Реакторная установка с извлечением промежуточного продукта - RU2444402C2
Код документа: RU2444402C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение, в целом, относится к реакторной установке с извлечением промежуточного продукта и, более конкретно, относится к реактору с несколькими слоями катализатора, соединенными друг с другом и с отводящим устройством, предназначенным для извлечения продукта между парой соседних слоев катализатора.
Уровень техники
Большая часть мировой нефтехимической промышленности связана с получением легких олефиновых материалов и их последующим использованием при получении большого количества важных химических продуктов в ходе полимеризации, олигомеризации, алкилирования и аналогичных хорошо известных химических реакций. Легкие олефины включают в себя этилен, пропилен и их смеси. Эти легкие олефины являются необходимыми структурными элементами для современной нефтехимической и химической промышленности. Основным источником таких материалов в настоящее время является парофазный крекинг нефтепродуктов. По различным причинам, в том числе географическим, экономическим, политическим соображениям и соображениям уменьшения запасов, в технике ищут источник, отличный от нефти, для больших количеств сырья, нужных для удовлетворения спроса в этих легких олефиновых материалах. Таким образом, специалисты, занимающиеся научно-исследовательскими работами, ищут возможности эффективного и выборочного использования альтернативного сырья для получения легких олефинов, тем самым будет уменьшена зависимость нефтехимической промышленности от нефтепродуктов. Много внимания уделяется возможности использования углеводородных оксигенатов и более конкретно метанола или диметилового эфира (ДМЭ) в качестве первичного источника необходимого альтернативного сырья. Оксигенаты особенно привлекательны, так как их можно получать из таких широко распространенных материалов, как уголь, природный газ, переработанные пластмассы, различные углеродные отходы промышленности и различные продукты и побочные продукты сельскохозяйственной промышленности. Получение метанола и других оксигенатов из этих исходных материалов широко известно и обычно включает в себя использование одной или нескольких из следующих процедур: (1) получение синтез-газа с помощью любой известной технологии, обычно с использованием никелевого или кобальтового катализатора на этапе парового риформинга, за которым следует хорошо известный этап синтеза метанола при сравнительно высоком давлении и использовании катализатора на основе меди; (2) селективное разложение различных органических сельскохозяйственных продуктов и побочных продуктов с целью получения оксигенатов или (3) различные комбинации этих способов.
С учетом установившихся и хорошо известных технологий получения оксигенатов из альтернативных исходных материалов не нефтяного происхождения в технике сфокусировались на различных процедурах каталитического превращения оксигенатов, таких как метанол, в нужные легкие олефиновые продукты, что делается с целью получения процесса превращения оксигената в олефин (ОВО). Эти легкие олефиновые продукты, которые получают из исходных материалов не нефтяного происхождения, конечно должны быть доступны в таких количествах и иметь такое качество, чтобы они могли заменить в последовательной переработке материалы, которые в настоящий момент изготавливаются из нефтепродуктов. Хотя в технике были рассмотрены многие оксигенаты, основное внимание из двух главных направлений получения этих нужных легких олефинов было сосредоточено на технологии превращения метанола, что объясняется главным образом доступностью зарекомендовавшей себя технологии синтеза метанола. В области превращения метанола в легкие олефины (МВО) известны две основные технологии. В патенте US 4387263 описан один процесс МВО, в котором используется зона каталитического превращения, содержащая каталитическую систему цеолитового типа. В патенте US 4387263 сообщается о сериях экспериментов с технологиями превращения метанола с использованием каталитической системы типа ZSM-5.
В патенте US 4587373 описано использование с целью получения легких олефинов цеолитовой каталитической системы, аналогичной ZSM-5. В патенте US 4587373 описано отведение части сырьевого потока метанола в зону абсорбирования ДМЭ, направленное на уменьшение размеров зоны очистки.
В патентах US 5095163, US 5126308 и US 5191141 описана МВО технология превращения с использованием нецеолитового каталитического материала, являющегося молекулярным ситом. Более конкретно в этих патентах описано использование металлалюмофосфата (ELAPO) и более конкретно кремний-алюмофосфатного молекулярного сита (SAPO) и даже более конкретно - SAPO-34. Было обнаружено, что этот SAPO-34 материал отличается очень высокой селективностью для легких олефинов при метаноловом сырье и, следовательно, очень малой селективностью для нежелательных соответствующих легких парафинов и более тяжелых материалов.
При классической ОВО технологии изготавливают смесь легких олефинов, в основном этилена и пропилена, наряду с олефинами, кипящими при более высокой температуре. Хотя технология классического ОВО процесса обладает способностью сдвига полученного основного олефинового продукта от этилена до пропилена, что осуществляют с помощью различных регулировок условий, поддерживаемых в зоне проведения реакции, в технике долго искали технологию превращения оксигената в пропилен (ОВП), в которой был бы обеспечен больший выход пропилена по сравнению с классической ОВО технологией. Побудительной причиной этого сдвига акцента в сторону пропилена является темп роста рынка пропилена по сравнению с темпом роста рынка этилена. Существующие источники получения пропилена на рынке в основном основаны на традиционном парофазном крекинге сырой нефти, потоков сжиженного попутного газа, потоков пропана и аналогичном. Другой важный источник пропилена получается в ходе осуществляемого на современных нефтеперерабатывающих заводах процесса превращения углеводородов при флюид-каталитическом крекинге (FCC).
В патенте US 7015369 описан процесс (МВП) превращения метанола в пропилен с целью селективного получения пропилена из исходного метанола и/или ДМЭ. В этой заявке на патент описана блок-схема, содержащая часть, которая реализует синтез пропилена из оксигената (ОВП) и которая содержит три реактора, расположенных параллельно относительно сырья из оксигената, и которая использует пар в качестве разбавителя и неподвижные слои катализатора при превращении оксигенатов. Реакторы соединены последовательно относительно выходящих потоков первого и второго реакторов.
В документе ЕР-В-1025068 описано использование двух зон проведения реакций по превращению сырья из оксигената и побочной фракции, содержащей С4+ углеводороды, в этилен и пропилен. В этом патенте описано, что две зоны проведения реакций дают возможность независимого выбора катализатора и условий превращения для каждой зоны. В этом патенте описано использование катализатора, являющегося молекулярным ситом нецеолитового типа, такого как SAPO-34, для зоны проведения реакции превращения оксигената в легкий олефин или катализатора, являющегося молекулярным ситом нецеолитового типа, или цеолитового катализатора, такого как материал ZSM-5 для дополнительной зоны проведения реакции, которая служит для превращения побочной С4+ фракции в нужный легкий олефин (то есть С2 и С3 олефины). В патенте описано использование реакции с циркулирующим псевдоожиженным слоем или реакции в лифт-реакторе для первой зоны проведения реакций и реактор с псевдоожиженным слоем или неподвижным слоем или реактором с неподвижными трубами для второй зоны проведения реакций.
Раскрытие изобретения
В настоящем изобретении предложена реакторная установка, содержащая (1) несколько реакторов, соединенных друг с другом и содержащих, по меньшей мере, одну пару реакторов, разделенных промежуточным местом; (2) магистраль, предназначенную для подачи сырьевого потока реагентов на вход более одного из нескольких указанных реакторов; и (3) отводящее устройство, соединенное с промежуточным местом и способное направлять первую часть потока продукта, выходящего из первого реактора указанной пары реакторов, в первое место и направлять вторую часть потока продукта на вход другого реактора указанной пары реакторов.
Кроме того, в настоящем изобретении предложена установка, предназначенная для превращения сырьевого потока и включающая в себя: (1) корпус реакторов, который ограничивает внутреннее пространство; (2) первую кольцеобразную каталитическую камеру, расположенную в указанном внутреннем пространстве и предназначенную для расположения первого каталитического материала; (3) вторую кольцеобразную каталитическую камеру, расположенную в указанном внутреннем пространстве и предназначенную для расположения второго каталитического материала; и (4) магистраль, содержащую вход и первый выход и второй выход, при этом первый выход предназначен для направления первой части сырьевого потока в первую кольцеобразную камеру, а второй выход предназначен для направления второй части сырьевого потока мимо первой кольцеобразной камеры во вторую кольцеобразную каталитическую камеру.
Кроме того, в настоящем изобретении предложена реакторная установка, предназначенная для превращения сырьевого потока в поток продукта и включающая в себя: (1) корпус реакторов, который ограничивает внутреннее пространство; (2) первую в целом кольцеобразную каталитическую камеру, расположенную в указанном внутреннем пространстве и предназначенную для направления потока первого каталитического материала вдоль части длины корпуса реакторов; (3) вторую в целом кольцеобразную каталитическую камеру, расположенную в указанном внутреннем пространстве и предназначенную для направления потока второго каталитического материала вдоль части длины указанного корпуса, первая кольцеобразная каталитическая камера концентрически расположена внутри второй кольцеобразной каталитической камеры; (4) первое кольцеобразное пространство, ограниченное первой кольцеобразной каталитической камерой и соединенное с ней; (5) второе кольцеобразное пространство, расположенное между первой кольцеобразной каталитической камерой и второй кольцеобразной каталитической камерой, второе кольцеобразное пространство соединено со второй кольцеобразной каталитической камерой; и (6) магистраль, содержащую вход и первый выход и второй выход, при этом первый выход предназначен для направления первой части сырьевого потока в первое кольцеобразное пространство, а второй выход предназначен для направления второй части сырьевого потока во второе кольцеобразное пространство.
