Способ отбраковки дефектных капсул единичной дозы из технологической линии - RU2585052C2
Код документа: RU2585052C2
Чертежи





Описание
Область применения
Настоящее изобретение относится к способу отбраковки дефектных наполненных композицией капсул из технологической линии изготовления таких капсул.
Уровень техники
Водорастворимые полимерные пленки широко используются в качестве упаковочного материала, облегчающего диспергирование, разлив, растворение и дозировку заключенного в них материала. Так, например, капсулы, изготовленные из водорастворимой полимерной пленки, широко используются для упаковки композиций бытовой химии, таких как, например, средства для стирки белья или мытья посуды.
Водорастворимые капсулы с химическими композициями (так называемые капсулы единичной дозы) могут изготавливаться на высокоскоростных технологических линиях. Такие технологические линии, как правило, включают ряд этапов, или остановок, на которых изготавливаются и/или видоизменяются различные части капсулы единичной дозы. Данные этапы часто совершаются на максимально возможной скорости, чтобы достичь высокой производительности линии при минимальных производственных затратах. При этом, однако, необходимо обеспечивать определенный стандарт качества конечного продукта. В связи с этим высокоскоростные технологические линии, как правило, содержат некоторое средство осмотра изготавливаемых капсул единичной дозы.
Высокоскоростное производство капсул единичной дозы требует точности в формировании капсул, их наполнении и скреплении друг с другом водорастворимых пленок при запечатывании капсул. Если возникают проблемы, включающие, но не ограничивающиеся ими, проблемы с разметкой пленки или временем наполнения и запечатывания капсул, то могут получиться протекающие капсулы единичной дозы. Одним из используемых в настоящее время способов обнаружения текущих капсул единичной дозы является сбор капсул в конце технологической линии. Капсулы единичной дозы собирают в бункер, который затем осматривается на загрязненность композицией, содержащейся в капсулах. Однако если таким способом будет обнаружена утечка, возникшая вследствие некоторого нарушения в производственном процессе, к данному моменту может быть уже изготовлено большое количество протекающих капсул единичной дозы. Это может вызывать особенные проблемы, если жидкая композиция в капсулах протекает на соседние капсулы, поскольку это приводит к их преждевременному разрушению. Более того, при обнаружении утечки может потребоваться остановка всей технологической линии для очистки ее от загрязнения.
Сущность изобретения
Настоящее изобретение направлено на решение упомянутых проблем предлагаемым способом отбраковки дефектных капсул единичной дозы непосредственно на технологической линии. Технологическая линия изготовления капсул единичной дозы содержит формовочную плиту, имеющую поверхность. Формовочная плита содержит множество полостей для капсул, выполненных в ее поверхности. Каждая из полостей для капсул окружена множеством краев полости в плите. Полости расположены в дорожках и рядах, так что положение каждой полости определяется номером L ее дорожки, при этом дорожка с номером L расположена между дорожками с номерами L-1 и L+1, и номером R ее ряда, при этом ряд с номером R расположен между рядами с номерами R-1 и R+1. Каждая полость в сочетании с множеством краев полости в плите образует область, содержащую по меньшей мере четыре зоны, выбранные из группы, в которую входят: верхняя зона, примыкающая к ряду R-1; нижняя зона, примыкающая к ряду R+1, левая зона, примыкающая к дорожке L-1; и правая зона, примыкающая к дорожке L+1.
Предлагаемый способ содержит этап осмотра, с помощью любых подходящих средств, первой наполненной композицией капсулы, расположенной в полости в дорожке L и ряду R, на наличие дефекта по меньшей мере в одной из четырех упомянутых зон, в результате чего, если дефект обнаружен в:
i. верхней зоне, то отбраковывается первая наполненная композицией капсула, и при этом отбраковывается вторая наполненная композицией капсула, если таковая имеется, расположенная в полости в дорожке L и ряду R-1;
ii. нижней зоне, то отбраковывается первая наполненная композицией капсула, и при этом отбраковывается вторая наполненная композицией капсула, если таковая имеется, расположенная в полости в дорожке L и ряду R+1;
iii. левой зоне, то отбраковывается первая наполненная композицией капсула, и при этом отбраковывается вторая наполненная композицией капсула, если таковая имеется, расположенная в полости в дорожке L-1 и ряду R;
iv. правой зоне, то отбраковывается первая наполненная композицией капсула, и при этом отбраковывается вторая наполненная композицией капсула, если таковая имеется, расположенная в полости в дорожке L+1 и ряду R.
