Заготовка для облицовки двери с калевкой и способ ее изготовления - RU2471952C2
Код документа: RU2471952C2
Чертежи













Описание
Настоящее изобретение относится к заготовке для облицовки двери, содержащей первую основную поверхность с элементом конструкции, расположенным на ней, и противоположную вторую основную поверхность. По меньшей мере, два из участков для размещения вертикальных брусков образуют первую ширину и три из участков для размещения вертикальных брусков образуют вторую ширину большую, чем первая ширина. Заготовка для облицовки двери может быть обтесана для образования облицовки, имеющей выбранную ширину. Также раскрыты способ образования заготовки для облицовки двери и формовочный пресс для формования заготовки для облицовки двери.
Пустотелые и щитовые двери со сплошным заполнением обычно содержат периметральную раму с первой и второй облицовками двери, прикрепленными к противоположным сторонам рамы. Облицовки двери могут быть выполнены из композиционных материалов целлюлозного материала и связующей смолы, полимеров или металла.
Пустотелые или щитовые двери со сплошным заполнением могут быть «плоского» типа, то есть плоскими на обеих основных поверхностях. В качестве альтернативы, одна или обе облицовки двери могут содержать фасонные части, архитектурные элементы или текстуры. Например, облицовка двери может быть сформована для включения фасонных частей для имитации вертикальных брусков, горизонтальных брусков и панелей.
Формованные и архитектурные элементы часто являются желательными для потребителей и могут быть сформованы или выдавлены на заготовке во время сжатия. Однако обычно требуется разный комплект штампа для каждого размера и длины облицовки двери. Например, обычно требуется множество комплектов штампа для формования облицовок двери разной шины, даже если формованная конструкция подобна на всех облицовках двери с разной шириной благодаря положению и конфигурации формованных частей на облицовке. Подобным образом, разные комплекты штампа обычно требуются для облицовок двери разной длины, даже если конфигурация формованной конструкции подобна на всех облицовках.
По существу, формованные облицовки дверей, включающие фасонные или архитектурные элементы, являются относительно дорогими, поскольку капитальные затраты довольно высокие из-за необходимости в штампах, прессах и им подобного для каждого конкретного размера облицовки двери. Плоские облицовки, используемые для плоских дверей, с другой стороны, являются относительно недорогими, но не содержат эстетические элементы, часто желаемые потребителями.
Настоящее изобретение относится к заготовке для облицовки двери, имеющей первую основную поверхность, предназначенную для внешнего размещения, и противоположную вторую основную поверхность, предназначенную для внутреннего размещения. Первая и вторая плоские, расположенные на расстоянии, участки для размещения вертикальных брусков расположены на второй основной поверхности. Центральная часть расположена между первым и вторым участком для размещения вертикальных брусков. Множество канавок выполнено на первой основной поверхности и образуют элемент конструкции. По меньшей мере, одна из канавок включает рельефную часть, расположенную на первой основной поверхности напротив первого и второго плоских, расположенных на расстоянии друг от друга, участков для размещения вертикальных брусков и формованную часть, расположенную на центральном части. По меньшей мере, один из первого и второго расположенных на расстоянии друг от друга участков для размещения вертикальных брусков обтесывается для образования облицовки двери с выбранной шириной.
Настоящее изобретение также относится к заготовке для облицовки двери, имеющей первую основную поверхность, предназначенную для внешнего размещения, и противоположную вторую основную поверхность, предназначенную для внутреннего размещения. Элемент конструкции расположен на первой основной поверхности. По меньшей мере, три, проходящие в продольном направлении, расположенные на расстоянии друг от друга, участка для размещения вертикальных брусков расположены на второй основной поверхности. Два из участков для размещения вертикальных брусков образуют первую ширину, и три из участков для размещения вертикальных брусков образуют вторую ширину, большую, чем первая ширина. Заготовка для облицовки двери может быть обтесана для образования облицовки двери с выбранной шириной и содержащей первый участок из участков для размещения вертикальных брусков, расположенный рядом с первой продольной кромкой облицовки двери, и второй участок из участков для размещения вертикальных брусков, расположенный рядом со второй продольной кромкой облицовки двери.
