Способ изготовления деталей, сделанных из керамического материала, посредством технологии аддитивного производства - RU2700356C1
Код документа: RU2700356C1
Чертежи



Описание
Настоящее изобретение относится к способу изготовления деталей из керамического материала посредством технологии аддитивного производства, такие сырые детали подвергаются операциям удаления связующего и спекания с целью получения готовых керамических деталей.
Технология аддитивного производства, также называемая стереолитографией, в общем, содержит следующие этапы для получения таких сырых керамических деталей:
– построение посредством компьютерного проектирования компьютерной модели изготавливаемой детали, размер такой модели немного превышают размеры изготавливаемой детали, чтобы учесть усадку керамики во время обжига (операций удаления связующего и спекания) детали; и
– изготовление детали посредством технологии аддитивного производства, технологии, согласно которой:
образование на рабочей платформе первого слоя фотоотверждаемой композиции, обычно (как правило) содержащей по меньшей мере один керамический материал, по меньшей мере один фотоотверждаемый мономер и/или олигомер, по меньшей мере один фотоинициатор и, если необходимо, по меньшей мере один пластификатор и/или по меньшей мере один растворитель и/или меньшей мере один дисперсант,;
отверждение первого слоя фотоотверждаемой композиции путем облучения (посредством лазерного сканирования свободной поверхности упомянутого слоя или диодной проекционной системой) в соответствии с образцом, определенным по модели упомянутого слоя, образующего первый ярус;
образование на первом этапе второго слоя фотоотверждаемой композиции;
отверждение второго слоя фотоотверждаемой композиции путем облучения в соответствии с образцом, заданным для упомянутого слоя, образующего второй ярус, при этом такое облучение выполняется как для первого слоя;
при необходимости, вышеупомянутые этапы для получения сырой детали повторяются.
Затем, как упоминалось выше, для получения готовой детали сырая деталь очищается для удаления неотвердевшей композиции; из очищенной сырой детали удаляется связующее; и очищенная сырая деталь с удаленным связующим подвергается спеканию для получения готовой детали.
Далее приводится описание известного уровня техники изготовления керамических деталей, относящихся к литьевым стержни, такие литьевые стержням представляют собой только один пример керамических деталей, которые могут быть изготовлены по способу в соответствии с изобретением.
Технологии для изготовления литьевых стержней известного уровня техники
Литьевые стержни могут изготавливаться в вертикальном положении без опоры (1), в горизонтальном положении без опоры (2) или в наклонном положении на опоре (3).