Краткое описание чертежей
Настоящее изобретение будет более понятным из прилагаемых чертежей, на которые приводятся ссылки.
Фиг. 1. Вид формовочной плиты, которая может использоваться в настоящем изобретении.
Фиг. 2. Вид альтернативного воплощения формовочной плиты, которая может использоваться в настоящем изобретении.
Фиг. 3. Схематическое изображение зон наполненной композицией капсулы.
Фиг. 4. Блок-схема стратегии отбраковки капсул.
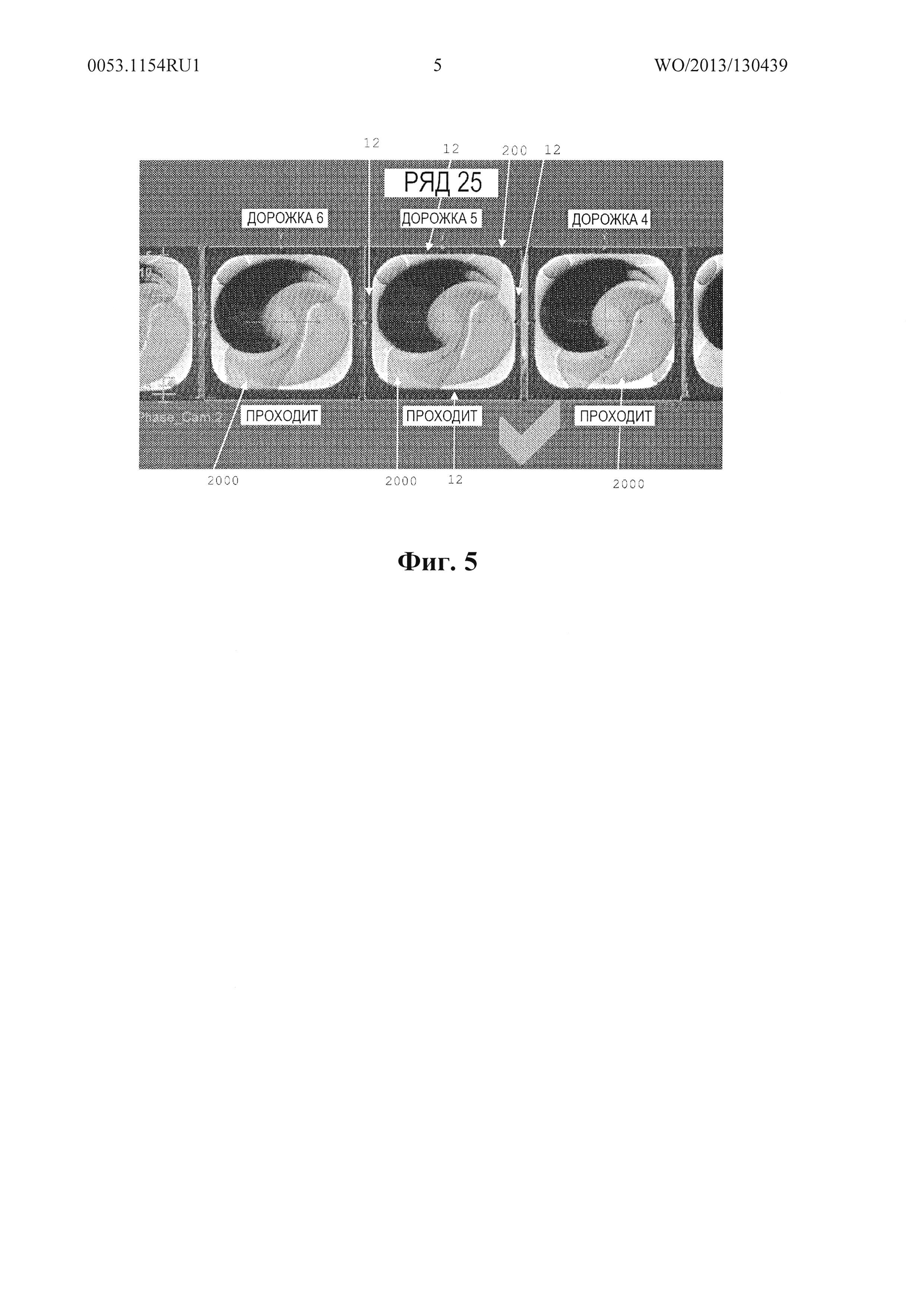
Фиг. 5. Фотография ряда капсул, успешно прошедших осмотр.