Краткое описание чертежей
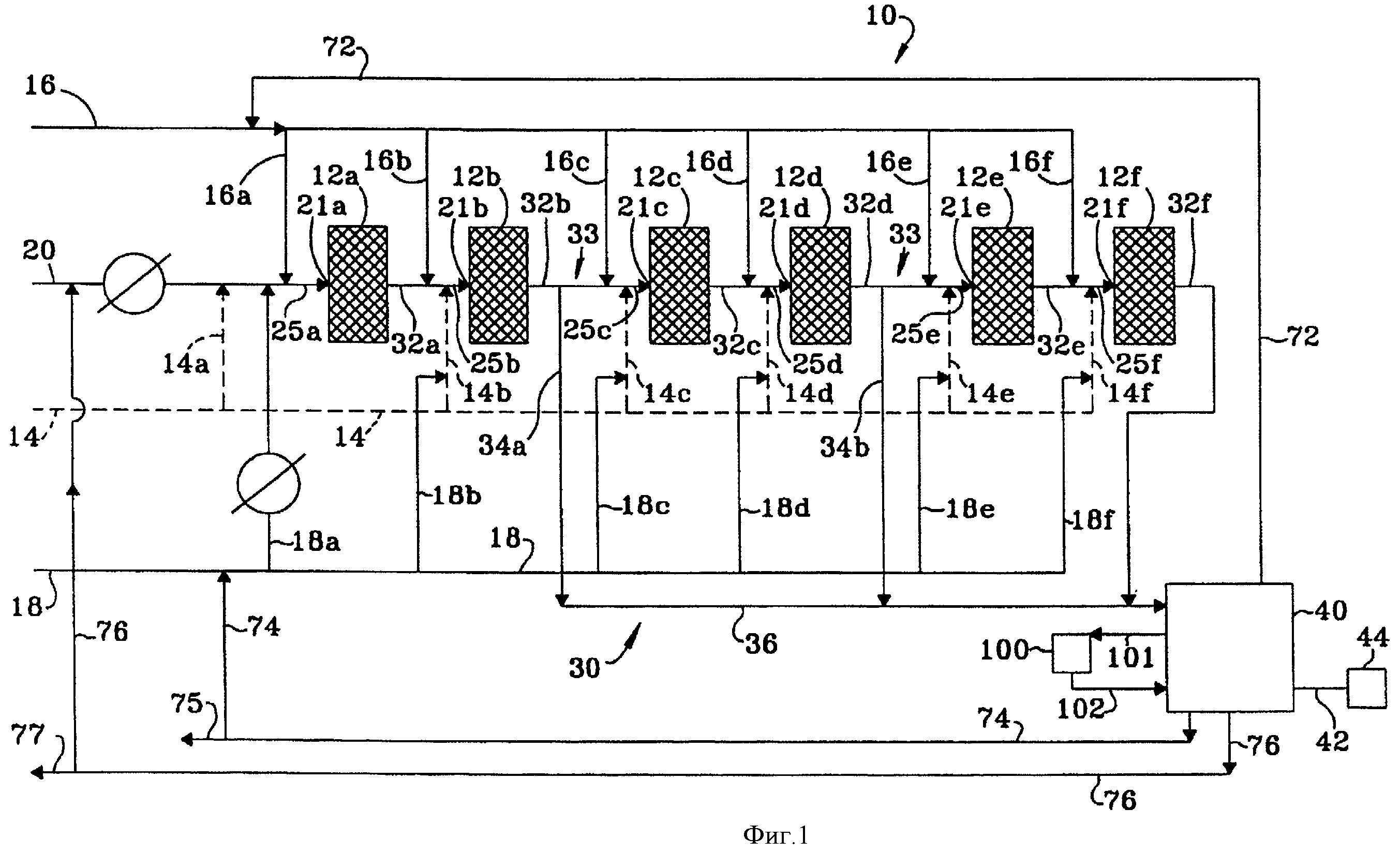
Фиг.1 - схематический вид диаграммы потоков для реакторов по превращению содержащего оксигенаты сырьевого потока в поток продукта, содержащего олефины, с извлечением промежуточного продукта;
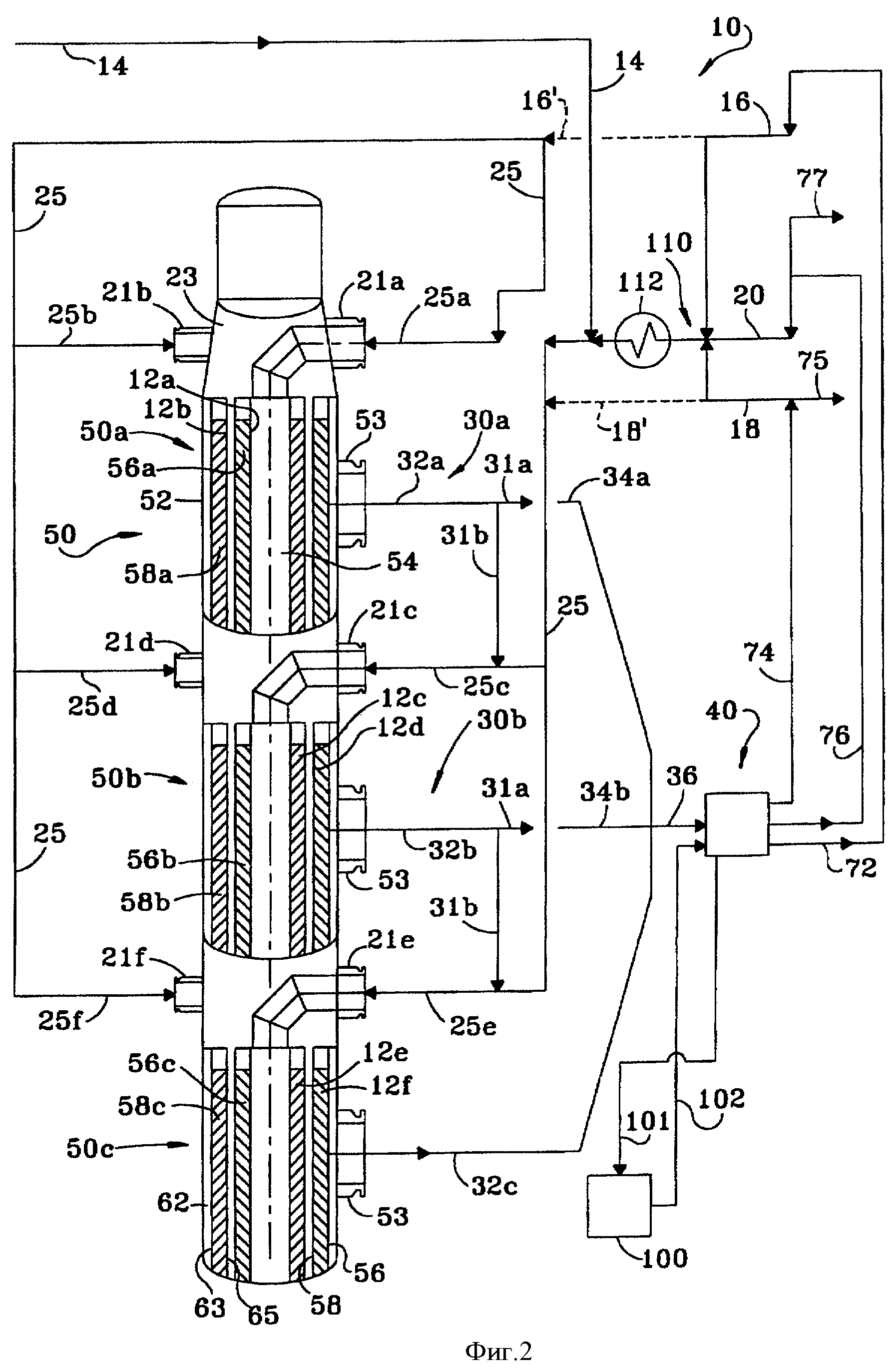
фиг.2 - вид сбоку, частично в вертикальном поперечном разрезе, концентрического реактора с радиальным потоком и шестью слоями катализатора и извлечением промежуточного продукта; и
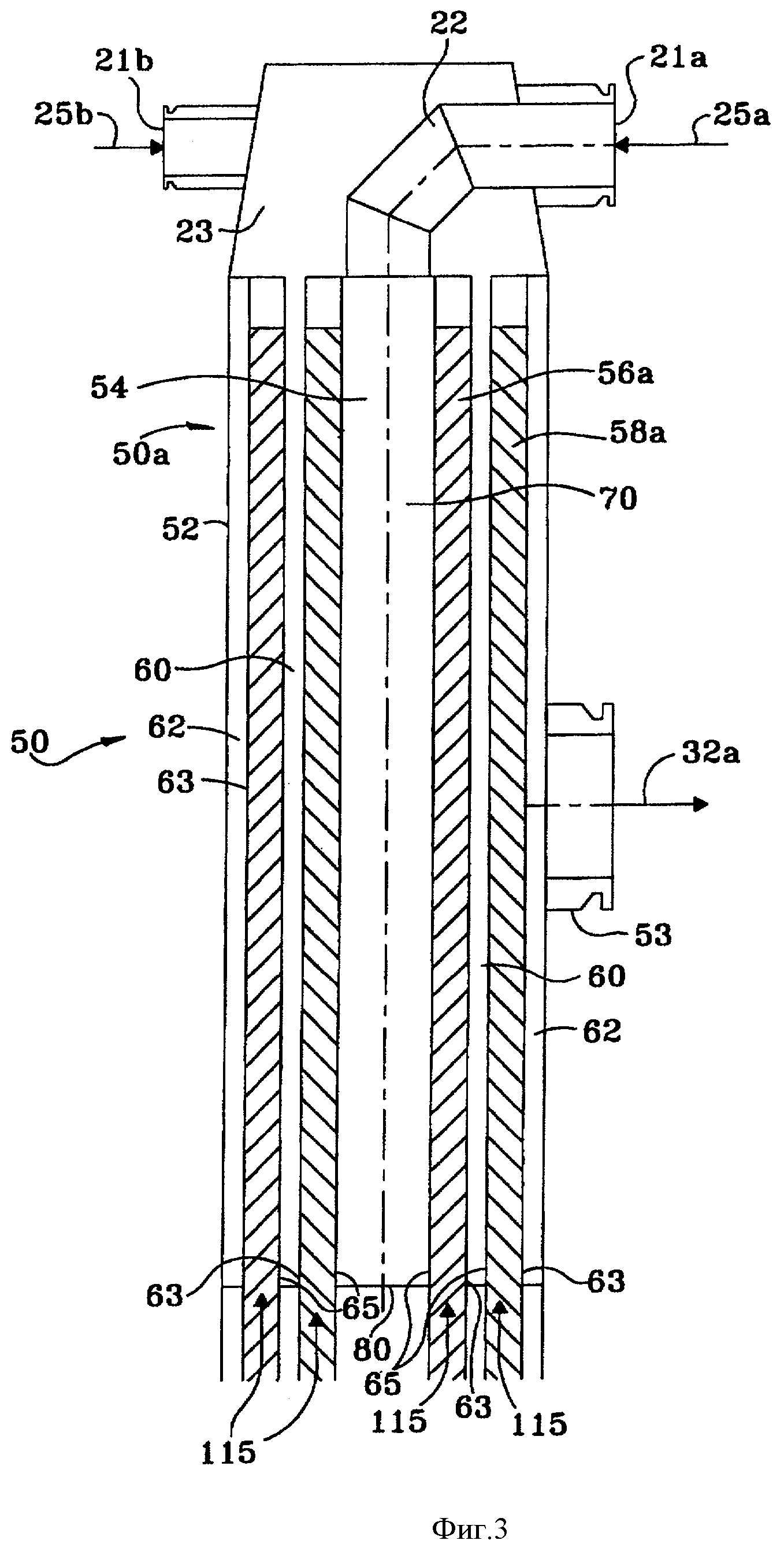
фиг.3 - вид сбоку, частично в вертикальном поперечном разрезе, фрагмента реактора, показанного на фиг.2.
Термины и условия
В настоящем описании используются следующие термины и условия со следующими значениями: (1) «часть» потока означает или определенную часть того же состава, что и общий поток, или часть, полученную исключением легко отделяемого компонента (например, если поток содержит углеводороды, смешанные с паром, то после конденсации основной части пара поток содержит водосодержащую часть и углеводородную часть); (2) подразумевается наличие нужных компрессоров и/или насосов в случае, когда показан поток, направленный из зоны сравнительно низкого давления в зону бóльшего давления; (3) подразумевается наличие необходимых средств нагревания и/или охлаждения в случае, когда показан поток между зонами, работающими при различных температурах; (4) под «легкими олефинами» подразумевают этилен, пропилен и их смеси; (5) под «тяжелым олефином» подразумевают олефин, молекулярная масса которого больше молекулярной массы пропилена; (6) под «ОВП» процессом понимают процесс превращения оксигената в пропилен и в предпочтительном варианте осуществления изобретения, когда оксигенат является метанолом, ОВП процесс называется «МВП» процессом; (7) под «оксигенатом» понимается алифатический углеводород с замещенным кислородом, содержащий от 1 до 10 атомов углерода, в том числе алифатические спирты, эфиры и карбонильные соединения (например, альдегиды, кетоны, карбоновые кислоты и подобные) и смеси указанных материалов; (8) под «двойным действием» подразумевается, что катализатор ОВП процесса катализирует как ОВП реакции, так и реакции взаимного превращения олефинов, необходимые для превращения С2 и С4+ олефинов в пропилен; (9) под «сильно ненасыщенным углеводородом» подразумевается углеводород, в структуре которого присутствуют две или более двойные связи или тройная связь; и (10) под «псеводожиженным слоем» подразумеваются частицы катализатора, увлеченные находящимся под давлением потоком газа или жидкости.
Подробное описание изобретения
