Способ изготовления металлостеклянных изделий - RU2737451C1
Код документа: RU2737451C1
Чертежи
Описание
Изобретение относится к технологии производства металлостеклянных изделий для электронной и радиотехнической промышленности.
Известно, что материалом наиболее не смачиваемым стеклом, разогретым до температуры пайки, является графит (Любимов М.Л. Спаи металла со стеклом. - М.: Энергия, 1968. - 280 с.), и потому в технологии изготовлении металлостеклянных изделий, включающей пайку металлических элементов со стеклом, оснастку для удержания и формирования стеклянного компонента, спаиваемого с металлическими элементами изделия, изготавливают из графита, несмотря на ряд присущих графитовым оснасткам недостатков: загрязнение стекла графитом, требующее затем очистки, ухудшение точности изготовления изделий из-за невысокой износостойкости графитовых оснасток и, по той же причине, быстрый износ оснастки. Кроме того механическая обработка графита при изготовлении оснастки требует жестких мер безопасности.
Поскольку на воздухе графит окисляется процесс пайки осуществляют в защитной от окисления среде, например в азоте или аргоне.
Известен способ пайки без загрязнения стекла графитом (патент РФ №2392240, приоритет 17.11.2008 г.), при котором на поверхности металлических корпуса и токоввода наносят смазку, понижающую температуру пайки до исключающей деформацию стеклянного изолятора. Однако это усложняет технологию.
Предлагаемый способ изготовления металлостеклянных изделий позволяет устранить недостатки при использовании графитовой оснастки.
Техническим результатом предлагаемого изобретения является повышение качества изделия; упрощение процесса изготовления изделия; упрощение изготовления оснастки.
Технический результат достигается заменой материала изготовления оснастки на никель или медно-никелевый сплав, содержащий никеля не менее 50%. Оснастку предварительно подвергают отжигу в вакууме при температуре на 1000°С в течение менее 10 минут.
Отжиг оснастки перед пайкой стекла с металлом обусловлен тем, что никель или медно-никелевые сплавы содержат значительное количество растворенного в металле газа. Если оснастку перед пайкой стекла с металлом не подвергать отжигу, то, хотя оснастка к стеклу не прилипает, на поверхности стекла могут образовываться многочисленные сферические углубления размером до 0,1 мм диаметром, вызванные выделяющимися из материала оснастка газами. Экспериментально было установлено, что после прогрева оснастки из никеля или медно-никелевого сплава монель в течение десяти минут в вакууме при температуре 1000°С на поверхности соприкасаемого с оснасткой расплавленного стекла сферические углубления не возникают.
