Уплотнительный червяк - RU2705076C2
Код документа: RU2705076C2
Чертежи


Описание
Изобретение относится к уплотнительному червяку для экструзионной системы, а также к имеющей такой уплотнительный червяк экструзионной системе.
Экструдеры служат для изготовления прутков из пластичных материалов, причем материалы смешиваются в экструдере, неоднократно пластифицируются и выдавливаются под высоким давлением из сопла, для того чтобы производить прутки материала.
Экструдеры могут принципиально делиться на два типа, которые отличаются принципами технологического процесса. Обрабатывающие экструдеры служат в основном для придания формы (как правило, одночервячные экструдеры), в то время как смесительные экструдеры служат для химической и/или физической модификации (вхождение в химическую реакцию, смешивание, дегазация и т.д.) материалов (равнонаправленные двухчервячные экструдеры с плотным зацеплением червяков, месители непрерывного действия и т.д.).
Уплотнительные червяки (называемые также прижимными устройствами) используются в качестве побочных агрегатов на экструдере. При этом речь идет, как правило, о червячных транспортерах. Они применяются главным образом для двух целей. С одной стороны они служат для подмешивания продукта или добавок в экструдер. С другой стороны уплотнительными червяками также предотвращается вывод продукта из экструдера через отверстия корпуса экструдера, которые служат, например, для вентилирования или дегазации.
При дегазации в экструдере выделенные пары и газы (так называемый поток паровоздушной смеси) должны отсасываться из пространства продукта. При этом зачастую преобладают очень большие скорости течения газов. Кроме того, при дегазации в экструдере образовываются благодаря расширению и вспениванию материала частицы продукта. Этот эффект возникает, в частности, при дегазации сильно вязкоупругих материалов, в частности эластомеров. Возникающие частицы продукта могут иметь широкий диапазон размеров, который может обычно достигать от < 0,1 мм до нескольких миллиметров. Ввиду высоких скоростей течения газов частицы продукта могут выводиться из экструдера потоком паровоздушной смеси. Теперь благодаря применению уплотнительного червяка на отверстии дегазации с одной стороны предотвращается закупорка отверстия дегазации. С другой стороны уплотнительный червяк служит для того, чтобы улавливать из потока паровоздушной смеси захваченные им частицы продукта. Вследствие этого расположенные ниже по потоку агрегаты, как например отделители, вытяжные установки, вакуумные установки или конденсатные системы, должны защищаться от отложений продукта. Сильный вывод частиц продукта в расположенные ниже по потоку агрегаты привел бы в противном случае к тому, что например отделители должны часто очищаться, вакуумные насосы повреждаются, или конденсатные системы засоряются и испытывают вследствие этого потерю коэффициента полезного действия.
В экспериментах по дегазации каучука было обнаружено, что большое количество частиц продукта выводится, несмотря на уплотнительные червяки. Более подробные наблюдения показали, что из-за высоких скоростей течения газов в витках уплотнительного червяка частицы продукта не прилипают к боковым сторонам профиля или к корпусу уплотнительного червяка, а наоборот отражаются стенками. При обработке вязкоупругих материалов, как например каучук, этот эффект усиливается благодаря высокой упругости частиц. В этом случае силы сцепления не достаточно велики, для того чтобы преодолевать эффект отражения (рикошета).
Исходя из этого уровня техники, в основе изобретения лежала задача улучшить функцию уплотнительного червяка, в частности при дегазации в экструдере. В частности, должен сокращаться вывод частиц продукта через уплотнительный червяк.
Эта задача решается с помощью предметов независимых пунктов формулы изобретения. Предпочтительные варианты осуществления являются предметом соответствующих зависимых пунктов формулы изобретения и проистекают из последующего описания изобретения.
