Композиция, содержащая фракции парафинов, полученные из биологического сырья, и способ их получения - RU2659040C2
Код документа: RU2659040C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к композиции, содержащей фракции парафинов, полученные из биологического сырья, и к способу получения этих фракций.
Уровень техники
Растворители играют большую роль во многих областях техники, например, при изготовлении грунтовок и окрасочных составов, печатных красок, клеев, косметических средств и фармацевтических препаратов. В 2011 г. общее потребление растворителей составило около 20 млн. тонн и увеличение спроса на них ожидается в среднем на 2,5% в год. В 2019 г. прогнозируемый спрос может достичь 25 млн. тонн, а прогнозируемые доходы могут возрасти до 25 млрд. евро.
Одну из групп растворителей образуют алифатические растворители, представляющие собой углеводородные растворители, в состав которых входят парафины (неразветвленные углеводороды), изопарафины (разветвленные углеводороды) и нафтены (неароматические циклические углеводороды). В 2011 г. потребление алифатических растворителей превысило 2,64 млн. тонн, что составило около 13% от общего потребления растворителей. Алифатические растворители производятся главным образом из сырой нефти. Их получают при проведении ряда физических процессов, используемых в нефтехимической промышленности: при перегонке сырой нефти, крекинге, алкилировании, изомеризации и реформинге.
Существуют разные способы их разделения, такие как дистилляция, абсорбция, жидкостная экстракция, высушивание, выщелачивание, кристаллизация и адсорбция газов. Однако 95% жидкостей разделяют путем проведения дистилляции. Это объясняется тем, что другие методы разделения, такие как абсорбция, адсорбция и экстракция, могут требовать добавления постороннего вещества, например, азеотропообразователя, растворителя или адсорбента, для создания двухфазной системы, обеспечивающей разделение. Затем постороннее вещество приходится удалять. При дистилляции принцип разделения основан на разности состава между жидкой смесью и образовавшимся паром вследствие разной летучести отдельных компонентов смеси. Кроме того, дистилляция может оказаться самым дешевым из всех возможных способов разделения конкретной смеси, а во многих случаях и единственно возможным способом.
Раскрытие изобретения
Согласно одному аспекту настоящего изобретения предлагается композиция, содержащая С14-парафины в количестве от 40% до 50% от общей массы композиции и С15-парафины в количестве от 35% до 45% от общей массы композиции, причем С14-парафины и С15-парафины получены из биологического сырья.
Согласно другому аспекту настоящего изобретения предлагается способ получения композиции, включающий в себя проведение процессов гидродезоксигенирования и изомеризации биологического сырья и проведение процесса разделения полученного материала, причем процесс разделения включает в себя дистилляцию.
Краткое описание чертежей
На фиг. 1 представлен график зависимости каури-бутанольного числа от параметра растворимости Гильдебранда согласно аспекту настоящего изобретения.
На фиг. 2 представлен график зависимости каури-бутанольного числа от анилиновой точки согласно аспекту настоящего изобретения.
На фиг. 3 представлен график зависимости между каури-бутанольным числом и параметром растворимости согласно аспекту настоящего изобретения.
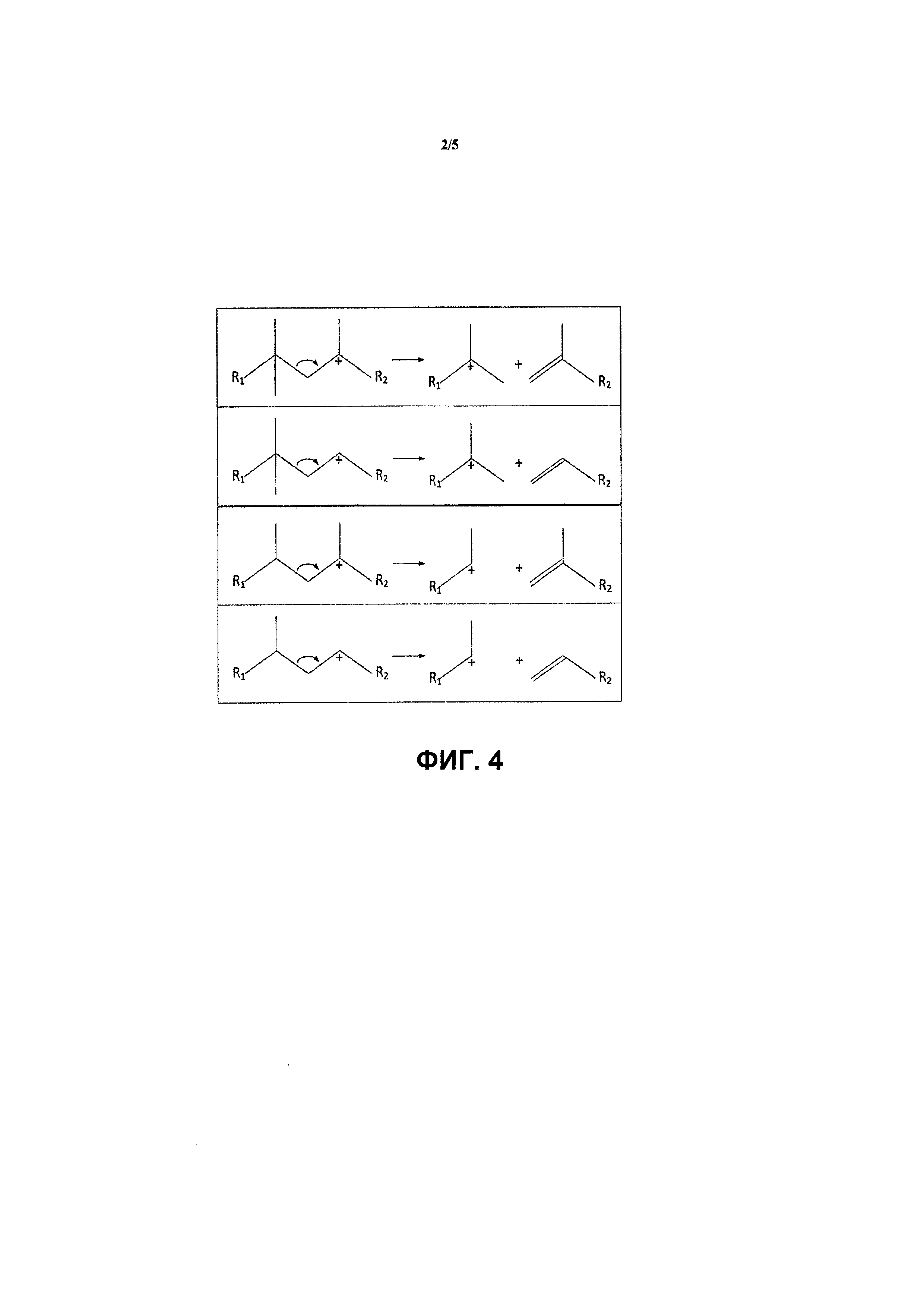
На фиг. 4 показаны реакции, которые могут протекать при крекинге изопарафинов согласно аспекту настоящего изобретения.
На фиг. 5 представлена диаграмма, отражающая соотношение разных слоев в эмульсиях типа В/М, полученных с использованием эмульгатора Berol 791, после выдержки при температуре 4°С в течение 24 ч, согласно аспекту настоящего изобретения.
На фиг. 6 представлена диаграмма, отражающая соотношение разных слоев в эмульсиях типа М/В, полученных с использованием эмульгатора Berol 791, после выдержки при температуре 23°С в течение 24 ч, согласно аспекту настоящего изобретения.
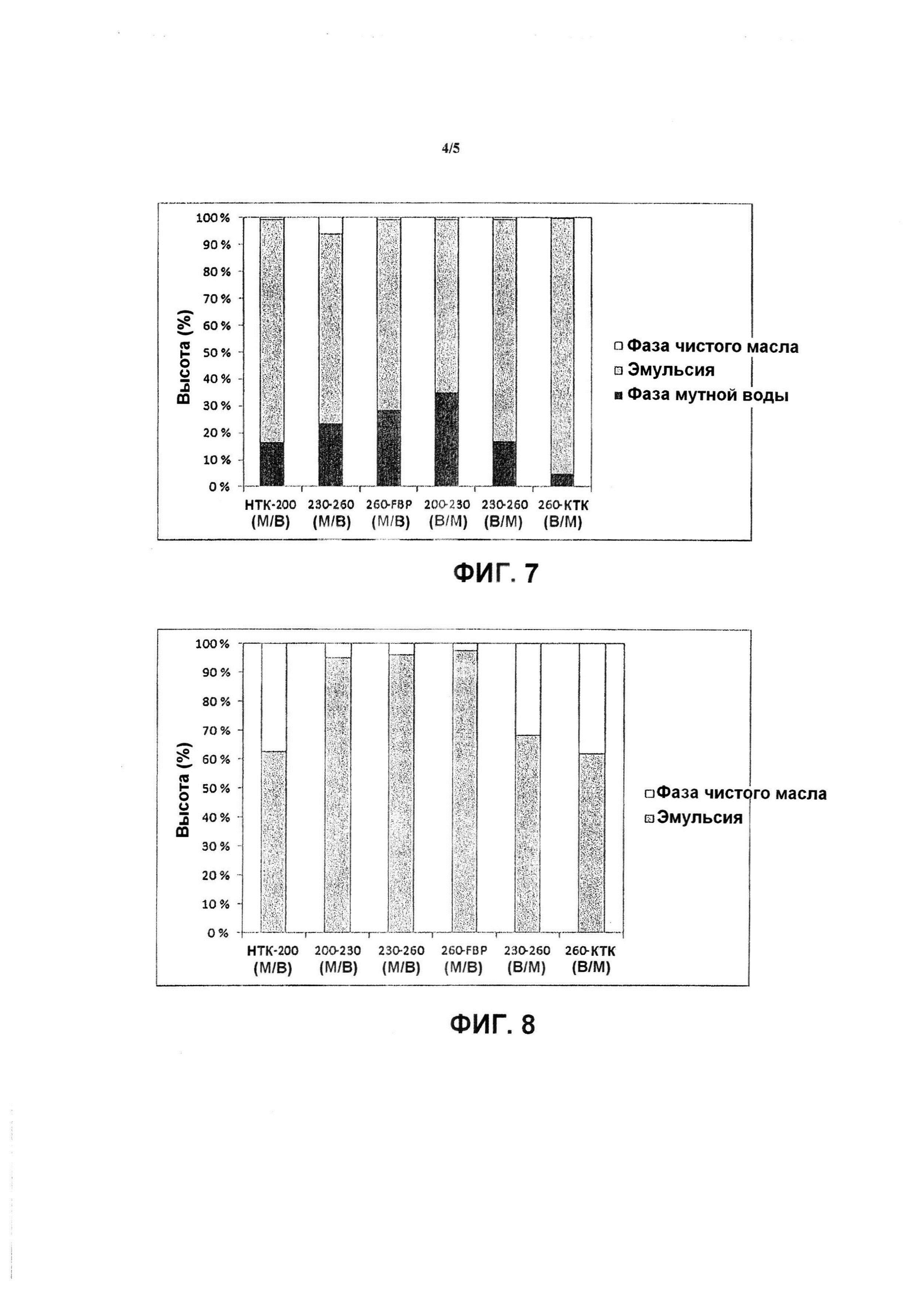
На фиг. 7 представлена диаграмма, отражающая соотношение разных слоев в эмульсиях типа М/В и В/М, полученных с использованием эмульгатора MULSIFAN СВ, после третьего цикла замораживания/оттаивания, согласно аспекту настоящего изобретения.
На фиг. 8 представлена диаграмма, отражающая соотношение разных слоев в эмульсиях типов М/В и В/М, полученных с использованием эмульгатора SIMULSOL 165, после выдержки при комнатной температуре в течение 24 ч, согласно аспекту настоящего изобретения.
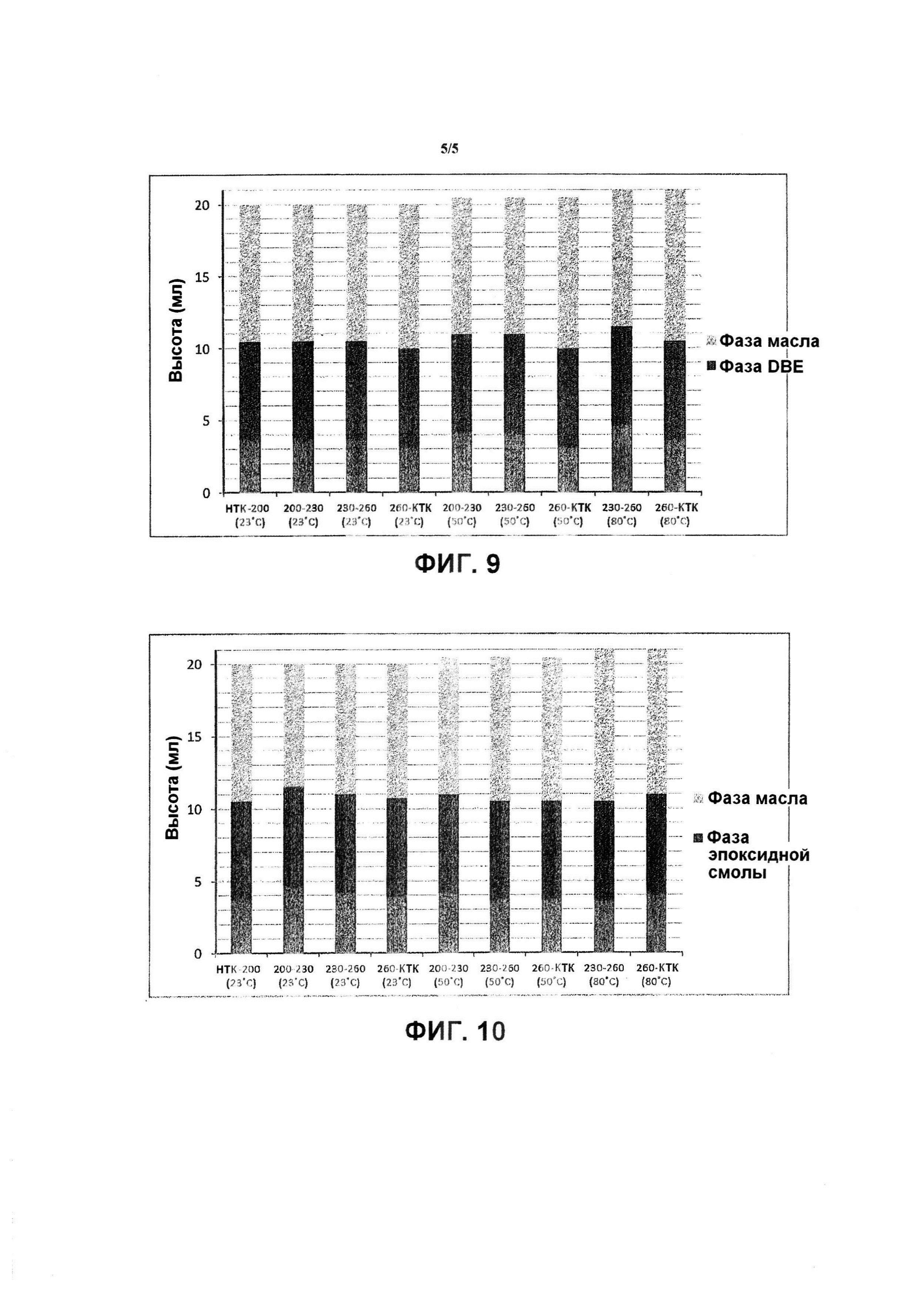
На фиг. 9 представлена диаграмма, отражающая растворимость в сложных эфирах DBE для разных фракций при разных температурах, согласно аспекту настоящего изобретения.
На фиг. 10 представлена диаграмма, отражающая растворимость в эпоксидной смоле для разных фракций при разных температурах, согласно аспекту настоящего изобретения.
Осуществление изобретения
Настоящее изобретение относится к композициям, содержащим парафины, полученные из биологического сырья. Эти композиции можно использовать в качестве растворителей или компонентов растворителей, применяемых в разных областях, включая производство грунтовок, окрасочных составов, средств для обработки поверхности, печатных красок, клеев и т.д. Парафины, входящие в состав этих композиций, можно получать путем дистилляции подвергнутого гидрообработке биологического сырья. Эти парафины могут представлять собой продукты, полученные при проведении процесса гидродезоксигенирования и изомеризации биологического сырья.
Согласно аспекту настоящего изобретения предлагается композиция, содержащая С14- и С15-парафины, полученные из биологического сырья.
Согласно аспекту настоящего изобретения предлагается способ получения композиции, содержащей С14- и С15-парафины. Этот способ может включать в себя гидрообработку сырья биологического происхождения с получением гидрообработанного продукта, содержащего н-парафины, изомеризацию гидрообработанного продукта с получением изомеризованного продукта, содержащего изопарафины, и выделение этой композиции путем дистилляции.
Используемый здесь термин «биорастворитель» означает растворитель, полученный из биологического сырья. В аспекте настоящего изобретения предлагается композиция, содержащая С14- и С15-парафины, причем для получения С14- и С15-парафинов используется только биологическое сырье.
Согласно аспекту настоящего изобретения композиция может содержать С14-парафины в количестве от 40% до 50% от общей массы композиции и С15-парафины в количестве от 35% до 45% от общей массы композиции, например, С14-парафины в количестве от 45% до 50% от общей массы композиции и С15-парафины в количестве от 40% до 45% от общей массы композиции, например, С14-парафины в количестве от 48% до 50% от общей массы композиции и С15-парафины в количестве от 43% до 45% от общей массы композиции. Используемый здесь термин «С14-парафин» означает парафин, содержащий 14 атомов углерода, а термин «С15-парафин» означает парафин, содержащий 15 атомов углерода. С14- и С15-парафины получают из биологического сырья.
В иллюстративном варианте осуществления настоящего изобретения композиция может содержать С13-парафины и более легкие парафины в количестве менее 9% от общей массы композиции и С16-парафины и более тяжелые парафины в количестве менее 7% от общей массы композиции. Например, композиция может содержать С13-парафины и более легкие парафины в количестве менее 5% от общей массы композиции и С16-парафины и более тяжелые парафины в количестве менее 3% от общей массы композиции. Например, композиция может содержать С13-парафины и более легкие парафины в количестве менее 3% от общей массы композиции и С16-парафины и более тяжелые парафины в количестве менее 1% от общей массы композиции.
В иллюстративном варианте осуществления настоящего изобретения общее содержание изопарафинов в композиции составляет более 93% от общей массы композиции. Например, общее содержание изопарафинов может составлять более 97% от общей массы композиции. Например, общее содержание изопарафинов может составлять более 99% от общей массы композиции.
В иллюстративном варианте осуществления настоящего изобретения композиция может содержать С14-изопарафины в количестве от 40% до 50% от общей массы композиции и С15-изопарафины в количестве от 35% до 45% от общей массы композиции, например, С14-изопарафины в количестве от 45% до 50% от общей массы композиции и С15-изопарафины в количестве от 40% до 45% от общей массы композиции, например, С14-изопарафины в количестве от 48% до 50% от общей массы композиции и С15-изопарафины в количестве от 43% до 45% от общей массы композиции. Используемый здесь термин «С14-изопарафин» означает разветвленный парафин, содержащий 14 атомов углерода, а термин «С15-парафин» означает разветвленный парафин, содержащий 15 атомов углерода.
В иллюстративном варианте осуществления настоящего изобретения общее содержание ароматических углеводородов в композиции составляет по массе менее 1500 млн-1. Например, общее содержание ароматических углеводородов в композиции может составлять по массе менее 1300 млн-1. Например, общее содержание ароматических углеводородов в композиции может составлять по массе менее 500 млн-1.
В иллюстративном варианте осуществления настоящего изобретения С14- и С15-парафины получают путем проведения процесса, включающего гидродезоксигенирование и изомеризацию биологического сырья.
В иллюстративном варианте осуществления настоящего изобретения композиция имеет температуру кипения в диапазоне от 240°С до 260°С, например, в диапазоне от 245°С до 255°С, например, в диапазоне от 248°С до 252°С.
