой фазы жидкого конденсата, содержащего воду, практически свободную от органических примесей, таких как растворитель - монокарбоновая кислота - и побочные продукты окисления ароматического сырья и растворителя со стадии окисления. Секция конденсации может включать любые средства, эффективные для конденсации воды, практически свободной от органических примесей, из газа высокого давления, подаваемого в секцию конденсации. Предпочтительно, чтобы она включала один или более конденсаторов или теплообменников, эффективных для непрямой теплопередачи между газовой фазой высокого давления и теплопоглотителем, предпочтительно жидким теплоносителем. Можно использовать одно устройство или нескольких устройств. Примерами предпочтительных устройств являются кожухотрубный теплообменник и корпусные конденсаторы. Предпочтительно подавать весь или практически весь пар высокого давления после разделения в секцию конденсации для распределения как тепла, так и содержащихся в нем веществ. Предпочтительно проводить охлаждение в таких условиях, чтобы отходящий из секции конденсации газ после конденсации жидкого конденсата оставался под давлением, не меньшим, чем давление газа, подаваемого в секцию конденсации, чтобы его можно было отвести из устройств для конденсации. Отходящий газ под давлением из секции конденсации содержит неконденсируемые компоненты газа высокого давления из секции разделения, газообразные побочные продукты реакции и может также содержать небольшие количества ароматического сырья из отходящего газа или флегмы, подаваемой на разделение, которые остаются неразделенными во второй паровой фазе высокого давления. Наиболее предпочтительно, чтобы отходящий газ из секции конденсации находился при температуре 50-150°С и под давлением, которое меньше давления газа на входе в секцию конденсации не больше чем на 3 кг/см2. Более предпочтительно, чтобы разница в давлениях газа, отводимого из устройства для разделения, и отходящего газа из секции конденсации после конденсации жидкого конденсата составляла примерно 2 кг/см2 или меньше и наиболее предпочтительно примерно 0.5-1 кг/см2.
Охлаждение газа высокого давления путем теплообмена с теплопоглотителем в секции конденсации также служит средством нагрева теплопоглотителя. Предпочтительно, чтобы теплопоглотитель представлял собой теплообменную жидкость и наиболее предпочтительно воду. При использовании воды в качестве теплообменной жидкости теплообмен с газом высокого давления после разделения превращает воду в водяной пар, который можно подавать в другие части предлагаемого способа для нагревания или для использования вне способа. Аналогично теплообмен между газом под давлением и жидкостями с других стадий способа можно использовать для нагревания этих жидкостей. Таким образом, изобретение включает варианты, в которых теплообмен между газом высокого давления из секции разделения, подаваемым в секцию конденсации, и теплообменной жидкостью, содержащей воду, проводят в нескольких теплообменниках, работающих при последовательно более низких температурах с образованием из теплообменной воды пара при разных давлениях. Предпочтительно подавать пар при разных давлениях на одну или более стадии способа, на которых пар при соответствующем давлении или давлениях используют для нагревания, а из него под давлением образуется жидкий конденсат, содержащий воду при последовательно понижающихся температурах.
Энергию отходящего газа из секции конденсации можно выделить в форме тепла, в форме работы или в обеих формах. Выделение энергии в виде тепла для процесса может уменьшить потребление топлива для процесса, которое иначе потребовалось бы для генерирования тепла. Энергия, выделенная в виде работы, может быть превращена в электричество для использования в процессе, что уменьшает потребление электричества, если оно используется, из внешних источников.
В то время как предпочтительные варианты изобретения включают конденсацию всего или практически всего газа высокого давления, подаваемого в секцию конденсации, в некоторых вариантах изобретения конденсацию газа высокого давления, отводимого из секции разделения, осуществляют путем отвода тепловой энергии газа таким образом, что конденсируется только часть содержащейся в газе воды, или подают на конденсацию часть второй паровой фазы высокого давления после разделения, а другую часть подают на выделение энергии путем превращения в механическую энергию. Неполная конденсация второй паровой фазы высокого давления, отведенной после стадии разделения, или выделение из потока для конденсации только его части позволяет получить жидкий конденсат, содержащий практически чистую воду с низким содержанием органических примесей и используемый в качестве флегмы для разделения, как описано выше, и утилизации тепловой энергии теплообменной жидкости путем охлаждения газа высокого давления с образованием жидкого конденсата, при котором остается несконденсированная вода в отходящем газе из секции конденсации высокого давления, который затем отдает энергию в форме работы.
Согласно другим вариантам изобретения всю или практически всю вторую паровую фазу высокого давления после выделения монокарбоновой кислоты и воды из паровой фазы высокого давления после окисления и побочных продуктов окисления конденсируют с помощью теплообмена с теплопоглощающей жидкостью. Конденсация всех или практически всех конденсируемых компонентов газа высокого давления после выделения уменьшает объемный поток газа, остающегося после конденсации, на следующие стадии переработки и позволяет использовать металлы с низкой или средней коррозионной устойчивостью, такие как нержавеющие стали, мягкие стали или двухфазные стали, в качестве альтернативы более дорогим, высокоустойчивым к коррозии металлам и сплавам в оборудовании для последующих стадий обработки отходящего газа, которые можно включить в способ. Практически полная конденсация конденсируемых компонентов газа высокого давления, отводимого после разделения, также увеличивает объем жидкого конденсата, содержащего воду, практически свободную от органических примесей, образующихся в предлагаемом способе, и может облегчить повышенное выделение ароматического сырья и растворителя - монокарбоновой кислоты - или побочных продуктов жидкофазного окисления, остающихся в несконденсированных газах после конденсации.
Конденсация может быть одностадийной. Ее можно также осуществлять в несколько стадий, в которых поток газа высокого давления после секции разделения охлаждают до первой температуры на первой стадии с образованием жидкого конденсата первой стадии и несконденсированной части газа, который затем конденсируют при более низкой температуре на второй стадии с образованием жидкого конденсата второй стадии и несконденсированной части газа, подаваемого на вторую стадию, и необязательно на одной или более дополнительных стадиях, на которых несконденсированную часть газа с предыдущих стадий конденсируют при более низкой температуре, чем на предыдущих стадиях, с образованием жидкого конденсата и оставшейся несконденсированной части газа. Теплообмен между газом под давлением и его несконденсированными частями в стадийных конденсаторах приводит к потокам теплообмена при разных температурах или давлениях, например потокам со средним и низким давлением, которые можно использовать для нагревания на других стадиях способа или вне способа. В предпочтительных вариантах изобретения для утилизации энергии образуется пар двух или более уровней давления, что традиционно осуществляется путем конденсации или с использованием другой турбины на паре низкого давления. В таких вариантах жидкий конденсат, отобранный при разных температурах, можно подавать для иного использования в способе при соответствующих температурах, таким образом избегая дополнительного нагревания или охлаждения порций конденсата и в некоторых случаях при ограниченном накоплении примесей, таких как побочные продукты окисления растворителя - монокарбоновой кислоты, на стадиях, в которые возвращают жидкие конденсаты. Например, жидкие конденсаты, выделенные при более высоких температурах, например в интервале 130-160°С, могут служить при малом дополнительном нагреве или без него в качестве флегмы для разделения как таковые или в комбинации с водными жидкостями с других стадий способа, такими как маточный раствор после выделения и/или отделения очищенной ароматической карбоновой кислоты на стадии очистки. Такие высокотемпературные жидкие конденсаты особенно полезны, если их применять в качестве флегмы для разделения, из-за более низкого содержания легких компонентов, таких как низшие спирты и сложные эфиры растворителя - монокарбоновой кислоты, которые образуются как побочные продукты окисления растворителя жидкофазного окисления и имеют тенденцию конденсироваться в более высоких концентрациях в жидких конденсатах, образующихся при более низких температурах. Конденсаты, полученные при более низких температурах, например в интервале примерно 60-90°С, также вполне пригодны для использования в качестве горячих конденсатов для таких целей, как промывные жидкости для разделения продуктов и запорные жидкости в жидкофазном окислении, очистке или в том и другом качестве, а более холодный конденсат, например в интервале примерно 40-50°С, пригоден для использования в качестве холодного конденсата, например, для промывки скрубберов. В то время как конденсация при различных температурах, при которых жидкий конденсат может быть направлен на другие цели при совместимых температурах, создает возможности для экономного расхода энергии в предлагаемом способе, следует подчеркнуть, что порции жидкого конденсата или потоков, сконденсированные при более высоких и более низких температурах, чем необходимые или предпочтительные на других стадиях, для использования на других стадиях по желанию можно охладить или нагреть, например, путем теплообмена.
Предпочтительно, чтобы отходящий газ из секции конденсации находился под давлением, и хотя он практически не содержит водяного пара, согласно предпочтительным вариантам изобретения он может удерживать часть воды из второй паровой фазы высокого давления после разделения в зависимости от степени конденсации на стадии конденсации. Помимо водяного пара отходящий газ может содержать неконденсируемые компоненты из отходящего газа жидкофазного окисления, такие как непрореагировавший кислород со стадии окисления, азот, оксиды углерода и другие компоненты инертного газа, присутствующие в источнике кислорода для окисления, и оксиды углерода, и может содержать небольшие количества побочных продуктов окисления растворителя - монокарбоновой кислоты - со стадии окисления и следы растворителя - монокарбоновой кислоты, другие побочные продукты окисления и непрореагировавшее сырье - ароматические углеводороды, не удаленные на других стадиях. Даже в тех случаях, когда практически вся вода в отходящем газе сконденсирована в жидкий конденсат, так что несконденсированный отходящий газ, остающийся после конденсации, практически не содержит воды, давление отходящего газа остается достаточно высоким и особенно в том случае, когда газообразным источником кислорода для жидкофазного окисления служит воздух или другая газовая смесь со значительным содержанием инертного газа, так что паровая фаза, отведенная со стадии окисления, и, в свою очередь, газы под давлением со стадии разделения и из секции конденсации содержат значительное количество инертного газа, объем отходящего газа из секции конденсации таков, что он может быть полезным источником утилизации энергии.
Согласно вариантам данного изобретения энергию отходящего газа под давлением можно утилизировать при конденсации. Предпочтительно утилизировать энергию в форме работы. В этих вариантах поток газа под давлением - отходящего газа из секции конденсации - подают прямо или косвенно в устройство для утилизации энергии в форме работы. Предпочтительным устройством для утилизации энергии является расширитель или подобный аппарат, приспособленный для приема потока газа под давлением и снабженный лопатками, которые вращаются в потоке газа, генерируя работу, используемую на других стадиях способа или вне способа, и охлажденный газ при пониженном давлении. Работу газа под давлением можно использовать, например, для генерирования электричества с использованием генератора или для работы компрессора, сжимающего газ или источники газообразного кислорода, используемые в жидкофазном окислении, или другого обрудования, где нужна механическая работа. Такая утилизированная энергия может использоваться везде в самом способе или в других способах. Альтернативно ее можно хранить или направлять в электрическую сеть для подачи в другие пункты. Отходящий газ, остающийся после утилизации энергии в виде работы, можно выбрасывать предпочтительно после дополнительной обработки, например конденсации для удаления воды, если она присутствует в заметных количествах в отходящем газе в секции конденсации, и промывки каустической содой в скруббере для удаления брома или других соединений, которые нежелательно выбрасывать в атмосферу. При желании энергию можно утилизировать после промывки в скруббере или обработки другим способом для удаления коррозионных компонентов. Удаление коррозионных компонентов до утилизации энергии может быть полезно с точки зрения конструирования внутренних элементов расширителя или другого устройства для преобразования мощности из менее коррозионно устойчивых материалов по сравнению с предпочтительными в другом случае; однако обработка для удаления таких компонентов также может уменьшить утилизируемую мощность газа.