В основе изобретения лежала идея сокращать вывод частиц продукта через уплотнительный червяк вследствие того, что они сначала отделяются из потока паровоздушной смеси, и отделенные частицы продукта затем агломерируются. После этого агломерированные частицы продукта должны возвращаться в экструдер или безопасно, то есть не через присоединяющуюся к уплотнительному червяку вытяжную установку, выводиться из экструзионной системы.
Согласно изобретению эта основная идея изобретения реализуется благодаря тому, что уплотнительный червяк для экструдера, включающий в себя, по меньшей мере, один корпус, а также, по меньшей мере, один установленный внутри корпуса с возможностью вращения подающий червяк, причем между внутренней стороной корпуса и подающим червяком образовано пространство подачи, снабжен на внутренней стороне корпуса, по меньшей мере, на одном участке одним или (предпочтительно) несколькими углублениями.
В качестве соответствующих изобретению "углублений" рассматриваются такие углубления, которые имеют закрытое дно, вследствие чего они отделяются от отверстий, которые в качестве функциональных отверстий имеются также в обычных уплотнительных червяках.
Углубления могут иметь любую форму поперечного сечения и предусматриваться на внутренней стороне корпуса сортировано или несортировано.
Углубления обеспечивают то, что на внутренней стороне корпуса возникают застойные зоны (стагнации) с низкой скоростью течения газов. В этих застойных зонах скорость захваченных газом частиц продукта уменьшается, вследствие чего создаются условия для отложения в пазе. Кроме того, углубления обладают тем преимуществом, что частицы продукта могут агломерироваться в них. В этом случае агломераты не захватываются больше потоком газа и могут либо подаваться обратно в экструдер, либо безопасно выводиться.
Наиболее предпочтительно углубление(я) выполнено/выполнены в виде (по меньшей мере, одного) паза.
Под "пазом" понимается согласно изобретению углубление на внутренней стороне корпуса, длина которого предпочтительно больше и в частности многократно больше, чем его ширина.
Может быть предусмотрено то, что углубления, соответственно, паз предусмотрены (по существу) по всей длине внутренней стороны корпуса. Тем не менее, может быть также предпочтительным предусматривать углубления, соответственно, паз только на одном или нескольких участках внутренней стороны корпуса. Прерывание паза может обеспечивать дальнейшее нарушение потока газа, которое способствует отделению захваченных частиц продукта. Углубления, соответственно, несколько пазов на различных участках могут иметь одинаковую форму углубления, соответственно, паза (ход паза, ширина паза, поперечное сечение паза) или же могут быть также выполнены по-разному. При непрерывном пазе может быть так же предусмотрено, что форма паза выполнена постоянной или изменяющейся.
В предпочтительном варианте осуществления соответствующего изобретению уплотнительного червяка может быть предусмотрено то, что паз проходит (по существу) параллельно к продольной оси уплотнительного червяка. При этом речь идет о простой и потому относительно экономичной возможности реализации. Однако параллельный ход паза может также отличаться особенно хорошим отводом образованных в пазах агломератов.
Однако наиболее предпочтительно может быть предусмотрено то, что паз проходит по спирали.
При этом в этом случае может быть предпочтительно предусмотрено то, что направление хода (правый подъем, левый подъем винтовой линии) паза противоположно направлению (по меньшей мере, одного) проходящего по спирали витка подающего червяка. При этом наиболее предпочтительно угол между пазом и витком подающего червяка может быть предусмотрен в диапазоне от 70° до 110° (по отношению к продольному направлению подающего червяка). Это может иметь то преимущество, что направление основного потока газа в витке червяка (почти) перпендикулярно к пазу, вследствие чего оказывается содействие отделению частиц продукта. Кроме того, вследствие этого может улучшаться вывод агломератов из пазов.
Альтернативный вариант осуществления может предусматривать то, что направление витка червяка соответствует пазу. Вследствие этого паз и виток червяка проходят более или менее параллельно. Это расположение, в частности в комбинации с треугольным поперечным сечением паза, может обладать тем преимуществом, что агломераты наиболее хорошо выводятся из пазов, вследствие чего сокращается опасность "залипания" или медленного "зарастания" паза.