В иллюстративном варианте осуществления настоящего изобретения композиция пригодна для использования в качестве растворителя или компонента растворителя. В иллюстративном варианте осуществления настоящего изобретения композиция находится в жидком состоянии.
В иллюстративном варианте осуществления настоящего изобретения композиция представляет собой эмульсию. Например, композиция может представлять собой эмульсию типа «масло в воде» или эмульсию типа «вода в масле». В иллюстративном варианте осуществления композиция может быть использована при изготовлении грунтовок, окрасочных составов, лаков, эмалей, мастик, печатных красок, клеев, герметиков, смол, пластмасс, катализаторов, чистящих композиций, перекисных десенсибилизаторов, пигментных суспензий, жидкостных носителей для активных ингредиентов, антиоксидантов, биоцидов, инсектицидов, освежителей воздуха, средств защиты растений, детергентов, средств для обезжиривания, средств для сухой чистки, косметических средств, средств личной гигиены, фармацевтических препаратов, расширителей в зубопротезных слепочных материалах, вакцин, пищевых ингредиентов, ароматизирующих композиций, отдушек, экстрактов природных масел, химикатов для нефтедобычи, буровых растворов, композиций для экстракционных процессов, пластификаторов для эластомеров, химикатов для обработки бумаги, смазочных материалов, функциональных жидкостей, трансформаторных масел, композиций для обработки металлов, смазочно-охлаждающих жидкостей для резания и прокатки, композиций для водоочистки, композиций для обработки древесины, строительных химикатов, материалов для отделения литьевых форм, взрывчатых веществ, горнотехнических химикатов, композиций для экстракции растворителем, топливных компонентов, печного топлива, осветительного масла или их сочетаний.
В иллюстративном варианте осуществления настоящего изобретения предлагается способ получения такой композиции. Этот способ включает в себя проведение процессов гидродезоксигенирования и изомеризации биологического сырья и проведение процесса разделения образовавшегося материала, причем процесс разделения включает в себя дистилляцию.
Описание изобретения включает в себя публикацию Kanokporn Sinthavarayan ((Fractionation and characterization of renewable paraffinic solvents (Фракционный состав и основные параметры возобновляемых парафиновых растворителей)», являющейся диссертацией на соискание ученой степени магистра технических наук в Химико-технологическом институте Университета Аалто (Эспоо, Финляндия, 1 августа 2013 г.) в рамках Программы магистратуры по специальности «Экологические направления в устойчивых энергетических системах SELECT» (называемой в дальнейшем «Диссертация университета Аалто»), все содержание которой включено в данное описание посредством ссылки.
Получение н-парафинов из биологического сырья
Пример композиции получают из исходных материалов биологического происхождения, используя, например, процесс, включающий в себя проведение сначала стадии гидродезоксигенирования (ГДО) для разложения структуры сложноэфирных или триглицеридных компонентов биологического происхождения, последующее проведение изомеризации полученного таким образом продукта для разветвления углеродной цепи и улучшения низкотемпературных свойств парафина. В конце продукт подвергают фракционированию путем дистилляции для выделения нужных фракций.
В качестве исходного материала можно использовать биологическое сырье, получаемое из растений, животных или рыб и содержащее жирные кислоты и/или эфиры жирных кислот. Сырье можно выбирать из растительных масел, животных жиров, рыбьих жиров и их смесей. Подходящими биологическими сырьевыми материалами являются рапсовое масло, масло канола, сурепное масло, талловое масло, подсолнечное масло, соевое масло, конопляное масло, оливковое масло, льняное масло, горчичное масло, пальмовое масло, арахисовое масло, касторовое масло, кокосовое масло, животные жиры, такие как нутряное сало, твердый животный жир, ворвань, утилизированные пищевые жиры, сырье, полученное методами генной инженерии, и биологическое сырье, создаваемое микроорганизмами, такими как водоросли и бактерии. В качестве сырья можно использовать также продукты конденсации, эфиры или другие производные, полученные из биологического сырья.
На стадии ГДО водород и биологический компонент пропускают через слой катализатора ГДО в режиме противотока или прямотока. Стадию ГДО проводят под давлением и при температуре, например, от 20 до 150 бар и от 200°С до 500°С, соответственно. На стадии ГДО можно использовать любой подходящий катализатор гидродезоксигенирования.
Перед стадией ГДО биологическое сырье возможно подвергать предварительной гидрогенизации в мягких условиях, чтобы предотвратить или хотя бы уменьшить протекание побочных реакций по двойной связи.
После стадии ГДО продукт ГДО подают на стадию изомеризации, пропуская водород и смесь н-парафинов через слой катализатора изомеризации в режиме противотока или прямотока с образованием изомеризованного продукта. Эти стадии можно проводить в одном и том же аппарате или в разных аппаратах. Эти стадии могут протекать в одной и той же реакционной зоне или в разных реакционных зонах.
Стадию изомеризации проводят под давлением и при температуре, например, от 20 до 150 бар и от 200°С до 500°С, соответственно. На стадии изомеризации можно использовать любой подходящий катализатор изомеризации.
Композиция согласно аспекту настоящего изобретения обладает превосходной растворяющей способностью, так что ее можно вводить в состав или использовать саму по себе в качестве растворителей и эмульсий, используемых при изготовлении грунтовок, окрасочных составов, лаков, эмалей и мастики для пола, металла или обуви, печатных красок, клеев, герметиков, смол и пластмасс, а также катализаторов, чистящих составов, перекисных десенсибилизаторов, пигментных суспензий, жидкостных носителей для активных ингредиентов, таких как антиоксиданты и биоциды, инсектицидов, освежителей воздуха, средств защиты растений, детергентов, средств для обезжиривания, средств для сухой чистки, косметических средств, средств личной гигиены, фармацевтических препаратов, расширителей в зубопротезных слепочных материалах, вакцин, пищевых ингредиентов, вкусовых добавок, ароматизаторов, экстрактов природных масел, химикатов для нефтедобычи, буровых растворов, композиций для экстракционных процессов, пластификаторов для эластомеров, химикатов для обработки бумаги, смазочных материалов, функциональных жидкостей, трансформаторных масел, композиций для обработки металлов, смазочно-охлаждающих жидкостей для резания и прокатки, композиций для водоочистки, композиций для обработки древесины, строительных химикатов, материалов для извлечения отливки из опоки, взрывчатых веществ, горнотехнических химикатов, композиций для экстракции растворителем, топливных компонентов, печного топлива и осветительного масла.
Дистилляция н-парафиновых и изопарафиновых фракций
Пример композиции получают путем дистилляции парафинов, полученных из биологического сырья. Эти парафины можно получать способом, включающим в себя гидродезоксигенирование биологического сырья и, опционально, изомеризацию н-парафиновой смеси, полученной после проведения гидродезоксигенирования.
Парафиновые фракции, использованные в следующих примерах, были получены путем гидрообработки растительных масел, изомеризации полученных н-парафиновых смесей и выделения требуемых фракций путем дистилляции.
Изопарафиновая смесь, использованная в следующих примерах, состоит в основном из изоалканов с небольшой примесью н-алканов и нафтенов. Они имеют длину основной углеродной цепи, например, в диапазоне от С6 до С18 и диапазон температур кипения по методу ASTM D86 от 188°С до 301°С. Например, н-парафиновая смесь, использованная в примерах, состоит главным образом из н-алканов с углеродными числами в основном в диапазоне С12-С22 и диапазоном температур кипения от 216°С до 319°С.
В одном примере на опытной и лабораторной дистилляционных установках были получены четыре фракции изопарафиновой смеси. Самую тяжелую четвертую фракцию, полученную на опытной установке, подвергли затем фракционированию на лабораторной установке фракционирования с получением еще двух фракций. Н-парафиновую смесь подвергли фракционированию лишь на лабораторной установке с получением трех фракций. Дистилляционные характеристики и режим работы установки, использованный для получения изопарафиновой и н-парафиновой фракций, приведены в таблице 1.
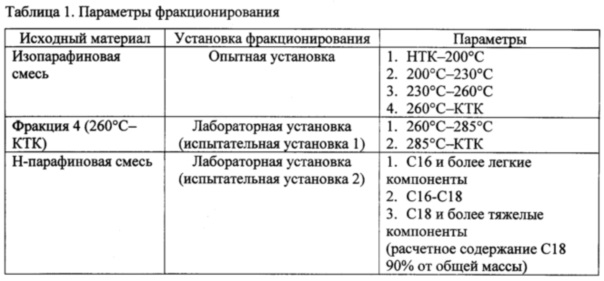
Фракционирование на опытной установке проводили с использованием дистилляционного устройства непрерывного действия, содержащего 3 многоступенчатые колонны. В первой колонне отделяли самую легкую фракцию, а нижнюю фракцию подавали во вторую колонну для отделения второй фракции. Затем нижнюю фракцию из второй колонны подавали в третью колонну для завершения фракционирования. Первые две колонны работали при атмосферном давлении, третья колонна работала при разрежении.
Две лабораторные установки фракционирования под названием «испытательная установка 1» и «испытательная установка 2» использовали для фракционирования изопарафиновой смеси и нормальной парафиновой смеси, соответственно. Они работали по принципу периодической многоступенчатой дистилляции при разрежении.
После фракционирования полученные фракции подвергали анализу для определения их физических свойств и состава и для предварительной оценки их пригодности для использования. Описание использовавшихся стандартных методов и методик приведено в следующих разделах.
Оценка пригодности для использования
Материалы и химикаты, применявшиеся для оценки пригодности для использования, приведены ниже в таблице 2.