Хотя настоящее изобретение будет описано в терминах превращения сырьевого потока оксигенатов в сырьевой поток, содержащий олефины, ясно, что блок-схема реактора с извлечением промежуточного продукта может быть использована для получения продуктов из других типов реагентов. Например, предусмотрено, что реактор может перерабатывать сырьевые потоки чистых углеводородов или комбинации оксигенатов и углеводородов. Также подразумевается, что потоки продукта могут представлять собой ароматические углеводороды и/или олефины. Дополнительно, подразумевается, что реактор может обрабатывать один или несколько неорганических реагентов. Сырьевой поток ОВП процесса содержит один или несколько оксигенатов. В предпочтительном варианте осуществления изобретения оксигенаты включают в себя низшие линейные спирты или спирты с разветвленными цепями и их ненасыщенные эквиваленты. Более предпочтительно, чтобы оксигенаты включали в себя метанол, диметиловый эфир (ДМЭ), этанол, диэтиловый эфир, метилэфир, формальдегид, ацетон, уксусную кислоту и их смеси. В наиболее предпочтительном варианте осуществления изобретения сырьевой поток содержит метанол или диметиловый эфир или их смеси.
В предпочтительном варианте этапа ОВП превращения сырье из оксигенатов каталитически и селективно превращают в несколько соединенных зон проведения реакций в пропилен и побочные углеводороды, содержащие алифатические вещества, такие как, помимо прочего, метан, этан, этилен, пропан, бутилен, бутан и ограниченные количества других алифатических углеводородов с большим углеродным числом, образующиеся благодаря контакту сырья с ОВП катализатором двойного действия при эффективных ОВП условиях. На этом этапе ОВП превращения также образуются меньшие количества сильно ненасыщенных углеводородов, таких как диены и ацетиленовые углеводороды, и ароматические углеводороды. Разбавитель не является абсолютно необходимым, но полезен для поддержания селективности ОВП катализатора при получении легких олефинов, в частности пропилена. Использование разбавителя, такого как пар, может вылиться в некоторые затраты на оборудование и может иметь достоинства с точки зрения тепловой эффективности, а также снижения парциального давления реагентов - оксигенатов, тем самым увеличивая селективность к олефинам. Также может быть использован фазовый переход между паром и жидкой водой, который способствует передаче теплоты между сырьем и выходящим потоком реактора и для отделения разбавителя от продукта нужен только простой этап конденсации, на котором воду отделяют от легких олефиновых продуктов.