(1) Изготовление в вертикальном или стоячем положении позволяет изготавливать много литьевых стержней одновременно на рабочей платформе стереолитографической машины. Для стабилизации стержней в вертикальном положении необходимо модифицировать их путем прикрепления к ним подложки из стоек, которые нужно удалить позже, после процесса спекания, обрезав их.
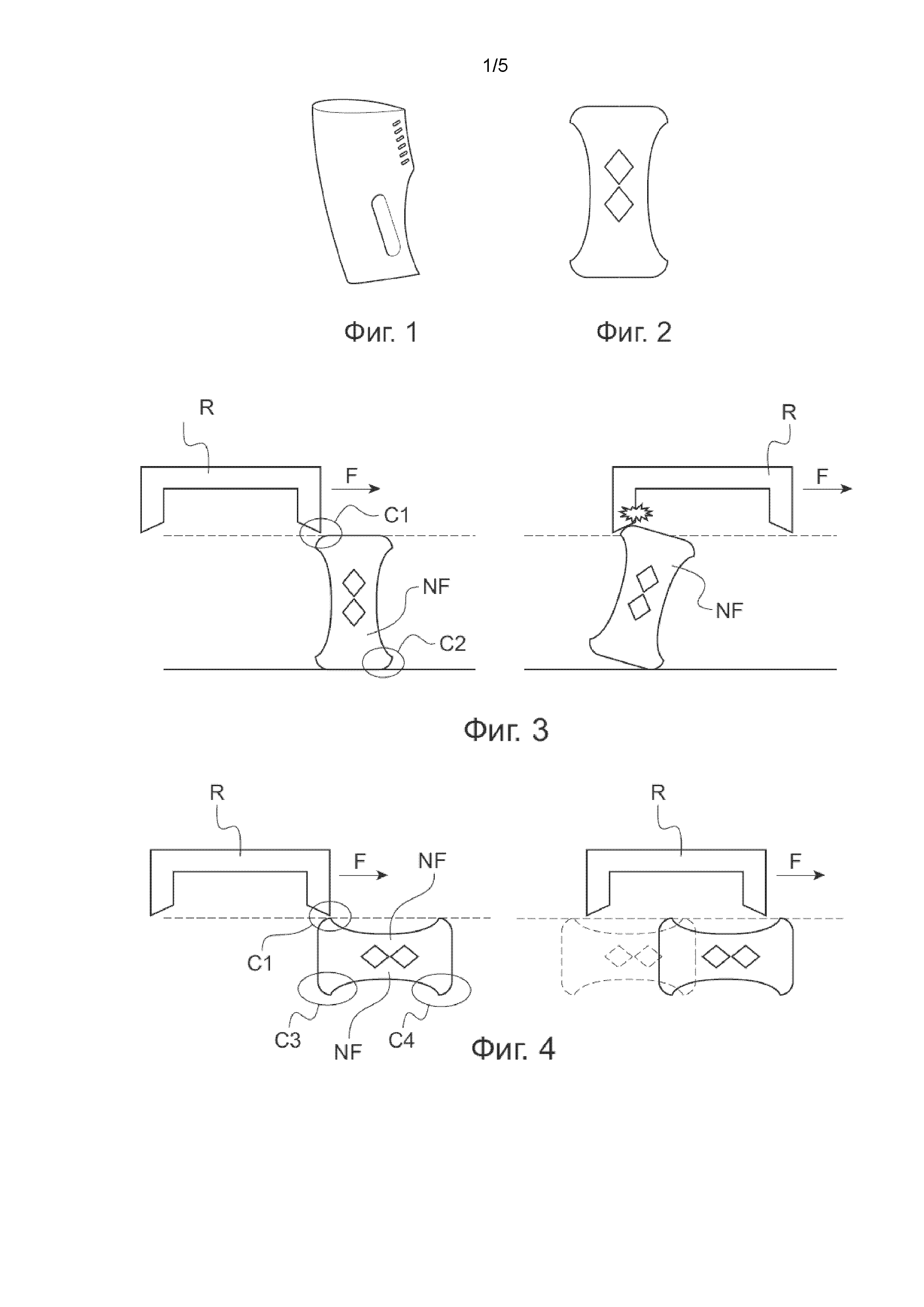
Во время изготовления в вертикальном положении стержень может легко становиться деформированным/поврежденным под действием напряжений, возникающих при распределения пасты в случае варианта изготовления посредством полужидкого процесса. Такой риск усиливается явлением сворачивания, в соответствии с которым плоская поверхность изгибается в результате значительной лазерной мощности, вызывающей слишком большое поперечное связывание во время полимеризации. Изготавливаемая деталь с большой вероятностью может опрокинуться при прохождении скребкового устройства. Явление скручивания проиллюстрировано на фиг. 3 прилагаемого чертежа.
На фиг. 3 в левой части схематично показано скребковое устройство R стереолитографической машины, на которой скребковое устройство распределяет каждый из слоев пастообразного фотоотверждаемого керамического материала, и также показан изготавливаемый вертикально литьевой стержень NF. Направление соскребывания показано стрелкой F, а распределяемая паста обозначена горизонтальной пунктирной линией. Место, где должно прилагаться усилие соскребывания, обведено кружком c1, а место, где должно проявиться явление скручивания, обведено кружком c2.
Закручивание, изображенное на фиг. 3, в правой части, приводит к тому, что изготавливаемая деталь переворачивается, когда проходит скребковое устройство R.
Изготовление в вертикальном положении, которое обеспечивает возможность изготавливать много стержней одновременно без необходимости опоры во время изготовления, поэтому по вышеупомянутым причинам является длительным и рискованным изготовлением.
(2) Изготовление в горизонтальном положении по определению менее высокое, чем изготовление в вертикальном положении, и, следовательно, потребует меньше времени. Также количество добавляемых подложек будет меньше, подложки даже будут не нужны.
Однако небольшая площадь поверхности сцепления изготавливаемого литьевого стержня с рабочей платформой стереолитографической машины с большой вероятностью приведет к тому, что стержень не будет сцепляться и будет выскальзывать при изготовлении. Именно это иллюстрируется на фиг. 4 прилагаемого чертежа:
На фиг. 4 в левой части, как и на фиг. 3, показан литьевой стержень NF, но на этот раз при изготовлении в горизонтальном положении. Ввиду малой площади поверхности захвата, обозначенной кружками c3 и c4, видно — в правой части рисунка 4, — что стержень NF скользит относительно своего начального положения.