Физические свойства
У всех девяти фракций, полученных при фракционировании, определяли физические свойства. Перечень физических свойств и стандартных методов, использованных для их определения, приведен ниже в таблице 3.
Поверхностное натяжение, удельную электропроводность, цветность и бромное число определяли не только у фракций, указанных в таблице 1, но также у фракций с интервалом температур кипения от 190°С до 220°С и от 220°С до 240°С, полученных путем фракционирования изопарафиновых смесей на лабораторной установке, и у фракций, полученных на установке ASTM D86 по программе 40% и 95% дистилляции. Эти дополнительные анализы были проведены для сравнения с полученными изопарафиновыми фракциями и проверки на непротиворечивость.


Анализ композиции
Анализ композиции проводили с целью определить распределение углерода по фракциям, структуру фракций и содержание определенных компонентов, в частности, ненасыщенных углеводородов, ароматических соединений, серы и бензола.
Определение углеродного числа и структуры фракций
Определение углеродного числа и анализ структуры фракций выполняли газохроматографическим методом с использованием пламенно-ионизационного детектора (ПИД). Этот метод использовали для определения содержания н-парафинов и изомеров парафинов в образце. Он пригоден для определения углеродного числа в диапазоне от С6 до С36, причем нижняя граница определяемых концентраций для отдельных компонентов составляет 0,01% по массе.
Кроме того, проводили анализ на содержание парафинов, изопарафинов, олефинов, нафтенов и ароматических соединений (PIONA), чтобы определить содержание углеводородных компонентов и групп компонентов определенного типа. Этот метод использует газовую хроматографию с ПИД-детектором для определения парафинов, изопарафинов, олефинов, нафтенов и ароматических соединений. Он позволяет также определять концентрацию каждого углеводорода в образце. Этот метод пригоден для легких фракций с температурой кипения ниже 250°С, поэтому его использовали только для первой фракции изопарафиновой смеси с интервалом температур кипения от начальной точки кипения (НТК) до 200°С.
Бромное число
Определение бромного числа проводили по методу ASTM D2710 [92] и измененному методу ASTM D2710. Этим методом можно измерять весьма малые количества ненасыщенных соединений в пробе, выражаемые бромными числами. Бромное число представляет собой количество миллиграммов брома, которое прореагирует со 100 граммами образца. Определение бромного числа проводят, растворяя известную массу образца в определенном растворителе и проводя титрование стандартным бромид-броматным раствором. Конечную точку титрования фиксируют электрометрическим датчиком, обнаруживающим появление свободного брома по резкому изменению электропроводности системы. Этот метод пригоден для образцов, имеющих бромное число менее 1000.
Содержание ароматических соединений
Этот метод используют для определения содержания ароматических соединений путем измерения оптической плотности на определенных длинах волн с помощью ультрафиолетового (УФ) спектрофотометра.
Содержание серы
Для определения общего содержания серы в образце использовали метод ASTM D5453 [95]. Испытания проводили в Центральной лаборатории компании Neste Oil Corporation. Образец помещали в трубку для сжигания при высокой температуре, при которой сера окисляется до двуокиси серы в обогащенном кислородом воздухе. Затем двуокись серы поглощает энергию УФ излучения и переходит в возбужденное состояние. Содержание серы определяли, измеряя флуоресцентное излучение двуокиси серы с помощью фотоэлектронного умножителя.
Содержание бензола
Содержание следов бензола измеряли, используя газовую хроматографию и масс-спектрометрию.
Предварительная оценка пригодности для использования
Предварительная оценка пригодности для использования включает проверку на химическую совместимость, проверку на способность к образованию эмульсий и проверку на стабильность пигментной суспензии. Из-за недоступности образов в достаточном количестве лишь 4 фракции из опытной установки для фракционирования были подвергнуты испытанию на пригодность для использования, как описано ниже.
Проверка на химическую совместимость
Совместимость между фракциями и тестируемыми материалами в жидком и в твердом состоянии оценивали путем проведения экспериментов, описанных С. Chiyoda et al. [97] и С. Bordes et al. [54].
При использовании жидких тестируемых материалов образец фракции в количестве 10 мл и жидкий тестируемый материал в количестве 10 мл перемешивали магнитной мешалкой в течение 20 минут. Затем смесь отстаивали в течение 24 ч и проводили визуальную оценку растворимости. Если тестируемый материал был частично растворим или совсем не растворим, то температуру тестирования повышали до 50°С и 80°С.
При использовании твердых тестируемых материалов образец фракции в количестве 15 мл и тестируемый материал в количестве 1.5 г перемешивали магнитной мешалкой в течение 1 ч. Затем смесь отстаивали в течение 24 ч и проводили визуальную оценку растворимости. Кроме того, в случае необходимости измеряли изменение массы твердого материла. Процентное изменение массы рассчитывали по уравнению (1). Если тестируемый материал был частично растворим или совсем не растворим, то температуру тестирования повышали до 50°С и 80°С.