Таким образом, предпочтительно, чтобы разбавитель использовался в зонах проведения реакций с целью управления парциальным давлением реагента - оксигената для обеспечения поглотителя тепла для имеющих место чистых экзотермических реакций и с целью сдвига селективности всей реакции к пропилену. Подходящими для использования в зонах проведения реакций разбавителями являются, например, гелий, аргон, азот, угарный газ, углекислый газ, водород, вода, парафины от С1 парафина до С5парафина, ароматические углеводороды и смеси этих материалов. Предпочтительные разбавители - это пар, метан, ароматические соединения и их смеси. Предпочтительные разбавители сравнительно инертны в условиях, поддерживаемых в зонах проведения реакций. Самым предпочтительным разбавителем является пар, так как его сравнительно легко получить из выходящего потока, используя технологии конденсации. Количество используемого разбавителя выбирают исходя из соотношения от 0.1:1 до 12:1 и чаще от 0.1:1 до 5:1 молей разбавителя к молям оксигената, что делают для снижения парциального давления оксигенатов до уровня, который способствует получению пропилена. В предпочтительном варианте осуществления настоящего изобретения в одну или несколько зон проведения реакций подают часть потока побочного продукта, содержащего значительные количества этилена и небольшие количества С2 насыщенных углеводородов. Более предпочтительно, чтобы в каждую зону проведения реакций отдельно подавали часть потока побочного продукта, богатого этиленом. Таким образом, этот С2 олефиновый рециркуляционный поток доставит разбавитель и насыщенный С2углеводород в зону проведения реакций и, следовательно, уменьшит количество разбавителя, которое должно быть добавлено в такую зону или такие зоны проведения реакций, в которые подают этилен, что делают с целью получения нужного отношения молей разбавителя и оксигената, как только зона или зоны проведения реакций введены в действие и запущен повторный цикл С2 побочного продукта.
Согласно настоящему изобретению используется необязательно присутствующая отдельная (или вторая) зона проведения реакций, предназначенная для взаимного превращения потока побочного продукта из тяжелых олефинов (то есть С4+ поток), полученного из выходящего потока этапа ОВП превращения.
Условия осуществления превращения в зонах проведения реакций аккуратно выбирают для поддержания получения пропилена из оксигената, содержащегося в сырье. В предпочтительном варианте осуществления изобретения температуры превращения оксигената составляют от 350°С до 600°С. Известно, что нижняя часть этого диапазона температуры превращения оксигената в присутствии определенных катализаторов способствует получению пропилена, а верхняя часть способствует получению этилена за счет пропилена. Таким образом, предпочтительно, чтобы температуры на входе в зоны проведения реакций находились в диапазоне от 350°С до 500°С, более предпочтительно - в диапазоне от 375°С до 500°С и наиболее предпочтительно - в диапазоне от 375°С до 475°С.
Условия превращения, применяемые в необязательно присутствующем отдельном реакторе взаимного превращения являются слабоэндотермическими, при этом установлена сравнительно высокая температура на входе в эту зону взаимного превращения по сравнению с максимальной или пиковой температурой зон проведения ОВП реакций (указанная температура обычно характерна у выхода из реактора в этой зоне или рядом с упомянутым выходом из реактора), так как баланс ОВП реакций и реакций взаимного превращения С2 олефинов является сильно экзотермическим. В предпочтительном варианте осуществления настоящего изобретения температура на входе во вторую зону проведения реакций (или в каждый реактор, если используются несколько реакторов) превышает, по меньшей мере, на 15°С максимальную температуру в зоне проведения ОВП реакций. Наилучшие результаты достигаются тогда, когда температура на входе больше максимальной температуры в зоне проведения ОВП реакций на величину, составляющую от 15°С до 25°С и более.
В реакторе взаимных превращений с целью управления парциальным давлением используемого тяжелого олефинового реагента и для обеспечения дополнительного источника тепла для эндотермической реакции взаимного превращения может быть использован разбавитель. Подходящие разбавители могут быть выбраны из тех, которые перечислены ранее в связи с функционированием зон проведения ОВП реакций. Предпочтительными разбавителями являются, например, пар, метан, смесь ароматических соединений, которые являются побочными продуктами ОВП реакции, и смесь С6+ олефинов, парафинов и ароматических углеводородов, которые являются побочными продуктами ОВП реакций, выполненных в наборах ОВП реакторов, и которые обычно получают в виде бензинового потока, богатого олефинами, в расположенных ниже по потоку сепарационных устройствах, что будет описано при обсуждении чертежей. Среди этих предпочтительных разбавителей использование пара подразумевает риск гидротермальной деактивации используемого в реакторе взаимного превращения катализатора двойного действия в случае, когда применяется высокая концентрация пара, обычно используемая благодаря способности пара управлять и/или предотвращать коксообразование в нагревателях, теплообменниках и внутриреакторных устройствах, благодаря его доступности, легкости отделения от продуктов реакции взаимного превращения и благодаря тому, что пар можно использовать в гораздо меньших концентрациях по сравнению с зонами проведения ОВП реакций. Предпочтительное количество разбавителя, используемого в зоне проведения реакций взаимного превращения, составляет от 0,001:1 до 1:1 молей разбавителя на моль С4+ олефина, загруженного в эту зону, а более предпочтительно молярное отношение, составляющее от 0,01:1 до 0,5:1. В отличие от ситуации с зонами проведения ОВП реакций заметим, что так как H2O не является побочным продуктом реакций взаимного превращения С4+, проводимых в реакторе взаимных превращений, то обычно в этой зоне не получают разбавитель, так что эффективное количество разбавителя, используемого в реакторе взаимного превращения, равно количеству разбавителя, загруженного в этот реактор. Тем не менее, настоящее изобретение подразумевает, что оксигенат может быть загружен в реактор взаимного превращения в количестве, достаточном для смещения эндотермических реакций взаимного превращения, проходящих в указанном реакторе.
Как этап превращения оксигената в пропилен, так и этап взаимного превращения С4+ олефинов эффективно выполняется при широком диапазоне значений давления, в том числе при абсолютных давлениях на входе, равных от 0,1 атм (10,1 кПа) до 100 атм (10,1 МПа), однако хорошо известно, что условия низких давлений способствуют образованию легких олефинов, таких как пропилен. Таким образом, предпочтительно, чтобы оба эти этапа проходили при давлении на входе, составляющем от 1 до 4 атм (от 101.3 кПа до 405 кПа), а наилучшие результаты получаются при давлении от 136 кПа до 343 кПа (от 5 до 35 фунтов на квадратный дюйм).
Продолжительность контакта реагентов с катализатором двойного действия обычно измеряется в относительных величинах среднечасовой скорости подачи сырья (ССПС), которая вычисляется для этапа ОВП превращения на основе среднечасового потока суммы массы реагентов-оксигенатов, прошедших в зону проведения ОВП реакций, и массы любого химически активного углеводородного материала, присутствующего в сырьевом потоке или любом рециркуляционном потоке, прошедшем в первую зону проведения реакций, деленной на массу катализатора двойного действия, присутствующего в зоне проведения ОВП реакций. ССПС для этапа взаимного превращения С4+ олефинов вычисляется аналогично на основе среднечасового потока суммы массы побочных потоков С4+ олефинов, прошедших в зону проведения реакций, и массы любых химически активных углеводородов, присутствующих в любом рециркуляционном потоке или потоке разбавителя, прошедшем в зону проведения реакций, деленной на массу второго катализатора двойного действия, присутствующего во второй зоне проведения реакций. Специалистам в рассматриваемой области ясно, что продолжительность контакта реагентов с катализатором обратно пропорциональна ССПС, так что, когда ССПС увеличивается, продолжительность контакта уменьшается и, наоборот, уменьшение ССПС порождает увеличение продолжительности контакта. ССПС, используемая как в ОВП реакторах, так и в реакторах взаимного превращения, которые соответствуют настоящему изобретению, может составлять от 0,1 до 100 часов-1, при этом предпочтительный диапазон составляет от 0,5 до 20 часов-1, а наилучшие результаты получаются при диапазоне от 0,5 до 10 часов-1.
В предпочтительном варианте осуществления изобретения одна и та же каталитическая система двойного действия используется как на этапе превращения оксигената в пропилен, так и на этапе взаимного превращения С4+ олефинов. Предпочтительно, чтобы каталитическая система двойного действия была способна превращать оксигенаты в пропилен, а также способствовать взаимному превращению олефинов, не являющихся пропиленом, в пропилен. Любые каталитические материалы, известные в технике и способные катализировать эти две реакции, подходят для использования в катализаторах, применяемых в настоящем изобретении. Предпочтительная каталитическая система двойного действия в качестве активной составляющей содержит молекулярное сито и, более конкретно, молекулярное сито имеет сравнительно малые поры, не превосходящие поры, связанные с 10 порами ZSM-5 и ZSM-11. Некоторые полезные в настоящем изобретении молекулярные сита содержат поры, средний эффективный диаметр которых менее 5Ǻ.
Подходящие цеолитовые молекулярные сита в термообработанной форме могут быть представлены следующей общей формулой
Ме2/nO:Al2O3:xSiO2:yH2O,
где Me - катион, x - это отношение каркаса SiO2 к Al2O3 и его значение составляет от 2 до бесконечности, n - валентность катиона и значение y составляет от 2 до 100 или больше, обычно от 2 до 25.