В качестве альтернативы утилизации энергии отходящего газа высокого давления из секции конденсации или более предпочтительно в качестве дополнительной стадии, предшествующей утилизации энергии в виде работы, как описано выше, отходящий газ из секции конденсации можно обработать для удаления органических или других горючих соединений и коррозионных компонентов. Такие виды обработки в некоторых вариантах особенно полезны для выделения небольших количеств продуктов реакции окисления растворителя - монокарбоновой кислоты, а также следов непрореагировавшего сырья - ароматического углеводорода, который остается в отходящем газе. В тех вариантах изобретения, в которых конденсация газа высокого давления после разделения включает одну или более стадии конденсации при температуре, достаточно низкой, чтобы вода в газе практически вся и предпочтительно по меньшей мере примерно на 80% сконденсировалась, а летучие примеси, такие как низшие спирты и сложные эфиры, продукты реакции растворителя - монокарбоновой кислоты, практически остались в несконденсированном отходящем газе, который был достаточно охлажден, предпочтительно до температуры примерно 40-90°С, обработка для выделения таких примесей облегчается, т.к. несконденсированный отходящий газ является достаточно холодным для использования жидких реагентов при промывке в скруббере. В других вариантах обработка полезна для уменьшения содержания или удаления органических соединений, таких как непрореагировавшее сырье и побочные продукты окисления растворителя, если они не были удалены, а также коррозионных побочных продуктов реакции алкилбромида, образовавшегося при жидкофазном окислении, в котором источник брома используется как промотор катализатора жидкофазного окисления, попавших в паровую фазу высокого давления, образовавшуюся при жидкофазном окислении, и, в свою очередь, в газ высокого давления, отобранный после разделения, и отходящий газ после конденсации. Существенно, что такие виды обработки могут влиять на количество утилизируемой энергии из отходящего газа после конденсации. Соответственно в вариантах изобретения, в которых отходящий газ из секции конденсации обрабатывают до утилизации энергии в форме работы, предпочтительную обработку проводят без заметной потери давления или объема газа. Если отходящий газ из секции конденсации содержит заметное количество воды, также предпочтительно, чтобы любая такая обработка проводилась без существенной конденсации воды из газа или охлаждения до такой степени, чтобы утилизация энергии в форме работы привела к значительной конденсации воды. В таких вариантах полезно предварительно до утилизации энергии нагреть обрабатываемый газ.
В вариантах изобретения, включающих обработку отходящего газа под давлением после конденсации для удаления непрореагировавшего сырья и побочных продуктов окисления растворителя, образовавшихся при жидкофазном окислении, таких как низшие сложные эфиры растворителя - монокарбоновой кислоты, такая обработка полезна, т.к. позволяет вернуть такие компоненты на окисление. Обработка также может привести к уменьшению содержания таких примесей в потоках рецикла и их стационарных равновесных концентраций при работе всего способа. Несконденсированный газ под давлением после стадии конденсации можно привести в контакт предпочтительно при примерно 35-60°С с жидким реагентом в скруббере с образованием отмытой газовой фазы с пониженными концентрациями ароматического сырья и/или побочных продуктов окисления растворителя и жидкого продукта, содержащего реагент скруббера и обогащенного по меньшей мере непрореагировавшим ароматическим сырьем и продуктами реакции растворителя - монокарбоновой кислоты - со стадии жидкофазного окисления. Жидкий продукт предпочтительно вернуть в секцию реакции на стадию жидкофазного окисления. Промывку в скруббере можно осуществить с использованием любого устройства и любых реагентов для контактирования с газовым потоком, включающим отходящий газ высокого давления после конденсации, с целью удаления летучих компонентов, таких как непрореагировавшее сырье и побочные продукты окисления растворителя - монокарбоновой кислоты, попавшие из газа в жидкую фазу. Обычно используют абсорбционные колонны высокого давления с внутренней структурой, такой как тарелки и набивка, для осуществления контакта между промываемыми газами и жидкими реагентами в скруббере. Подходящими реагентами для скруббера являются жидкости при температуре промываемого газа, в которых удаляемые вещества хорошо растворяются. Примеры включают низшие спирты и карбоновые кислоты C1-8, такие как уксусная кислота, пропионовая кислота, масляная кислота и т.п. Предпочтительным жидким реагентом для скруббера является монокарбоновая кислота, используемая в качестве растворителя в жидкофазном окислении, и ее смеси с водой. Подходящие реагенты для скруббера, оборудование и их использование для выделения компонентов отходящего газа после жидкофазного окисления ароматического сырья более подробно описаны в патенте США 6143925, который включен здесь ссылкой.
Отходящий газ под давлением после конденсации с предварительной обработкой или без нее для отмывки непрореагировавшего сырья или побочных продуктов окисления растворителя, как описано выше, можно также обработать для удаления коррозионных и других горючих веществ. Хотя для такого удаления можно использовать любые средства без заметной потери давления и объема газа, предпочтительно газ для удаления органических, горючих и коррозионных компонентов подвергнуть окислению и наиболее предпочтительно каталитическому окислению. Такие виды обработки обычно включают нагревание несконденсированного газа под давлением и подачу отходящего газа под давлением после стадии конденсации или промывки в скруббере или другой обработки и газообразного кислорода в секцию сжигания под давлением, не меньшим, чем давление газа под давлением, и при повышенной температуре, эффективной для окисления органических, горючих и коррозионных компонентов в менее коррозионный или более экологически безопасный газ, содержащий диоксид углерода и воду. Нагревание под давлением с кислородом предпочтительно проводить в присутствии подходящего катализатора окисления, локализованного в секции сжигания таким образом, чтобы не прерывать поток газа под давлением. Газ под давлением перед окислением можно необязательно нагреть. Предварительный нагрев можно осуществить любыми подходящими средствами, такими как теплообмен, прямая инжекция пара или другие подходящие способы. Обработка сжиганием может необязательно включать промывку в скруббере газа под давлением, отведенного после сжигания, для удаления кислотных неорганических веществ, таких как бром и бромистый водород, образующихся при окислении алкилбромидов в отходящем газе после конденсатора, когда источник брома используют в жидкофазном окислении, как отмечено выше.
Катализаторы каталитического окисления обычно содержат по меньшей мере один переходный элемент Периодической таблицы (IUPAC). Предпочтительны металлы VIII группы и особенно предпочтительны платина, палладий и их комбинации, особенно предпочтительно с одним или более дополнительными или вспомогательными металлами. Такие каталитически активные металлы можно использовать в виде соединений, например оксидов. Обычно катализаторы наносят на подложку с более низкой каталитической активностью или неактивную, но достаточно прочную и устойчивую к высокой температуре и давлению окружающей атмосферы в секции сжигания. Подходящие подложки для катализатора включают оксиды металлов, содержащие один или более металлов, примеры которых включают муллит, шпинели, песок, оксид кремния, оксид алюминия, алюмосиликат, оксиды титана и циркония. Можно использовать различные кристаллические формы таких веществ, такие как альфа-, гамма-, дельта и эта-оксиды алюминия и оксиды титана в форме рутила и анатаза. Содержание каталитически активного металла на подложке обычно составляет от доли массового процента до нескольких массовых процентов, причем более высокое содержание является предпочтительным при обработке газов со значительным содержанием водяного пара, например примерно 20 об.% или больше. Катализаторы можно использовать в любых традиционных конфигурациях, формах или размерах. Например, катализатор может быть в форме таблеток, гранул, колец, сфер и т.п., и они предпочтительно могут быть сформованы или нанесены на жесткие ячеистые, сотовые, перфорированные или пористые структуры для осуществления контакта с газами в секции сжигания, который не препятствовал бы току газа через секцию. Конкретные примеры катализаторов каталитического окисления для обработки сжиганием отходящего газа после конденсации согласно изобретению включают примерно от половины процента до одного массового процента палладия, нанесенного на монолитный носитель из оксида алюминия.
В тех вариантах данного изобретения, в которых энергию утилизируют в форме работы из газа, включающего отходящий газ после конденсации, и особенно когда такой газ содержит значительное количество воды, например по меньшей мере примерно 5 об.%, газ необязательно можно нагреть для защиты газа, подаваемого на утилизацию энергии, от жидкой воды. Нагревание можно проводить до, после или в комбинации с другими видами обработки или стадиями обработки, такими как термическое или каталитическое окисление. В таких вариантах нагрев можно осуществить любым подходящим способом, таким как теплообмен или прямая инжекция пара или другого нагретого газа. Нагревание до примерно 200°С или выше, предпочтительно до температур примерно 250-350°С, эффективно для предотвращения конденсации воды.
Помимо отходящего газа секции конденсации, остающегося после конденсации газа высокого давления из секции разделения, конденсация как стадия обработки отходящего газа предлагаемого способа приводит к конденсации жидкости из газа под давлением. Жидкий конденсат содержит практически чистую воду, как описано выше, и согласно предпочтительным вариантам изобретения подается по меньшей мере частично в секцию разделения в составе жидкой флегмы, подаваемой в секцию разделения. Жидкий конденсат также пригоден для других целей, таких как промывная жидкость для разделения твердого вещества и жидкости в случае неочищенной ароматической карбоновой кислоты, полученной при жидкофазном окислении. Если выбирать между жидким конденсатом и второй жидкой фазой, обогащенной водой, отделенной после разделения отходящего газа, согласно предлагаемому способу вторая жидкая фаза предпочтительнее для использования в комплексном способе, который включает очистку загрязненных ароматических карбоновых кислот, таких как выделенные после жидкофазного окисления, благодаря более низкому содержанию побочных продуктов окисления растворителя - монокарбоновой кислоты - по сравнению с жидким конденсатом, выделенным из второй паровой фазы высокого давления после разделения.
В вариантах изобретения, включающих очистку или производство очищенных ароматических карбоновых кислот, очистка включает по меньшей мере одну стадию, которая представляет собой контактирование с водородом при повышенной температуре и давлении в присутствии катализатора, содержащего активный в гидрировании металл и раствор для реакции очистки, содержащий жидкость, в состав которой входит вода и растворенные ароматическая карбоновая кислота и примеси, с образованием жидкой реакционной смеси очистки, содержащей ароматическую карбоновую кислоту и гидрированные примеси, растворенные в жидкости, содержащей воду. В предпочтительных вариантах реакционный раствор очистки образуется при растворении в жидкости, содержащей воду, сырого продукта, выделенного после жидкофазного окисления и содержащего ароматическую карбоновую кислоту и примеси, включающие побочные продукты окисления ароматического сырья. Чистые образцы ароматической карбоновой кислоты, содержащие пониженные концентрации примесей, можно выделить из жидкой реакционной смеси очистки предпочтительно кристаллизацией, и полученный чистый продукт можно отделить от жидкого маточного раствора очистки, оставшегося после выделения чистого продукта и/или одной или более жидкостей, содержащих воду, таких как растворители для кристаллизации и промывные жидкости. Настоящее изобретение включает варианты, в которых по меньшей мере одна жидкость, содержащая воду, которую используют для очистки, представляет собой вторую жидкую фазу, обогащенную водой, после секции разделения отходящего газа, согласно изобретению. Как показано выше, в других вариантах маточный раствор очистки после по меньшей мере одной очистки подают на разделение отходящего газа в секцию разделения в качестве флегмы, содержащей воду.