Также предложен способ изготовления двери. Образована периметральная рама, содержащая первый и второй, расположенные на расстоянии, вертикальные бруски, образующие ширину. Образованы первая и вторая заготовки для облицовки двери. Каждая из заготовок имеет первую основную поверхность и противоположную вторую основную поверхность, элемент конструкции, расположенный на первой основной поверхности, и множество проходящих в продольном направлении, расположенных на расстоянии друг от друга, участков для размещения вертикальных брусков, расположенных на второй основной поверхности. Выбираются первый и второй участки для размещения вертикальных брусков, которые расположены на расстоянии друг от друга, соответствующем ширине первого и второго, расположенных на расстоянии друг от друга, вертикальных брусков. Заготовки для первой и второй облицовки двери обтесываются рядом с выбранными первым и вторым участками для размещения вертикальных брусков для образования первой и второй облицовок двери. Первая и вторая облицовки двери затем прикрепляются к противоположным сторонам периметральной рамы, таким образом, образуя дверь.
Настоящее изобретение также относится к формовочному прессу для изготовления раскрытой заготовки для облицовки двери. Формовочный пресс содержит верхнюю пресс-форму и расположенную на расстоянии от нее нижнюю пресс-форму, которые образуют полость формы для формования основы для образования заготовки для облицовки двери. Верхняя пресс-форма содержит множество выступов, расположенных на первой части, и рельефные элементы, расположенные на второй части. Нижняя пресс-форма содержит множество выемок, совмещаемых и дополняющих множество выступов для образования формованных элементов на основе, и плоские части, совмещаемые с рельефными элементами для образования участков для размещения вертикальных брусков на основе. Пресс-форма образует заготовку для облицовки двери, содержащую, по меньшей мере, три, проходящих в продольном направлении, расположенных на расстоянии друг от друга, участка для размещения вертикальных брусков на предназначенной ее внутренней поверхности, причем два из участков для размещения вертикальных брусков образуют первую ширину, и три из участков для размещения вертикальных брусков образуют вторую ширину, большую первой ширины. Заготовка для облицовки двери может быть обтесана для образования облицовки двери с выбранной шириной.