Цеолиты, которые могут быть использованы, включают в себя хабазит, также называемый Цеолитом D, клиноптилолит, эриопит, феррьерит, морденит, Цеолит А, Цеолит Р, ZSM-5, ZSM-11 и МСМ-22. Особенно предпочтительно использовать цеолиты с высоким содержанием диоксида кремния (то есть те, у которых отношение кремневого каркаса к оксиду алюминия более 100, а обычно более 150 и хорошие результаты получаются при молярном отношении диоксида кремния к оксиду алюминия, которое составляет от 150:1 до 800:1). Одним таким цеолитом с высоким содержанием диоксида кремния и структурой ZSM-5 является силикалит, причем под этим термином понимается как кремнеземный полиморф, описанный в документе US 4061724, так и F-силикат, описанный в документе US 4073865. Наилучшие результаты получаются при использовании ZSM-11 или ZSM-5 или их смесей.
Цеолитовым катализатором двойного действия, наиболее предпочтительным для использования на обоих этапах превращения, соответствующих настоящему изобретению, является цеолит, структура которого совпадает со структурой ZSM-11 или ZSM-5, которая в литературе иногда называется структурой «пентасилового» типа.
Используемые в настоящем изобретении нецеолитовые молекулярные сита, полезные в катализаторах двойного действия, включают в себя молекулярные сита с надлежащим эффективным размером пор и охватывают материалы с эмпирическим химическим составом на безводной основе, выраженным следующей эмпирической формулой:
(ELxAlyPz)O2,
где EL - это элемент, выбранный из группы, состоящей из кремния, магния, цинка, железа, кобальта, никеля, марганца, хрома и их смесей, х - молярная доля EL, которая составляет, по меньшей мере, 0,005, y - молярная доля алюминия, которая составляет, по меньшей мере, 0,01, z - молярная доля фосфора, которая составляет, по меньшей мере, 0,01, и х+y+z=1. Когда EL является смесью металлов, х представляет собой общее количество присутствующих в смеси элементов. Предпочтительными элементами (EL) являются кремний, магний и кобальт, при этом наиболее предпочтителен кремний. В предпочтительном варианте осуществления изобретения катализатор, являющийся нецеолитовым молекулярным ситом, является SAPO катализатором и даже более предпочтительным является катализатор SAPO-34 или SAPO-17.
В предпочтительном варианте осуществления изобретения, когда катализатор двойного действия является смесью катализатора, представляющего собой молекулярное сито цеолитового типа, и катализатора, представляющего собой молекулярное сито нецеолитового типа, смесь содержит часть SAPO-34, предпочтительно в количестве, большем 50% по весу. В другом предпочтительном варианте осуществления изобретения каталитическая система содержит цеолитовый материал с высоким содержанием кремния и имеющим тип ZSM-5 или ZSM-11.
В другом предпочтительном варианте осуществления изобретения каталитическая система двойного действия является смесью цеолитового катализатора и нецеолитового катализатора. Этот вариант осуществления смешанного катализатора является или физической смесью частиц, содержащих цеолитовый материал, с частицами, содержащими нецеолитовый материал, или катализатор может быть составлен подмешиванием двух типов материала в подходящую связующую матрицу, чтобы получить частицы, содержащие обе присутствующие составляющие.
При желании в настоящем изобретении используются две отдельные зоны проведения реакций, содержащие частицы описанного выше катализатора двойного действия. В случае, когда используемые в этих двух зонах катализаторы двойного действия отличаются по составу от катализатора, используемого в первой зоне проведения реакций, в которой осуществляют этап ОВП превращения и взаимного превращения С2олефинов, указанный катализатор называется первым катализатором двойного действия, и от катализатора, используемого во второй зоне проведения реакции, в которой осуществляют необязательный этап взаимного превращения С4+ олефинов, указанный катализатор называется вторым катализатором двойного действия. В одном предпочтительном варианте осуществления изобретения один и тот же катализатор двойного действия используется как на этапе ОВП превращения и взаимного превращения С2 олефинов, так и на этапе взаимного превращения С4+ олефинов, которые осуществляются в отдельных зонах проведения реакций.
Далее настоящее изобретение включает в себя необязательный этап селективной гидрогенизации, предназначенный для селективной гидрогенизации сильно ненасыщенных углеводородов, таких как диены, и/или ацетиленовых углеводородов, которые в небольших количествах (то есть в количествах менее 2% по массе от количества переработанного оксигенатного сырья и обычно от 0,01% до 1% по массе переработанного количества) образуются на этапе ОВП превращения. Хотя эти сильно ненасыщенные углеводороды не являются существенным источником потерь при получении пропилена, было обнаружено, что они вносят значительный вклад в скорость отложения кокса на предпочтительном катализаторе двойного действия. Условия селективной гидрогенизации, применяемые на этом этапе обработки, выбираются из известных специалистам в рассматриваемой области условий, которые способствуют эффективному превращению сильно ненасыщенных углеводородов в соответствующие олефины при минимизации или исключении любой излишней гидрогенизации в соответствующий полностью насыщенный углеводород.
В одном предпочтительном варианте осуществления настоящего изобретения на этапе ОВП превращения и взаимного превращения С2 олефинов и на необязательном отдельном этапе взаимного превращения С4+олефинов используют технологию с движущимся слоем, что делают для улучшения селективности всего процесса получения пропилена. Использование технологии с движущимся слоем в классическом MBO процессе известно в технике и описано в документе US 5157181.
Зоны проведения реакций с движущимся слоем, предназначенные для использования в настоящем изобретении, могут быть спроектированы несколькими способами, например, частицы катализатора двойного действия могут быть введены в верхнюю часть зоны проведения ОВП реакций и проведены под действием силы тяжести через весь объем зон проведения реакций, в которых катализатор двойного действия, в предпочтительном варианте осуществления изобретения, контактирует с текущем по радиусу сырьевым потоком; таким образом поток или потоки текучей среды перемещаются в поперечном направлении относительно потока катализатора. Подразумевается, что сырьевые потоки или поток побочного продукта могут быть направлены в обратном направлении относительно перемещения катализатора или в параллельном направлении, что не выходит за границы объема настоящего изобретения.
Обычно частицы катализатора двойного действия вводят в кольцеобразную каталитическую камеру или кольцеобразные каталитические камеры, ограниченные концентрическими удерживающими катализатор сетками, которые перемещаются в реакторах, а частицы катализатора перемещаются вниз по кольцеобразной каталитической камере и выходят из нижней части этих зон проведения реакций.
Во время перемещения по реакторам углеродсодержащий материал, то есть кокс, осаждается на катализаторе, который течет по реакторам. Эти углеродсодержащие отложения уменьшают число активных участков на катализаторе, что негативно сказывается на селективности и степени превращения в пропилен. Таким образом часть катализатора двойного действия с коксом извлекают из реакторов и восстанавливают с целью удаления с него, по меньшей мере, части кокса. В случае, когда в зоне проведения ОВП реакций и зоне проведения реакций взаимного превращения C4+ олефинов используют различные катализаторы двойного действия, могут быть применены две различные зоны восстановления движущегося слоя с целью избежать загрязнения частиц катализатора, которое могло бы произойти при их смешивании. Предпочтительным является вариант, когда два отдельных катализатора двойного действия используются с целью реализации одной технологии восстановления, описанной в документе US 4498973, где два отдельных катализатора восстанавливаются в одной зоне восстановления без смешения частиц катализаторов. В предпочтительном случае, когда одни и те же частицы катализатора используются как в первой, так и во второй зоне проведения реакций, частицы кокса из обеих зон могут смешиваться и загружаться в общую зону восстановления. В этом последнем случае настоящее изобретение подразумевает, что, по меньшей мере, часть частично закоксованных частиц катализаторов, извлеченных из второй зоны проведения реакций, может быть загружена в зоны проведения ОВП реакций. Это может быть полезным в случае, когда селективность катализатора двойного действия относительно пропилена в первой зоне проведения реакций улучшена благодаря частичному покрытию активных участков новыми отложениями кокса.
Углеродсодержащий материал удаляют из катализатора с помощью окислительного восстановления, при этом движущийся слой частиц катализатора, извлеченный из реакторов, контактирует с потоком газа, содержащим кислород, при достаточной температуре и концентрации кислорода, что позволяет удалить с катализатора нужное количество углеродсодержащих материалов благодаря их сгоранию.
Подробное описание чертежей
Последующее описание предпочтительного варианта осуществления процесса, соответствующего настоящему изобретению, снабжено ссылками на приложенные чертежи. Для упрощения описания изобретения и облегчения понимания чертежи не содержат изображений нагревателей, теплообменников, охлаждающих устройств, клапанов, средств управления и других обычных элементов, хорошо известных специалистам в химических технологиях, за исключением случаев, когда присутствие упомянутых элементов необходимо для понимания настоящего изобретения. Кроме того, реакторная установка будет описана в контексте превращения сырьевого потока, содержащего оксигенаты, в поток продукта, содержащего олефины, однако надо понимать, что могут быть использованы сырьевые потоки других реагентов, в частности, для таких реакций, как дегидрогенизация парафина, где требуется малый перепад давления.