Как описано выше, ароматические карбоновые кислоты, полученные жидкофазным окислением сырья, представляющего собой ароматические соединения с окисляемыми заместителями, также иногда называемые сырыми ароматическими карбоновыми кислотами или сырым продуктом жидкофазного окисления, содержат ароматическую карбоновую кислоту и один или более промежуточных продуктов окисления или побочных продуктов. Хотя конкретные химические составы промежуточных продуктов или побочных продуктов варьируют в зависимости от состава сырья, условий реакции окисления и других факторов и даже для данного сырья не вполне известны, понятно, что они содержат одно или более ароматических карбонильных соединений, таких как бензальдегиды, карбоксибензальдегиды, флуореноны и антрахиноны, которые обуславливают или коррелируют с нежелательным цветом получаемых из них целевых ароматических карбоновых кислот или полиэфиров и могут быть прогидрированы в соединения, лучше растворимые в водном растворе, чем ароматические карбонильные соединения и ароматическая карбоновая кислота, или соединения, менее окрашенные или имеющие тенденцию к формированию окраски. Предпочтительные неочищенные ароматические карбоновые кислоты, которые надо очищать согласно вариантам изобретения, представляют собой сырой продукт, содержащий ароматическую карбоновую кислоту и побочные продукты, полученные при жидкофазном окислении ароматического сырья, и наиболее предпочтительно, чтобы непрерывные процессы со стадиями жидкофазного окисления и очистки являлись комплексными, чтобы сырой твердый продукт жидкофазного окисления являлся исходным веществом для очистки. Однако следует подчеркнуть, что исходное вещество для очистки может представлять собой или включать неочищенный продукт, содержащий ароматическую карбоновую кислоту и ароматические карбонильные примеси, как описано выше, либо присутствующие, либо образовавшиеся как побочные продукты комплексного или некомплексного жидкофазного окисления ароматического сырья или других процессов или источников. Таким образом, изобретение включает варианты, в которых полученная неочищенная ароматическая карбоновая кислота, исходное вещество для очистки, содержит ароматическую карбоновую кислоту и по меньшей мере одну ароматическую карбонильную примесь, которая образует гидрированный карбонилзамещенный ароматический продукт с более высокой растворимостью в водном растворе и менее окрашенный и способствующий окраске, чем негидрированные ароматические карбонильные примеси. Неочищенные образцы ароматической карбоновой кислоты, исходные вещества для очистки, включая сырые продукты, выделенные при жидкофазном окислении, согласно вариантам изобретения также могут содержать небольшие количества остатков растворителя - монокарбоновой кислоты. Количества от нескольких сотен до тысяч м.д. по массе, которые обычно присутствуют в продуктах промышленного жидкофазного окисления, не оказывают отрицательного воздействия на очистку по предлагаемому способу. Наиболее предпочтительно, чтобы содержание растворителя - монокарбоновой кислоты - в полученной ароматической карбоновой кислоте перед очисткой не превышало примерно 10 мас.%.
Более подробно, предпочтительная стадия очистки согласно данному изобретению включает растворение в жидкости, содержащей воду, по меньшей мере часть которой наиболее предпочтительно представляет собой вторую жидкую фазу, содержащую воду, отделенную после разделения отходящего газа согласно изобретению, твердого продукта, содержащего ароматическую карбоновую кислоту и примеси, с образованием реакционного раствора очистки, контактирование раствора очистки при повышенной температуре и давлении с водородом в присутствии катализатора гидрирования с образованием жидкой реакционной смеси очистки, выделение из жидкой реакционной смеси очистки твердого очищенного продукта, содержащего ароматическую карбоновую кислоту с пониженной концентрацией примесей, и отделение водного маточного раствора очистки, содержащего побочные продукты окисления, продукты их гидрирования и их комбинации от выделенного твердого очищенного продукта.
Гидрирование неочищенной ароматической карбоновой кислоты для уменьшения концентрации примесей проводят в водном растворе. Предпочтительный растворитель для раствора очистки в некоторых вариантах изобретения включает вторую жидкую фазу, полученную после удаления из секции разделения отходящего газа согласно изобретению. В непрерывных и комплексных способах предпочтительно подавать вторую жидкую фазу после разделения без дополнительной или промежуточной обработки с целью удаления побочных продуктов или примесей, чтобы избежать дополнительных затрат, сложностей и дополнительного оборудования для хранения или обработки жидкого конденсата, хотя следует подчеркнуть, что не исключаются и дополнительные виды обработки, хотя они не являются необходимыми при использовании второй жидкой фазы в качестве растворителя очистки. Аналогично, хотя это не является необходимым для получения жидкости достаточной чистоты, используемой в качестве растворителя очистки согласно изобретению, важно, что данное изобретение предусматривает использование других подходящих источников воды, таких как свежая деминерализованная вода или другие источники очищенной воды наряду со второй жидкой фазой после отделения отходящего газа или вместо ее. Предпочтительно, чтобы вторая жидкая фаза, обогащенная водой, после разделения согласно изобретению, составляла по меньшей мере примерно 50% растворителя для реакционного раствора очистки и более предпочтительно примерно 80-100%.
Концентрации неочищенной ароматической карбоновой кислоты в растворителе очистки, которую надо обработать на стадии очистки, обычно достаточно низки, так что неочищенная кислота в основном растворена, и достаточно высоки для практической работы, эффективного использования и манипулирования с жидкостью, используемой в качестве растворителя, и ее присутствия в маточном растворе очистки после выделения чистой формы ароматической карбоновой кислоты с пониженным содержанием примесей из реакционной смеси очистки. Растворы, содержащие примерно 5-50 частей по массе неочищенной ароматической карбоновой кислоты на сто частей по массе раствора при температурах способа, обеспечивают соответствующую растворимость для практических операций. Предпочтительные реакционные растворы очистки содержат примерно 10-40 мас.% и более предпочтительно примерно 20-35 мас.% неочищенной ароматической карбоновой кислоты при температурах, используемых для очистки способом каталитического гидрирования.
Катализаторы, пригодные для использования в реакциях очистки путем гидрирования, содержат один или более металлы, каталитически активные в гидрировании примесей в полученных неочищенных ароматических карбоновых кислотах, таких как промежуточные продукты окисления, побочные продукты окисления и/или ароматические карбонильные соединения. Предпочтительно наносить каталитически активный металл на подложку, которая нерастворима в воде и нереакционноспособна по отношению к ароматическим карбоновым кислотам в условиях способа очистки. Подходящие каталитически активные металлы являются металлами VIII группы Периодической таблицы элементов (по версии IUPAC), включая палладий, платину, родий, осмий, рутений, иридий и их комбинации. Наиболее предпочтительны палладий или комбинации этих металлов, включающие палладий. Предпочтительными носителями являются угли и древесные угли с величинами поверхности в несколько сотен или тысяч м2/г и достаточной прочностью и устойчивостью к истиранию при длительном использовании в рабочих условиях. Содержание металла не является критичным, но практически предпочтительное содержание металлов составляет примерно 0.1-5 мас.% в расчете на общую массу носителя и каталитически активного металла или металлов. Предпочтительные катализаторы конверсии примесей, содержащихся в неочищенных ароматических карбоновых кислотах, в том числе в сырой терефталевой кислоте, полученной жидкофазным окислением сырья на основе пара-ксилола, содержат примерно 0,1-3 мас.% и более предпочтительно примерно 0,2-1 мас.% активного в гидрировании металла. Для этих целей наиболее предпочтителен палладий.
Для практического использования наиболее удобен катализатор в виде частиц, например таблеток, экструдата, сфер или гранул, хотя подходят и другие формы частиц. Размер частиц катализатора выбирают таким, чтобы слой катализатора было легко поддерживать в реакторе очистки, но чтобы поток реакционной смеси для очистки проходил через слой, не вызывая нежелательного скачка давления. Предпочтительным средним размером частиц катализатора является такой, чтобы частицы проходили через сито 2 меш, но задерживались на сите 24 меш (серия сит США) и более предпочтительно чтобы они проходили через сито 4 меш, но задерживались на сите 12 меш и наиболее предпочтительно на сите 8 меш.
Контактирование водного реакционного раствора очистки с водородом в присутствии катализатора проводят при повышенных температурах и давлениях. Температурный интервал составляет примерно 200-370°С, предпочтительно 225-325°С и наиболее предпочтительно примерно 240-300°С. Очистку проводят при давлении, достаточном для сохранения жидкой фазы, содержащей водный реакционный раствор. Общее давление по меньшей мере равно или предпочтительно выше суммы парциальных давлений вводимого в процесс водорода и водяного пара, который испаряется из водного реакционного раствора при рабочей температуре. Предпочтительным является давление от примерно 35 и более предпочтительно примерно 70 до примерно 105 кг/см2.
Водный реакционный раствор очистки приводят в контакт с водородом в условиях гидрирования, как описано выше, в подходящем реакционном сосуде, способном выдержать температуру и давление гидрирования, а также кислую среду жидкого содержимого. Предпочтительной конструкцией реактора является цилиндрический реактор с центральной осью, которая при работе реактора расположена вертикально. Можно использовать реакторы с восходящим и нисходящим потоками. Катализатор обычно помещают в реактор в виде одного или более неподвижных слоев, в которых частицы катализатора поддерживает механическая подложка, через которую сравнительно свободно проходит реакционный раствор. Часто предпочитают один слой катализатора, хотя можно использовать и много слоев одного и того же или разных катализаторов, или один слой с разными катализаторами, например различающимися по размеру частиц каталитически активного металла или по содержанию металла, или катализатор с другими веществами, такими как абразивы, для его защиты. Часто используют механическую подложку в виде плоского сита или сетки, состоящей из параллельных проволочек, расположенных соответствующим образом. Другие способы поддержки катализатора включают, например, трубчатое сито Джонсона или перфорированную пластинку. Внутренние элементы и поверхности реактора и механическую подложку для слоя катализатора изготавливают из материала, устойчивого к коррозии при контакте с кислым реакционным раствором полученных продуктов. Наиболее подходящие подложки для слоев катализатора имеют отверстия примерно 1 мм или менее и изготовлены из металлов, таких как нержавеющая сталь, титан или Хастеллой С.
В предпочтительном варианте изобретения водный раствор загрязненной ароматической карбоновой кислоты, которую надо очищать, вводят в реакционный сосуд при повышенной температуре и давлении в верхней части реактора или близко к ней и раствор подают нисходящим потоком через слой катализатора, содержащийся в реакционном сосуде, в присутствии водорода, причем примеси восстанавливаются водородом часто с образованием гидрированных продуктов, лучше растворимых в реакционной среде, чем целевая ароматическая карбоновая кислота, или менее интенсивно окрашенных или влияющих на окраску продукта. В предпочтительном варианте жидкую реакционную смесь очистки, содержащую ароматическую карбоновую кислоту и гидрированные примеси, удаляют из реакционного сосуда в нижней части реактора или близко от нее или со дна реактора.
Реакторы, используемые для очистки, могут работать несколькими способами. В одном случае в реакторе можно поддерживать заданный уровень жидкости и при данном давлении в реакторе подавать водород со скоростью, достаточной для поддержания заданного уровня жидкости. Разность между реальным давлением водорода и давлением паров испаренного раствора для очистки в головном погоне реактора равна парциальному давлению водорода в головном погоне. Альтернативно водород можно подавать в смеси с инертным газом, таким как азот, или водяным паром, и в этом случае разность между реальным давлением водорода и давлением паров испаренного реакционного раствора равна сумме парциальных давлений водорода и примеси инертного газа. В этом случае парциальное давление водорода можно рассчитать исходя из известных относительных количеств водорода и инертного газа в смеси.