(3) При изготовлении стержня под углом на опоре, опора, которая содержит верхнюю поверхность, расположенную под углом к платформы стереолитографической машины, изготавливается одновременно со стержнем. Из-за такого наклона опора выдерживает усилие при соскребывании, ни переворачивание, ни скольжение не наблюдаются, в отличие от изготовления в вертикальном и горизонтальном положениях, соответственно, и время изготовления снижается по сравнению с изготовлением в вертикальном положении.
Поверхность опоры имеет отпечаток поверхности литьевого стержня, поэтому это приводит к некоторым деформациям во время изготовления и добавлению нескольких подложек, связанных со стержнем.
Изготовление выполняется при малой мощности лазера, в частности, менее 150 мВт, таким образом, это приводит к тому, что детали имеют низкую жесткость и не закручиваются.
При компьютерном проектировании для изготовления опоры:
одна из поверхностей стержня переносится на наклонную поверхность опоры, так чтобы создать отпечаток;
операция смещения или операция "выноса" на А мкм в направлениях XYZ выполняется на этой поверхности, "А" составляет, например, 400 мкм в XYZ; и
стержень затем помещается на некоторое расстояние в направлении Z на B мкм (B может составлять, например, 135 мкм) плюс глубина полимеризации, измеренная для используемых пасты и параметров. Глубина полимеризации – это глубина пасты, которая будет полимеризована проходом лазера. Глубина полимеризации зависит от пасты, которая используется, а также от параметров лазера, которые используются: мощности, расстояния между надрезами, скорости лазерного сканирования. Чтобы изготовить стержни, сделанные из алюминия, глубина полимеризации "B" составляет приблизительно 125 мкм.
На фиг. 5 и 6 прилагаемых чертежей проиллюстрировано изготовление стержня NF под углом на опоре S, отпечаток обозначается буквой "E".
Угол α наклона опоры относительно рабочей платформы обычно составляет от 1 до 45°, более предпочтительно от 15 до 25° и наиболее предпочтительно 20°.
Уровень технологии для обжига литьевых стержней
Литьевые стержни, полученные без опоры в соответствии с (1) и (2) выше, обжигаются в песке при температурах, обычно составляющих приблизительно 1300°С, где песок
обеспечивает гомогенизацию температуры и выравнивание давления вокруг стержня, поддерживая форму детали при высокой температуре, таким образом предотвращая деформации;
позволяет всасывать органический материал в ней посредством капиллярности.
Однако необходимо, чтобы сырой литьевой стержень был жестким, чтобы избегать деформации в песке при комнатной температуре и при низкой температуре. Однако большая жесткость в необработанном состоянии может быть получена только при высокой мощности лазера, которая может вызвать вышеупомянутое явление "скручивания".
С такой технологией и при недостаточной жесткости литьевого стержня разница в размерах, например, составляет от ±0,8 мм до 1,2 мм.
Чтобы подвергнуть обжигу стержень на опоре, сырой литьевой стержень помещается на его отпечаток, который ограничивает деформации на его нижней поверхности, потому что распространение обжига контролируется на такой поверхности. Однако верхняя поверхность стержня не защищена от деформаций, которая может тем не менее подвергнуться неконтролируемому сползанию, стержень затем имеет тенденцию сгибаться, как изображено на фиг. 7 прилагаемого чертежа. При такой технологии различия в размерах составляют, например, от ±0,4 мм до 0,6 мм.
Целью настоящего изобретения является решение вопросов, связанных с изложенными известными технологиями, с целью представления способа, позволяющего изготавливать детали, сделанные из керамического материала, в частности литьевые стержни, сделанные из керамического материала, соответствующих размеров, при этом предотвращается любая деформация деталей при изготовлении, очистке и/или обжиге.
С этой целью в соответствии с настоящим изобретением предусмотрено изготовление стержня на опоре и изготовление одновременно детали, которая называется “форматор”, которая имеет на своей верхней поверхности, когда она изготовлена, отпечаток поверхности стержня, противолежащей поверхности, взаимодействующей с отпечатком, образованным в опоре.
Опора, стержень и форматор изготавливаются из одного материала.
Во время обжига форматор переворачивается, чтобы на него помещался стержень, опора затем помещается на стержень, который таким образом зажимается между опорой и форматором. Стержень поддерживается в правильной форме благодаря давлению, прилагаемому опорой и форматором. Стержни, изготавливаемые на опоре, могут иметь малую жесткость, поэтому они способны деформироваться без разрушения. Стержень сохраняет свои размеры после спекания.