Сущность изобретения поясняется на чертежах, где:
на фиг.1 изображен вид сверху заготовки для облицовки двери, содержащей элемент конструкции в соответствии с вариантом осуществления, иллюстрирующий рельефные части на заштрихованной линии;
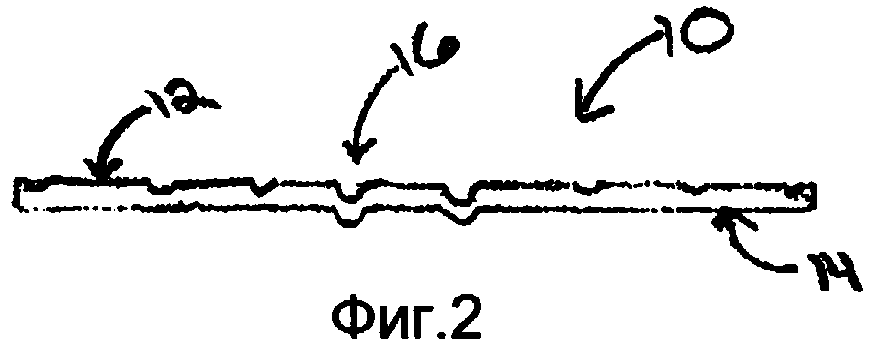
на фиг.2 изображен вид в разрезе заготовки для облицовки двери на фиг.1 по линии 2-2 и в направлении стрелок;
на фиг.3 изображен увеличенный вид в разрезе части 3, обведенной в кружок на фиг.1;
на фиг.4 изображен увеличенный вид в разрезе части 4, обведенной в кружок на фиг.1;
на фиг.5 изображен частичный вид в разрезе формованной канавки элемента конструкции настоящего изобретения;
на фиг.6 изображен частичный вид в разрезе рельефной канавки элемента конструкции настоящего изобретения;
на фиг.7 изображен вид сверху облицовки двери с элементом конструкции, включающим формованную и рельефную части, с рельефными частями, проиллюстрированными на заштрихованной линии;
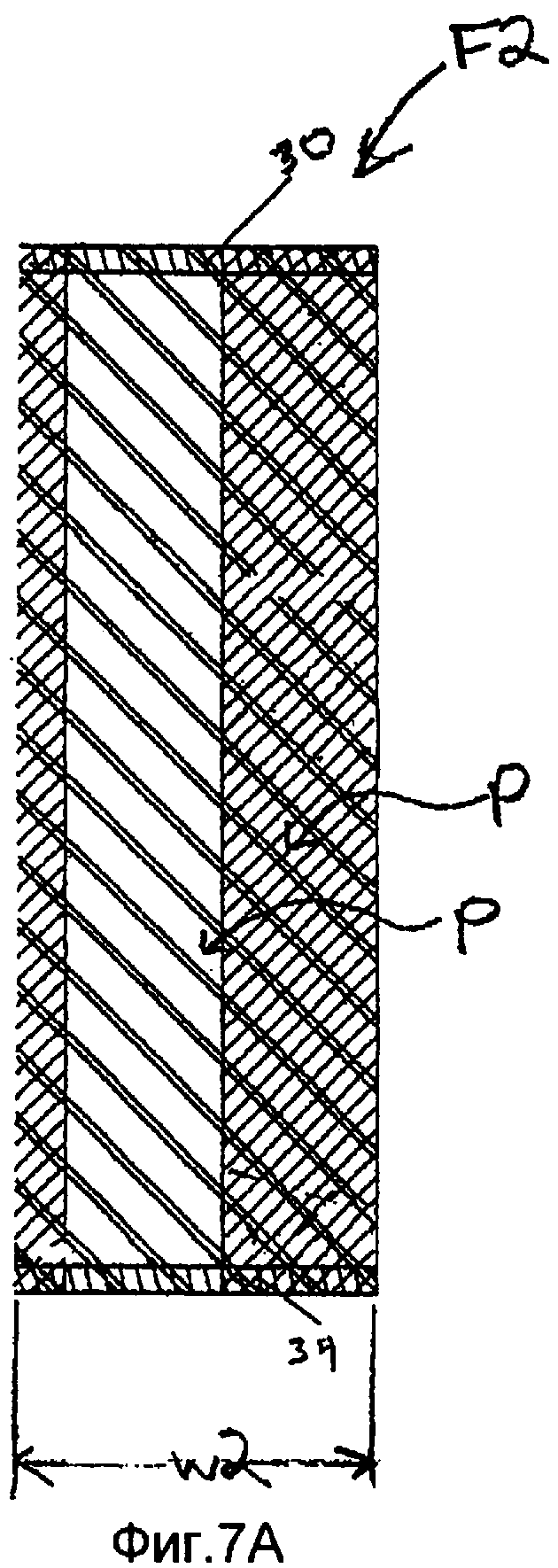
на фиг.7A изображен вид сверху облицовки двери на фиг.7 после обтесывания первой боковой части;
на фиг.7B изображен вид сверху облицовки двери на фиг.7 после обтесывания первой и второй боковых частей;
на фиг.8 изображен вид сверху заготовки для облицовки двери с элементом конструкции, в соответствии с другим вариантом осуществления;
на фиг.9 изображен вид в разрезе заготовки для облицовки двери на фиг.8 по линии 9-9 и в направлении стрелок;
на фиг.10 изображен вид в разрезе двери в соответствии с настоящим изобретением;
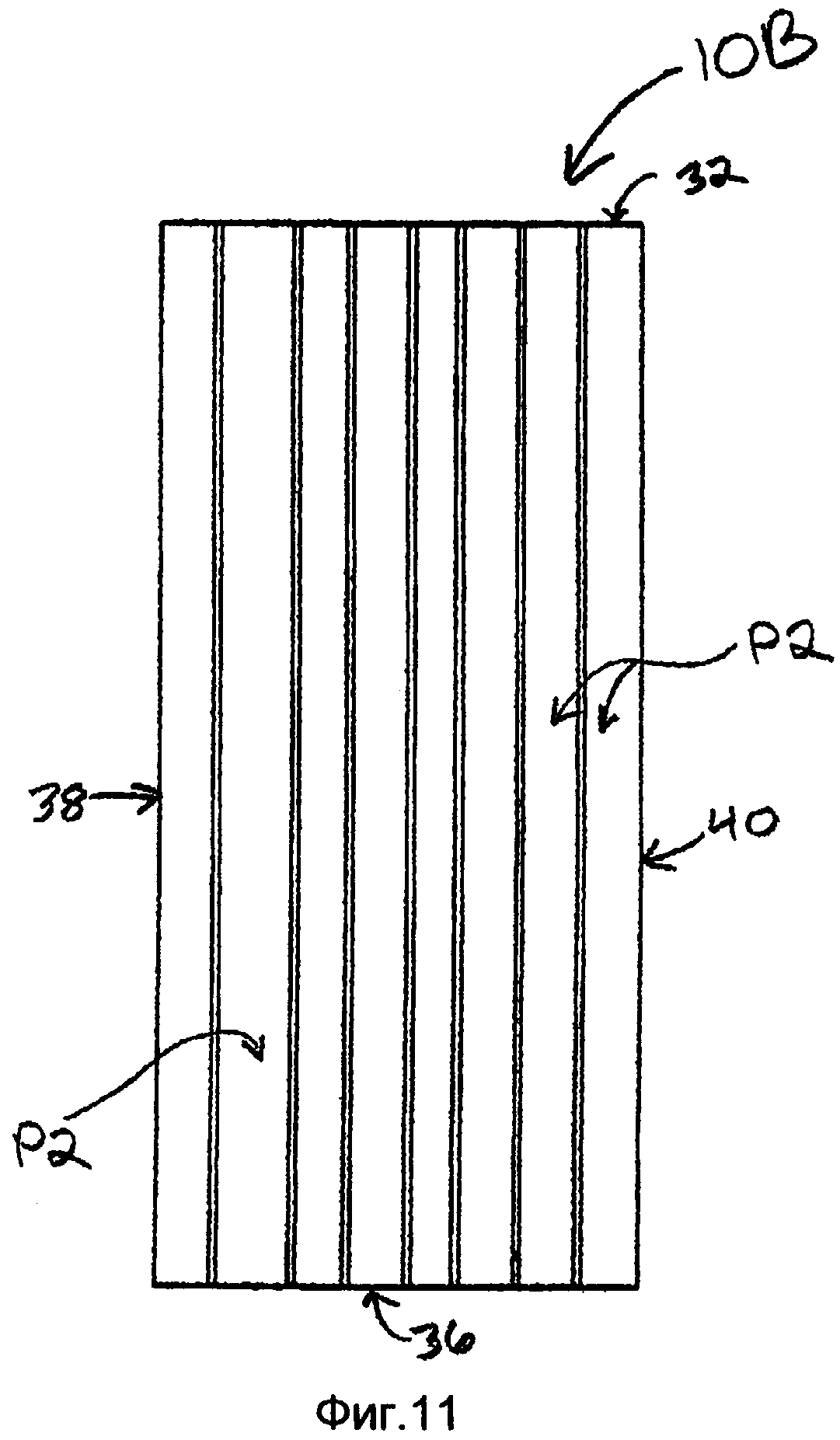
на фиг.11 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.12 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.13 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.14 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.15 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.16 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.17 изображен вид сверху заготовки для облицовки двери с элементом конструкции в соответствии с другим вариантом осуществления;
на фиг.18 изображен вид в разрезе формовочного пресса в соответствии с настоящим изобретением.