В другом варианте работы реактор можно заполнить водным реакционным раствором без парового пространства, но с пузырем водорода в верхней части или в головке реактора; этот пузырь расширяется или сжимается в размере, обеспечивая объем в головке реактора, так что подаваемый в реактор водород растворяется во входящем реакционном растворе очистки. В таком варианте реактор работает как гидравлически заполненная система с растворенным водородом, подаваемым в реактор с помощью регулирования потока. Концентрацию водорода в растворе можно варьировать, задавая скорость потока водорода в реактор. При желании можно рассчитать псевдопарциальное давление водорода исходя из концентрации водорода в растворе, которую, в свою очередь, можно коррелировать со скоростью потока водорода в реактор.
При регулировании процесса путем задания парциального давления водорода предпочтительно, чтобы парциальное давление водорода в реакторе находилось в интервале от половины до примерно 15 кг/см2 или больше в зависимости от давления в реакторе, концентрации примесей в неочищенной ароматической карбоновой кислоте, активности и срока работы катализатора и других параметров, понятных специалистам в этой области. В случае когда процесс регулируется прямым заданием концентрации водорода в растворе сырья, раствор обычно бывает менее насыщен водородом и сам реактор является гидравлически заполненным. Таким образом, установление нужной скорости подачи водорода в реактор позволяет адекватно регулировать концентрацию водорода в растворе.
Объемная скорость, определенная как масса неочищенной ароматической кислоты на массу катализатора в час, в ходе гидрирования обычно составляет примерно 1-25 ч-1 и предпочтительно примерно 2-15 ч-1. Время контакта жидкого потока для очистки в слое катализатора будет разным в зависимости от объемной скорости.
Чистую ароматическую карбоновую кислоту с пониженной концентрацией примесей по сравнению с сырой или другой неочищенной ароматической карбоновой кислотой, использованной для приготовления раствора очистки, выделяют из жидкой реакционной смеси очистки. Реакционную смесь очистки, содержащую водный растворитель с растворенной в нем ароматической карбоновой кислотой и гидрированными ароматическими примесями, лучше растворимыми в водной реакционной среде, чем их негидрированные предшественники, охлаждают для выделения чистой формы твердой ароматической карбоновой кислоты с пониженным содержанием примесей реакционной смеси, оставляя жидкий маточный раствор очистки, в котором находятся растворенные гидрированные примеси. Выделение обычно достигается путем охлаждения до температуры кристаллизации, которая достаточно низка для кристаллизации ароматической карбоновой кислоты, что приводит к выделению кристаллов из жидкой фазы. Температура кристаллизации достаточно высока, так что растворенные примеси и продукты их восстановления, образовавшиеся после гидрирования, остаются растворенными в жидкой фазе. Обычно температура кристаллизации находится в интервале до 160°С и предпочтительно до примерно 150°С. При непрерывной работе выделение обычно включает отбор реакционной смеси очистки из реактора очистки и кристаллизацию ароматической карбоновой кислоты в одном или более сосудах для кристаллизации. При проведении последовательных стадий или работе в раздельных сосудах кристаллизации температура на различных стадиях или в разных сосудах может быть одной и той же или различной и предпочтительно может снижаться от стадии или сосуда к следующей стадии или сосуду. Кристаллизация обычно также приводит к образованию промывной жидкости из реакционной смеси очистки, которую можно выделить конденсацией и вернуть на одну или более стадии очистки, одну или более стадии кристаллизации в восходящем потоке или в предпочтительных вариантах изобретения на разделение растворителя - монокарбоновой кислоты - и водяного пара в паровой фазе высокого давления после жидкофазного окисления. Жидкость, содержащую воду, которая предпочтительно представляет собой обогащенную водой жидкость, выделенную в виде второй жидкой фазы при разделении отходящего газа согласно предлагаемому способу, предпочтительно добавлять к продукту кристаллизации, выделенному из реакционной смеси очистки, отобранной при стадийной кристаллизации либо прямо, либо, что более предпочтительно, косвенно в одну или более промывных жидкостей для продукта кристаллизации.
Затем очищенную кристаллическую ароматическую карбоновую кислоту отделяют от маточного раствора очистки, содержащего растворенные гидрированные примеси. Отделение кристаллического очищенного продукта обычно проводят центрифугированием или фильтрацией. Предпочтительное разделение включает фильтрацию водной суспензии чистой ароматической карбоновой кислоты и промывку осадка на фильтре жидкостью, содержащей воду, как описано в патенте США 5175355, который включен здесь ссылкой. Обогащенная водой вторая жидкая фаза после разделения отходящего газа разделения, как описано здесь, является предпочтительной жидкостью, содержащей воду, для использования в качестве промывной жидкости для чистой ароматической карбоновой кислоты.
Маточный раствор очистки, остающийся после выделения твердой очищенной ароматической карбоновой кислоты из реакционной смеси очистки, содержит воду и гидрированные производные побочных продуктов или примесей, присутствующих в исходной неочищенной ароматической карбоновой кислоте. Маточный раствор обычно также содержит небольшие количества ароматической карбоновой кислоты, которая остается в растворе. Такие гидрированные производные включают соединения, которые можно превратить в ароматическую карбоновую кислоту жидкофазным окислением, и соответственно в предпочтительных вариантах изобретения по меньшей мере часть таких гидрированных производных подают прямо или косвенно на жидкофазное окисление. Оставшуюся в маточном растворе ароматическую карбоновую кислоту также можно подать прямо или косвенно на жидкофазное окисление после отделения таких гидрированных производных или более предпочтительно вместе с ними. Подачу таких производных и ароматической карбоновой кислоты на окисление традиционно осуществляют путем подачи по меньшей мере части маточного раствора, оставшегося после отделения твердой чистой формы ароматической карбоновой кислоты, на стадию жидкофазного окисления. Вода, содержащаяся в маточном растворе очистки, может нарушить баланс воды в окислении, если вода из маточного раствора, подаваемого на окисление, не будет учтена в других потоках, которые можно вернуть на окисление. Подачу гидрированных примесей в маточном растворе очистки как таковых или предпочтительно в комбинации с ароматической карбоновой кислотой, присутствующей в маточном растворе, на жидкофазное окисление предпочтительно осуществлять без нарушения баланса воды в окислении. Более предпочтительно по меньшей мере часть и наиболее предпочтительно практически весь маточный раствор, остающийся после отделения твердой очищенной ароматической карбоновой кислоты от жидкой реакционной смеси очистки, подавать прямо или косвенно в секцию отделения отходящего газа согласно изобретению, где он используется в качестве флегмы, как описано выше. Реактор очистки, конфигурации слоев катализатора и детали работы, а также подробные методики кристаллизации и выделения продукта и оборудование, используемое в способе согласно данному изобретению, более подробно описаны в патентах США 3584039, 4626598, 4629715, 4782181, 4892972, 5175355, 5354898, 5362908 и 5616792, которые включены ссылками.
Фиг.1 иллюстрирует более подробно варианты способа производства ароматических карбоновых кислот и аппарата для отделения отходящего газа согласно изобретению. Как показано на фигуре и описано с конкретными ссылками на производство выбранной ароматической карбоновой кислоты - терефталевой кислоты - жидкофазным окислением пара-ксилола как предпочтительного сырья в жидкофазной реакционной смеси, содержащей воду и уксусную кислоту в качесте растворителя - монокарбоновой кислоты - для окисления и отделения отходящего газа, содержащего уксусную кислоту, воду и побочные продукты окисления, и на дополнительные предпочтительные варианты и особенности изобретения, согласно которому окисление и отделение отходящего газа интегрированы с дополнительными стадиями, включая выделение и отделение сырого продукта жидкофазного окисления, очистку продукта жидкофазного окисления и различных дополнительных побочных продуктов и средства утилизации энергии, становится понятно, что конкретные варианты, особенности, подробности и предпочтения описаны для того, чтобы помочь в понимании изобретения, но не ограничивать его или его особенности в любом аспекте или варианте.
Способ, проиллюстрированный на фиг.1, также отражает предпочтительные варианты предлагаемого способа, в которых жидкофазное окисление, отделение отходящего газа и очистка интегрированы таким образом, что полученная жидкофазным окислением сырая ароматическая карбоновая кислота подается на очистку для образования раствора очистки, отходящий газ высокого давления со стадии окисления подается на разделение отходящего газа, жидкая фаза после разделения отходящего газа используется в качестве жидкости для очистки, а флегма для разделения содержит маточный раствор со стадии очистки; однако понятно, что изобретение не следует рассматривать как ограниченное только представленной на фигуре комплексной схемой, т.к. изобретение включает различные последовательные, последовательно-параллельные и другие интегрированные и неинтегрированные конфигурации. Согласно примерам продукт, содержащий ароматическую карбоновую кислоту и побочные продукты нескольких реакций жидкофазного окисления, можно подать на одну стадию очистки, на которую подают в качестве жидкости жидкую фазу, выделенную при разделении отходящего газа от паровой фазы высокого давления после одной или более стадий жидкофазного окисления. В качестве дополнительных примеров сырой продукт после однократного жидкофазного окисления можно очищать в отдельных аппаратах для очистки, соединенных параллельно, при наличии паровой фазы высокого давления после окисления жидкости, из которой отделен отходящий газ для выделения обогащенной водой жидкой фазы, практически не содержащей побочных продуктов окисления растворителя, и ее подаче либо в один, либо оба таких аппарата, а также это служит альтернативой или дополнением к способу, в котором неочищенную ароматическую карбоновую кислоту после окисления или процесса очищают способом очистки или стадий способа, описанного здесь.
На фигуре также представлен аппарат для разделения согласно изобретению и также следующим вариантам изобретения, в которых аппарат интегрирован в другое оборудование, такое как реакционный сосуд для жидкофазного окисления.
Жидкие и газовые потоки и вещества, участвующие в способе, представленном на фиг.1, обычно подают и переносят через подходящие транспортные линии, трубы и трубопроводы, изготовленные из соответствующих материалов для безопасного использования в способе. Понятно, что отдельные элементы можно механически накладывать друг на друга и они могут содержать, там, где это нужно, гибкие области, жесткие области или и те, и другие. Для подачи потоков или соединений можно использовать промежуточные аппараты или необязательные виды обработки. Например, можно использовать соответствующие насосы, краны, коллекторы, расходомеры для газа и жидкости и распределители, устройства для отбора проб и сенсорные устройства и другое оборудование для мониторинга, регулирования, установления и изменения давления, потоков и других рабочих параметров.
На фигуре аппарат разделения 330 представляет собой колонну с замкнутым внутренним пространством, приспособленную для приема паровой фазы высокого давления, удаленной из реактора окисления 110 в потоке 111, и для отвода второй паровой фазы высокого давления через выход газа 334. Она также включает входы 336 и 344 для подачи флегмы из внешних источников, таких как потоки с других стадий способа или из промежуточных сосудов. Между входами флегмы 336 и 344 расположен выход 345 для удаления второй жидкой фазы, собранной в колонне. Структура внутреннего пространства колонны между входом для приема паровой фазы высокого давления из реактора окисления 110 и входом флегмы 336 создает внутри зону разделения.