Естественно существует также возможность комбинировать обе альтернативы, причем в этом случае предусмотрены, по меньшей мере, два проходящих по спирали паза, которые имеют противоположное направление хода и таким образом проходят крест-накрест. Тем самым может достигаться комбинация преимуществ обоих ходов паза.
Кроме того, может быть предусмотрено то, что ход паза неравномерен, то есть непостоянен. По меньшей мере, при двух спиралевидных пазах могут быть также различны ходы отдельных пазов, а также их числа витков.
Соответствующее изобретению исполнение уплотнительного червяка улучшает, в частности, отделение частиц продукта из потока газа при использовании уплотнительного червяка для дегазации экструдера экструзионной системы, так что предпочтительно предусмотрено то, что уплотнительный червяк, соответственно, его корпус имеет, по меньшей мере, один выход дегазации, к которому может подключаться установка дегазации с известными из уровня техники компонентами. Однако соответствующее изобретению исполнение уплотнительного червяка имеет также преимущество при подаче материала, так что оно также предпочтительно подходит для использования при подмешивании материала в экструдер.
Соответствующая изобретению экструзионная система включает в себя, по меньшей мере, один экструдер, а также, по меньшей мере, один уплотнительный червяк, как они описаны выше. При этом экструдер включает в себя, по меньшей мере, один корпус экструдера, а также (по меньшей мере, один) установленный в корпусе экструдера с возможностью вращения червяк экструдера. Уплотнительный червяк подключается к экструдеру предпочтительно в поперечном направлении и наиболее предпочтительно в перпендикулярном направлении к продольной оси экструдера.
Говоря об экструдере, речь может идти о любом известном типе экструдеров, в частности о одночервячном экструдере, двухчервячном экструдере (с вращающимися в одном или противоположных направлениях, находящимися или нет в зацеплении червяками), многочервячном экструдере (например, кольцевом экструдере), экструдере с планетарными червяками, а также о ко-кнетере с осциллирующим в осевом направлении червяком. Равным образом речь может при этом идти о (также крупногабаритных) одночервячных или многочервячных кнетерах любого типа конструкции. Однако предпочтительным является исполнение экструдера в виде одночервячного экструдера или вращающегося в одном направлении двухчервячного экструдера.
Соответствующий изобретению уплотнительный червяк подходит, в частности, также для дегазации транспортированного в экструдере, сильно вязкоупругого материала, в частности, эластомера (например, каучука).
Далее изобретение разъясняется более подробно при помощи изображенных на чертеже примеров осуществления.