Предметом настоящего изобретения является поэтому способ изготовления детали, сделанной из керамического материала посредством технологии аддитивного производства или стереолитографии, упомянутая деталь формируется в сыром состоянии из фотоотверждаемой керамической композиции, содержащей керамический порошок и органическую часть, способную разрушаться при нагревании во время удаления связующего, и включающая в себя по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, а затем подвергается операциям удаления связующего и спекания,
отличающийся тем, что:
на рабочей платформе стереолитографической машины изготавливается посредством технологии аддитивного производства одновременно, но раздельно из одной и той же пастообразной фотоотверждаемой керамической композиции:
сырая сборка, сделанная из опоры сырой детали и упомянутой сырой детали на упомянутой опоре, свободная поверхность последней имеет отпечаток первой поверхности упомянутой сырой детали, упомянутый отпечаток, сделанный в упомянутой опоре, имеет поверхность, смещенную по XYZ, но эквивалентную упомянутой первой поверхности упомянутой сырой детали, так чтобы позволить ей помещаться в упомянутой опоре, и пространство между и той и другой заполняется пастообразным материалом, может быть удален, когда образуется упомянутая сырая деталь; и
сырой форматор, сделанный из детали, которая сделана из керамического материала, свободная поверхность которой имеет отпечаток второй поверхности упомянутой сырой детали, противолежащей упомянутой первой поверхности, упомянутый отпечаток, сделанный в упомянутом форматоре, имеет поверхность, смещенную по XYZ, но эквивалентную упомянутой второй поверхности упомянутой сырой детали, так чтобы позволить ей вмещаться в упомянутом форматоре;
в печь помещается на упомянутый сырой форматор, полученный таким образом, с отпечатком, развернутым вверх, упомянутая сырая сборка, полученная таким образом, с сырой деталью, развернутой вниз, чтобы она помещалась в отпечаток упомянутого форматора, и сырая деталь, таким образом удерживаемая между форматором и опорой, подвергается удалению связующего и спеканию, отпечатки опоры и форматора таковы, что деталь полностью заключена между ними во время операций удаления связующего и спекания.
Фотоотверждаемая керамическая композиция фотоотверждается с помощью лазера или с помощью УФ-источника.
Спекаемый керамический материал, в частности, выбирается из окиси алюминия (Al2O3), циркония (ZrO2), оксид циркония, упрочненный оксидом алюминия, оксид алюминия, упрочненный оксидом циркония, циркона (ZrSiO4), диоксида кремния (SiO2), гидроксиапатита, циркон-диоксида кремния (ZrSiO4 + SiO2), нитрида кремния, трикальций бис(фосфат) (TCP), нитрида алюминия, карбида кремния, кордиерита и муллита. Такой материал является устойчивым к резким колебаниям температуры.
Отпечаток опоры может преимущественно соответствовать поверхности, смещенной на 100-600 мкм в XYZ упомянутой первой поверхности сырой детали. Отпечаток форматора может преимущественно соответствовать поверхности, смещенной на 20-80 мкм в XYZ упомянутой второй поверхности сырой детали. В таких условиях форматор имеет поверхность, которая ближе к поверхности детали. При размещении детали на верху форматоре и опоре, деталь прижимается к поверхности форматора, которая более "точная", чем поверхность опоры.
Опора, деталь и форматор имеют одинаковую усадку во время обжига (при температуре около 1300°C), так как они изготовлены из одного и того же материала.
При использовании способа в соответствии с настоящим изобретением разница в размерах может быть уменьшена до ± 0,2 мм.
Преимущественно сырая деталь изготовлена с наклоном на опоре, при этом угол наклона опоры относительно платформы составляет от 1 до 45°, предпочтительно от 15 до 25° и особенно предпочтительно 20°.
Опора может быть образована путем ее проведения по меньшей мере через одно отверстие, ведущее к ее отпечатку, и обеспечения сквозного прохождения растворителя для удаления неотвержденного пастообразного материала после формирования сборки опора-сырая деталь. Такие отверстия могут быть отверстиями с круговым сечением, например, диаметром от 2 до 8 мм, , например, 4 мм.
Предпочтительно имеется несколько отверстий, преимущественно распределенных по всей опоре.
При очистке сырой детали в ее опоре, чтобы удалить пасту, содержащуюся между деталью и опорой, оператор может в связи с этим пропускать очищающий растворитель через такие отверстия, удаляемая паста тогда начинает частично растворяться, облегчая отделение сырой детали.
Опору можно образовать так, чтобы снабдить ее по меньшей мере одной полостью в стенке, противолежащей стенке, имеющей отпечаток сырой детали, одна или более полостей с большой вероятностью заполняются балластным материалом, таким как песок или шарики, когда опора находится в положении для обжига.