На фиг.1 показана реакторная установка 10, содержащая цепочку из шести реакторов 12а-12f, сырьевой поток 14 оксигенатов или магистраль 14 подачи, рециркуляционный сырьевой поток 16 легких олефинов, сырьевой поток 18 разбавителя и рециркуляционный сырьевой поток 20 тяжелых олефинов. Хотя показано шесть реакторов, подразумевается, что может быть использовано практически любое число реакторов, например от двух до двадцати реакторов. Сырьевые потоки 14, 16 и 18 разделены на ответвления и каждое ответвление снабжено буквой алфавита, связанной с номером сырьевого потока, от которого оно ответвляется (например, 14а, 14b и так далее). В предпочтительном варианте осуществления изобретения разделение сырьевых потоков на отдельные ответвления, отдельно поступающие на вход 21а-21f каждого реактора 12а-12f, позволяет независимо отслеживать и регулировать скорости сырьевых потоков в отдельных ответвлениях. Предпочтительно, чтобы сырьевые потоки регулировались таким образом, чтобы каждый реактор получал приблизительно одинаковый поток из объединенных сырьевых потоков 14, 16, 18 и 20 с точки зрения общего объема и независимо от вклада каждого отдельно сырьевого потока в общий объем. Предпочтительнее, чтобы скорость каждого отдельного сырьевого потока на входе каждого реактора также была одинаковой, чтобы получать приблизительно одинаковую смесь газов на входе каждого реактора.
Хотя в реакторной установке 10 с фиг.1 каждому реактору соответствует отдельное ответвление каждого сырьевого потока 14, 16 и 18, подразумевается, что на каждый реактор может быть предусмотрено большее или меньшее число ответвлений любого из сырьевых потоков 14, 16, 18 и 20. Предпочтительно, чтобы сырьевые потоки 14, 16, 18 смешивались с сырьевым потоком 20 с целью получения объединенных сырьевых потоков 25. Как показано на фиг.1, ответвления 25а-25f объединенных сырьевых потоков из оксигенатов, рециркуляционного потока легких олефинов, разбавителя, рециркуляционного потока тяжелых олефинов и продукта, ниже по потоку относительно первого реактора, могут быть объединены с целью подачи на каждый реактор 12а-12f.
В предпочтительном варианте осуществления изобретения отношение количества ответвлений к количеству реакторов составляет от двух ответвлений на каждый реактор до одного ответвления на все шесть реакторов. Также, хотя на фиг.1 показано, что сырьевые потоки 14,16 и 18 имеют большое количество ответвлений, ясно, что это только одно предпочтительное сочетание сырьевых потоков, каждый из которых имеет более одного ответвления. Подразумевается, что в реакторной установке 10 более одного ответвления может содержать от одного сырьевого потока до всех сырьевых потоков 14, 16, 18 и 20. Также подразумевается, что один сырьевой поток может характеризоваться первым отношением количества ответвлений на реактор, а второй сырьевой поток может характеризоваться вторым отношением количества ответвлений на реактор, причем второе отношение количества ответвлений к реакторам отличается от первого отношения количества ответвлений к реакторам.
В предпочтительном варианте осуществления настоящего изобретения реакторная установка 10 содержит отводящее устройство 30, предназначенное для отведения в блок 40 извлечения продукта части выхода или выходящего потока 32а-32е, текущего между двумя соседними реакторами, с целью определения промежуточного места 33. Здесь это иногда будет называться извлечением промежуточного продукта. В более предпочтительном варианте осуществления изобретения отводящее устройство 30 будет содержать магистраль 34а, 34b извлечения промежуточного продукта, предназначенную для направления первой части выхода 32а-32е продукта, покидающего первый реактор, в блок 40 извлечения продукта, при этом вторая часть потока продукта продолжает течь по выходящей магистрали 32а-32е продукта к входу второго реактора, который примыкает к первому реактору. Отводящее устройство 30 может представлять собой Т-образное соединительное устройство или элемент, устройство или механизм другого типа, предназначенный для достижения той же цели разделения входящего потока на два выходящих потока. В показанном предпочтительном варианте осуществления изобретения для каждых двух промежуточных мест предусмотрена магистраль 34а, 34b извлечения промежуточного продукта или, в данном случае, предусмотрены две магистрали 34а, 34b извлечения промежуточного продукта на пять промежуточных мест 33. Тем не менее, подразумевается, для каждого промежуточного места может быть предусмотрено по одной магистрали 34а, 34b извлечения промежуточного продукта или одна магистраль 34а, 34b извлечения промежуточного продукта может быть предусмотрена для одного из пяти промежуточных мест. Как показано на фиг.1, часть продукта из реактора 12b во втором выходящем потоке 32b продукта отводят по магистрали 34а извлечения продукта, при этом оставшийся продукт продолжает перемещаться во втором выходящем потоке 32b продукта к реактору 12 с, а часть продукта из реактора 12d в четвертом выходящем потоке 32d продукта отводят по магистрали 34b извлечения продукта, при этом оставшийся продукт продолжает перемещаться в четвертом выходящем потоке 32d продукта к реактору 12е.
В одном предпочтительном варианте осуществления настоящего изобретения отводящее устройство 30 будет извлекать от 30% до 75% выходящего потока 32а-32е продукта в промежуточном месте 33, а более предпочтительно от 40% до 70%. Отводящие устройства позволяют извлекать продукт в промежуточных местах, расположенных ниже по потоку относительно находящегося выше по потоку реактора 12а-12е и перед находящимся ниже по потоку реактором 12b-12f. Тот же объем нового сырья может быть добавлен в находящийся ниже по потоку реактор 12b-12f, что и объем продукта, извлеченного из находящегося выше по потоку реактора 12а-12е. Следовательно, для приспособления к добавлению нового сырья размеры находящихся ниже по потоку реакторов не обязаны быть больше размеров находящихся выше по потоку реакторов.
Магистрали 34а, 34b извлечения продукта и выходящая магистраль 32а-32f продукта из последнего реактора расположены последовательно и предназначены для подачи сырья в общую выходящую магистраль 36, соединенную с блоком или участком 40 извлечения продукта. Блок 40 извлечения продукта отделяет нужные компоненты продукта, в этом варианте осуществления изобретения - пропилен, от других вытекающих компонентов и перемещает пропилен по магистрали 42 до резервуара 44 для хранения. Блок 40 извлечения продукта также отделяет воду от выходящего потока и перемещает ее по рециркуляционной магистрали 74 разбавителя в сырьевой поток 18. Блок 40 извлечения продукта также отделяет этилен от выходящего потока и перемещает рециркуляционный этилен по рециркуляционной магистрали 72 этилена в сырьевой поток 16. Блок 40 извлечения продукта также отделяет тяжелые углеводороды от выходящего потока и перемещает рециркуляционный поток 76 тяжелых олефинов в сырьевой поток 20.
На фиг.1 также показан необязательно присутствующий реактор 100 взаимных превращений тяжелых олефинов, соединенный магистралью 101 с блоком 40 извлечения продукта. Выходящий поток реактора 100 перемещается по магистрали 102 назад в блок 40 извлечения продукта.
Что касается содержимого сырьевых потоков 14, 16, 18 и 20, то сырьевой поток 14 оксигенатов будет содержать в предпочтительном варианте осуществления изобретения один, некоторые или все элементы из следующего списка: метанол, диметиловый эфир (ДМЭ), этанол, диэтиловый эфир, метиловый эфир, формальдегид, ацетон, уксусная кислота и их смеси. В наиболее предпочтительном варианте осуществления изобретения сырьевой поток 14 оксигенатов будет содержать метанол или диметиловый эфир или их смеси.
Сырьевой поток 16 содержит углеводороды, число атомов углерода в которых менее 3, и они включают в себя этилен, этан, ацетилен и метан. Наиболее предпочтительно, чтобы сырьевой поток 16 содержал, в основном, этилен. Предпочтительно, чтобы этот сырьевой поток был поделен на шесть равных частей и доставлен по магистралям 16а-16f к входу каждого реактора. Температура сырьевого потока 16 на входе реакторной установки 10 составляет от 50°С до 150°С.
Предпочтительно, чтобы сырьевой поток 18 состоял из воды, перемещающейся со скоростью 40-200 метрических тонн в час при температуре от 8°С до 100°С. Сырьевой поток 18 разделен на шесть отдельных потоков, каждый из которых приблизительно равен 1/6 сырьевого потока 18 до разделения на отдельные ответвления, и каждый из которых перемещается по магистралям 18а-18f через магистрали 14а-14f соответственно до входа каждого соответствующего реактора.