Как показано на фиг.1 и 2, заготовка 10 для облицовки двери, в соответствии с настоящим изобретением, содержит первую основную поверхность 12, предназначенную для наружного размещения, и противоположную вторую основную поверхность 14, предназначенную для внутреннего размещения.
Элемент конструкции расположен на первой основной поверхности 12. Иллюстративный элемент конструкции, в соответствии с вариантом осуществления настоящего изобретения, изображен на фиг.1 и 2. Элемент конструкции включает формованные канавки 16, образованные в центральной части 18 заготовки 10, как показано на фиг.1-3. Формованные канавки 16 проходят наружу от второй основной поверхности 14. Формованные канавки 16 могут содержать проходящую вверх центральную выпуклую калевку 20, расположенную между боковыми стенками 22, 24.
Элемент конструкции также может содержать рельефные канавки 16A, выполненные на первой и второй боковых частях 26, 28 заготовки 10, как показано на фиг.1 и 4. Рельефные канавки 16A могут содержать выступающие вверх центральные выпуклые калевки 20A, расположенные между боковыми стенками 22A, 24A. В то время как рельефные канавки 16A проходят на первой основной поверхности 12, вторая основная поверхность 14, предпочтительно, по существу является плоской напротив любых рельефных канавок 16A, например, на первой и второй боковых частях 26, 28, как показано на фиг.2 и 4.
Как известно в технике, формование целлюлозной основы включает повторное формование материала с использованием тепла и давления. Целлюлозная основа повторно формуется посредством протягивания и сгибания волокон целлюлозного материала во время процесса формования. Геометрическое изменение центральной плоскости основы происходит во время процесса формования. Центральная плоскость плоской основы образуется в центре толщины основы, изображенной пунктирной линией X на фиг.5. Глубина d1 формованной части может быть больше общей толщины C основы. Например, формованные канавки 16 могут быть сформованы до глубины, приблизительно, 0,07 дюйма или больше, в то время как общая толщина заготовки 10 может составлять, приблизительно, от 0,1 до 0,2 дюйма. Предпочтительно, формованные канавки 16 формуются до глубины, приблизительно, 0,1-0,5 дюйма. Таким образом, глубина d1 формованных канавок 16 может быть больше общей толщины заготовки 10. По существу, часть формованных канавок 16 проходит наружу от плоскости второй основной поверхности 14.