где Wƒ - масса тестируемого материала после перемешивания;
Wi - масса тестируемого материала до перемешивания.
Из-за высокого сопротивления полиамидов к растворению материалы Radilon подвергали испытанию на набухание. Этот метод испытания основан на экспериментах, описанных S.J. Kim et al. [62], на методике использования комплекта для испытания на химическую совместимость фирмы ALZAID [98] и на отчете о сопротивлении к растворению фирмы ARKEMA [99]. Гранулы полимера в количестве 1,5 г погружали в образец фракции. Затем смесь выдерживали в печи при температуре 60°С. Через 8 дней гранулы полимера промакивали, взвешивали и рассчитывали массовый коэффициент набухания по уравнению (1). Для сравнения было проведено испытание на совместимость с использованием ShellSol Т в качестве изопарафинового растворителя и ShellSol А 100 в качестве ароматического растворителя.
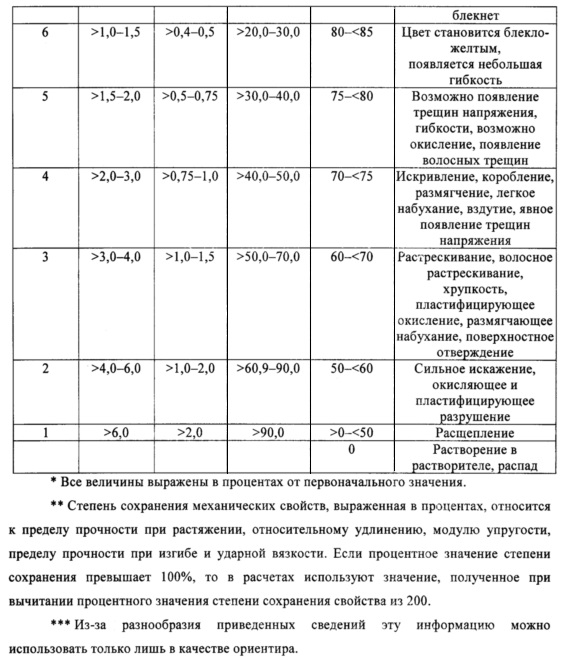
Для предварительной классификации по химической совместимости использовали шкалу, приведенную в таблице 4. Шкала построена на основе классификации по химической стойкости в Библиотеке проектирования пластиков (PDL) [55], представленной в таблице 5. Учитывали также точность лабораторных весов, составляющую 0,01 г или 0,67% от первоначальной массы образца. Эту шкалу использовали, чтобы облегчить визуальное определение уровня совместимости. Кроме того, поскольку испытание нельзя проводить при температуре выше температуры вспышки образца, некоторые испытания при повышенной температуре не проводили, например, фракцию с интервалом кипения от НТК до 200°С подвергали испытанию только при комнатной температуре.


Способность к образованию эмульсий
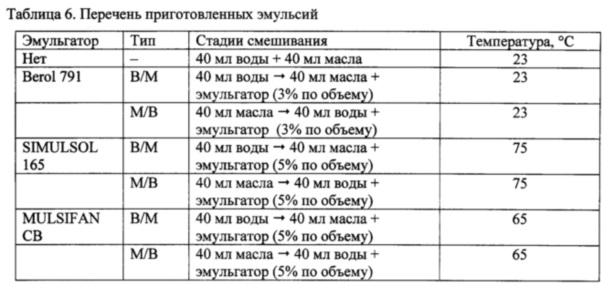
Для оценки способности образца образовывать эмульсию с водой в присутствии эмульгатора использовали метод, основанный на стандартном методе испытания на отделяемость от воды нефтепродуктов и синтетических жидкостей ASTM D1401 [100], на экспериментах, проведенных Daaou и Bendedouch [101], и на спецификациях производителей эмульгаторов [102], [103], [104]. Кроме того, были проведены испытания без эмульгаторов с целью определения базового значения. Были приготовлены эмульсии типа В/М и М/В путем изменения фазы, предназначенной для разведения эмульгатора, и порядка добавления фаз [105]. В таблице 6 перечислены эмульсии, приготовленные с использованием каждого эмульгатора. Эмульсии типа В/М не подвергали испытанию с использованием фракций, у которых температура вспышки ниже температуры плавления эмульгатора. Смеси перемешивали со скоростью (1500±15) об/мин в течение 5 минут.
Стойкость каждой эмульсии сначала проверяли в течение часа через каждые 10 минут, потом в течение 5 часов через каждый час. Затем образец выдерживали при комнатной температуре (23°С) с целью визуального наблюдения. Если эмульсия сохраняла стойкость, то образец помещали в холодильник и выдерживали при температуре 4°С в течение 24 ч, а затем подвергали периодическому замораживанию и оттаиванию до тех пор, пока эмульсия не подвергнется разрушению. Существует множество стандартов ASTM по определению попеременной стойкости к замораживанию, например, ASTM D5678 для восковой эмульсионной мастики для натирания полов, ASTM D3209 для полимерных мастик для натирания полов, ASTM D2243 для водорастворимых грунтовок и ASTM D7149 для клеев [106]. Однако при использовании для этой предварительной оценки процедуру испытания на попеременную стойкость к замораживанию упростили. А именно, за один цикл испытания эмульсию замораживали до температуры -14°С и выдерживали при этой температуре в течение 24 ч, а затем выдерживали в течение 24 ч при комнатной температуре. Фиксировали время, когда происходит разрушение эмульсии, и измеряли объем масляной фазы, водной фазы и эмульсионного слоя.
Стабильность пигментной суспензии
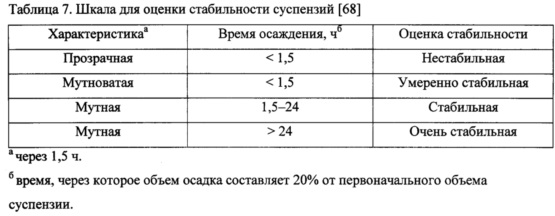
Метод оценки стабильности пигментной суспензии основан на экспериментах Q. Li et al. [68]. Образец в объеме 15 мл смешивали с 0,2 г пигмента магнитной мешалкой в течение 30 минут. Фиксировали степень осаждения через 10 минут, 30 минут, 1 ч, 1,5 ч и 24 ч. Кроме того, проводили для сопоставления испытание на стабильность с использованием воды, ацетона, ксилола и парафинового растворителя, не содержащего ароматических соединений. Для определения степени стабильности пигментной суспензии использовали качественную шкалу, приведенную в таблице 7.
Пример 1. Выход фракций
Выход каждой фракции при фракционировании изопарафиновой смеси в массовом и в объемном отношении представлен в таблице 8.
В случае полного фракционирования на 5 фракций был рассчитан выход этих фракций, значения которого приведены в таблице 8. Как можно видеть, основными фракциями являются фракция от 285 до конечной точки кипения (КТК) и фракция от 260°С до 285°С, выход которых составляет в массовом отношении 49% и 33%, соответственно, и значительно превышает выход трех других фракций.

Каждую фракцию подвергали дистилляции на лабораторной установке, как показано в таблице 9. Как можно видеть, полученные фракции укладываются в диапазоны температур кипения фракций, кроме начальной температуры кипения фракции 230-260, которая ниже номинального значения приблизительно на 6°С.

Выход каждой фракции при фракционировании н-парафиновой смеси показан в массовом и объемном отношении в таблице 10. Выход первой, второй и третьей фракции составил по массе приблизительно 16%, 38% и 46%, соответственно. Кроме того, в таблице 11 показано распределение по углеродным числам в каждой фракции. Компонентный состав каждой фракции показывает, что эти фракции укладываются в диапазоны температур кипения фракций. Чистота С18 во фракции «С18 и более тяжелые компоненты» составляет в массовом отношении 86,2%, что несколько меньше номинального значения, равного 90%. В этой фракции массовое содержание более тяжелых компонентов составляет 7,5%, тогда как массовое содержание более легких компонентов составляет 6,3%, а выход С18 в этой целевой фракции составляет 76% по массе от содержания С18 в исходной смеси.


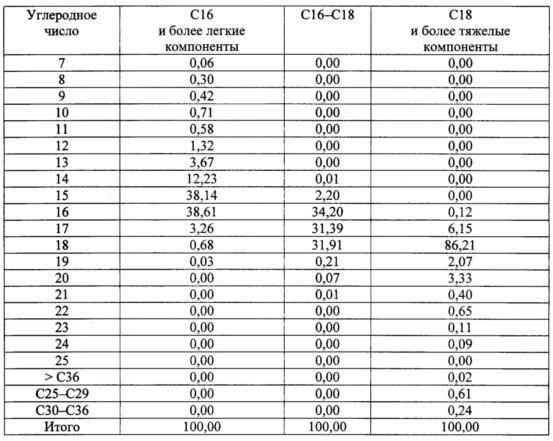
Оба варианта фракционирования соответствовали заданным критериям. При фракционировании изопарафиновой смеси основными фракциями являлись фракции с интервалом температур кипения 285-КТК и 265-285, полученные с выходом по массе 49% и 33%, соответственно. Основной фракцией при фракционировании н-парафиновой смеси являлась фракция «С 18 и более тяжелые компоненты», полученная с выходом 46% по массе. Эта фракция содержит С18 в количестве приблизительно 86% от массы всей фракции, а выход по массе С18 в эту фракцию составил 46%. Хотя чистота С18 в этой основной фракции несколько ниже целевого значения, возможно, удастся добиться намеченной цели при проведении дистилляции в промышленных условиях.
Пример 2. Физические свойства фракций
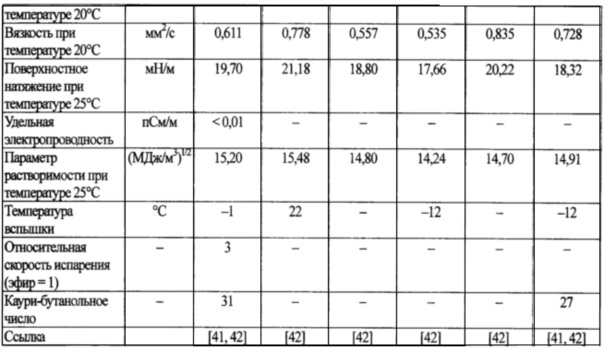
Ниже в таблице 12 приведены физические свойства изопарафиновых фракций. При повышении диапазона температур кипения увеличивается значение таких параметров, как температура вспышки, анилиновая точка, кинематическая вязкость, плотность, поверхностное натяжение, температура застывания, температура помутнения, относительная скорость испарения и показатель преломления. С другой стороны, при повышении диапазона температур кипения уменьшается значение таких параметров, как каури-бутанольное число, параметр растворимости и давление пара.
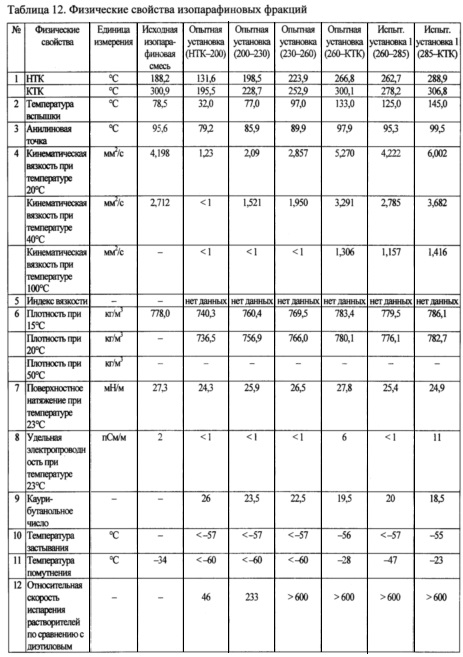