Предпочтительно, чтобы сырьевой поток 20 содержал углеводороды, число атомов углерода в которых больше 3 или молекулярная масса которых больше пропилена. Подходящие тяжелые олефины включают в себя обычный, вторичный, изо- и третичный бутан, бутен, пентан, пентен, гексан, гептан, гептен, октан и октен, циклические и бициклические соединения, в том числе циклобутан, циклобутен, циклопентан, циклопентен, циклогексан и циклогексен; диены, ароматические углеводороды и другие. Предпочтительно, чтобы этот сырьевой поток был направлен к первому реактору 12а и последовательно протекал последующие реакторы 12b-12f, действуя как поглотитель тепла, ограничивающий повышение температуры, которое могло бы случиться из-за тепла, выделяемого при протекании реакций. Тем не менее, сырьевой поток 20 может быть разделен с целью получения отдельных потоков для двух или большего количества реакторов. Температура сырьевого потока 20 на входе реакторной установки 10 должна составлять от 200°С до 500°С.
Каждый реактор 12а-12f снабжают находящимся под давлением катализатором, контактирующим с объединенным сырьевым потоком. Подразумевается, что используемые технологии, хорошо известные в технике и предназначенные для доставки катализатора под давлением в реактор, включают в себя: системы распределения катализатора с псевдоожиженным слоем, движущимся слоем или системы распределения катализатора пакетного типа. В одном предпочтительном варианте осуществления изобретения реакторы будут содержать систему распределения катализатора с движущимся слоем.
Что касается типа катализатора для реакторов 12а-12f, то подразумевается использование любого катализатора, являющегося молекулярным ситом цеолитового типа или являющегося молекулярным ситом нецеолитового типа, более предпочтителен катализатор цеолитового типа и наиболее предпочтителен ZSM 5 или ZSM 11 или их смесь.
На фиг.2 и 3 показан один предпочтительный вариант реакторной установки 10 с корпусом 50 реакторов, содержащим внешнюю стенку 52. Корпус 50 реакторов содержит три реакторных участка: первый реакторный участок 50а, второй реакторный участок 50b и третий реакторный участок 50с, при этом извлечение промежуточного продукта производится по магистралям 34а, 34b, расположенным в промежуточных местах между тремя расположенными друг над другом реакторными участками. Каждый реакторный участок 50а, 50b, 50с содержит два концентрически расположенных слоя 56, 58 катализатора, составляющих реакторы 12а-12f. В реакторном участке 50а размещены реакторы 12а, 12b (фиг.3), в реакторном участке 50b размещены реакторы 12с, 12d, а в реакторном участке 50 с размещены реакторы 12е, 12f.
Объединенный сырьевой поток магистрали 25 получает сырьевой поток оксигенатов из магистрали 14, рециркуляционный сырьевой поток легких олефинов - из магистрали 16, сырьевой поток разбавителя - из магистрали 18 и рециркуляционный сырьевой поток тяжелых олефинов - из магистрали 20. Объединенный сырьевой поток магистрали 25 питает магистрали 25а-25f сырьевого потока, которые подают части объединенного сырьевого потока на входы 21а-21f соответственно. Кроме того, на фиг.2 показано, что сырьевые потоки 16, 18 и 20 могут быть объединены в любом нужном сочетании в месте 110 и проходить через теплообменник 112. Часть или все сырьевые потоки 16 и 18 могут обойти теплообменник по обходным магистралям 16′ и 18′. Тем не менее, желательно, чтобы сырьевой поток 20 прошел через теплообменник 112, чтобы поток имел нужную температуру, чтобы действовать в реакторах в качестве поглотителя тепла.
Реакторная установка 10 содержит внешнюю стенку 52, определяющую внутреннюю камеру 54. Первая кольцеобразная каталитическая камера 56а, содержащая реактор 12а, и вторая кольцеобразная каталитическая камера 58а, содержащая реактор 12b и расположенная по оси снаружи первой кольцеобразной каталитической камеры 56а, расположены по вертикали во внутренней камере 54 каждого из реакторных участков 50а, 50b, 50с, один из которых - реакторный участок 50а - для примера показан на фиг.3. Первая кольцеобразная каталитическая камера расположена концентрически относительно второй кольцеобразной каталитической камеры 58а, и обе кольцеобразные каталитические камеры 56а, 58а могут быть цилиндрическими. Первая и вторая кольцеобразные каталитические камеры 56а, 58а направляют и содержат поток катализатора через реакторную установку 10.
Первая кольцеобразная камера 60 сбора расположена между первой и второй кольцеобразными каталитическими камерами 56а, 58а, и вторая кольцеобразная камера 62 сбора концентрически расположена вокруг второй каталитической камеры 58а и отделяет внешнюю стенку 63 второй каталитической камеры 58а от внутренней поверхности внешней стенки 52. Первая и вторая кольцеобразные каталитические камеры 56а, 58а могут содержать поток катализатора типа псевдоожиженного слоя или движущегося слоя. И первая, и вторая кольцеобразные каталитические камеры 56а, 58а содержат внешнюю стенку 63 и внутреннюю стенку 65. Внешняя стенка 63 и внутренняя стенка 65 должны содержать отверстия, чтобы текучая среда, такая как объединенный сырьевой поток 25, могла проходить через стенки, при этом указанные стенки должны не пропускать и направлять поток аэрозольного материала, такого как катализатор, по нужной части реакторной установки 10. Внешняя стенка 63 и внутренняя стенка 65 могут быть выполнены из сетчатого, пористого или ситообразного материалов. Хотя показан вариант, в котором присутствует внутренний направленный по оси поток, также подразумевается, что может присутствовать внешний направленный по оси поток.
Первая, третья и пятая части 25а, 25с и 25е объединенного сырьевого потока 25 выходят из первого, третьего и пятого выходов и попадают в первый, третий и пятый входы 21а, 21с и 21е соответственно и их направляют к центральной трубе 70 до попадания в кольцеобразную каталитическую камеру 56а, 56b и 56с соответственно. Эта конструкция лучше всего видна на фиг.3, на которой показана только конструкция первого реакторного участка 50а. Как показано на фиг.3, центральная труба 70 расположена соосно внутри первой кольцеобразной каталитической камеры 56а реакторного участка 50а и в центральную трубу 70 из входа 21а поступает первая часть 25а объединенного сырьевого потока. Центральная труба 70 ограничена проницаемой для текучей среды стенкой, так что сырье может по радиусу поступать в первую кольцеобразную каталитическую камеру 56а, а катализатор не может пройти через стенку центральной трубы 70. Первая часть 25а объединенного сырьевого потока попадает во вход 21а и ее направляют через трубу 22, предпочтительно с изгибом и проходя через распределительную магистраль 23, к центральной трубе 70, а далее указанная часть течет по радиусу наружу через внутреннюю стенку 65 в первую кольцеобразную каталитическую камеру 56а, чтобы в контакте с любым расположенным там катализатором образовать первый продукт. Этот первый продукт выходит через внешнюю стенку 63, а затем течет в первую кольцеобразную камеру 60 сбора.
Вторая, четвертая и шестая части 25b, 25d и 25f объединенного сырьевого потока 25 выходят из второго, четвертого и шестого выходов и попадают во второй, четвертый и шестой входы 21b, 21d и 21f соответственно и их направляют к распределительной магистрали 23 до попадания в первую кольцеобразную камеру 60 сбора. На примере первого реакторного участка 50а с фиг.3 первый продукт из первой кольцеобразной каталитической камеры 56а смешивается со второй частью 25b объединенного сырьевого потока в первой кольцеобразной камере 60 сбора и проходит через внутреннюю стенку 65 второй кольцеобразной каталитической камеры 58а, чтобы в контакте с расположенным там катализатором образовать второй продукт. Этот второй продукт проходит через внешнюю стенку 63, а затем течет во вторую кольцеобразную камеру 62 сбора и, наконец, покидает реактор через выходной патрубок 53 реактора по направлению к первому выходу 32а продукта. Эта схема потока одинакова для каждого реакторного участка 50а, 50b, 50с. Реакторный участок 50b содержит третью кольцеобразную каталитическую камеру 56b и четвертую кольцеобразную каталитическую камеру 58b, а реакторный участок 50с содержит пятую кольцеобразную каталитическую камеру 56с и шестую кольцеобразную каталитическую камеру 58с.
На фиг.2 показаны два отводящих устройства 30, где первое отводящее устройство 30а расположено у первого выхода 32а продукта, а второе отводящее устройство 30b расположено у второго выхода 32b продукта. Отводящие устройства 30а, 30b расположены рядом с выходным патрубком 53 соответствующего реактора. В одном предпочтительном варианте осуществления изобретения отводящие устройства представляют собой Т-образное соединение труб, вход которого соединен с выходом 32b, 32d продукта, и Т-образную трубу с двумя выходами, один выход 31а соединен с магистралью 34а, 34b, а другой выход 31b соединен со следующим реактором 12. В предпочтительном варианте осуществления изобретения каждый выход 31а, 31b будет содержать клапан, предназначенный для управления выходящим потоком через этот выход. Предпочтительно, чтобы первая часть второго выходящего потока 32b продукта была направлена в следующий реакторный участок (50b или 50 с), а вторая часть была направлена по магистрали 34а, 34b к блоку 40 извлечения продукта. В блоке 40 извлечения продукта будут использованы хорошо известные в технике технологии и оборудование, направленные на отделение пропилена от других углеводородов и любого разбавителя, такого как вода, и перемещение нужного продукта, такого как пропилен, по магистрали 42 в резервуар 44 для хранения.