Такой балластный материал позволяет при его помещении в полости опоры, которая находится на сырой детали во время обжига, обеспечить дополнительное давление на сырую деталь для контроля оползания детали. Форма и количество полостей может варьироваться, и полости могут заполняться неравномерно, если сползание только на определенных участках сырой детали желательно контролировать.
В случае очищающих отверстий, сделанных в опоре, нет необходимости говорить, что такие отверстия должны быть закупорены при применении дополнительного давления, или что если используются шарики как балластный материал, диаметр шариков должен быть больше, чем сечение очищающих отверстий.
В случае полостей, не заполняемых балластным материалом, и имеющихся очищающих отверстий, они в силу этого служат во время обжига как вытяжная труба, чтобы облегчить выпуск органических материалов.
Опора и сырая деталь и/или платформа и опора могут быть связаны противозакручивающимися шпильками, образованными во время изготовления в участках сырой детали, которые имеют склонность к закручиванию, шпильки способны иметь диаметр от 50 до 800 мкм, более предпочтительно от 300 до 400 мкм. Такие шпильки, которые предотвращают изгибание плоских поверхностей, отламываются, когда сырая деталь отделяется от опоры.
В соответствии с первым вариантом осуществления способа в соответствии с изобретением, на этапе изготовления образуют последовательные слои фотоотверждаемой керамической композиции, которые каждый раз отверждаются облучением в соответствии с образцом, предварительно определенным из модели для упомянутого слоя, и после этапа изготовления сырая сборка и сырой форматор подвергаются шагу очистки, так чтобы удалить неотвержденную фотоотверждаемую композицию, в частности позволяя отделить от опоры сырую деталь.
В соответствии со вторым вариантом осуществления способа согласно изобретению, на этапе изготовления следующие шаги выполняются для образования полых частей сырой сборки опора-деталь, а частности, чтобы образовать пространство между опорой и деталью и полыми частями в детали:
образование путем обработки по меньшей мере одного углубления по меньшей мере в одном отвержденном фотоотверждаемом слое из керамической композиции от верхней поверхности слоя;
осаждение в упомянутых одном или более углублениях для его/их заполнения удаляемым органическим материалом, способным отверждаться и разрушаться при нагреве во время удаления связующего; и
отверждение удаляемого органического материала для получения твердой горизонтальной поверхности на том же уровне, что и ближний отверждаемый слой керамической композиции,
каждый раз, когда образуется одно или более углубление, оно/они определяются в соответствии по меньшей мере с одним или более образцом, предварительно определенным из компьютерной модели, и его (их) глубина(-ы) выбирается так, чтобы обеспечить сплошность изготавливаемой детали,
когда отвержденные слои наслоены один на другой, получена сырая сборка опора-деталь, которая может подвергаться операции очистки, чтобы удалить одну или более неотвержденную часть,
сырая деталь отделяется от ее опоры во время удаления связующего.
Удаляемый органический материал преимущественно состоит из фотоотверждаемой композиции, используемой для образования детали, но без одного или более керамических материалов.
В соответствии с частным вариантом осуществления способа согласно изобретению на этапе изготовления образуется, с одной стороны, опора/сырая деталь/(опора/сырая деталь)n стек, где n является целым числом, таким как 1, 2, 3, и, с другой стороны, форматор, и на этапе обжига образуется форматор/сырая деталь/опора/( сырая деталь/опора)n стек, противолежащие поверхности каждой опоры, предназначены взаимодействовать с подложкой сырых деталей, одна, отпечаток поверхности упомянутой сырой детали, и другая, отпечаток противолежащей поверхности упомянутой сырой детали.
Сырая деталь, полученная способом в соответствии с настоящим изобретением, является, например, литьевым стержнем.
Чтобы лучше проиллюстрировать предмет настоящего изобретения, далее описываются несколько частных вариантов осуществления в качестве примера, без ограничения, со ссылкой на прилагаемые чертежи.