Значения температуры вспышки лежат в диапазоне от 32°С у самой легкой фракции до 145°С у самой тяжелой фракции. Значения анилиновой точки в зависимости от диапазона температур кипения возрастают от 79,2°С до 99,5°С. Кинематическая вязкость в зависимости от диапазона температур кипения возрастает от значения менее 1 мм2/с до 6 мм2/с. При снижении температуры значение вязкости возрастает. Однако индекс вязкости не удается рассчитать, поскольку вязкость при 100°С не превышает 2 мм2/с у всех фракций, а такой диапазон значений не предусмотрен стандартом. Плотность образцов составляет от 740 до 786 кг/м3. Температура застывания при любом диапазоне температур кипения лежит ниже -55°С, а температура помутнения находится в диапазоне от -23°С до значений ниже -60°С. Относительная скорость испарения составляет 46 и 233 у двух самых легких фракций, соответственно, со значительным ростом у более тяжелых фракций, превышая верхний предел измерений. Расчет давления пара показывает, что фракции с диапазоном температур кипения НТК-200°С и 200°С-230°С относятся к летучим органическим соединениям, а другие, более тяжелые, фракции не относятся к летучим органическим соединениям. Показатель преломления слабо возрастает от 1,415 до 1,439 по мере увеличения диапазона температур кипения.
Используемое в качестве показателя растворяющей способности каури-бутанольное число (КБ) имеет значения от 18,5 до 26, а параметры растворимости, рассчитанные по каури-бутанольной пробе, имеют значения от 13,9 до 14,5 (МДж/м3)1/2. Подробное описание расчета приведено в Приложении F.1 публикации Kanokporn Sinthavarayan ((Fractionation and characterization of renewable paraffinic solvents (Фракционный состав и основные параметры возобновляемых парафиновых растворителей)», являющейся диссертацией на соискание ученой степени магистра технических наук в Химико-технологическом институте Университета Аалто (Эспоо, Финляндия, 1 августа 2013 г.) в рамках Программы магистратуры по специальности «Экологические направления в устойчивых энергетических системах SELECT» (называемой в дальнейшем «Диссертация университета Аалто»), все содержание которой включено в данное описание посредством ссылки. В частности, оценку параметров растворимости проводили по зависимости между КБ и параметром растворимости, показанной на фиг. 1 (зависимость каури-бутанольного числа от параметра растворимости Гильдебранда) и на фиг. 2 (зависимость каури-бутанольного числа от анилиновой точки) [40] (фиг. 14 в Диссертации университета Аалто). Оценочную линию тренда, приведенную на фиг. 3, (корреляцию между каури-бутанольным числом и параметром растворимости) используют при экстраполяции параметра растворимости.
Каури-бутанольное число (КБ) представляет собой количество растворителя, требуемого для достижения точки помутнения при титровании стандартным раствором смолы каури в 1-бутаноле. Анилиновая точка (AT) представляет собой максимальную температуру, при которой анилин и подвергаемые испытанию растворители разделяются на две фазы. AT может коррелировать с КБ, а также с параметром растворимости, как следует из фиг. 3. Эти величины нельзя использовать в качестве параметров растворимости при выборе растворителя для данной пары растворитель - растворенное вещество. Тем не менее, они позволяют сделать некоторые предположения относительно того, какие растворители можно использовать в определенных отраслях промышленности, таких как производство красок и грунтовок [39].
Более легкие фракции проявляют большую растворяющую способность, чем более тяжелые фракции. При сравнении с типичными физическими свойствами других растворителей, проведенном в следующих таблицах А.1 и А.2 (и в Приложении А Диссертации университета Аалто) КБ этих фракций оказалось меньше, чем КБ у 2,2,4-триметилпентана, имеющего значение 27, и КБ у н-гексана, имеющего значение 31. Кроме того, их растворяющая способность значительно ниже, чем у ароматических растворителей, например, у толуола и бензола, имеющих КБ 112 и 105, соответственно.



Результаты экспериментов в отношении поверхностного натяжения, удельной электропроводности и цвета приведены в таблице 13.
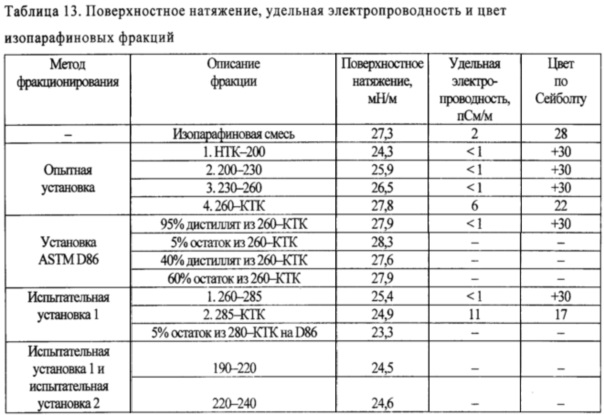
Изопарафиновые фракции, полученные на опытной установке, имели поверхностное натяжение в диапазоне от 24,3 мН/м до 27,8 мН/м, более тяжелые фракции имели более высокие значения поверхностного натяжения. Такую же тенденцию можно наблюдать у фракций, полученных на установке ASTM D86. Однако поверхностное натяжение у фракций, полученных на испытательной установке 1 и испытательной установке 2, имело меньшее значение в диапазоне от 23 мН/м до 25 мН/м, что не соответствует их диапазонам температур кипения. Кроме того, более тяжелые фракции имели меньшее поверхностное натяжение, чем более легкие фракции. Это заставляет допустить, что во время фракционирования в лабораторной установке было допущено загрязнение. Возможно, источником загрязнения является смазка, используемая для создания уплотнения между частями дистилляционной колонки.
Что касается удельной электропроводности и цвета, то низкая электропроводность и желтый цвет наблюдаются уже у исходной изопарафиновой смеси. Как можно видеть, компоненты, ответственные за эти свойства, склонны концентрироваться в самой тяжелой фракции. Кроме того, было показано, что самые тяжелые компоненты, скапливающиеся в остатке, ответственны за оба эти свойства. Эти самые тяжелые компоненты являются, возможно, полициклическими ароматическими углеводородами, которые имеют высокую температуру кипения и большую электропроводность [107].
Другой причиной высокой электропроводности может являться антистатическая добавка. Однако в исходной смеси ее нет. Согласно ISO 6297 [108] после ее добавления минимальная электропроводность может составлять порядка 100 пСм/м. Следовательно, высокая электропроводность обусловлена не этой добавкой. Но если исходная смесь содержит антистатическую добавку, ее влияние зависит от того, какие активные компоненты содержатся в этой добавке. Например, активным ингредиентом в антистатической добавке сульфонного типа является динонилнафталинсульфоновая кислота, которая подвергается разложению, прежде чем температура кипения превысит 300°С [109]. Следовательно, проводящую способность можно определять в самой тяжелой фракции.
Физические свойства н-парафиновых фракций приведены в таблице 14. Характер взаимоотношений между физическими свойствами и диапазонами температур кипения такой же, как и у изопарафиновых фракций. Из-за высокой температуры С18 и более тяжелых компонентов эта фракция переходит в твердое состояние при комнатной температуре, поэтому некоторые свойства, например, поверхностное натяжение, КБ и показатель преломления анализу не подвергались.


По мере повышения диапазона температур кипения температура вспышки меняется от 101°С до 157°С, а анилиновая точка меняется от 93°С до 101°С. В зависимости от диапазона температур кипения кинематическая вязкость возрастает от 1,11 до 5,23 мм2/с. Как и в случае изопарафиновых фракций, индекс вязкости не удалось рассчитать. Плотность при температуре 50°С меняется от 749 до 762 кг/м3. Наблюдаются значительно более высокие значения температуры застывания и температуры помутнения, чем у изопарафиновых фракций. Относительные скорости испарения также оказались больше верхнего предела. Все н-парафиновые фракции не относятся к летучим органическим веществам, поскольку их давление паров составляет менее 0,01 кПа. Кроме того, при переходе от первой фракции ко второй фракции показатель преломления возрастает от 1,432 to 1,436.
Чтобы определить поверхностное натяжение, н-парафиновую смесь подвергали также фракционированию на лабораторной установке. Как и в случае изопарафиновых фракций, можно предположить, что загрязнение могло повлиять на результаты анализа поверхностного натяжения. Удельная электропроводность составила менее 1 пСм/м и у исходной смеси, и у н-парафиновых фракций. Кроме того, КБ и параметры растворимости оказались несколько меньше, чем у изопарафиновых фракций. У первой и второй фракций КБ имеет значения 19 и 17,5, а параметр растворимости имеет значения 13,9 и 13,8 (МДж/м3)1/2, соответственно.
Пример 3. Анализ компонентного состава
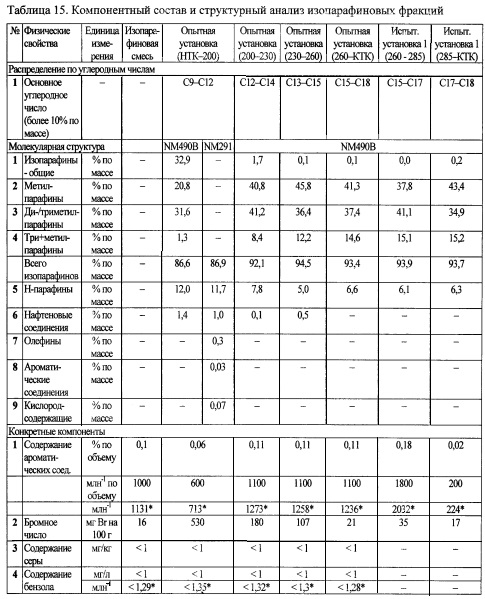
У изопарафиновых фракций распределение по углеродным числам соответствует их диапазонам температур кипения. Результаты, полученные для фракции с диапазоном температур кипения НТК-200°С при использовании NM490B и NM291 соответствуют друг другу. Она содержит в массовом отношении приблизительно 87% изопарафинов, 12% н-парафинов и 1% нафтенов. Обнаружены и следы олефинов, ароматических соединений и кислородсодержащего соединения, содержащихся в массовом отношении в количестве 0,3%, 0,03% и 0,07%, соответственно. Компонентный состав и структурный анализ изопарафиновых фракций показан в таблице 15.