Фиг. 6. Фотография ряда капсул, одна из которых при осмотре признана бракованной.
Настоящий патент или патентная заявка содержат по меньшей мере один чертеж, выполненный в цвете. Копии патента или публикации патентной заявки с цветными чертежами могут быть получены в Бюро по запросу и после соответствующей оплаты.
Подробное описание изобретения
Термин «содержащий» означает, что при реализации настоящего изобретения могут совместно использоваться различные дополнительные компоненты, ингредиенты или способы. Соответственно, термин «содержащий» охватывает более ограничивающие термины «состоящий в сущности из» и «состоящий из». Композиции в соответствии с настоящим изобретением могут содержать, состоять в сущности из, или состоять из любых обязательных и дополнительно возможных элементов, упоминаемых в настоящей заявке.
Термин «наполненная композицией» включает как частично наполненную композицией капсулу единичной дозы, так и капсулу, заполненную на всю ее емкость.
Капсулы единичной дозы
Процесс изготовления
Капсулы единичной дозы изготавливают с использованием подходящего оборудования и подходящих способов. Так, например, капсулы единичной дозы изготавливают способами наполнения в горизонтальной форме, вертикальной форме и/или вращающемся барабане, общеизвестными в данной области техники. Такие способы могут быть непрерывными или периодическими. Примеры непрерывных способов изготовления водорастворимых контейнеров на технологической линии описаны в патенте США 7,125,828, патентной заявке США 2009/0199877 A1, патентах EP 2380965, EP 2380966, патенте США 7,127,874 и патентной заявке США 2007/0241022 (держателем и заявителем всех является Procter & Gamble Company, штат Огайо, США). Примеры периодических процессов изготовления водорастворимых контейнеров на технологической линии описаны в патенте США 7,797,912 (держатель Reckitt Benckiser, Великобритания). В каждом из данных процессов может использоваться формовочная плита, содержащая множество формовочных полостей.
Обычно процесс содержит следующие этапы.
Пленку нагревают и/или увлажняют, и подают на поверхность формовочной плиты. На поверхности формовочной плиты пленка может удерживаться любыми подходящими способами. Так, например, пленка может удерживаться в одном положении путем приложения к ней разрежения, притягивающего пленку к поверхности плиты. Разрежение может прилагаться по краям пленки и/или в областях поверхности плиты между формовочными полостями. Поверхность формовочной плиты может содержать по меньшей мере несколько отверстий, связанных с устройством, вырабатывающим разрежение, как это известно в данной области техники.
Для изготовления капсулы единичной дозы может использоваться любая подходящая пленка. Не ограничивающие примеры используемых водорастворимых пленок включают пленки, содержащие поливиниловый спирт, как описано в патентных заявках США 2011/0204087 A1 и 2011/0188784 A1 (заявителем обоих является Procter & Gamble Company, штат Огайо, США). Прочие не ограничивающие примеры включают имеющиеся в продаже пленки, в том числе М8630 и М8900 производства MonoSol (Гэри, штат Индиана, США), пленки серии Solublon® производства Aicello (Канада) и серии Poval производства Kuraray (Хьюстон, штат Техас, США).
Как только в формовочных полостях сформированы карманы из пленки, они могут быть наполнены композицией и запечатаны любым известным способом, включая способы, описанные в патентных публикациях, перечисленных выше. Этап запечатывания обычно включает крепление второй водорастворимой пленки к открытому верху кармана. В некоторых воплощениях вторая водорастворимая пленка сама по себе может образовывать часть одного или более карманов, содержащих композицию. Не ограничивающие примеры способов наполнения и запечатывания описаны в патентах США 6,995,126 и 7,125,828, патентной заявке США 2009/0199877 A1, патентах EP 2380965, EP 2380966, патенте США 7,127,874 и патентной заявке США 2007/0241022 (держателем и автором всех является Procter & Gamble Company, штат Огайо, США).