С другой стороны, выпуклость обычно включает прессование основы посредством текстурированного ролика или пластины. Этот процесс приводит к образованию слегка рельефной поверхности, имеющей относительно небольшую глубину профиля, но без геометрического изменения на центральной плоскости X основы, как показано на фиг.6. Используя обычные способы выбивания тиснения, глубина вдавленной части, которая была выбита в целлюлозной волоконной основе, обычно меньше 1/3 от общей толщины основы перед выбиванием тиснения. Таким образом, центральная плоскость X целлюлозной волоконной основы не изменяется во время процесса выдавливания тиснения при образовании рельефных канавок 16A. Предпочтительнее, рельефные канавки 16A просто прессуются внутрь по направлению к центральной плоскости, так что соответствующая часть второй основной поверхности 14 напротив рельефных канавок 16A, по существу, является плоской, как показано на фиг.2, 4 и 6. Например, канавки 16A могут быть выдавлены на первой основной поверхности 12 до глубины d2, приблизительно, 0,005 дюйма или больше. Более предпочтительно, рельефные канавки 16A выдавливаются до глубины d2, приблизительно, 0,005-0,07 дюйма.
Формованные канавки 16, предпочтительно, выполнены и расположены на заготовке 10 таким образом, что вторая основная поверхность 14, по существу, является плоской на первой и второй боковых частях 26, 28. Таким образом, вертикальные бруски периметральной рамы могут быть легко прикреплены к плоским частям второй основной поверхности 14 в выбранном положении на первой и второй боковых частях 26, 28. Предпочтительно, первая и вторая боковые части 26, 28 имеют ширину, большую ширины вертикальных брусков, прикрепляемых к ним. Таким образом, заготовка 10 может быть обтесана до выбранной ширины при сохранении части каждой из первой и второй боковых частей 26, 28 для размещения вертикальных брусков. Кроме того, формованные канавки 16 и рельефные канавки 16A выполнены таким образом, что даже если первая и/или вторая боковые части 26, 28 обтесаны, остальной элемент конструкции на готовой облицовке двери имеет эстетический вид.
Как показано на фиг.7, 7A и 7B, рельефные канавки 16A проходят наружу от соответствующих формованных канавок 16 и прямолинейно с ними. Готовый элемент конструкции содержит множество параллельных канавок 16, 16A, проходящих под углом через всю первую основную поверхность 12, обеспечивая внешний вид двери, образованной из множества наклонных планок P. Поскольку первая и вторая боковые части 26, 28 выдавлены рельефно, они могут быть обтесаны для получения облицовки двери, имеющей заданную ширину, в то время как первая основная поверхность 12 сохраняет тот же самый внешний вид.
Например, заготовка 10, содержащая формованные канавки 16 в центральной части 18 и рельефные канавки 16A на боковых частях 26, 28, может быть сформована, чтобы иметь ширину w1, соответствующую стандартной промышленной ширине w1 облицовки F1 двери, например, облицовки двери, имеющей ширину, приблизительно, 36 дюйма. При минимальной ширине или без обтесывания заготовка 10 может использоваться в качестве облицовки F1 двери, как показано на фиг.7. Первая боковая часть 26 заготовки 10 может быть обтесана для образования облицовки F2 двери, имеющей вторую ширину w2, как показано на фиг.7A. Как первая, так и вторая боковые части 26, 28 могут быть обтесаны для образования облицовки F3 двери, имеющей третью ширину w3, как показано на фиг.7B. Элемент конструкции на первой основной поверхности 12, который напоминает множество наклонных планок P, сохраняется на облицовках F2 и F3 двери не смотря на то, что первая и/или вторая части 26, 28 были обтесаны, и даже если неравные участки первой и второй частей 26, 28 были обтесаны.
Заготовка 10 может быть обтесана с использованием обычного способа резки для образования облицовки двери, имеющей любое из множества разных значений ширины благодаря конфигурации и позиционированию формованных канавок 16 и рельефных канавок 16A, которые сохраняют эстетический вид элемента конструкции на всех облицовках двери с разной шириной. Например, заданные части заготовки 10 можно обтесывать для образования облицовки двери, имеющей одно из одиннадцати выбираемых значений ширины. Обычные способы изготовления облицовок двери, имеющих одинаковый формованный элемент конструкции, но разную ширину, обычно требуют отдельную пресс-форму для каждой ширины. Следовательно, заготовка 10, по существу, уменьшает производственные затраты, поскольку множество облицовок двери с разной шириной может быть образовано из одной и той же заготовки 10, которая образована из единственной пресс-формы.