На чертежах показаны:
фиг.1 - первый вариант осуществления соответствующей изобретению экструзионной системы на схематичном изображении;
фиг.2 - второй вариант осуществления соответствующей изобретению экструзионной системы на схематичном изображении;
фиг.3 - третий вариант осуществления соответствующей изобретению экструзионной системы на схематичном изображении;
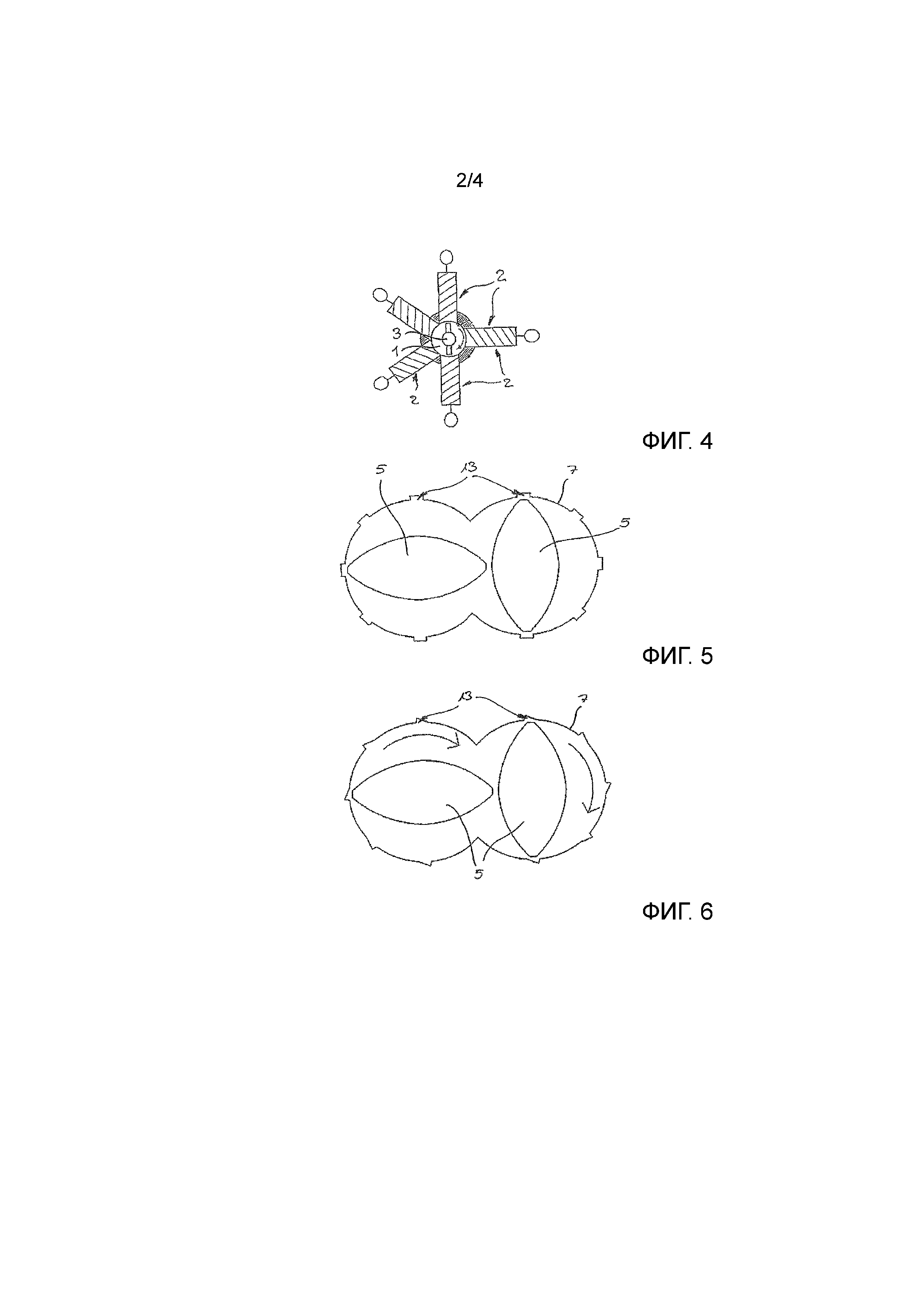
фиг.4 - различные возможности интеграции уплотнительного червяка в соответствующую изобретению экструзионную систему;
фиг.5 - первая форма паза для соответствующего изобретению уплотнительного червяка;
фиг.6 - вторая форма паза для соответствующего изобретению уплотнительного червяка;
фиг.7 - третья форма паза для соответствующего изобретению уплотнительного червяка;
фиг.8 - четвертая форма паза для соответствующего изобретению уплотнительного червяка;
фиг.9 - пятая форма паза для соответствующего изобретению уплотнительного червяка;
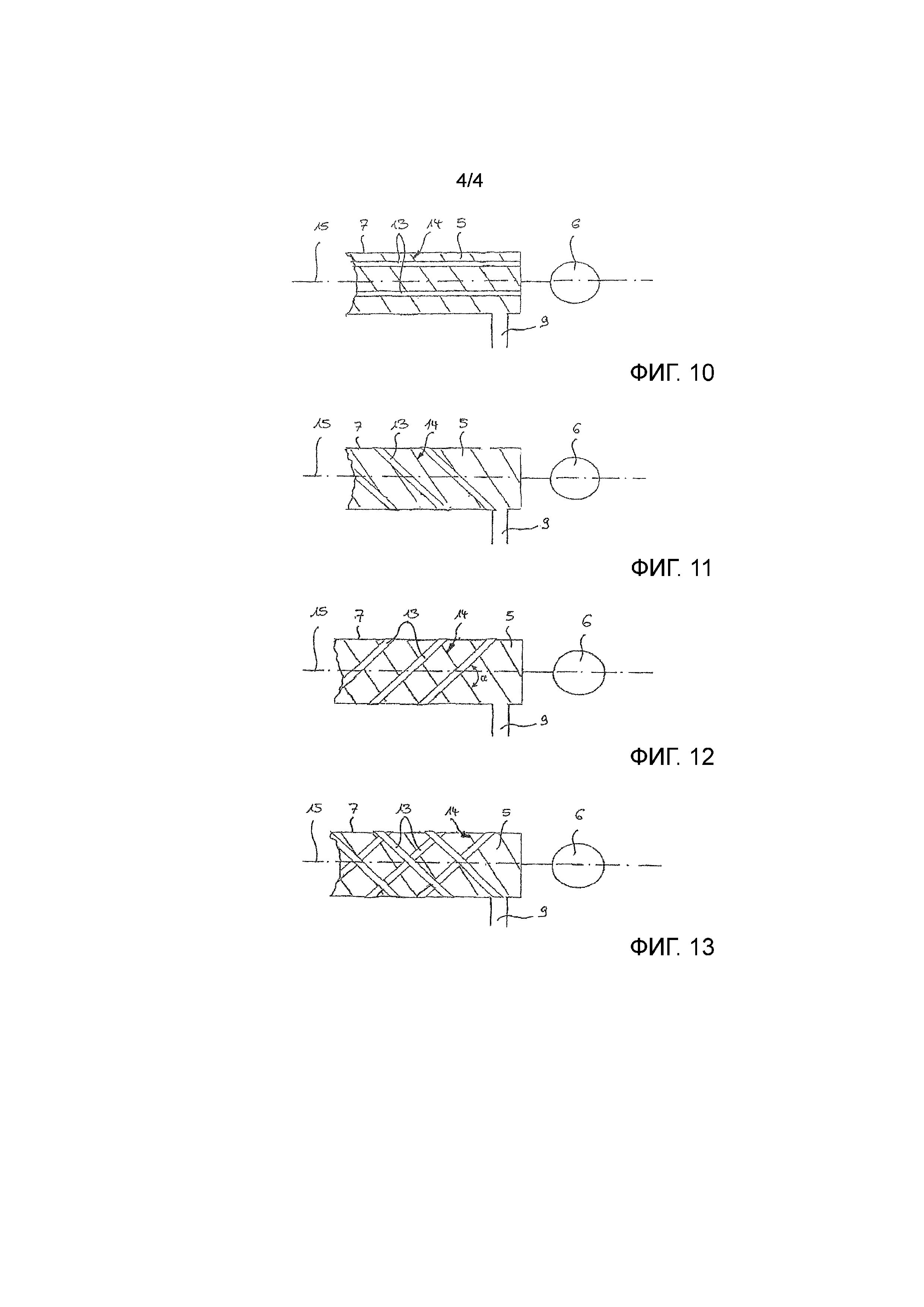
фиг.10 - первый ход паза для соответствующего изобретению уплотнительного червяка;
фиг.11 - второй ход паза для соответствующего изобретению уплотнительного червяка;
фиг.12 - третий ход паза для соответствующего изобретению уплотнительного червяка; и
фиг.13 - четвертый ход паза для соответствующего изобретению уплотнительного червяка.