Устройство для разделения сконструировано так, что здесь можно практически разделить монокарбоновую кислоту C1-8 и воду в верхнем погоне газа при высоком давлении и температуре реактора окисления, подаваемом в устройство, и предпочтительно распределить побочные продукты жидкофазного окисления с образованием первой жидкой фазы, обогащенной монокарбоновой килотой, и второй жидкой фазы, обогащенной водой, но практически не содержащей растворителя и побочных продуктов его окисления, образовавшихся при жидкофазном окислении, и второй паровой фазы высокого давления, содержащей воду и не содержащей растворителя и побочных продуктов окисления ароматического сырья жидкофазного окисления. В предпочтительных вариантах прямая связь или тесное взаимодействие реактора окисления и устройства для разделения усиливаются благодаря прямому связыванию или с помощью подходящих трубопроводов или других труб между одним или более входами в сосуд для реакции окисления и одним или более вводами газа в устройство для разделения, чтобы паровая фаза в условиях жидкофазной реакции отводилась из реакционного сосуда и подавалась в устройство для разделения при той же температуре или тех же температуре и давлении, что в секции реакции.
Секция фракционирования аппарата для разделения устроена с множеством теоретических равновесных стадий, таких как образуемые внутренними тарелками, структурной набивкой, комбинациями тарелок и набивки или другими структурами или их комбинациями, формирующими поверхности внутри устройства для массопереноса между газовой и жидкой фазами, находящимися в устройстве. Образуется по меньшей мере примерно 20 теоретических равновесных стадий. Эффективность разделения возрастает с увеличением числа теоретических равновесных стадий при прочих равных условиях, так что теоретический верхний предел числа равновесных стадий в аппарате разделения согласно изобретению отсутствует. Однако для практических целей такое разделение, при котором растворитель - монокарбоновая кислота - в паровой фазе высокого давления, поданной в устройство для разделения, практически отбирался бы в жидкой фазе, можно осуществить с помощью по меньшей мере примерно 20 и предпочтительно по меньшей мере примерно 25 теоретических равновесных стадий, в то время как разделение, достигаемое с помощью примерно 100 таких стадий, требует дополнительных стадий и становится экономически неэффективным.
В предпочтительном устройстве для разделения со структурной набивкой находится по меньшей мере примерно 3 слоя или зоны набивки и более предпочтительно примерно 4-8 таких слоев, обеспечивающих адекватную поверхность и теоретические равновесные стадии для разделения. Примером подходящего материала для набивки является структурированный Flexipac от KGGP LLC в форме тонких листов гофрированного металла, расположенных с переменным скрещиванием, что создает проточные каналы, пересечения которых образуют точки перемешивания жидкой и паровой фаз. Предпочтительное устройство для разделения с тарелками включает примерно 30-90 тарелок, по меньшей мере примерно 70% которых расположены между вводом газа высокого давления 338, подаваемого в устройство для разделения из реакционного сосуда, как это лучше всего видно на фиг.2, и по меньшей мере одним вводом для жидкой флегмы. Предпочтительны тарелки в виде сит или барботажных колпачков с эффективностью разделения примерно 30-60%. Число тарелок для данного числа теоретических равновесных стадий можно рассчитать путем деления числа стадий на эффективность тарелки.
При реализации способа газовая и жидкая фаза, поданные в устройство для разделения, находятся там при повышенных температурах и содержат воду, растворитель - монокарбоновую кислоту - и другие коррозионные компоненты, например соединения брома и продукты их диссоциации, такие как бромид водорода, которые присутствуют в газовом верхнем погоне реактора окисления, когда используемый для окисления катализатор содержит источник брома. Поэтому в предпочтительных вариантах изобретения внутренняя структура и другие элементы аппарата для разделения, которые при работе контактируют с газами и жидкостями, изготовлены из подходящих металлов, устойчивых к коррозии и другим повреждениям в результате этого контакта. Предпочтительным материалом для конструирования таких поверхностей, включая тарелки, набивку или другую структуру секции фракционирования, является металлический титан. На поверхности титана в таких структурах могут накапливаться нежелательные отложения, содержащие оксиды железа из примесей, присутствующих в жидкостях, циркулирующих в оборудовании. Способы регулирования накопления осадков из оксидов железа или содержания растворимых примесей железа в рабочих жидкостях описаны в патентах США 6852879 и 2002/374719, которые включены здесь ссылкой.
В варианте изобретения, представленном на чертежах, устройство для разделения 330 представляет собой дистилляционную колонну высокого давления со многими тарелками, конкретные примеры которых 333 и 337 лучше всего видны на фиг.2. Кроме того, как видно на фиг.2, колонна включает по меньшей мере один более низкий выход 332 для отвода жидкости из колонны, например, на окисление. Ввод газа 338 расположен в нижней части колонны для приема отходящего газа из реактора окисления и отверстие 334 находится в верхней части для отвода второй паровой фазы высокого давления как газа на выходе. Для стадийного разделения согласно изобретению область между вводом газа 338 и вводом жидкой флегмы 344 включает тарелки, соответствующие теоретическим равновесным стадиям для практического разделения растворителя - монокарбоновой кислоты - и воды в паровой фазе высокого давления, отведенной со стадии жидкофазного окисления на первой стадии или в первой части колонны 330. Тарелки, расположенные между вводом флегмы 344 и выходом второй жидкости 345, соответствующие теоретическим равновесным стадиям для разделения побочных продуктов окисления ароматического сырья и воды с распределением таких побочных продуктов в жидкой флегме, образуют вторую часть секции разделения в колонне. Тарелки, расположенные между выходом жидкости 345 и вводом флегмы 336, представленные под номерами 333 и 337, образуют теоретические стадии для разделения побочных продуктов окисления растворителя - монокарбоновой кислоты - и воды в третьей части секции разделения. Выход жидкости 332 расположен на дне для отвода первой жидкой фазы, которая обогащена растворителем - монокарбоновой кислотой, отделенной от отходящего газа окисления в первой части секции разделения. А тарелка с сильфоном, воронкой и накопительным каналом или другими средствами слива по ее окружности, номер 339, находится на связи с выходом жидкости 345 и адаптирована для сбора второй жидкой фазы флегмы, протекающей через разделение, и отвода через выход 345. Вывод 345 в комбинации с внутренней структурой аппарата разделения для сбора флегмы между тарелками или между слоями набивки или в другой структуре секции фракционирования, такой как сборник 339, образуют боковой отвод из колонны для сбора и отвода второй жидкой фазы, обогащенной водой, которую выделили в аппарате.
Обращаясь снова к фиг.1, видим, что аппарат разделения приспособлен для приема паровой фазы высокого давления из секции реакции жидкофазного окисления 110. В некоторых вариантах аппарат согласно изобретению включает аппарат для разделения в комбинации с по меньшей мере одним реактором жидкофазного окисления на связи с аппаратом разделения, так что газ высокого давления из верхнего погона, отведенный из сосуда по меньшей мере через одно отверстие для газа верхнего погона, такое как 116, поступает в устройство для разделения. В таких вариантах реакционный сосуд 110 предпочтительно включает практически цилиндрическую оболочку, которая ограничивает практически закрытый внутренний объем. При работе в нижней части внутреннего объема находится жидкая реакционная масса, а отходящий газ реакции в верхнем погоне занимает часть внутреннего объема над уровнем жидкости. Внутренний объем находится на связи с наружным пространством реакционного сосуда через множество входов, примером которых является 112 на фиг.1, через который жидкое ароматическое сырье, растворитель и раствор катализатора подают из сосудов хранения жидкости (не показаны), а сжатый воздух или другой источник газообразного кислорода подают из компрессора или другого подходящего устройства (не показано) через соответствующие транспортные линии переноса (не показаны). Вводы предпочтительно располагают так, что жидкие и газообразные компоненты подают ниже уровня жидкости внутри сосуда. Реакционный сосуд также имеет по меньшей мере один выход, такой как 114, для отвода из внутреннего объема жидкой реакционной смеси, которая содержит сырой продукт, включая ароматическую карбоновую кислоту и побочные продукты окисления. Реакционный сосуд 110 также содержит по меньшей мере одно отверстие или выход, такой как 116, для удаления из внутреннего объема сосуда паровой фазы высокого давления, испарившейся из жидкой реакционной массы. Отверстие 116 предпочтительно располагать в верхней части работающего сосуда.
Предпочтительная конструкция реакционного сосуда выполнена в виде цилиндрического сосуда с центральной осью, располагающейся при работе сосуда практически вертикально. Сосуд приспособлен для использования вместе с механизмом для перемешивания 120, содержащим стержень с одной или более лопастями на нем, который может вращаться внутри реакционного сосуда и перемешивать жидкую реакционную смесь во время работы. В предпочтительных вариантах изобретения для перемешивания газообразных и жидких компонентов в жидкой реакционной массе на стержне располагаются по меньшей мере две лопасти или перемешивающих элемента, чтобы избежать осаждения твердых веществ в нижних частях сосуда. Для перемешивания реакционной системы жидкофазного окисления пригодны и предпочтительно используются в разных комбинациях аксиальные лопасти, обычно в форме пропеллеров, радиальные прямоточные смесители, такие как дисковые турбины с плоскими лопастями, диспергирующие диски, винтовые резиновые перемешивающие элементы, турбины с наклонными лопастями по ходу и противоходу потока, мешалки якорного типа, обеспечивающие преимущественно танценциальный поток, и другие конструкции, обеспечивающие более высокое содержание твердых веществ в низших областях жидкой реакционной смеси и более высокое содержание в верхних областях, которое может изменяться по высоте жидкой массы. Другие конструкции раскрыты в патенте США 5198156, где описано использование различных элементов с радиально направленными вращающимися лопастями на плоском валу с пустотелыми лопастями и дискретным ребром, непрерывной сбегающей кромкой, при отсутствии внешних вогнутых поверхностей и с открытым внешним торцом, которые преимущественно используют в сочетании с вертикальной трубкой или перфорированным разбрызгивателем для подачи газа, а также в патенте США 5904423, в котором описан миксер, в котором перемешивающие элементы располагаются на центральном вращающемся валу под нисходящим углом и клинообразно направлены в сторону движения жидкости с радиально расположенными внутренними концами движущихся ребер лопастей, отогнутых под углом наружу по отношению к движению лопастей, и приспособлены для подачи газа из нижней части перемешивающих элементов в центральную полость, образованную коническим диском на конце вала.
По меньшей мере такие части реакционного сосуда, как вал мешалки и детали, которые в процессе работы контактируют с жидкой реакционной смесью и газом верхнего погона, изготовлены из коррозионно-устойчивых материалов. Примеры включают металлический титан, который является предпочтительным, сплавы и двухфазные нержавеющие стали.
Согласно предпочтительному варианту способа, представленному на фиг.1, жидкое сырье, содержащее по меньшей мере примерно 99 мас.% пара-ксилола, водный раствор уксусной кислоты, предпочтительно содержащий примерно 70-95 мас.% уксусной кислоты, растворимые соединения кобальта и марганца, такие как соответствующие ацетаты, в качестве источников каталитически активных в окислении металлов, бром в виде, например, бромида водорода, в качестве промотора катализатора и воздух непрерывно подают в реакционный сосуд окисления 110, который представляет собой работающий под давлением корпусный реактор с мешалкой, через входы, один из которых показан для иллюстрации под номером 112. Растворитель и исходный пара-ксилол подают с такими скоростями, чтобы массовое соотношение растворителя и сырья составляло от 2:1 до примерно 5:1. Источники кобальта и марганца предпочтительно используют в количествах примерно 100-800 м.д. по массе каждого в расчете на массу исходного пара-ксилола. Бром предпочтительно используют в таком количестве, чтобы атомное соотношение брома и каталитически активных металлов составляло от примерно 0.1:1 до примерно 1.5:1.