где А - содержание ароматических соединений, 880 - плотность моноароматических соединений (кг/м3), D - плотность образца (кг/м3). При оценке содержания бензола в млн-1 по массе пересчет объемной доли в массовую долю проводили по уравнению:

где В - содержание бензола, D - плотность образца (кг/м3)
В других фракциях оказалось выше содержание изопарафинов - от 92% до 95% по массе, и ниже содержание н-парафинов - приблизительно от 5% до 6% по массе. Во всех фракциях, кроме фракций с диапазоном температур кипения выше 260°С, обнаружены следы нафтенов. Содержание серы составило менее 1 млн-1, а содержание бензола составило менее 1 мг/л.
Компонентный состав и структурный анализ н-парафиновых фракций представлены в таблице 16.
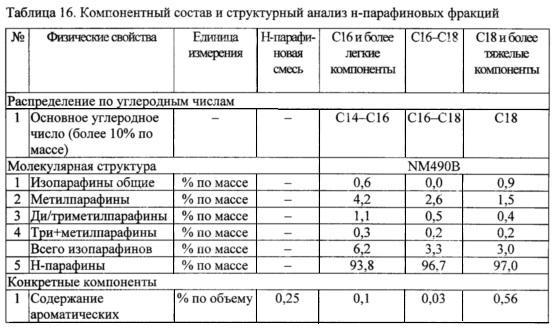

Что касается н-парафиновых фракций, то содержание н-парафинов в них в массовом отношении по массе составляет от 94% до 97%, а содержание изопарафинов составляет от 3% до 6%. Содержание серы и бензола определялось только в н-парафиновой смеси, где оно составило менее 1 млн-1 и 1 мг/л, соответственно. Однако содержание серы и бензола в н-парафиновых фракциях является, вероятно, таким же низким, как и в самой исходной смеси.
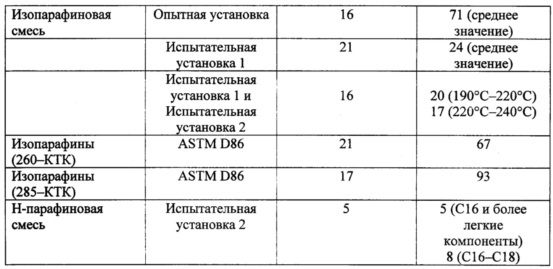
Был рассчитан и приведен в таблице 17 батане содержания ароматических соединений. Как можно видеть, высокое содержание ароматических соединений обусловлено их высоким содержанием в самой исходной смеси, во время дистилляции образование значительных количеств ароматических веществ не наблюдалось.

Баланс бромных чисел представлен в таблице 18. Было обнаружено значительное количество ненасыщенных соединений или олефинов, образовавшихся во время фракционирования на опытной установке и на установке ASTM D86. В то же время на испытательной установке 1 и на испытательной установке 2 образования значительных количеств олефинов не обнаружено.

Олефины образуются, вероятно, в результате крекинга при нагревании во время фракционирования. Возможно протекание реакций крекинга, показанных на фиг.4 (крекинг изопарафинов [110]). Крекинг приводит к образованию изопарафинов с более короткими углеродными цепями, олефинов и н-парафинов. Олефины и н-парафины, как имеющие меньшее углеродное число, в большей степени присутствуют в более легкой фракции, чем в более тяжелой фракции. Это согласуется с результатами, полненными при анализе компонентного состава, когда в самой легкой фракции наблюдалось самое высокое содержание олефинов и н-парафинов.
Температура нагревания при фракционировании на лабораторной установке изопарафиновой смеси была от 180°С до 195°С, а при фракционировании н-парафиновой смеси - от 195°С до 220°С, продолжительность фракционирования составила приблизительно 24 ч, тогда как температура нагревания при дистилляции на установке ASTM D86 была от 280°С до 300°С и продолжительность дистилляции составила всего лишь 1 ч. К тому же, температура нагревания потенциально гораздо выше возле поверхности электрического нагревателя. Это значит, что смеси чувствительны к нагреву и в них легко происходит крекинг при нагревании до температуры 200÷300°С. Однако при дистилляции на промышленной установке время пребывания будет, вероятно, значительно меньше, и в случае необходимости кубовую температуру можно снизить, проводя дистилляцию при разрежении.
Содержание олефинов может также обусловливать запах, присущий фракциям. Фракции с диапазоном температур кипения НТК-200°С и 200°С-230°С, имеющие бромное число 530 и 180 мг Br на 100 г, соответственно, обладают запахом, а более тяжелые фракции, имеющие меньшее значение бромного числа, запахом не обладают.
Пример 4. Сопоставление с коммерчески доступными продуктами
Были сопоставлены физические свойства и компонентный состав у полученных фракций и у коммерчески доступных изопарафиновых продуктов компаний, обсуждавшихся в разделе 5.2 («Изготовители и коммерчески доступные алифатические продукты») Диссертации университета Аалто, все содержание которой включено в данное описание посредством ссылки. Подробное описание этого сопоставления приведено в Приложении Н Диссертации университета Аалто. Информацию собирали с веб-сайтов производителей, поэтому приведены не все физические свойства и не все данные о компонентном составе. В целом, физические свойства, например, температура вспышки, анилиновая точка, вязкость, плотность сопоставимы с физическими свойствами коммерчески доступных продуктов. Однако наблюдаются некоторые отличия в свойствах и компонентных составах, изложенные далее.
При сравнении с продуктами ShellSol производства Shell Chemicals оказалось, что продукты ShellSol имеют несколько меньшее поверхностное натяжение и более высокое значение КБ и параметра растворимости. Что касается компонентного состава, то продукты ShellSol Т и TD имеют бромное число 300 и 400 млн-1, соответственно. Эти значения меньше, чем у фракции с диапазоном температур кипения НТК-200°С. Однако они больше, чем у других фракций. Продукты ShellSol содержат меньше ароматических соединений, кроме ShellSol OMS и ТК, которые имеют содержание ароматических веществ до 1000 млн-1 и 2500 млн-1 по объему.
Продукты Isopar производства ExxonMobil Chemical имеют значительное меньшее содержание ароматических соединений. Оно составляет от 10 млн-1 до 40 млн-1 у большинства продуктов, кроме продукта Isopar V, в котором содержание ароматических соединений доходит до 1000 млн-1.
Продукты ISANE производства TOTAL Special Fluids заявлены как имеющие 100%-ное содержание изопарафинов в качестве своего характерного свойства. Бромное число и содержание ароматических веществ у них значительно ниже. Согласно спецификации, бромное число составляет 20 мг Br на 100 г, а содержание ароматических веществ составляет от 10 млн-1 до 100 млн-1, в зависимости от продукта.
Продукты Soltrol 100 и Soltrol 125 производства Chevron Phillips Chemical обладают более высокой чистотой. Они содержат более 99% изопарафинов по массе, а содержание ароматических соединений составляет от 25 млн-1 до 250 млн-1. Однако Soltrol 220, самый тяжелый из продуктов, имеет содержание ароматических соединений 2000 млн-1 и содержание серы до 15 млн-1.
Большинство изопарафиновых продуктов INEOS обеспечивают очень низкое содержание ароматических веществ - порядка 1 млн-1. Однако бромное число у них выше, оно составляет у разных продуктов от 0,5 до 2 г Br на 100 г (приблизительно от 500 до 2000 мг Br на 100 г). Выше у них и содержание серы, составляющее от 3 млн-1 до 5 млн-1. Один только изододекан имеет низкое бромное число 15 мг Br на 100 г и низкое содержание серы - 1 млн-1.
Все марки дистиллятов для печатных красок производства Haltermann, кроме PRWF 1/3 af, содержат 75% парафинов и 25% нафтенов по массе. PRWF 1/3 af, самый легкий из продуктов, содержит 99% парафинов и менее 1% нафтенов по массе. К тому же, у них больше и бромное число, и содержание ароматических веществ. Бромное число составляет от 0,5 г до 1 г Br на 100 г (приблизительно от 500 до 1000 мг Br на 100 г), а содержание ароматических веществ составляет от 1000 млн-1 до 10000 млн-1 (от 0,1% до 1% по массе) для всех марок, кроме PRWF 5/9, в котором содержание ароматических соединений доходит до 10% по массе. Температура застывания у продуктов производства Haltermann также имеет более высокое значение в диапазоне от -6°С до -25°С. Цвет у продуктов разный, самый легкий продукт бесцветен, как вода, более тяжелые продукты практически бесцветны, как вода, а самый тяжелый продукт имеет бледно-желтый цвет.
Пример 5. Оценка пригодности для использования
Предварительная оценка пригодности для использования включала в себя проверку на химическую совместимость с разными материалами, проверку на способность к образованию эмульсий и, наконец, проверку на стабильность пигментной суспензии.
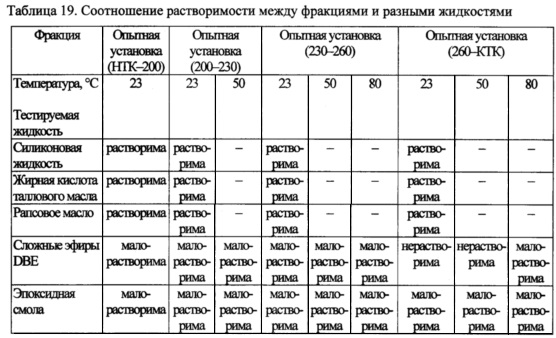
В таблице 19 приведена оценка растворимости при проведении испытания на химическую совместимость с жидкими материалами. Оказалось, что все фракции легко растворимы в силиконовой жидкости, жирной кислоте галлового масла и рапсовом масле при комнатной температуре (приблизительно 23°С). Однако эти фракции малорастворимы или вовсе не растворимы в жидкости для снятия краски DBE и в эпоксидной смоле. У всех фракций при комнатной температуре приблизительно 5% по объему изопарафиновой фракции способны растворяться в фазе DBE. Однако при повышении температуры раствора растворимость увеличивается незначительно. Что касается растворимости в эпоксидной смоле, то при комнатной температуре в эпоксидной смоле может растворяться небольшое количество изопарафиновой фракции, составляющее от 5% до 10% по объему, в зависимости от тестируемой фракции. К тому же, при повышении температуры небольшое количество эпоксидной смолы может растворяться во фракциях, однако при повышенных температурах значительного изменения растворимости не наблюдается. Подробнее результаты испытания на растворимость в DBE и в эпоксидной смоле отражены на фиг. 9 (растворимость жидкости в сложных эфирах DBE при разной температуре для разных фракций) и на фиг. 10 (растворимость жидкости в эпоксидной смоле при разной температуре для разных фракций).
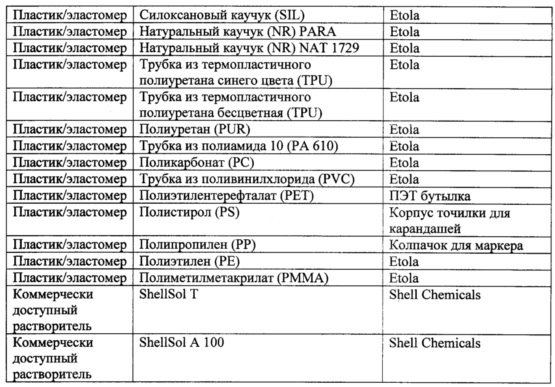
В таблице 20 приведены результаты испытания на совместимость между разными фракциями и разными пластмассами и эластомерами. Полученные результаты разделены на 3 группы в зависимости от тестируемого материала: эластомеры, термопластичные эластомеры и пластмассы. Все фракции совместимы с неполярными эластомерами, такими как EPDM (тройной этилен-пропилен-диеновый каучук), SIL (силоксановый каучук) и NR (натуральный каучук), т.е. вызывают их сильное набухание. Меньшему набуханию подвержен CR (хлоропреновый каучук), a NBR (бутадиен-акрил-нитрильный каучук) либо подвержен незначительному набуханию, либо совсем не набухает.
Воздействия на термопластичные полиуретаны при комнатной температуре не выявлено, а при повышенной температуре воздействие незначительно. Кроме того, оказалось, что полимеры Kraton способны создавать с фракциями вязкую жидкость или гель. Иначе говоря, в смеси с фракциями полимеры Kraton можно использовать в качестве загустителя или гелеобразующего агента. Самая легкая фракция с диапазоном температур кипения НТК-200°С совместима с этими полимерами при комнатной температуре, а более тяжелым фракциям для образования геля или вязкой жидкости может потребоваться повышенная температура. При охлаждении до комнатной температуры все жидкости или вязкие жидкости образуют плотные гели.
Фракции не действуют на большинство прочих пластмасс, в частности, на PUR (полиуретан), РА610 (полиамид 610), PC (поликарбонат), PET (полиэтилентерефталат), РММА (полиметилметакрилат) и PVAc (поливинилацетат). Повышение температуры не приводит к увеличению растворимости между фракциями и этими пластмассами. Однако фракции вызывают некоторое набухание у PS (полистирол), РЕ (полиэтилен) и РР (полипропилен). Наблюдалось частичное растворение PVC (поливинилхлорид), но скорее всего во фракциях растворяется пластификатор, а не сам поливинилхлорид. Наконец, продукты из полиамида RADILON не подвержены набуханию.
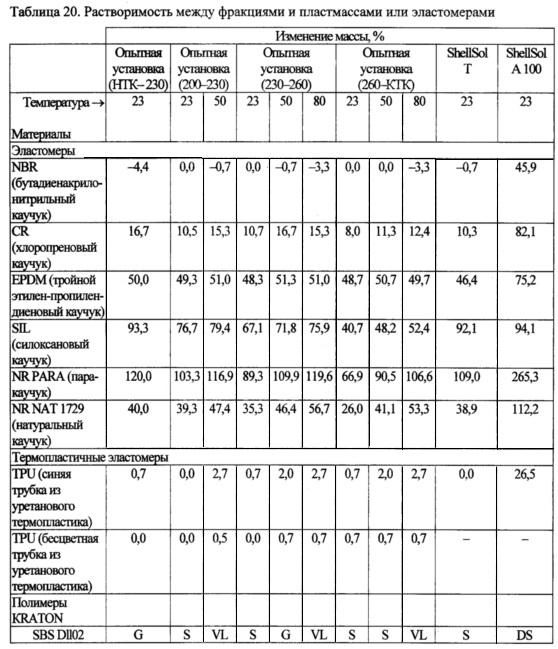