Использование никеля или медно-никелевого сплава для изготовления не прилипающей к расплавленному стеклу оснастки позволяет устранить загрязнения поверхности стекла материалом оснастки, что упрощает процесс изготовления изделий, поскольку отпадает необходимость очистки поверхности стекла от загрязнений; устраняет погрешности размеров изделий, возникающих вследствие износа оснастки; упрощает изготовление оснастки, поскольку изготовление оснастки из никеля не требует столь жесткой техники безопасности, как при использовании графита.
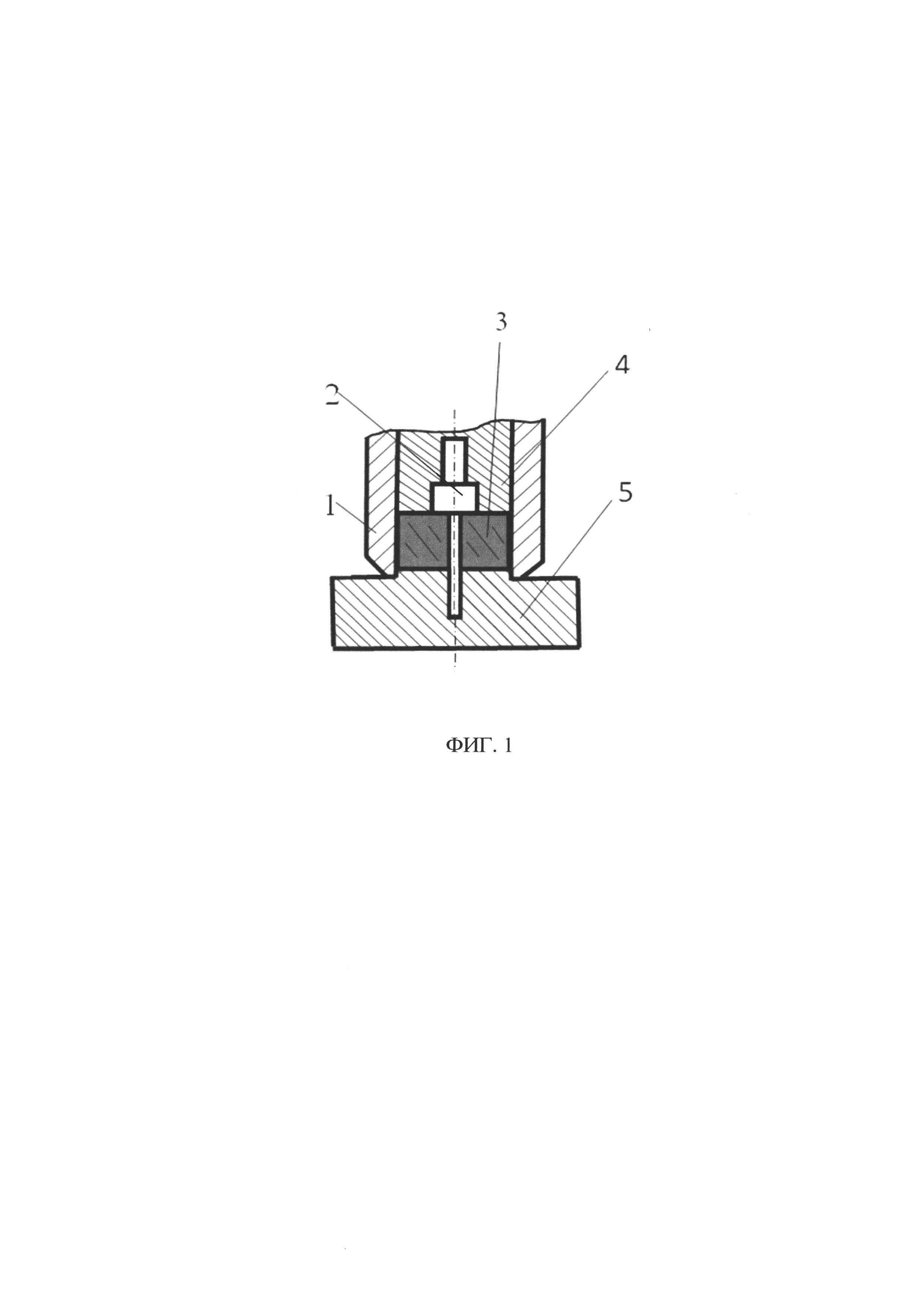
На чертеже (фиг. 1) представлен металлостеклянный узел в оснастке, где 1 - корпус изделия, 2 - металлический токоввод, 3 - стеклянный изолятор, 4 и 5 - оснастки из никеля или медно-никелевого сплава.
Примеры конкретного осуществления.
Пример 1. Оснастки из никеля предварительно отжигают в вакууме при температуре 1000°С.Элементы ввода СВЧ корпус (1) и токоввод (2), изготовленные из ковара, и стеклянную заготовку (3) из стекла С52-1 устанавливают в оснастку из никеля (5). В корпус вводят оснастку из никеля (4). Всю сборку разогревают в среде азота до 920°С, выдерживают при этой температуре в течение 5 минут и охлаждают. При разогреве до 920°С стекло заготовки принимает окончательную форму и размеры изолятора и спаивается с корпусом и токовводом. После охлаждения полученный ввод СВЧ снимают с оснастки 5 и удаляют из него оснастку 4.
Пример 2. То же, что в примере 1, но в качестве материала оснастки 4 и 5 используют медно-никелевый сплав монель - НМЖМц28-2,5-1,5 с содержанием Ni+CO 65.6-69.8%.
Реферат
Изобретение относится к технологии производства металлостеклянных изделий для электронной и радиотехнической промышленности. Технический результат - повышение качества изделия, упрощение процесса изготовления изделия, упрощение изготовления оснастки. Способ изготовления металлостеклянных изделий включает установку в оснастке металлических и стеклянных элементов изделия, нагревание до температуры пайки металла со стеклом в защитной от окисления среде. Выдержку при этой температуре и последующее охлаждение. Используют оснастку из никеля или медно-никелевого сплава, содержащего не менее 50% никеля. Оснастку предварительно подвергают отжигу в вакууме при температуре не менее 10000С в течение не менее 10 минут. 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Гибкий листовой материал с элементами, выполненными в виде уголков куба, и компенсаторами в виде закрытых ячеек и способ его изготовления
Комментарии