Перемешивание достигается вращением мешалки 120, вал которой приводится в движение от внешнего источника (не показан), который заставляет двигаться лопасти на валу, находящиеся в массе жидкости в реакторе, перемешивая жидкости и диспергируя газы в массе жидкости, с тем чтобы избежать осаждения твердых веществ в нижних областях. Катализатор и промотор, каждый предпочтительно в виде раствора в уксусной кислоте, подают в жидкую массу в реакционном сосуде. Воздух подают снизу по траектории развертки нижней лопасти со скоростью, необходимой для достижения соотношения по меньшей мере 3 моля молекулярного кислорода на моль ароматического сырья.
пара-Ксилол окисляется в жидкой реакционной смеси с перемешиванием в реакторе 110 преимущественно до терефталевой кислоты, но образуя также побочные продукты, в том числе продукты неполного и промежуточного окисления, такие как 4-карбоксибензальдегид, 1,4-гидроксиметилбензойная кислота и п-толуиловая кислота, и другие продукты типа бензойной кислоты. Твердые продукты реакции, содержащие терефталевую кислоту и побочные продукты окисления пара-ксилола, осаждаются из жидкой реакционной смеси, а меньшие количества продуктов остаются растворенными в жидкости. Содержание твердых веществ в жидкой суспензии обычно составляет примерно 50 мас.% и предпочтительно примерно 20-40 мас.%. Вода также образуется в качестве продукта реакции окисления. Реакция окисления является экзотермической, и выделяющееся тепло вызывает кипение жидкой реакционной смеси и образование паровой фазы верхнего погона, содержащей испаренную уксусную кислоту, водяной пар и газообразные побочные продукты реакции окисления, оксиды углерода, азот из воздуха, подаваемого в реакцию, и непрореагировавший кислород. Паровая фаза может также включать небольшие количества непрореагировавшего пара-ксилола. Внутренний объем реактора 110 сохраняется под давлением, достаточным для сохранения жидкой фазы в реакционной смеси, предпочтительно примерно 5-21 кг/см2. Паровой верхний погон отводят из реактора через отверстие 116. Содержимое реактора поддерживают при рабочей температуре в интервале примерно 160-225°С в зависимости от скорости удаления паровой фазы с учетом также температур и скоростей потоков, отводимых из реактора и возвращаемых в реактор, как описано ниже.
Жидкий отходящий продукт, содержащий твердые продукты окисления пара-ксилола, включая терефталевую кислоту, суспендированную в жидкой реакционной смеси, содержащей также растворенный пара-ксилол, побочные продукты окисления и каталитически активный металл, удаляют из реакционного сосуда 110 через выход для суспензии 114 и подают в потоке 115 в секцию кристаллизации для выделения твердого продукта окисления, содержащего терефталевую кислоту и побочные продукты окисления пара-ксилола.
В варианте изобретения, представленном на фиг.1, кристаллизацию проводят в нескольких сосудах кристаллизации с перемешиванием, 152 и 156, которые связаны между собой потоком для переноса полученной суспензии из 152 в сосуд 156. Охлаждение в сосудах кристаллизации осуществляют путем сброса давления и охлаждения суспензии в сосуде 152 до температуры примерно 150-190°С и затем примерно 110-150°С в сосуде 156. Один или более сосудов кристаллизации, такие как 154 и 158, служат соответственно для отвода в теплообменники (не показаны) пара, образовавшегося в результате снижения давления и испарения жидкости. Пар, отведенный из одного или более последовательно расположенных сосудов кристаллизации, таких как сосуд 152, в теплообменник, предпочтительно сконденсировать и жидкий конденсат, содержащий воду, растворитель - уксусную кислоту - и растворимые продукты и побочные продукты окисления, можно подавать в один или более сосудов кристаллизации по нисходящему потоку, такой как 156, для выделения кристаллизующихся компонентов, таких как терефталевая кислота и побочные продукты окисления, поступающие и конденсирующиеся из пара в одном или более сосудах по ходу потока.
Сосуд кристаллизации 156 связан жидким потоком с устройством разделения 190 твердого вещества и жидкости, которое приспособлено для приема из сосуда кристаллизации суспензии твердого продукта, содержащего терефталевую кислоту и побочные продукты окисления в маточном растворе со стадии окисления, содержащем уксусную кислоту и воду, и для отделения от жидкости сырого твердого продукта, содержащего терефталевую кислоту и побочные продукты. Устройство для разделения 190 представляет собой центрифугу, роторный вакуум-фильтр или пресс-фильтр. В предпочтительных вариантах изобретения устройство для разделения представляет собой пресс-фильтр, приспособленный для замены под давлением растворителя - маточного раствора - в осадке на фильтре на промывную жидкость, содержащую воду. Маточный раствор после окисления, полученный в результате разделения, выходит из устройства разделения 190 в потоке 191 для переноса в резервуар маточного раствора 192. Основная часть маточного раствора подается из резервуара 192 в реактор окисления 110 для возврата в реакцию жидкофазного окисления уксусной кислоты, воды, катализатора и побочных продуктов окисления, растворенных или присутствующих в виде мелких твердых частиц в маточном растворе. Сырой твердый продукт, содержащий терефталевую кислоту и примеси, включая побочные продукты окисления исходного пара-ксилола, подают после промежуточной сушки и хранения или без них из устройства для разделения 190 в сосуд 202 в потоке 197 с образованием раствора для очистки. Сырой твердый продукт суспендируют в реакционном растворе очистки в сосуде 202, который весь или по меньшей мере частично, предпочтительно примерно на 60-100 мас.%, представляет собой вторую жидкую фазу от разделения отходящего газа на воду и уксусную кислоту в паровой фазе, отведенной из реактора 110 в колонну 330, и побочные продукты окисления. Если используют этот раствор, то растворитель, такой как свежая деминерализованная вода или подходящие потоки рецикла, например жидкий конденсат паров, образовавшийся после сброса давления при кристаллизации полученной очищенной терефталевой кислоты, как рассмотрено ниже, можно подавать в резервуар 202 из сосуда 204. Температура суспензии в резервуаре составляет примерно 80-100°С.
Сырой продукт растворяют с образованием реакционного раствора для очистки путем нагревания, например, до примерно 260-290°С в резервуаре 202 или пропуская его через теплообменники (не показаны) по мере подачи в реактор очистки 210. В реакторе 210 реакционный раствор очистки приводят в контакт с водородом под давлением предпочтительно в интервале примерно 85-95 кг/см2.
Часть жидкой реакционной смеси очистки непрерывно отводят из реактора гидрирования 210 в потоке 211 в сосуд кристаллизации 220, где терефталевая кислота с пониженной концентрацией примесей кристаллизуется из реакционной смеси при понижении давления над жидкостью. Полученную суспензию очищенной терефталевой кислоты и жидкости, образовавшуюся в сосуде 220, подают в аппарат для разделения твердых веществ и жидкости 230 по линии 221. Пары, возникшие при сбросе давления в реакторе кристаллизации, можно сконденсировать при пропускании в теплообменники (не показаны) для охлаждения и полученный жидкий конденсат снова направить в процесс, например, в виде возврата в резервуар очищенного сырья 202 по соответствующим транспортным линиям (не показаны). Очищенная терефталевая кислота выходит из устройства для разделения твердого вещества и жидкости 230 в потоке 231. Устройство для разделения твердого вещества и жидкости может представлять собой центрифугу, роторный вакуум-фильтр, пресс-фильтр или комбинацию одного или более фильтров. Вторую жидкую фазу, отобранную из колонны 330, можно направить в устройство для разделения в качестве промывной жидкости для разделения с целью замены деминерализованной воды или уменьшения потребности в ней при окончательной промывке очищенного продукта.
Маточный раствор очистки, из которого полученную твердую очищенную терефталевую кислоту отделяют в сепараторе твердых веществ и жидкости 230, содержит воду, небольшие количества растворенной и суспендированной терефталевой кислоты и примесей, включая гидрированные побочные продукты окисления, растворенные или суспендированные в маточном растворе. Согласно предпочтительному варианту способа, представленному на фиг.1, по меньшей мере часть и предпочтительно весь или практически весь маточный раствор очистки подают в потоке 233 на разделение отходящего газа реакции окисления в дистилляционную колонну высокого давления 330. Маточный раствор очистки, направленный в колонну 330, подают в колонну в нижней точке под номером 344 в качестве жидкой флегмы для разделения. Перенос маточного раствора очистки из устройства для разделения твердых веществ и жидкости 230 в дистилляционную колонну высокого давления также позволяет вернуть терефталевую кислоту и примеси в маточном растворе, такие как побочные продукты - бензойная кислота и п-толуиловая кислота, в реактор окисления 110, где они окисляются или превращаются в терефталевую кислоту, в то время как вода, содержащаяся в маточном растворе очистки, испаряется и орошает дистилляционную колонну, превращаясь в сжатый газ и/или во вторую жидкую фазу, отводимую из колонны, не оказывая значительного влияния на баланс воды при окислении. Перенос маточного раствора очистки из устройства для разделения твердых веществ и жидкости 230 в дистилляционную колонну также уменьшает объем отходящей жидкости, который нужно направлять на обработку жидких стоков, и позволяет вернуть ценную терефталевую кислоту на окисление и обеспечивает, в свою очередь, ее отбор для выделения в кристаллизаторах реакции окисления 152 и 156.
Отходящий газ реакции жидкофазного окисления исходного пара-ксилола в реакционном сосуде 110 отводят из реактора через отверстие 116 и подают в потоке 111 на разделение в колонну 330, которая, как показано на фиг.2, представляет собой дистилляционную колонну высокого давления с большим числом тарелок, предпочтительно примерно с 28-63 теоретическими тарелками, в которую подают флегму через вводы жидкости 336 и 344. Поток пара после окисления подают в колонну 330 предпочтительно при температуре примерно 150-225°С и давлении примерно 4-21 кг/см2 и практически не меньшем, чем в реакторе 110. Как описано выше, на фиг.1 представлен предпочтительный вариант, в котором флегма, подаваемая в колонну, содержит маточный раствор очистки, из которого в устройстве для разделения твердых веществ и жидкости 230 отделяют очищенную твердую терефталевую кислоту. Колонна 330 имеет 80 тарелок, из которых примерно 50-70 расположены ниже ввода 344, а остальные находятся выше ввода флегмы 344, но ниже ввода второй флегмы 336. Вводы 336 и 344 расположены таким образом, что они разделены тарелками, соответствующими по меньшей мере примерно трем теоретическим равновесным стадиям и предпочтительно примерно 3-20 таким стадиям. Согласно предпочтительным вариантам изобретения, представленным на фиг.1, флегма, подаваемая в колонну в точке 336, представляет собой предпочтительно жидкий конденсат, выделенный конденсацией второй паровой фазы высокого давления и температуры, отобранной из дистилляционной колонны 330 в секции конденсации 350 и направленной в колонну в потоке 355, в то время как флегма, подаваемая через ввод флегмы 344 из потока 233, предпочтительно является маточным раствором, направленным в колонну для такого использования после разделения твердых веществ и жидкости и выделения очищенного продукта жидкофазного окисления. Подаваемая в колонну флегма на входе предпочтительно содержит примерно 70-85% объемного потока флегмы, добавляемой в колонну через вводы 344 и 336.