Соответствующая изобретению экструзионная система имеет экструдер 1, а также, по меньшей мере, один присоединенный к нему уплотнительный червяк 2. Экструдер 1 включает в себя червяк 3 экструдера, который установлен в корпусе 4 экструдера с возможностью приведения во вращательное движение неизображенным приводом. Уплотнительный червяк 2 включает в себя подающий червяк 5, который установлен в корпусе 7 с возможностью приведения во вращательное движение приводом 6. Экструдер 1 может иметь, например, один единственный червяк 3 экструдера, а уплотнительный червяк 2 один единственный подающий червяк 5, как это изображено в качестве примера на фиг.1 и 2. Равным образом существует возможность выполнять экструдер 1 с несколькими червяками 3 экструдера, а уплотнительный червяк 2 – с несколькими подающими червяками 5. Фиг.3 показывает в качестве примера исполнение соответствующей изобретению экструзионной системы с двумя червяками 3 экструдера и двумя подающими червяками 5. В вариантах осуществления с более чем одним подающим червяком 5 являются согласно изобретению предпочтительными вращающиеся в одном или разных направлениях, находящиеся в плотном зацеплении исполнения.
Уплотнительный червяк 2 соответствующей изобретению экструзионной системы может быть предусмотрен в качестве подающего органа, при помощи которого продукт и/или одна или несколько добавок подводятся к уже находящемуся в экструдере 1 продукту. Фиг.2 показывает в качестве примера соответствующее исполнение соответствующей изобретению экструзионной системы с входом 8 в корпусе 7 уплотнительного червяка 2, через который подается продукт.
Уплотнительный червяк 2 может быть также предусмотрен для дегазации экструдера 1 (см. фиг.1). В этом случае корпус 7 уплотнительного червяка снабжен выходом 9 для подключения вытяжной установки 10.
В образованном между червяком(ами) 3 экструдера и корпусом 4 экструдера кольцеобразном пространстве продукта продукт перемещается благодаря вращению выполненного с проходящими по спирали витками (ходами) 11 червяка(ов) 3 экструдера в обозначенном стрелкой 12 направлении, при этом при необходимости он перемешивается, пластифицируется и уплотняется. Внутренний объем корпуса 4 экструдера и внутренний объем корпуса 7 уплотнительного червяка 2 соединены друг с другом, так что поданный через уплотнительный червяк 2 продукт может вводиться в экструдер 1, соответственно, газ, который образовался в экструдере 1, может отводится через уплотнительный червяк 2.
Уплотнительный червяк 2 может присоединяться к экструдеру 1 в любой ориентации. Фиг.4 показывает различные ориентации для уплотнительных червяков 2. Наряду с вертикальной вниз или вверх, а также горизонтальной (направо или налево) ориентацией также возможна ориентация под наклоном вверх или под наклоном вниз (в каждом случае по отношению к направлению гравитации). Предпочтительными являются горизонтальные или вертикальные (в частности вверх) ориентации. Фиг.1-3 показывают исполнения, в которых уплотнительный червяк 2 расположен в каждом случае перпендикулярно к продольной оси экструдера 1. Альтернативно этому существует, само собой разумеется, также возможность присоединять уплотнительный червяк 2 к экструдеру 1 таким образом, что его продольная ось образует угол с продольной осью экструдера 1, составляющий не 90°, а между 0° и < 90° и, например 45°.
Если несколько уплотнительных червяков 2 комбинируются на экструдере 1, то они могут предусматриваться в различных осевых положениях относительно продольной оси экструдера 1. Также возможно в одном осевом положении экструдера 1 располагать несколько уплотнительных червяков 2 с различной радиальной ориентацией (см. фиг.4), для того чтобы например увеличивать имеющиеся в распоряжении свободные поперечные сечения потока.