В предпочтительном варианте осуществления реакторной установки 10 блок 40 извлечения продукта также способен разделять объединенный поток продукта в выходящей магистрали 36 на отдельные выходящие потоки - рециркуляционная магистраль 72 этилена, рециркуляционная магистраль 74 разбавителя и рециркуляционный поток 76 тяжелых олефинов. Потоки подают назад в корпус 50 реакторов, как описано выше.
На фиг.2 также показан необязательно присутствующий реактор селективной гидрогенизации или реактор 100 или как реактор гидрогенизации, так и реактор взаимного превращения. Как изложено выше, реактор селективной гидрогенизации не является необходимым и предназначен для селективной гидрогенизации сильно ненасыщенных углеводородов, таких как диены и/или ацетиленовые углеводороды, которые были получены в небольших количествах на этапе ОВП превращения. Функционирование такого реактора гидрогенизации описано выше.
Предпочтительно, чтобы реактор взаимного превращения был способен превратить непропиленовые углеводороды, содержащие менее трех атомов углерода, или менее четырех атомов углерода, или менее бóльшего числа атомов углерода, в пропилен. Также подразумевается, что реактор 100 может являться реактором для крекинга олефинов, предназначенным для крекинга фракции С4+ олефина в С2 и С3 олефины. Предпочтительно, чтобы реактор 100 использовал каталитические системы с движущимся слоем, псевдоожиженным слоем или системы пакетного типа. Далее в необязательно присутствующем реакторе 100 будет использоваться катализатор, более предпочтительно катализатор двойного действия и еще более предпочтительно катализатор, являющийся молекулярным ситом цеолитового типа, катализатор, являющийся молекулярным ситом нецеолитового типа, или смесь катализатора, являющегося молекулярным ситом цеолитового типа, и катализатора, являющегося молекулярным ситом нецеолитового типа. В одном предпочтительном варианте осуществления изобретения в необязательно присутствующем реакторе 100 будут использовать тот же катализатор, что и корпусе 50 реакторов и, даже более предпочтительно, чтобы как необязательно присутствующий реактор 100, так и корпус 50 реакторов оба делили как одну и ту же каталитическую систему, так и одно и то же устройство восстановления катализатора (не показано). Реакторы взаимного превращения олефинов подробно описаны выше.
Кроме того, на фиг.2 показана магистраль 101, доставляющая соответствующую фракцию от блока 40 извлечения продукта в реактор 100. Выходящий поток после взаимного превращения перемещают по магистрали 102 от необязательно присутствующего реактора 100 в блок 40 извлечения продукта.
На фиг.3 показан реакторный участок 50а, содержащий концевую стенку 80 с кольцеобразными проходами 115, позволяющими каталитическому материалу проходить из соседних реакторов, то есть из реакторного участка 50а в реакторный участок 50b и из реакторного участка 50b в реакторный участок 50с. Тем не менее, концевая стенка 80 предотвращает поток любого объединенного сырьевого потока 25 в центральной трубе 70 и предотвращает перемещение сырья и продукта, содержащихся в кольцеобразных камерах 60, 62 сбора, из одного реакторного участка в другой. Таким образом, концевая стенка 80 закупоривает вход или центральную трубу 70 и кольцеобразные камеры 60, 62 сбора, но позволяет катализатору проходить вниз из кольцеобразных каталитических камер 56а, 58а. Следовательно, катализатор может непрерывно перемещаться между реакторными участками 56а-56с и направляться в устройство восстановления катализатора для последующего возврата в реакторные участки 56а-56с. Было бы наиболее практично извлекать использованный катализатор снизу реакторного участка 56с и возвращать восстановленный катализатор сверху реакторного участка 56а. На чертежах не показано оборудование, осуществляющее восстановление и рециркуляцию. В реакторах с движущимся слоем катализатора предпочтительно использовать катализатор в форме шариков.
Достоинство реакторной установки с фиг.2 состоит в том, что в ней снижены перепады давления, которые имеют место в других реакторных установках, и в ней увеличена выработка пропилена. Последующие примеры демонстрируют, что при компьютерном моделировании реакторной установки с тремя соединенными вместе реакторами, которые содержат два слоя катализатора, она отличается значительно меньшим перепадом давления по сравнению с реакторной установкой с шестью отдельными реакторами, каждый из которых содержит один слой катализатора.
Пример 1
Было осуществлено компьютерное моделирование реакторной установки проведения ОВП реакций с тремя блоками реакторов, каждый из которых содержит два слоя катализатора, как, по существу, показано на фиг.2 и 3. Скорости сырьевых потоков 14, 16, 18 и 20 установлены такими, как показано в Таблице 1.
Показанные выше сырьевые потоки были разделены и поданы в каждый реактор, а магистрали 34а, 34b извлечения продукта были установлены таким образом, что объединенный сырьевой поток 25 в каждый реактор и температура на выходе из каждого реактора равны значениям, представленным в Таблице 2.
Отклонение температуры на выходе от температуры каждой зоны проведения реакции минимально.
Был вычислен перепад давления в каждом реакторе и магистралях, связанных с ним. Общий перепад давлений в установке оказался равным 6,1·104 Па, а среднее давление на выходе всех реакторов оказалось равным 7,4·104 Па.
Пример 2
Было осуществлено компьютерное моделирование реакторной установки проведения ОВП реакций с шестью соединенными между собой блоками реакторов, как показано на фиг.1, и каждый реактор содержит один слой катализатора. Скорости сырьевых потоков 14, 16, 18 и 20 установлены такими, как показано в Таблице 3.
Показанные выше сырьевые потоки были разделены для каждого реактора 12а-12f, а магистрали 34а, 34b извлечения продукта были установлены таким образом, что объединенный сырьевой поток 25 в каждый реактор и температура на выходе из каждого реактора равны значениям, представленным в Таблице 4.
Был вычислен перепад давления в каждом реакторе и магистралях, связанных с ним. Общий перепад давлений в установке оказался равным 1,2·105 Па, а среднее давление на выходе всех реакторов оказалось равным 1,0·105 Па. Температура на выходе реакторов поддерживалась практически на одном уровне (с минимальным отклонением для разных реакторов), но давление и перепад давления больше для варианта осуществления с фиг.1, а не для варианта осуществления с фиг.2 и 3. Меньший перепад давлений в установке из Примера 1 и меньшее рабочее давление в установке из Примера 1 ожидаемо и показывает некоторые преимущества реакторов с концентрическим потоком по сравнению с обычными реакторами, расположенными последовательно.
Реферат
Изобретение относится к реактору с несколькими слоями катализатора, соединенными друг с другом и с отводящим устройством, предназначенным для извлечения продукта между парой соседних слоев катализатора. Реакторная установка содержит несколько реакторов, соединенных друг с другом и содержащих, по меньшей мере, одну пару реакторов, разделенных промежуточным местом. Реакторная установка содержит магистраль подачи сырья, предназначенную для подачи сырьевого потока реагентов на вход более одного из нескольких реакторов. Реакторная установка содержит отводящее устройство, соединенное с промежуточным местом и способное направлять первую часть потока продукта, вышедшего из первого реактора пары реакторов, в первое место и направлять вторую часть потока продукта на вход другого реактора пары реакторов. Первое место является участком извлечения продукта, который способен отделять компоненты продукта. Техническим результатом изобретения является повышение выхода конечного продукта. 8 з.п. ф-лы, 3 ил., 4 табл., 2 пр.
Формула
- несколько реакторов (12), соединенных друг с другом и содержащих, по меньшей мере, одну пару реакторов (12а,b), разделенных промежуточным местом (33);
- магистраль (25) подачи сырья, предназначенную для подачи сырьевого потока реагентов на вход (21а,b) более одного из указанных нескольких реакторов (12а,b); и
- отводящее устройство (30), соединенное с промежуточным местом (33) и способное направлять первую часть потока (32а) продукта, вышедшего из первого реактора (12а) указанной пары реакторов (12а,b), в первое место (40) и направлять вторую часть потока продукта на вход (21b) другого реактора (12b) указанной пары реакторов (12а,b), где первое место является участком (40) извлечения продукта, который способен отделять компоненты продукта.
Документы, цитированные в отчёте о поиске
Способ эксплуатации установки для эпоксидированияолефина (варианты)
Комментарии