Первую жидкую фазу, обогащенную растворителем жидкофазного окисления - уксусной кислотой - и выделенную из газа высокого давления на входе в колонну 330, вместе с побочными продуктами окисления пара-ксилола, такими как бензойная кислота и п-толуиловая кислота, растворенными в жидкой фазе в колонне 330, собирают в нижней части колонны. Вторую жидкую фазу, которая в основном состоит из воды, но содержит небольшие количества бензойной кислоты и п-толуиловой кислоты - побочных продуктов, растворенных в жидкой фазе, собирают и удаляют из колонны через боковой выход 345. Второй пар высокого давления, содержащий водяной пар, несконденсированные компоненты отходящего газа после окисления и побочные продукты окисления уксусной кислоты, такие как метанол и метилацетат, преимущественно находящиеся в газовой фазе, отводят из колонны в виде газа на выходе через отверстие для головного погона 334.
Первая жидкая фаза, обогащенная уксусной кислотой, образовавшаяся при разделении в дистилляционной 330, выходит из нижней части колонны и предпочтительно ее возвратить прямо или косвенно в реактор окисления 110 в потоке 331. Возврат жидкой фазы на окисление дает растворитель - уксусную кислоту - для реакции окисления и уменьшает потери сырья, т.к. дает возможность превратить в нужные продукты промежуточные и побочные продукты окисления, сконденсированные из паровой фазы после окисления, а также продукты, возвращаемые в колонну вместе с флегмой, содержащей маточный раствор очистки. Вторую жидкую фазу, отобранную из колонны через боковой отвод 345, подают в сосуд 202 с раствором очистки в потоке 357 для образования суспензии сырого продукта и реакционного раствора очистки, который подают в реактор очистки 210. Другие сосуды очистки и приемники для жидкости, в которые может быть направлена обогащенная водой вторая жидкая фаза, включают сосуд кристаллизации 220; эта жидкость может быть использована как чистый растворитель для замены реакционной жидкости очистки, испаренной в кристаллизаторе, и в устройстве разделения твердого вещества и жидкости 230 в качестве промывной жидкости или запорной жидкости. Жидкий конденсат также пригоден для использования вне стадии очистки в качестве промывной жидкости для фильтров.
Газ на выходе из колонны через отверстие 334 направляют в устройства для конденсации 350, которые, как показано на фиг.1, включают конденсаторы 352 и 362 и разделительный резурвуар 372. Предпочтительно проводить конденсацию таким образом, чтобы жидкая сконденсированная вода выделялась при температуре примерно 40-60°С в одну стадию. В варианте, приведенном на фигуре, конденсацию осуществляют путем непрямого теплообмена в конденсаторе 352 с водой при температуре примерно 120-170°С и полученный конденсат направляют в колонну 330 в потоке 355 для добавления к подаваемой флегме 336. Жидкость и несконденсированный газ из конденсатора 352 подают в конденсатор 362 в потоке 361 для конденсации путем охлаждения водой при примерно 30-40°С. Отходящие газ и жидкость из конденсатора 362 направляют в потоке 363 в резервуар 372, в который собирают жидкий конденсат, содержащий воду, и отводят в потоке 373, который можно направлять на другие цели, например для использования в качестве запорной жидкости или потока для продувки. Отходящий из конденсатора газ под давлением отводят в потоке 375.
Вода, используемая в качестве теплообменной жидкости для конденсации второго газа высокого давления из дистилляционной колонны 330, нагревается за счет теплообмена в конденсаторе 350 с образованием водяного пара под давлением, который можно направить в устройство утилизации энергии, такое как паровая турбина 450 в варианте процесса, изображенном на фиг.1. Конденсация в двух или более последовательно расположенных конденсаторах с использованием теплообменных жидкостей с последовательно понижающимися температурами позволяет получить водяной пар при разных давлениях, что повышает эффективность использования водяного пара при разных давлениях в соответствии с разными затратами тепла или энергии на операции с использованием водяного пара.
Несконденсированный отходящий газ после конденсации, отобранный в потоке 375, содержит неконденсируемые компоненты, такие как неизрасходованный кислород после окисления, азот из воздуха, используемого в качестве источника кислорода для окисления, оксиды углерода из воздуха, а также от реакций окисления и следовых количеств непрореагировавшего пара-ксилола и побочных продуктов его окисления, метилацетата, и метанола, и метилбромида, образовавшегося из используемого в окислении бромсодержащего промотора. В варианте, представленном на фигуре, несконденсированный газ практически не содержит водяного пара благодаря практически полной конденсации в жидкий конденсат, выделенный в конденсаторах.
Несконденсированный отходящий газ из конденсатора 350 находится под давлением примерно 10-15 кг/см2, и его можно подавать прямо в устройство утилизации энергии или устройство экологического контроля для удаления коррозионных и горючих соединений до утилизации энергии. Как показано на фиг.1, несконденсированный газ сначала обрабатывают для удаления непрореагировавшего сырья и следов растворителя - уксусной кислоты и продуктов ее реакций, оставшихся в газе. Таким образом, несконденсированный газ подают в потоке 375 в абсоробер высокого давления 380 для поглощения пара-ксилола, уксусной кислоты, метанола и метилацетата без практического падения давления. Поглотительная башня 380 предназначена для приема практически обедненного водой газа, оставшегося после конденсации, и отделения от газа пара-ксилола, растворителя - уксусной кислоты - и продуктов их окисления путем контактирования с одним или более жидким реагентом из скруббера. Предпочтительная конструкция абсорбера, приведенная на фигуре, включает башню 380 с несколькими расположенными внутри тарелками или слоями или структурной набивкой (не показаны), которые создают поверхность для массопереноса между газом и жидкими фазами. Вводы (не показаны) для реагентов промывки в абсорбер в потоках 381 и 383 соответственно расположены в одной или более точках в верхней части и в одной или более точках в нижней части башни. Абсорбер также включает верхнее отверстие 382, через которое промытый газ под давлением, содержащий неконденсируемые компоненты газа, поступающего в абсорбер, отводится в потоке 385, и нижний выход 384 для отбора потока жидкой уксусной кислоты с одним или более компонентами, удаленными при промывке газовой фазы, в том числе пара-ксилолом, уксусной ислотой, метанолом и/или метилацетатом. Донную жидкость удаляют из нижней части башни и подают в реакционный сосуд 110 для повторного использования выделенных компонентов.
Газ под давлением, отведенный из конденсатора 350 или, как показано на фиг.1, из отверстия 382 в абсорбере высокого давления, можно подавать в устройство для экологического контроля 390 для превращения органических компонентов и монооксида углерода в газе из конденсатора или абсорбера в диоксид углерода и воду. Предпочтительным устройством для экологического контроля является ячейка каталитического окисления, предназначенная для приема газа, необязательно его нагревания для облегчения сжигания и подачи газа на катализатор, устойчивый при высокой температуре, нанесенный на ячеистый или другой носитель, который не влияет на поток газа через устройство. Газ верхнего погона из абсорбера 380 направляют в систему экологического контроля 390, которая включает устройство для предварительного нагрева 392 и ячейку каталитического окисления 394. Газ нагревают до примерно 250-450°С в устройстве для предварительного нагрева под давлением примерно 10-15 кг/см2 и пропускают в ячейку окисления 394, где органические компоненты и побочные продукты окисляются в соединения, более безопасные для окружающей среды.
Окисленный газ высокого давления направляют из ячейки каталитического окисления 394 в расширитель 400, который связан с генератором 420. Энергию окисленного газа высокого давления превращают в работу в расширителе 400 и эту работу превращают в электрическую энергию в генераторе 420. Расширенный газ выходит из расширителя, и его можно выпустить в атмосферу предпочтительно после орошения щелочным раствором и/или других видов обработки для регулирования выбросов.
Реферат
Изобретение относится к способам получения ароматических карбоновых кислот. Способ, например, включает: контактирование сырья, содержащего по меньшей мере один замещенный ароматический углеводород, в котором заместители способны к окислению до карбоксильных групп, с газообразным кислородом в реакционной смеси жидкофазного окисления, содержащей монокарбоновую кислоту в качестве растворителя и воду, в присутствии каталитической композиции, предназначенной для окисления замещенного ароматического углеводорода до ароматической карбоновой кислоты, содержащей по меньшей мере один тяжелый металл, в секции реакции при повышенной температуре и давлении, эффективных для сохранения реакционной смеси жидкофазного окисления и образования ароматической карбоновой кислоты и примесей, содержащих побочные продукты реакции, растворенные или суспендированные в реакционной смеси жидкофазного окисления и паровой фазы высокого давления, содержащей растворитель - монокарбоновую кислоту, воду и небольшие количества исходного ароматического углеводорода и побочных продуктов окисления исходного ароматического углеводорода и растворителя - монокарбоновой кислоты; перенос паровой фазы высокого давления, отведенной из секции реакции в секцию разделения, в которой растворитель - монокарбоновую кислоту, воду и побочные продукты окисления разделяют по меньшей мере на одну первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере на одну вторую жидкую фазу, обогащенную водой, и по меньшей мере на одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кис�
Формула
контактирование сырья, содержащего по меньшей мере один замещенный ароматический углеводород, в котором заместители способны к окислению до карбоксильных групп, с газообразным кислородом в реакционной смеси жидкофазного окисления, содержащей монокарбоновую кислоту в качестве растворителя и воду, в присутствии каталитической композиции, предназначенной для окисления замещенного ароматического углеводорода до ароматической карбоновой кислоты, содержащей по меньшей мере один тяжелый металл, в секции реакции при повышенной температуре и давлении, эффективных для сохранения реакционной смеси жидкофазного окисления и образования ароматической карбоновой кислоты и примесей, содержащих побочные продукты реакции, растворенные или суспендированные в реакционной смеси жидкофазного окисления и паровой фазы высокого давления, содержащей растворитель - монокарбоновую кислоту, воду и небольшие количества исходного ароматического углеводорода и побочных продуктов окисления исходного ароматического углеводорода и растворителя - монокарбоновой кислоты;
перенос паровой фазы высокого давления, отведенной из секции реакции в секцию разделения, в которой растворитель - монокарбоновую кислоту, воду и побочные продукты окисления разделяют по меньшей мере на одну первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере на одну вторую жидкую фазу, обогащенную водой, и по меньшей мере на одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой, содержащую водяной пар, так что побочные продукты окисления исходного ароматического углеводорода предпочтительно находятся в первой жидкой фазе, и побочные продукты окисления растворителя - монокарбоновой кислоты предпочтительно находятся во второй паровой фазе высокого давления; и
удаление из секции разделения в отдельных потоках первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, и второй жидкой фазы, обогащенной водой, которая содержит менее 5 мас.% растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, которая практически содержит менее 2 мас.% побочных продуктов окисления исходного ароматического углеводорода.