Фиг.5-9 схематично показывают различные поперечные сечения, с которыми могут выполняться пазы 13 соответствующих изобретению уплотнительных червяков 2 (здесь в качестве примера с двумя подающими червяками 5 с одним направлением вращения). При этом фиг.5 показывает прямоугольные, а фиг.6 и 7 треугольные поперечные сечения пазов 13. Треугольные поперечные сечения не являются равнобедренными, причем в варианте осуществления с фиг.6 более длинная, проходящая более плоско сторона треугольника расположена сзади в направлении вращения подающих червяков 5 ("выходя в направлении вращения"), в то время как в варианте осуществления с фиг.7 более короткая, проходящая более отвесно сторона треугольника расположена сзади в направлении вращения подающих червяков 5 ("спадая в направлении вращения"). Само собой разумеется, существует также возможность выполнять треугольное поперечное сечение пазов 13 равнобедренным или равносторонним. Поперечное сечение пазов 13 в варианте осуществления с фиг.8 имеет форму дуги и, в частности, полукруга. Кроме того, фиг.9 показывает еще возможность выполнять пазы 13 с неравномерным распределением и/или неодинаковым поперечным сечением (с точки зрения размеров и/или формы поперечного сечения).
Фиг.10-13 показывают различные возможности для хода пазов 13 соответствующих изобретению уплотнительных червяков 2. В варианте осуществления с фиг.10 предусмотрена параллельная ориентация пазов 13 к продольной оси 15 уплотнительного червяка 2, соответственно, подающего червяка 5. При этом речь идет о простом и потому технически экономичном решении. Тем не менее, параллельное расположение, в частности в комбинации с формой пазов согласно фиг.6, может также отличаться наиболее хорошим отводом образованных в пазах 13 агломератов. Вследствие этого может сокращаться опасность "налипаний" в пазах 13 или медленного "зарастания" пазов 13.
В варианте осуществления с фиг.11 пазы 13 уплотнительного червяка 2 проходят по спирали, а именно с тем же направлением хода (правый подъем винтовой линии), как и проходящие также по спирали витки 14 подающего червяка 5. Таким образом, пазы 13 и витки 14 проходят более или менее параллельно.
В противоположность этому в варианте осуществления с фиг.12 предусмотрено то, что проходящие по спирали пазы 13 имеют противоположное виткам 14 подающего червяка 5 направление хода. При этом предпочтительно предусмотрено то, что угол α, который заключают пазы 13 и витки 14 через продольную ось 15 уплотнительного червяка 2, находится в диапазоне от 70° до 110°.
Наконец, фиг.13 показывает еще комбинацию пазов 13, перекрещивающихся вследствие противоположных направлений ходов.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 экструдер
2 уплотнительный червяк
3 червяк экструдера
4 корпус экструдера
5 подающий червяк
6 привод
7 корпус
8 вход
9 выход
10 вытяжная установка
11 виток
12 направление транспортировки (подачи)
13 паз
14 виток
15 продольная ось
Реферат
Изобретение относится к экструзионной системе. Техническим результатом является сокращение вывода частиц продукта через уплотнительный червяк. Технический результат достигается экструзионной системой, которая включает в себя экструдер, имеющий червяк экструдера, установленный с возможностью вращения в корпусе экструдера, и уплотнительный червяк, соединенный с экструдером с возможностью выпуска газа из экструдера в уплотнительный червяк. Причем уплотнительный червяк содержит корпус и подающий червяк, установленный с возможностью вращения внутри корпуса для образования пространства подачи между внутренней стороной корпуса и подающим червяком. При этом участок внутренней стороны корпуса снабжен одним или несколькими углублениями, которые создают застойные зоны с низкой скоростью течения газов на внутренней стороне корпуса, в которых частицы, захваченные газом, выходящим из экструдера в уплотнительный червяк, агломерируются и осаждаются отдельно от газа. 2 н. и 10 з.п. ф-лы, 13 ил.
Комментарии