На этих чертежах:
фиг. 1 и 2 соответственно являются упрощенными и схематичными представлениями литьевого стержня, имеющего сложную и точную форму и гладкую поверхность, такой стержень используется для отливки лопатки турбины,
фиг. 3 – схема, иллюстрирующая явление закручивания, явление, которое может наблюдаться в известном изготовлении стержней в вертикальном положении,
Фиг. 4 – схема, иллюстрирующая явление отделения и соскальзывания стержня, явление, которое может наблюдаться в некоторых случаях, например, когда энергия облучения становится слишком высокой,
Фиг. 5 – покомпонентный схематический вид в перспективе опоры, имеющей наклонную верхнюю поверхность, и литьевого стержня, предназначенного для помещения на его отпечаток, образованный в наклонной верхней поверхности,
фиг. 6 – вид, соответствующий фиг. 5, с стержнем, помещенным на его опору,
фиг. 7 показывает сбоку опору, имеющую наклонную поверхность, образующую отпечаток, вместивший литьевой стержень, который изгибается во время обжига из-за неконтролируемого оползания на верхней поверхности сырой детали,
фиг. 8 показывает в перспективе рабочую платформу стереолитографической машины, на которой одновременно изготавливались сборка опора-деталь и форматор, в соответствии с изобретением,
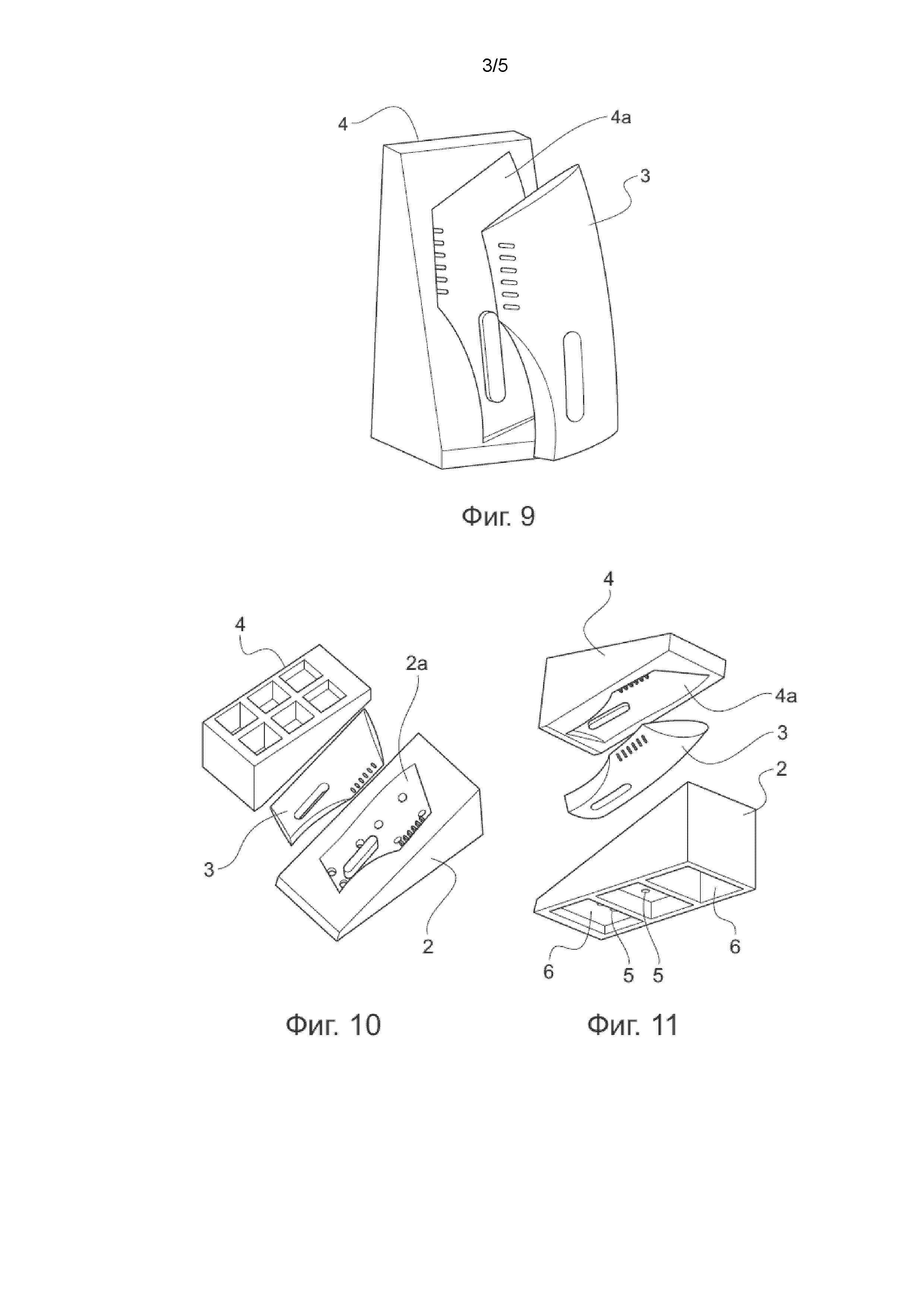
фиг. 9 – развернутый вид в перспективе, изображающий деталь и форматор;
Фиг. 10 и 11 –поэлементные виды в перспективе опоры, детали и форматора в перевернутом положении,
Фиг. 12 – поперечный разрез на виде сбоку детали на ее опоре,
фиг. 13 иллюстрирует расположение опоры, детали и форматора для обжига,
фиг. 14 показывает в левой части заднюю поверхность опоры, сделанную в соответствии с частным вариантом осуществления настоящего изобретения, и в правой части в поэлементном виде упомянутую опора, видимую в ее передней части, и деталь,
фиг. 15 – вид, аналогичный правой части фиг. 13, с опорой с фиг. 14,
фиг. 16А показывает опору, как она изображена в правой части фиг. 14, но сделанная в соответствии с вариантом, и
фиг. 16В – в большем масштабе вид детали с фиг. 16А, которая составляет рассматриваемый вариант.