Композиция
Капсулы единичной дозы могут содержать любую композицию, подходящую для предполагаемого ее назначения. Не ограничивающие примеры подходящих композиций включают мягко- и сильнодействующие жидкие моющие композиции, композиции для чистки твердых поверхностей, гелеобразные композиции для стирки белья, отбеливающие и прочие добавки для стирки белья, шампуни, композиции для мытья тела и прочие композиции для персонального ухода. Композиции могут быть жидкими, гелеобразными, твердыми или порошкообразными. Жидкие и гелеобразные композиции могут включать твердые фракции. Твердые фракции могут включать порошки или агломераты, например, микрокапсулы, гранулы, палочки, один или более перламутровых шариков или их смеси.
Композиции, которые могут использоваться в настоящем изобретении, могут содержать светочувствительное или прочее вещество, которое делает утечку композиции более заметной для автоматической системы наблюдения или при наблюдении невооруженным глазом.
Формовочная плита
Типичная технологическая линия для изготовления капсул единичной дозы включает поверхность, содержащую формовочные полости в виде ячеек, в каждой из которых формируется капсула единичной дозы. Формовочная поверхность часто прикреплена съемно к движущейся или вращающейся ленте, например к ленте транспортера. Движение ленты может быть непрерывным или прерывистым. При необходимости формовочная поверхность может быть снята и заменена на другую поверхность, имеющую другие размеры или содержащую формовочные полости другой формы или других размеров. Это позволяет легко производить чистку оборудования и изготавливать на одном и том же оборудовании капсулы единичной дозы различных типов. В соответствии с настоящим изобретением, может использоваться любая подходящая формовочная поверхность.
На фиг. 1 показано одно из воплощений подходящей формовочной плиты 10. Как показано на данном чертеже, на поверхности формовочной плиты 10 имеется множество формовочных полостей 100 в виде двухмерного массива. В данном воплощении имеется 12 формовочных полостей в направлении движения в машине и 7 формовочных полостей в направлении, поперечном движению в машине. Каждая полость может быть определена по номеру ее ряда "R" (ряды являются протяженными в направлении, поперечном движению в машине), и по номеру ее дорожки "L" (дорожки являются протяженными в направлении движения в машине). Поскольку на поверхности формовочной плиты имеется множество формовочных полостей, то большинство полостей имеет четыре соседние полости, за исключением формовочных полостей, непосредственно прилегающих к одному из четырех краев 120 формовочной плиты. Так, например, полость 101 на фиг. 1 имеет четыре соседние полости 102, 103, 104 и 105, в то время как полость 105, расположенная на краю 120 формовочной плиты, имеет только три соседние полости 101, 106 и 107. Между полостью 101 и каждой из четырех соседних с ней полостей имеется четыре края 12 полости в плите, прилегающих к данной полости.
На фиг. 2 показано еще одно подходящее воплощение формовочной плиты 10. Формовочные полости 100 расположены на криволинейной поверхности барабана 11. Подобно формовочной плите, описанной выше, на поверхности барабана имеется множество формовочных полостей, каждая из которых имеет по меньшей мере одну соседнюю полость.
Конфигурация капсулы единичной дозы
С помощью формовочных полостей, описанных выше, могут быть изготовлены односекционные или многосекционные капсулы. Не ограничивающими примерами односекционных капсул и способов их изготовления являются капсулы, имеющиеся в настоящее время в продаже под торговыми наименованиями All Mighty Pacs, Purex Ultra Packs, Persil, OMO Pods, Tesco Capsules, Arm & Hammer Crystal Power Pacs, и соответствующие способы их изготовления. Не ограничивающие примеры многосекционных капсул единичной дозы и способов их изготовления описаны в патентной заявке США 2010/0192986 A1, патентах США 6,995,126, 7,125,828, 7,127,874, 7,964,549, патентной заявке США 2009/0199877 A1, патентах США 6,881,713, 7,013,623, 7,528,099 и 6,727,215 (держателем и заявителем всех является Procter & Gamble Company, штат Огайо, США). Примерами многосекционных капсул, имеющихся в настоящее время в продаже, являются изделия Tide Pods и Ariel Pods.