подачу паровой фазы высокого давления, отведенной из секции реакции, на первую стадию устройства для разделения и флегмы на третью стадию устройства для разделения, с тем, чтобы поток пара с первой на вторую стадию и на третью стадию секции разделения контактировал с противотоком жидкой флегмы с третьей на вторую и на первую стадии секции разделения;
разделение воды и растворителя - монокарбоновой кислоты в противотоке паровой фазы и жидкой флегмы на первой стадии с образованием первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, и
промежуточной паровой фазы высокого давления, обедненной растворителем - монокарбоновой кислотой; и
разделение воды и побочных продуктов в противотоке паровой фазы и жидкой флегмы на второй стадии с отводом побочных продуктов окисления замещенного ароматического углеводорода в жидкую флегму и образованием второй промежуточной паровой фазы высокого давления, содержащей водяной пар; и
разделение воды и побочных продуктов окисления растворителя - монокарбоновой кислоты в противотоке паровой фазы и жидкой флегмы на третьей стадии с образованием второй жидкой фазы, обогащенной водой, содержащей менее 5 мас.% растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, содержащей водяной пар и побочные продукты окисления растворителя - монокарбоновой кислоты и содержащей менее 2 мас.% побочных продуктов окисления исходного ароматического углеводорода.
(a) образование реакционного раствора очистки, содержащего ароматическую карбоновую кислоту и примеси, растворенные или суспендированные в жидкости, содержащей воду;
(b) контактирование реакционного раствора очистки, содержащего ароматическую карбоновую кислоту и примеси, растворенные или суспендированные в жидкости, содержащей воду, при повышенной температуре и давлении с водородом в присутствии катализатора гидрирования с образованием жидкой реакционной смеси очистки;
(c) выделение из жидкой реакционной смеси очистки, содержащей ароматическую карбоновую кислоту и примеси, твердого очищенного продукта, содержащего ароматическую карбоновую кислоту с пониженной концентрацией примесей и маточный раствор очистки;
(d) промывку по меньшей мере одной жидкостью, содержащей воду, полученной твердой очищенной ароматической карбоновой кислоты, выделенной из жидкой реакционной смеси очистки, содержащей ароматичекую карбоновую кислоту, примеси и жидкость, содержащую воду.
по меньшей мере одну стадию жидкофазного окисления, включающего контактирование сырья, содержащего по меньшей мере один замещенный ароматический углеводород, в котором заместители способны к окислению в карбоксильные группы, с газообразным кислородом в реакционной смеси жидкофазного окисления, содержащей растворитель - монокарбоновую кислоту и воду, в присутствии каталитической композиции, предназначенной для окисления замещенного ароматического углеводорода до ароматической карбоновой кислоты, содержащей по меньшей мере один тяжелый металл, в секции реакции при повышенной температуре и давлении, эффективных для поддержания реакционной смеси жидкофазного окисления и образования ароматической карбоновой кислоты и примесей, включающих побочные продукты реакций, растворенные или суспендированные в реакционной смеси жидкофазного окисления, и паровой фазы высокого давления, содержащей воду, монокарбоновую кислоту, непрореагировавший замещенный ароматический углеводород, кислород и побочные продукты реакции; и
по меньшей мере одну стадию очистки, включающую контактирование с водородом при повышенной температуре и давлении в присутствии катализатора, содержащего каталитически активный в гидрировании металл, реакционного раствора очистки, содержащего жидкость, которая содержит воду и растворенные в ней ароматическую карбоновую кислоту и примеси, выделенные из реакционной смеси жидкофазного окисления по меньшей мере от одной стадии жидкофазного окисления с образованием жидкой реакционной смеси очистки, содержащей ароматическую карбоновую кислоту и гидрированные примеси, растворенные в жидкости, содержащей воду; и
по меньшей мере одну стадию разделения отходящего газа, включащую перенос паровой фазы высокого давления, отведенной из секции реакции по меньшей мере одного жидкофазного окисления в секцию разделения, где можно отделить растворитель - монокарбоновую кислоту, воду и побочные продукты окисления в по меньшей мере одну первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере одну вторую жидкую фазу, обогащенную водой, которая практически не содержит растворителя - монокарбоновой кислоты, и по меньшей мере одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой, содержащую водяной пар, так что побочные продукты окисления замещенного ароматического углеводорода предпочтительно попадают в первую жидкую фазу, а побочные продукты окисления растворителя - монокарбоновой кислоты предпочтительно переходят во вторую паровую фазу высокого давления, и удаление из секции разделения второй жидкой фазы, обогащенной водой, которая содержит менее 5 мас.% растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, содержащей менее 2 мас.% побочных продуктов окисления исходного ароматического углеводорода; и
по меньшей мере одну стадию, включающую подачу второй жидкой фазы, обогащенной водой, отобранной из секции разделения при по меньшей мере одной операции отделения отходящего газа, в секцию очистки, так что жидкость, содержащая воду, используемая по меньшей мере на одной стадии очистки или выделения, разделения или промывки продукта, представляет собой жидкий конденсат.
(а) контактирование сырья, содержащего замещенный ароматический углеводород, в котором заместители способны к окислению до карбоксильных групп, с газообразным кислородом в реакционной смеси жидкофазного окисления, содержащей растворитель - монокарбоновую кислоту и воду, и в присутствии каталитической композиции, предназначенной для окисления замещенного ароматического углеводорода до ароматической карбоновой кислоты, содержащей тяжелый металл, в секции реакции при повышенной температуре и давлении, эффективных для сохранения жидкой реакционной смеси и образования ароматической карбоновой кислоты и примесей, содержащих побочные продукты окисления замещенного ароматического углеводорода, растворенные или суспендированные в реакционной смеси жидкофазного окисления, и паровой фазы высокого давления, содержащей растворитель - монокарбоновую кислоту, воду, побочные продукты окисления замещенного ароматического углеводорода и побочные продукты окисления замещенного ароматического углеводорода и растворителя - монокарбоновой кислоты;
(b) выделение из реакционной смеси жидкофазного окисления твердого продукта, содержащего ароматическую карбоновую кислоту и примеси, включая побочные продукты реакции;
(c) растворение или суспендирование твердого продукта, выделенного из реакционной смеси жидкофазного окисления, содержащего ароматическую карбоновую кислоту и примеси, включая побочные продукты окисления замещенного ароматического углеводорода, в жидкости, содержащей воду, по меньшей мере часть которой представляет вторую жидкую фазу, выделенную на стадии (g), с образованием раствора для очистки;
(d) контактирование раствора очистки при повышенной температуре и давлении с водородом в присутствии катализатора гидрирования с образованием жидкой реакционной смеси очистки;
(e) выделение из жидкой реакционной смеси очистки твердого очищенного продукта, содержащего ароматическую карбоновую кислоту с пониженной концентрацией примесей, и жидкого маточного раствора очистки, содержащего воду и побочные продукты окисления исходного замещенного ароматического углеводорода, их гидрированных производных или их комбинаций;
(f) перенос паровой фазы высокого давления со стадии (а), содержащей растворитель - монокарбоновую кислоту, водяной пар, побочные продукты окисления замещенного ароматического углеводорода и побочные продукты окисления растворителя монокарбоновой кислоты, в орошаемую флегмой секцию разделения, где можно разделить растворитель - монокарбоновую кислоту, воду и побочные продукты на по меньшей мере одну первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, и по меньшей мере одну вторую жидкую фазу, обогащенную водой, и по меньшей мере одну вторую паровую фазу высокого давления, обедненную растворителем - монокарбоновой кислотой, содержащую водяной пар, так что побочные продукты окисления замещенного ароматического углеводорода предпочтительно находятся в первой жидкой фазе, и побочные продукты окисления растворителя - монокарбоновой кислоты предпочтительно находятся во второй паровой фазе высокого давления; и
(g) удаление из секции разделения отдельными потоками первой жидкой фазы, обогащенной растворителем - монокарбоновой кислотой, и второй жидкой фазы, обогащенной водой и содержащей менее 5 мас.% растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, и второй паровой фазы высокого давления, содержащей менее 2 мас.% побочных продуктов окисления исходного ароматического углеводорода;
(h) подачу второй жидкой фазы, обогащенной водой, удаленной из секции разделения на стадии (g), на по меньшей мере одну их стадий (с), (d) или (е), так что жидкость, содержащая воду, на по меньшей мере одной из стадий (с), (d) или (е) представляет собой вторую жидкую фазу.
по меньшей мере один нижний ввод газа для приема и подачи на первую стадию секции фракционирования головного погона паровой фазы высокого давления, отведенной из реакционного сосуда для жидкофазного окисления исходного замещенного ароматического углеводорода газообразным кислородом в жидкой реакционной смеси, содержащей растворитель - монокарбоновую кислоту и воду, в условиях сохранения жидкой реакционной смеси и образования головного погона паровой фазы высокого давления, содержащей пары растворителя - монокарбоновой кислоты и воды, образующиеся в реакционном сосуде;
секцию фракционирования во внутреннем объеме сосуда для контактирования газа и жидкой фазы в противотоке через несколько теоретических равновесных стадий, включающую
первую часть, где можно разделить воду и растворитель - монокарбоновую кислоту в паровой фазе высокого давления при контактировании с противотоком флегмы, содержащей компоненты флегмы, полученной с промежуточной стадии секции фракционирования, так что первую жидкую фазу, обогащенную растворителем - монокарбоновой кислотой, отводят во флегму и образуется первая промежуточная паровая фаза, обедненная растворителем - монокарбоновой кислотой, содержащая водяной пар, причем первая часть связана потоком с промежуточной частью секции фракционирования для приема оттуда флегмы и подачи туда первой промежуточной паровой фазы и содержит устройство для направления флегмы, через которую первую жидкую фазу направляют в резервуар для жидкости; и
промежуточную часть, где можно разделить воду и побочные продукты жидкофазного окисления сырья - замещенного ароматического углеводорода в первой промежуточной паровой фазе при контакте с противотоком флегмы, содержащей компоненты флегмы, полученной из верхней части устройства для разделения, так что побочные продукты окисления исходного ароматического углеводорода отбирают во флегму и образуется вторая промежуточная паровая фаза высокого давления, содержащая водяной пар, причем промежуточная часть связана потоком с верхней частью секции фракционирования для приема оттуда флегмы и подачи туда второй промежуточной паровой фазы; и
верхнюю часть, где можно практически разделить воду и побочные продукты жидкофазного окисления растворителя монокарбоновой кислоты по меньшей мере в одной второй промежуточной паровой фазе и во флегме, подаваемой в верхнюю часть, при контакте с противотоком флегмы, так что вторую жидкую фазу, содержащую воду, которая содержит менее 5 мас.% растворителя - монокарбоновой кислоты и побочных продуктов ее окисления, отбирают во флегму и образуется вторая паровая фаза высокого давления, содержащая водяной пар и побочные продукты окисления растворителя - монокарбоновой кислоты и менее 2 мас.% побочных продуктов окисления исходного ароматического углеводорода, причем верхняя часть включает устройство в ее нижней части для сбора по меньшей мере части флегмы, в которую удаляют вторую жидкую фазу;
резервуар для жидкости для приема из первой части секции фракционирования флегмы, в которую удаляют первую жидкую фазу; и
по меньшей мере один выход для жидкости на связи с резервуаром для жидкости для удаления жидкости из аппарата; и
по меньшей мере один вход для жидкости для подачи флегмы в верхнюю область верхней части секции фракционирования;
по меньшей мере один вход для жидкости для подачи жидкой флегмы в верхнюю область нижней части секции фракционирования; и
по меньшей мере один выход для жидкости на связи со сборником для удаления из устройства по меньшей мере части флегмы, в которую удаляют вторую жидкую фазу.
Документы, цитированные в отчёте о поиске
Способ получения ароматических карбоновых кислот и способ получения очищенной нафталиндикарбоновой кислоты
Комментарии