Необходимо отметить, что более трех облицовок двери с разной шириной может быть выполнено из заготовки 10, если значения ширины первой и второй боковых частей 26, 28, по существу, больше вертикальных брусков, прикрепляемых к ним. Предпочтительно, часть каждой из первой и второй боковых частей 26, 28 сохраняется после обтесывания и имеет ширину, по меньшей мере, равную ширине вертикального бруска, прикрепляемого к ней, так что, по существу, плоская, проходящая в продольном направлении поверхность выполнена с возможностью размещения соответствующего вертикального бруска.
Предпочтительно, заготовка 10 также содержит первый участок 30 для размещения продольного бруска, расположенный рядом с первым концом 32 заготовки 10, и второй участок 34 для размещения продольного бруска, расположенный рядом со вторым концом 36 заготовки 10, как показано на фиг.1 и фиг.7-7B. Участки 30, 34 для размещения продольных брусков, предпочтительно, проходят горизонтально через заготовку 10 перпендикулярно к ее продольным кромкам 38, 40. По существу, участки 30, 34 для размещения продольных брусков проходят через первую и вторую боковые части 26, 28, а также центральную часть 18. Предпочтительно, части элемента конструкции, образованные на первой основной поверхности 12 и проходящие на участках 30, 34 для размещения продольных брусков, рельефно выдавлены (например, рельефные канавки 16A) по сравнению с формованными канавками (например, формованными канавками 16). Таким образом, соответствующая вторая основная поверхность 14 напротив участков 30, 34 для размещения продольных брусков, по существу, является плоской для размещения продольных брусков периметральной рамы.
Заготовка 10 может быть выполнена таким образом, что элемент конструкции не проходит на участки 30, 34 для размещения продольных брусков. Например, первая основная поверхность 12 может содержать верхнюю и нижнюю плоские части, сходные с продольными брусками. Кроме того, участки 30, 34 для размещения продольных брусков могут быть выполнены с шириной, большей ширины продольных брусков, прикрепляемых к ним, так что части участков 30, 34 для размещения продольных брусков могут быть обтесаны при сохранении части, достаточной для размещения продольных брусков периметральной рамы. Таким образом, заготовка может быть обтесана для образования облицовки двери, имеющей выбранную длину, а также выбранную шину.
Необходимо отметить, что элемент конструкции, образованный на заготовке 10, не ограничивается конкретной конфигурацией и положением наклонных канавок 16, 16A, изображенных на фиг.1, 2 и 7-7B. Кроме того, конкретная конфигурация канавок 16, 16A не ограничивается тем, что изображено на фиг.3 и 4. Скорее, различные конфигурации элемента конструкции возможны в соответствии с настоящим изобретением.
Например, заготовка 10 может быть выполнена с элементом конструкции, включающим множество канавок 16, проходящих параллельно продольным кромкам 38, 40, как изображено на фиг.8. Канавки 16 могут быть расположены на одинаковом расстоянии друг от друга для установки множества проходящих в продольном направлении планок P1 с одинаковой шириной. Планки P1 могут проходить от первого конца 32 заготовки 10A ко второму концу 36.
Элемент конструкции заготовки 10A может включать все формованные канавки 16, как показано на фиг.9. Поскольку формованные канавки содержат части, проходящие наружу от второй основной поверхности 14, формованные канавки 16, предпочтительно, расположены на расстоянии друг от друга для образования участков 42 для размещения вертикальных брусков, расположенных на второй основной поверхности 14 в заданных положениях. Например, заготовка 10A может содержать одиннадцать участков 42 для размещения вертикальных брусков. Заготовка 10A выполнена таким образом, что участки 42 для размещения вертикальных брусков, расположенные рядом с продольными кромками 38, 40, размещают первый и второй вертикальные бруски 44, 46 периметральной рамы, как показано на фиг.9 и 10. Предпочтительно, участки 42 для размещения вертикальных брусков, по существу, являются плоскими.