На фиг. 3 показан фрагмент формовочной плиты 10, изображенной на фиг. 2 (ее участок на виде сверху). Полость 101 расположена посередине формовочной плиты 10. Как было указано выше, положение любой полости может быть определено номером ее ряда "R," отсчитываемого по ходу движения формовочной плиты в машине, и номером ее дорожки "L," отсчитываемым в направлении, поперечном движению в машине. Полость 101 и окружающие ее края 12 полости в плите могут быть условно разбиты на четыре зоны, каждая из которых ограничена треугольником, образованным двумя пунктирными линями, пересекающимися друг с другом и с одной сплошной линией. Данные четыре зоны включают: верхнюю зону 200, нижнюю зону 210, левую зону 220 и правую зону 240. К каждой из данных зон примыкает соседняя полость. Так, например, полость 103, примыкающая к верхней зоне 200, расположена в дорожке "L" и ряду "R-1." Полость 105, примыкающая к нижней зоне 201, расположена в дорожке "L" и ряду "R+1." Полость 102, примыкающая к левой зоне, 220, расположена в дорожке "L-1" и ряду "R." Полость 104, примыкающая к правой зоне 240, расположена в дорожке "L+1" и ряду "R."
Способы осмотра
Могут использоваться любые подходящие способы осмотра капсул единичной дозы на наличие дефектов, пока капсулы находятся в полостях формовочной плиты. В нашей заявке "Устройство и способ для обнаружения утечки из наполненной композицией капсулы," поданной одновременно с настоящей заявкой, нами описаны способ автоматического наблюдения и устройство для осмотра капсул единичной дозы в процессе изготовления капсул. Данный процесс включает добавление в композицию соединения, видимого для системы автоматического наблюдения. Протекающая капсула единичной дозы обнаруживается, когда окрашенная таким образом композиция видна за переделами капсулы по меньшей мере на одном из краев полости в плите, окружающих полость, в которой расположена данная капсула.
Стратегия отбраковки капсул
На фиг. 4 показана блок-схема стратегии отбраковки капсул. Полость в дорожке L и ряду R, содержащую капсулу единичной дозы, а также прилегающие к ней края полости в плите осматривают на наличие утечек. Если протекание капсулы не обнаружено, капсула считается системой как качественная. Если утечка в капсуле обнаружена, тогда протекающая капсула единичной дозы, а также соседняя с ней капсула отбраковываются. А именно, если утечка обнаружена в верхней зоне капсулы единичной дозы в дорожке L и ряду R, тогда отбраковываются данная капсула и капсула в дорожке L и ряду R-1. Если утечка обнаружена в нижней зоне капсулы единичной дозы, тогда отбраковываются данная капсула и капсула в дорожке L и ряду R+1. Если утечка обнаружена в левой зоне капсулы единичной дозы, тогда отбраковываются данная капсула и капсула в дорожке L-1 и ряду R. Если утечка обнаружена в правой зоне капсулы единичной дозы, тогда отбраковываются данная капсула и капсула в дорожке L+1 и ряду R.
Примеры
На фиг. 5 показана фотография, полученная камерой наблюдения, расположенной на технологической линии изготовления капсул единичной дозы. Данная фотография представляет собой вид сверху фрагмента формовочной плиты 10, в который попало три полости, каждая из которых содержит многосекционную капсулу 100 единичной дозы. Данное изображение получено при освещении формовочной плиты 10 ультрафиолетовым светом. В композицию в каждой из капсул 100 единичной дозы добавлен флуоресцентный усилитель яркости C.I. Fluorescent Brightener 351 (4,4′-бис(2-дисульфоновая кислота стирил)бифенил). Флуоресцентный усилитель яркости C.I. Fluorescent Brightener 351 представляет собой светочувствительный краситель, флуоресцирующий в ультрафиолетовом свете. На данном изображении не обнаружено флуоресценции ни на каком из краев 12 полостей в плите, окружающих какую-либо из капсул 100 единичной дозы. Поэтому весь данный ряд капсул успешно проходит осмотр.