При сопоставлении с ShellSol Т, который является изопарафиновым растворителем с диапазоном температур кипения от 189°С до 215°С, оказалось, что уровень совместимости ShellSol Т находится между уровнями совместимости первой фракции (НТК-200°С) и второй фракции (200°С-230°С), если использовать в качестве критерия их диапазоны температур кипения. Уровни совместимости ShellSol Т, первой и второй фракций сопоставимы с уровнями совместимости для большинства материалов. Тем не менее, ShellSol Т проявляет меньшую совместимость с полимером Kraton, чем вторая фракция, поскольку ShellSol Т может образовывать гель только с SEBS G1650, а у других полимеров Kraton вызывает набухание.
Благодаря высокой растворяющей способности ароматических компонентов ShellSol А 100 проявляет более высокую совместимость со всеми материалами, чем изопарафиновые фракции. ShellSol А 100 способен растворять полистирол и все полимеры Kraton без образования вязкой жидкости или геля. При комнатной температуре он не оказывает воздействия лишь на полиамид РА 610 и ПММА.
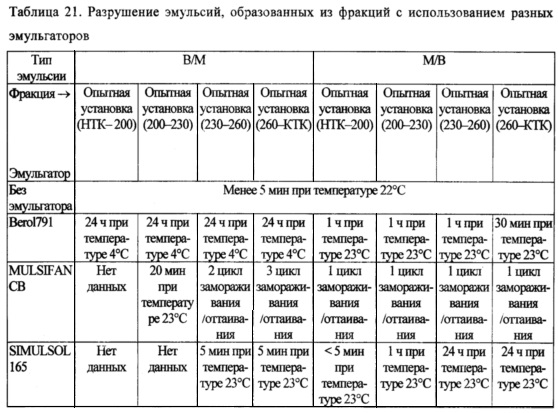
В таблице 21 указано время, по истечении которого эмульсии между фракцией и эмульгатором начинают разрушаться. Из нее видно, что при использовании разных эмульгаторов стабильность образуемых эмульсий снижается в последовательности MULSIFAN СВ, Berol 791 и SIMULSOL 165. При использовании эмульгатора Berol 791 эмульсии типа В/М образуются легче, чем эмульсии типа М/В. Это обусловлено тем, что жидкий эмульгатор легче растворяется в масляной фазе, чем в водной фазе. Стабильность эмульсий с эмульгатором MULSIFAN СВ зависит от использованной фракции. Эмульсии типа В/М обладают большей стабильностью при использовании двух самых тяжелых фракций, а эмульсия типа М/В легче образуется при использовании фракции с диапазоном температур кипения от 200°С до 230°С. Однако самая легкая фракция не подвергалась тестированию в эмульсии типа М/В. Наконец, при использовании эмульгатора SIMULSOL 165 эмульсии типа М/В образуются легче, чем эмульсии типа В/М.
На фиг. 5 показана высота разных слоев эмульсий типа М/В, полученных с использованием эмульгатора Berol 791, после выдержки в течение 24 ч при температуре 4°С. Как можно видеть, более тяжелая фракция образует более стабильную эмульсию, чем более легкая фракция.
На фиг. 6 показана высота разных слоев эмульсий типа М/В, полученных с использованием эмульгатора Berol 791, после выдержки в течение 24 ч при комнатной температуре (23°С). В отличие от эмульсии типа В/М, легкая фракция образует более стабильную эмульсию, чем более тяжелая фракция.
На фиг. 7 приведены сходные результаты (высота разных слоев в эмульсиях типа М/В и В/М, полученных с использованием эмульгатора MULSIFAN СВ после третьего цикла замораживания/оттаивания). Они показывают, что более стабильную эмульсию типа В/М образует более тяжелая фракция, а более стабильную эмульсию типа М/В образует легкая фракция.
На фиг. 8 показана высота разных слоев эмульсий типа М/В и В/М, полученных с использованием эмульгатора SIMULSOL 165, после выдержки с течение 24 ч при комнатной температуре. Как можно видеть, более стабильную эмульсию типа В/М образует более легкая фракция, а более стабильную эмульсию типа М/В образует более тяжелая фракция.
В таблице 22 указана стабильность суспензий, полученных из разных фракций и разных пигментов. Фотографии, фиксирующие степень осаждения в определенные моменты времени, приведены в Приложении J («Фотографии, иллюстрирующие стабильность пигментных суспензий») Диссертации университета Аалто, все содержание которой включено в данное описание посредством ссылки.
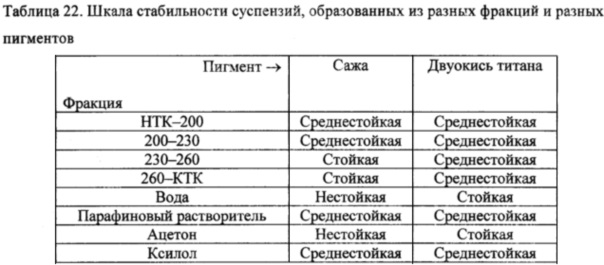
Для обоих пигментов более тяжелая изопарафиновая фракция образует более стойкую суспензию, чем более легкая фракция. Сажевый пигмент лучше совместим с неполярными растворителями. Как можно видеть, с водой и ацетоном, являющимися полярными растворителями, он образует нестойкую суспензию, но образует более стойкие суспензии с неполярными растворителями, т.е. с парафиновым растворителем, ксилолом и изопарафиновыми фракциями, особенно с двумя самыми тяжелыми фракциями. И напротив, пигмент диоксида титана лучше совместим с полярными растворителями. И все же он образует среднестойкие суспензии с неполярными растворителями. Как указано в литературном обзоре, поверхностное натяжение играет большую роль при смачивании пигмента и образовании суспензии. Чем ниже поверхностное натяжение, тем лучше смачивается пигмент и тем меньше энергия, которая может потребоваться для диспергирования пигмента. Однако результаты, полученные при этом предварительном исследовании, показывают, что полярность оказывает на стойкость суспензии большее влияние, чем поверхностное натяжение.
При исследовании на химическую совместимость было выявлено, что фракции легко растворяются в жирной кислоте таллового масла, силиконовой жидкости и рапсовом масле, но плохо растворимы в эпоксидной смоле и DBE. Что касается пластмасс и эластомеров, то фракции проявляют совместимость с неполярными эластомерами, такими как тройной этилен-пропилен-диеновый каучук, силоксановый каучук и натуральный каучук, приводя к их набуханию. Кроме того, они совместимы с продуктами Kraton и образуют с ними вязкую жидкость или гель, так что продукты Kraton можно использовать в качестве загустителя или гелеобразующего агента совместно с этими фракциями. Однако фракции не действуют или почти не действуют на большинство пластмасс, например, на полиуретан, полиамид, поликарбонат, ПЭТФ и полиметилметакрилат. При повышенной температуре набуханию подвержены полистирол, полипропилен и полиэтилен, в то же время фракции способны частично вымывать пластификатор из ПВХ.
При испытании на стабильность образованных эмульсий оказалось, что эмульсия образуется при использовании разных эмульгаторов. Однако стабильность эмульсии зависит от множества параметров, в том числе от типа эмульгатора, порядка его добавления или типа эмульсии и от самих фракций. В целом, самая высокая стабильность наблюдалась при использовании эмульгатора MULSIFAN СВ, меньшая стабильность наблюдалась при использовании эмульгаторов Berol 791 и SIMULSOL 165.
Пигментная суспензия имела средний уровень стойкости при использовании диоксида титана и уровень стойкости от среднего до высокого при использовании сажи. Оказалось, что сажевый пигмент лучше совмещается с неполярными соединениями - изопарафиновыми фракциями, ксилолом и парафиновыми растворителями, а диоксид титана лучше совместим с полярными растворителями, такими как ацетон и вода.
Разделение дистилляцией проводили с целью получения состава, обогащенного С14 и С15 изопарафинами. Для этого использовали дистилляционные аппараты испытательной установки 1 и испытательной установки 2, описанные выше. Процесс получения С14-С15 фракции сходен с описанным выше процессом, использованным для получения других дистиллятных фракций, например, фракции 230°С-260°С. Подробности относительно полученного состава изложены ниже в таблицах 23 и 24.