Подобно заготовке 10, вся ширина заготовки 10A образует облицовку F4 двери с шириной (например, первой шириной w1), которая содержит все формованные канавки 16, как показано на фиг.8-10. Формованные канавки 16 расположены на расстоянии друг от друга и выполнены таким образом, что заготовка 10A может быть обтесана до любого из множества размеров облицовки двери. Определенные части заготовки 10A удаляются, так что во второй основной поверхности 14, тем не менее, можно размещать вертикальные бруски 44, 46 после обтесывания. В продольных брусках периметральной рамы могут быть сделаны вырезы для размещения формованных канавок 16. Таким образом, множество разной облицовки двери может быть образовано из единственной заготовки 10A и, таким образом, из единственной пресс-формы.
Необходимо отметить, что конкретные значения ширины планок P1 (или P) и расстояние между канавками 16 могут изменяться по желанию. Например, планки P1 (или P), по существу, могут иметь одинаковую ширину, по меньшей мере, приблизительно, 3 дюйма, и канавки 16 могут быть смещены от продольной центральной плоскости, как показано пунктирной линией Y на фиг.8. Такая конфигурация и положение канавок 16 позволяют обтесывать заготовку 10A для образования облицовки двери с любым из множества значений ширины (например, стандартные промышленные значения ширины 12 дюймов, 18 дюймов, 20 дюймов, 24 дюйма, 26 дюймов, 28 дюймов, 30 дюймов, 32 дюйма, 34 дюйма или 36 дюйма; или стандартные промышленные метрические значения ширины дверей, известные в технике). Таким образом, заготовка 10A может использоваться для образования 10 или более разных облицовок двери с разной шириной.
Каждая планка P1, предпочтительно, имеет ширину, по меньшей мере, равную ширине вертикального бруска 44 (или 46), если ширина планок P1 образует ширину участков 42 для размещения вертикальных брусков, как показано на фиг.9 и 10. Кроме того, значения ширины планок P1 не обязательно должны быть одинаковыми. Например, заготовка 10B с элементом конструкции, включающим множество формованных канавок 16 (и/или рельефных канавок 16A), может быть выполнена, как показано на фиг.11, в которой значения ширины планок P2 изменяются.
Могут быть выполнены элементы конструкции, в которых формованные канавки 16 (и/или рельефные канавки 16A) не проходят через всю первую основную поверхность 12 от первого конца 32 ко второму концу 36 или от продольной кромки 38 к продольной кромке 40. Например, заготовка 10C с элементом конструкции, включающим первый продольный брусок 48, расположенный рядом с первым концом 32, и второй продольный брусок 50, расположенный рядом со вторым концом 36, как показано на фиг.12. Предпочтительно, первый и второй продольные бруски 48, 50, по существу, являются плоскими. По существу, соответствующие участки 30, 34 для размещения продольных брусков выполнены на второй основной поверхности 14, как описано выше, которые также являются плоскими и вмещают продольные бруски периметральной рамы. Первый и второй продольные бруски 48, 50, предпочтительно, образованы при помощи рельефных канавок 16A, так что плоская поверхность проходит по всей длине заготовки для размещения вертикальных брусков периметральной рамы.
Заготовки 10D, 10E и 10F с другими элементами конструкции, включающими проходящие прямолинейно формованные канавки 16 и/или рельефные канавки 16A, изображены на фиг.13, 14 и 15. Как описано выше, элемент конструкции может включать как формованные, так и рельефные элементы. Элементы конструкции, включающие элементы, в основном, проходящие горизонтально, такие как элемент конструкции заготовки 10F, изображенной на фиг.15, предпочтительно, содержат рельефные канавки 16A на первой и второй боковых частях 26, 28 и формованные канавки 16 в центральной части 18, как описано выше.
Элемент конструкции, образованный на заготовке настоящего изобретения, не ограничивается параллельными, прямолинейно проходящими канавками 16, 16A. Например, заготовка 10G с органичным элементом конструкции может быть расположена на первой основной поверхности 12, как показано на фиг.16. Любой органичный элемент конструкции, такой как узор с признаками живого организма (организмов), таких как растение или цветок, может быть выполнен на первой основной поверхности 12. В качестве альтернативы, заготовка 10H с элементом конструкции, включающим геометрическую конфигурацию, может быть образована на первой основной поверхности 12, как изображено на фиг.17. Любой геометрический элемент конструкции, такой как узор, отличающийся прямыми линиями, треугольниками, окружностями, квадратами или подобными регулярными формами, может быть расположен на первой основной поверхности 12.