На фиг. 6 показана еще одна фотография, полученная камерой наблюдения, расположенной на технологической линии изготовления капсул единичной дозы. Данная фотография представляет собой вид сверху фрагмента формовочной плиты 10, в который попало три полости, каждая из которых содержит многосекционную капсулу 100 единичной дозы. Данное изображение получено при освещении формовочной плиты 10 ультрафиолетовым светом. В композицию в каждой из капсул 100 единичной дозы добавлен флуоресцентный усилитель яркости C.I. Fluorescent Brightener 351. На крайнем правом крае изображения замечена флуоресценция 150. Поэтому отбраковывается капсула 100 единичной дозы, расположенная в ряду R и дорожке L, в полости, примыкающей к загрязненному краю полости в плите, а также капсула (на данном изображении не показанная), расположенная справа по отношению к данной капсуле, то есть в полости в ряду R и дорожке L+1. Таким образом, обе данные капсулы в результате осмотра признаются бракованными. Обе они признаются как наиболее вероятно загрязненные текущей композицией и помечаются на удаление с технологической линии.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
Реферат
Способ содержит формовочную плиту с множеством полостей для капсул, каждая из которых окружена множеством краев полости в плите и расположена в дорожке и ряду таким образом, что положение каждой полости определяется номером ее дорожки L, расположенной между дорожкой L-1 и дорожкой L+1, и номером ее ряда R, расположенного между рядом R-1 и рядом R+1, и в сочетании с множеством краев полости в плите образует область, содержащую по меньшей мере четыре зоны: верхнюю, примыкающую к ряду R-1, нижнюю, примыкающую к ряду R+1, левую, примыкающую к дорожке L-1, и правую, примыкающую к дорожке L+1. При этом в способе осматривают первую наполненную композицией капсулу, расположенную в полости в дорожке L и ряду R, на наличие дефекта по меньшей мере в одной из четырех зон. Если дефект обнаружен в верхней зоне, то отбраковывают первую капсулу, и при этом отбраковывают вторую капсулу, если таковая имеется, расположенную в полости в дорожке L и ряду R-1, если в нижней зоне, то отбраковывают первую капсулу и при этом отбраковывают вторую капсулу, если таковая имеется, расположенную в полости в дорожке L и ряду R+1, если в левой зоне, то отбраковывают первую, и при этом отбраковывают вторую капсулу, если таковая имеется, расположенную в полости в дорожке L-1 и ряду R, если в правой зоне, то отбраковывают первую капсулу, и при этом отбраковывают вторую капсулу, если таковая имеется, расположенную в полости в дорожке L+1 и ряду R. Изобретение обеспечивает повышение качества. 7 з.п. ф-лы, 6 ил.
Формула
a) окружена множеством краев полости в плите;
b) расположена в дорожке и ряду таким образом, что положение каждой полости определяется номером ее дорожки L, расположенной между дорожкой L-1 и дорожкой L+1, и номером ее ряда R, расположенного между рядом R-1 и рядом R+1; и
c) в сочетании с множеством краев полости в плите образует область, содержащую по меньшей мере четыре зоны, выбранные из группы, состоящей из: верхней зоны, примыкающей к ряду R-1; нижней зоны, примыкающей к ряду R+1, левой зоны, примыкающей к дорожке L-1; и правой зоны, примыкающей к дорожке L+1;
при этом способ содержит этап, на котором осматривают первую наполненную композицией капсулу, расположенную в полости в дорожке L и ряду R, на наличие дефекта по меньшей мере в одной из четырех упомянутых зон, в результате чего, если дефект обнаружен в:
i. верхней зоне, то отбраковывают первую наполненную композицией капсулу, и при этом отбраковывают вторую наполненную композицией капсулу, если таковая имеется, расположенную в полости в дорожке L и ряду R-1;
ii. нижней зоне, то отбраковывают первую наполненную композицией капсулу, и при этом отбраковывают вторую наполненную композицией капсулу, если таковая имеется, расположенную в полости в дорожке L и ряду R+1;
iii. левой зоне, то отбраковывают первую наполненную композицией капсулу, и при этом отбраковывают вторую наполненную композицией капсулу, если таковая имеется, расположенную в полости в дорожке L-1 и ряду R;
iv. правой зоне, то отбраковывают первую наполненную композицией капсулу, и при этом отбраковывают вторую наполненную композицией капсулу, если таковая имеется, расположенную в полости в дорожке L+1 и ряду R.
Документы, цитированные в отчёте о поиске
Устройство отбраковки для высокоскоростной упаковочной машины
Комментарии