При рассмотрении фиг. 5 видно, что опора S и литьевой стержень NF показаны в поэлементном виде. Опора S имеет верхнюю поверхность, которая наклонена под углом α к горизонтальной плоскости, и в которой отпечаток Е образован для нижней поверхности литьевого стержня NF.
Для изготовления с использованием CAD опоры S нижняя поверхность литьевого стержня NF переносится на наклонную поверхность опоры S, так чтобы создать отпечаток E; операция "выноса" в XYZ, то есть можно сказать, смещение в направлениях X, Y, Z, на 400 мкм, например, выполняется на такой поверхности; литьевой стержень затем помещается через промежуток в направлении Z или пространство между опорой S и нижней поверхностью литьевого стержня, которое может составлять 135 мкм плюс глубина полимеризации, глубина полимеризации является глубиной пасты, которая будет подвергаться полимеризации при прохождении лазера. Глубина полимеризации зависит от пасты, которая используется, а также от параметров лазера: мощности, расстояния между надрезами, скорости лазерного сканирования. Чтобы изготовить литьевые стержни, сделанные из окиси алюминия, глубина полимеризации составляет обычно 125 мкм или приблизительно 125 мкм.
На фиг. 6 изображен литьевой стержень NF на месте на его опоре S.
На рис. 7 показано, что во время обжига литьевой стержень NF изгибается из-за неконтролируемого сползания на его верхней поверхности.
На рис. 8 показана рабочая платформа 1 стереолитографической машины, на которой одновременно изготавливались в соответствии с изобретением:
- сборка опора 2-литьевой стержень 3, и
- форматор 4.
Таким образом, форматор 4 в соответствии с изобретением изготавливается рядом с опорой 2 и литьевым стержнем 3. Изготовленное соединенине литьевого стержня 3 и опоры 2 используется только один раз, не играя роли при изготовлении литьевого стержня 3. Она позволяет взаимодействовать и обжигать литьевой стержень 3 без деформаций и разламывания.
На фиг. 9 виден форматор 4, который принимает такую же форму, что и опора 2 с наклонной поверхностью, в которой образуется отпечаток 4a для верхней поверхности литьевого стержня 3.
Для изготовления с использованием CAD форматора 4 верхняя поверхность литьевого стержня 3 переносится на наклонную поверхность форматора 4, так чтобы создать отпечаток 4a; операция "выноса" в XYZ, то есть можно сказать сдвиг в направлениях XYZ, на 50 мкм, например, выполняется на такой поверхности, вынос менее важен, что для создания опоры 2. Форматор 4 таким образом имеет поверхность, которая ближе к поверхности литьевого стержня 3.
На фиг. 10 и 11 показаны в поэлементном виде и в двух разных направлениях:
опора 2 с ее отпечатком 2a (который можно увидеть на фиг. 10) для нижней поверхности стержня,
литьевой стержень 3,
форматор 4 с его отпечатком 4a (который можно увидеть на фиг. 11) для верхней поверхности литьевого стержня.
Видно, что такая конфигурация в соответствии с изобретением, содержащая форматор 4 для обжига, позволяет защищать литьевой стержень 3 опорой 2 и форматором 4 при очистке и взаимодействии, деформации литьевого стержня 3 во время таких шагов уменьшаются.
На фиг. 12 показан в укрупненном масштабе вид в поперечном сечении литьевого стержня 3 во время изготовления на ее опоре 2, пространство между опорой 2 и нижней поверхностью литьевого стержня 3 было преднамеренно увеличено на этом виде. Это пространство – такое же, как описано со ссылкой на фиг. 5.
Как изображено на фиг. 13, для обжига литьевой стержень 3 отделяется от его опоры 2 удалением связующего и спекается в зажатом состоянии между форматором 4 и опорой 2, форматор 4 опущен, литьевой стержень 3 помещен на форматор, и опора 2 помещена на литьевой стержень 3, как видно в правой части фиг. 13.