Необходимо понимать, что могут быть также выполнены относительно сложные элементы конструкции, такие как множество концентрических окружностей или текстурированная поверхность. По желанию можно образовать такие сложные элементы конструкции посредством только рельефного выдавливания, если формовать такие элементы может быть более сложным по сравнению с выдавливанием. Однако все элементы конструкции обеспечивают то, что заготовку можно легко обтесывать до любой заданной длины и ширины при сохранении допустимого с коммерческой точки зрения элемента конструкции на первой основной поверхности 12.
Другие формованные и/или рельефные элементы конструкции, конкретно не показанные на чертежах, также входят в объем раскрытого изобретения. Независимо от предусмотренного конкретного элемента конструкции, заранее определенные части заготовки могут обтесываться вдоль одной или обеих продольных кромок 38, 40 для получения заданной ширины облицовки, при выполнении участков на второй основной поверхности 14 для размещения вертикальных брусков и/или продольных брусков (например, плоские первая и вторая боковые части 26, 28; участки 42 для размещения вертикальных брусков; и/или участки 30, 34 для размещения продольных брусков).
Стоимость производства множества облицовок двери с разными значениями ширины, но подобными элементами конструкции, по существу, уменьшена, если одна заготовка (например, заготовки 10-10H) может использоваться для образования облицовки двери с выбранной шириной и длиной. Кроме того, требуется только одна пресс-форма для образования заготовки, таким образом, сводя к минимуму количество необходимых пресс-форм. Как показано на фиг.1, 2 и 18, заготовка 10 может быть выполнена из мата M, выполненного из целлюлозного волоконного материала и связующей смолы, известных в технике. Мат M размещают в формовочный пресс 100 с верхней пресс-формой 102 и нижней пресс-формой 104 и сжимают между ними с использованием тепла и давления. Верхняя пресс-форма 102 может содержать проходящие наружу выступы 106 для образования формованных частей 16 в готовой заготовке 10 и рельефные части 108 для образования рельефных частей 16A. Нижняя пресс-форма 104 содержит выемки 110, соответствующие выступам 106. Однако участки, соответствующие рельефным частям 108, являются плоскими, таким образом, образуя плоские участки на второй основной поверхности 14 готовой заготовки 10 (например, первая и вторая боковые части 26, 28).
Таким образом, один формовочный пресс 100 с заданным элементом конструкции может быть использован для выполнения множества облицовок двери с разными значениями ширины, таким образом, по существу, уменьшая производственные затраты. Хотя формовочный пресс 100 описан для формования целлюлозного мата M, необходимо понимать, что также может быть предусмотрена пресс-форма для последующего формования комбинированной деревянной панели или для формования других материалов, таких как полимерные композиционные материалы (например, листовой формовочный материал или композиционные материалы, армированные стекловолокном) или металл (например, сталь или алюминий).
Настоящее изобретение также относится к способу изготовления двери. Предусмотрена периметральная рама с первым и вторым вертикальными брусками 44, 46, расположенными на расстоянии друг от друга. Заготовки 10 для первой и второй облицовок двери (или заготовки 10A-H) выполнены с элементом конструкции, как описано выше, и множеством участков 42 для размещения вертикальных брусков. Выбираются участки 42 для размещения первого и второго вертикальных брусков, которые расположены на заданном расстоянии друг от друга. Заготовки 10 затем обтесываются рядом с выбранными участками 42 для размещения вертикальных брусков, таким образом, образуя облицовки двери с шириной, которая будет соответствовать ширине периметральной рамы. Облицовки двери затем могут быть прикреплены к противоположным сторонам периметральной рамы, как показано на фиг.10.
Хотя настоящее изобретение описано относительно конкретных вариантов осуществления, необходимо понимать, что возможны другие модификации. Подразумевается, что эта заявка включает любые такие модификации, изменения или адаптации настоящего изобретение при условии, что они входят в объем нижеследующей формулы изобретения или ее эквивалентов.
Реферат
Настоящее изобретение относится к заготовке для облицовки двери, содержащей первую основную поверхность с элементом конструкции, образованным на ней, и противоположную вторую основную поверхность. По меньшей мере, три, проходящих в продольном направлении, расположенных на расстоянии друг от друга, участка для размещения вертикальных брусков расположены на второй основной поверхности. Два из участков для размещения вертикальных брусков образуют первую ширину, и три из участков для размещения вертикальных брусков образуют вторую ширину, большую указанной первой ширины. Заготовку для облицовки двери можно обтесать для образования облицовки двери с выбранной шириной. Также раскрыты способ образования заготовки для облицовки двери и формовочный пресс для образования заготовки для облицовки двери. 3 н. и 23 з.п. ф-лы, 18 ил.
Комментарии