В таблице 23 «iP» обозначает изопарафины, а «me» обозначает метиленовые группы, например, «iP-me» обозначает изопарафин с одной метиленовой группой.


Процесс выделения путем дистилляции проводят для получения фракции 190°С-220°С. При этом используют описанные выше дистилляционные устройства испытательной установки 1 и испытательной установки 2. Процесс получения фракции 190°С-220°С сходен с одним из описанных выше процессов, использованных для получения других дистиллятных фракций, например, фракции 230°С-260°С. Подробности относительно полученного состава изложены далее в таблице 25.

В таблице 25 «iP» обозначает изопарафины, а «me» обозначает метиленовые группы, например, «iP-me» обозначает изопарафин с одной метиленовой группой.
Процесс разделения путем дистилляции проводят для получения фракции 220°С-240°С. При этом используют описанные выше дистилляционные устройства испытательной установки 1 и испытательной установки 2. Процесс получения фракции 220-240°С сходен с одним из описанных выше процессов, использованных для получения других дистиллятных фракций, например, фракции 230°С-260°С. Подробности относительно полученного состава изложены далее в таблице 26.
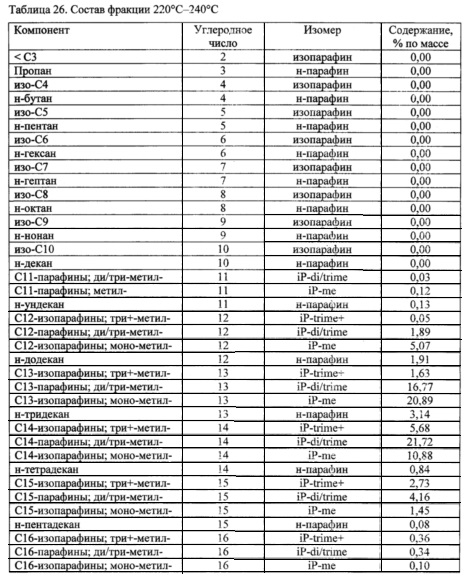

В таблице 26 «iP» обозначает изопарафины, а «me» обозначает метиленовые группы, например, «iP-me» обозначает изопарафик с одной метиленозой группой.
Различные фракции, полученные при проведении процессов разделения, можно использовать по разному назначению. Например, фракцию, обогащенную С14-С16, можно использовать в маслах, смазочных материалах, восках, средствах личной гигиены, косметических средствах, фармацевтических препаратах, детергентах, пластмассах и добавках, в грунтовках и функциональных жидкостях, в поверхностно-активных веществах и промежуточных продуктах, таких как хлорированные и сульфонированные парафины, которые применяются сами по себе или используются в производстве, например, пластификаторов.
Специалистам в данной области понятно, что настоящее изобретение можно воплотить в других конкретных формах, не выходящих за пределы его сущности или его существенных признаков. Следовательно, раскрытые здесь варианты осуществления считаются носящими в любом отношении иллюстративный, а не ограничительный характер. Объем настоящего изобретения определяется не предшествующим описанием, а приведенной формулой изобретения, которая охватывает все изменения, относящиеся к смыслу, диапазону значений и эквивалентности понятий.
Перечень ссылок на документы
[13] ASTM Standard D7345, 2008, "Distillation of Petroleum Products at Atmospheric Pressure (Micro Distillation Method)", ASTM International, West Conshohocken, PA, 2008, 15 p.
[15] ASTM Standard D86, 2011a, "Distillation of Petroleum Products at Atmospheric Pressure", ASTM International, West Conshohocken, PA, 2011, 27 p.
[20] ASTM Standard D2887, 2008, "Boiling Range Distribution of Petroleum Fractions by Gas Chromatography", ASTM International, West Conshohocken, PA, 2008, 20 p.
[39] G. Wypych, "Solvents, Industrial," in Kirk-Othmer Encyclopedia of Chemical Technology.: John Wiley & Sons, Inc., 2006, vol. 23, pp. 1-41. [Online] www.onlinelibrary.wiley.com
[40] G. Wypych, "Basic Physical and Chemical Properties of Solvents," in Handbook of Solvents, G. Wypych, Ed. Toronto: Chem Tec Publishing, 2001, ch. 2.3, pp. 42-63. [Online] www.knovel.com
[43] ASTM Standard D5950, 2007, "Pour Point of Petroleum Products (Automatic Tilt Method)", ASTM International, West Conshohocken, PA, 2007, 5 p.
[44] ASTM Standard D5771, 2010, "Cloud Point of Petroleum Products (Optical Detection Stepped Cooling Method)", ASTM International, West Conshohocken, PA, 2010. 6 p.
[48] ASTM Standard D445, 2009, "Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity)", ASTM International, West Conshohocken, PA, 2009, 10 p.
[49] ASTM Standard D2270, 2010, "Calculating Viscosity Index from Kinematic Viscosity at 40 and 100°C", ASTM International, West Conshohocken, PA, 2010, 6 p.
[54] C. Bordes, V. Freville, E. Ruffin, P. Marote, J.Y. Gauvrit, S. Briancon and P. Lanteri, "Determination of poly(ε-caprolactone) solubility parameters: Application to solvent substitution in a microencapsulation process," International Journal of Pharmaceutics, vol. 383, no. 1-2, pp. 236-243, 2010.
[55] W. Andrew, PDL HANDBOOK SERIES: Chemical Resistance of Thermoplastics, W. Woishnis and S. Ebnesajjad, Eds. Waltham, USA: Elsevier Inc., pp. XV-LI, 2012. [Online] http://books.google.com/
[62] S.J. Kim, S.J. Park, and S.I. Kim, "Swelling behavior of interpenetrating polymer network hydrogels composed of poly(vinyl alcohol) and chitosan," Reactive & Functional Polymer, vol. 55, pp. 53-59, 2003.
[68] Q. Li, D.L. Feke, and I.M. Zloczower, "Comparison of stability and dispersion characteristics of organic pigment agglomerates," Powder Technology, vol. 92, pp. 17-24, 1997.
[80] ASTM Standard D93, 2008, "Flash Point by Pensky-Martens Closed Cup Tester", ASTM International, West Conshohocken, PA, 2008, 18 p.
[81] ASTM Standard D56, 2010, "Flash Point by Tag Closed Cup Tester", ASTM International, West Conshohocken, PA, 2010, 11 p.
[82] ASTM Standard D611, 2007, "Aniline Point and Mixed Aniline Point of Petroleum Products and Hydrocarbon Solvents", ASTM International, West Conshohocken, PA, 2007, 7 p.
[83] ASTM Standard D4052, 2011, "Density, Relative Density, and API Gravity of Liquids by Digital Density Meter", ASTM International, West Conshohocken, PA, 2011, 8 p.
[85] ASTM Standard D2624, 2009, "Electrical Conductivity of Aviation and Distillate Fuels", ASTM International, West Conshohocken, PA, 2009, 11 p.
[88] ASTM Standard D6045, 2009, "Color of Petroleum Products by the Automatic Tristimulus Method", ASTM International, West Conshohocken, PA, 2009, 8 p.
[89] ASTM Standard D 1218, 2007, "Refractive Index and Refractive Dispersion of Hydrocarbon Liquids", ASTM International, West Conshohocken, PA, 2007, 7 p.
[92] ASTM Standard D2710, 2009, "Bromine Index of Petroleum Hydrocarbons by Electrometric Titration", ASTM International, West Conshohocken, PA, 2009, 4 p.
[95] ASTM Standard D5453, 2009, "Determination of Total Sulfur in Light Hydrocarbons, Spark Ignition Engine Fuel, Diesel Engine Fuel, and Engine Oil by Ultraviolet Fluorescence", ASTM International, West Conshohocken, PA, 2009, 10 p.
[97] C. Chiyoda, E.C.D. Peixoto, A.J.A. Meirelles, and С.E.C. Rodrigues, "Liquid-Liquid equilibria for systems composed of refined soybean oil, free fatty acids, ethanol, and water at different temperatures," Fluid Phase Equilibria, vol. 299, pp. 141-147, 2010.
[98] ALZAID Chemical Compatibility Test Kit. [Online]
www.alzet.com/downloads/alzaidspecs.pdf, 15 March 2013.
[99] Orgasol powders: Arkema Inc. [Online]
http://www.arkema-inc.com/literature/pdf/92.pdf, 15 March 2013.
[100] ASTM Standard D1401, 2010, "Water Separability of Petroleum Oils and Synthetic Fluids", ASTM International, West Conshohocken, PA, 2010, 5 p.
[101] M. Daaou and D. Bendedouch, "Water pH and surfactant addition effects on the stability of an Algerian crude oil emulsion, "Journal of Saudi Chemical Society, vol. 16, pp. 333-337, 2012.
[102] Berol 791: AkzoNobel Fabric & Cleaning. [Online]
http://sc.akzonobel.com/en/fabric-cleaning/Pages/pi duct-detail.aspx?prodID=8242,7 May 2013.
[103] SIMULSOL 165: SEPPIC. [Online]
http://www.seppic.com/cosmetic/emulsifier/simulsol-165-@/view-361-seproduit.html;jsessionid=xSYB9LuYcjgHYDGOpgH4w, 7 May 2013.
[104] Zschimmer & Schwarz: Technical datasheet MULSIFAN CB Oil/water emulsifier for cosmetics. [Online]
http://www.zschimmer-schwarz.corn/MULS IF AN_CB/simon/zschimmerschwarz/media site/downloads/merkblatt/1_S_S_ENG_4255_10_2_370.pdf, 7 May 2013.
[105] J. Viyoch., Surfa Tech-Technology Library-Emulsions. [Online] http://www.surfatech.com/pdfs/emulsions.pdf, 7 May 2013.
[106] ASTM International. [Online] http://www.astm.org/Standard/index.shtml, 17 June 2013.
[107] Y. Natsume, T. Minakata, and T. Aoyagi, "Structures and electronic properties of thin-films of polycyclic aromatic hydrocarbons," Thin Solid Films, vol. 517, pp. 3005-3010, 2009.
[108] "ISO 6297: 1997 Petroleum products - Aviation and distillate fuels - Determination of electrical conductivity," International Organization for Standardization, Geneva, 1997.
[109] Dinonylnaphthalene Category: Screening-Level Hazard Characterization of High Production Volume Chemicals, U.S. environmental Protection Agency. [Online] http://www.epa.gov/chemrtk/hpvis/hazchar/Category_Dinonylnaphthalene_March_2012.pdf, 11 June 2013.
[110] T. Kasza and J. Hancsok, "Investigation of Fuel Components Produced by The Isomerization of Bio-paraffin Mixtures," Hungarian Journal of Industrial Chemistry Veszprem, vol. 39, pp. 121-126, 2011.
Реферат
Изобретение относится к композиции для использования в качестве растворителя или компонента растворителя, содержащей С14-парафины в количестве от 40% до 50% от общей массы композиции и С15-парафины в количестве от 35% до 45% от общей массы композиции, причем С14-парафины и С15-парафины получены из биологического сырья. Также данная композиция может использоваться в качестве компонента топлива. Изобретение относится и к способу получения композиции. Предлагаемая композиция обладает рядом преимуществ как по составу, так и по физическим свойствам в сравнении с аналогичными продуктами. 3 н. и 32 з.п. ф-лы, 26 табл., 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения углеводородных фракций из смесей биологического происхождения
Комментарии