Литьевой стержень таким образом поддерживается в правильной форме благодаря давлению, оказываемому опорой 2 и форматором 4.
При помещении литьевого стержня 3 на верху форматора 4 и опоры 2, литьевой стержень 3 прижимается к поверхности форматора 4, которая более "точная", чем поверхность опоры 2.
Литьевой стержень 3 сохраняет свои размеры после спекания, потому что три детали 2, 3 и 4 имеют одинаковую усадку, будучи сделанными из одного и того же материала.
При использовании такой технологии разница в размерах уменьшается до более или менее 0,2 мм.
Кроме того, при использовании такой технологии детали с малой жесткостью могут быть деформированы без разламывания.
На фиг. 14 видно, что опора 2 была сделана в соответствии с вариантом, который содержит отверстия 5, которые проходят насквозь в нескольких местах, ведущих к отпечатку 2а. Диаметр таких отверстий 5 может составлять от 2 до 8 мм, например, 4 мм.
При очистке оператор может проводить очищающий растворитель через такие отверстия 5, пасту, содержащуюся между литьевым стержнем 3 и опорой 2, начиная частично растворяться, облегчая отделение литьевого стержня 3.
Как также видно на фиг. 14 и также на фиг. 15, опора 2 может быть сделана в соответствии с другим вариантом, который содержит на его поверхности, которая противоположна наклонной поверхности и которая предназначена быть на верху таковых во время обжига (фиг. 15), полости 6, здесь их три и они имеют квадратную форму, которые предназначены вмещать шарики или песок во время обжига, чтобы обеспечить дополнительное давление на литьевой стержень 3, и таким образом контролировать сползание последнего во время обжига.
Опора 2, изображенная на фиг. 14 и 15, также содержит отверстия 5, которые ведут ко дну полостей 6.
Шарики, вставленные в полости 6, должны иметь диаметр, больший, чем диаметр отверстий 5. Если используется песок или маленькие шарики, отверстия 5 необходимо закупорить.
Форма и количество полостей 6 может варьироваться. Полости 6 могут быть заполнены неравномерно, если желательно контролировать сползание литьевого стержня 3 только на определенных областях стержня.
Если очищающие отверстия 5 остаются свободными при спекании, они служат вытяжной трубой для облегчения выхода органических материалов.
Теперь со ссылкой на фиг. 16А и 16В видно, что изображен вариант опоры 2, которая содержит на дне отпечатка 2а область, содержащую противозакручивающиеся шпильки 7, эти шпильки связывают изготавливаемый литьевой стержень 3 и опору 2 и предназначены для предотвращения изгибания плоских поверхностей литьевого стержня 3. Их диаметр может составлять от 50 до 800 мкм, в частности, от 300 до 400 мкм. Шпильки 7 отламываются, когда литьевой стержень 3 отделяется от опоры 2.
На фиг. 10 и 11, а также 13 (правая часть) видно, что форматор 4 имеет, в его основании, полости типа полостей 6 опоры 2. Такие полости, показанные в форматоре 4, имеют только функцию ограничения толщин керамики с целью облегчения обжига. Здесь они делаются при необходимости.
Реферат
Изобретение относится к изготовлению деталей из керамического материала с использованием аддитивных или стереолитографических технологий. Техническим результатом является обеспечение предотвращения какой-либо деформации деталей при изготовлении, очистке и обжиге. Предложен способ изготовления детали, в котором деталь образуется в сыром состоянии из фотоотверждаемой керамической композиции. При этом способ содержит следующие этапы: на рабочей платформе стереолитографической машины изготавливается посредством технологии аддитивного производства одновременно, но раздельно из одной и той же пастообразной фотоотверждаемой керамической композиции: сырая сборка, составленная из опоры сырой детали и сырой детали на опоре, свободная поверхность последней имеет отпечаток первой поверхности сырой детали; и сырой форматор, составленный из детали, сделанной из керамического материала, свободная поверхность которого имеет отпечаток второй поверхности сырой детали, противоположной первой поверхности; в печь на сырой форматор, полученный таким образом, с развернутым вверх отпечатком, помещается упомянутая сырая сборка, полученная таким образом с ее сырой деталью, развернутой вниз, чтобы она вместилась в отпечаток форматора, и сырая деталь, таким образом удерживаемая между форматором и опорой, где деталь подвергается удалению связующего и спеканию. 10 з.п. ф-лы, 15 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения трехмерных керамических изделий
Комментарии