Сотовый элемент, в частности деформируемый сотовый элемент, для легких конструктивных элементов, соответствующий способ изготовления и конструктивный элемент типа "сэндвич" - RU2684796C2
Код документа: RU2684796C2
Чертежи







Описание
Область техники
Данное изобретение в целом относится к сотовым структурам. Изобретение относится, в частности, к сотовому элементу для легких конструктивных элементов или сооружений для легких конструкций, в частности, к деформируемому сотовому элементу для легких конструктивных элементов с изогнутой поверхностью. Изобретение относится также к сотовому блоку и к способу изготовления такого сотового элемента, а также к конструктивному элементу типа "сэндвич" с таким сотовым элементом.
Уровень техники
Использование сотовых элементов очень широко распространено в области легких конструкций. Сотовые элементы, в частности, как материал основы композитного конструктивного элемента, предоставляют особенные преимущества почти во всех областях применения, где необходимо выдерживать высокие нагрузки при особенно малом весе. Обычно сотовые элементы используют в конструктивных элементах типа "сэндвич" в качестве материала основы между двумя покрывающими слоями, как показано, например, в промышленном образце DE 8624880 U1, соотыетственно в патенте LU 86594 А1, или в патенте ЕР 0579000 В1.
На фигурах 8(A) - 8(F) показан обзор геометрических характеристик сотовых структур, известных из уровня техники, которые используются в качестве материала основы. Эти чертежи взяты из справочника „Honeycomb Technology: Materials, Design, Manufacturing, Applications and Testing", Tom Bitzer, Springer Science & Business Media, 1997 ("Сотовые технологии: материалы, конструкции, производство, применение и испытания" Том Битцер, издательство Шпрингер Сайенс энд Бизнес) (ISBN 0412540509).
Особенно широко распространены такие сотовые структуры, ячейки которых имеют в разрезе форму правильных шестиугольников (ср. фиг. 8 (А)).
Способы производства сотового элемента, имеющего в разрезе форму шестиугольников, описаны, например, в заявке на патент ЕР 0467286 А1 или в патенте US 4118263 А, при этом в каждом из них речь идет о процессе расширения.
Сотовые элементы при их использовании в качестве материала основы в конструктивных элементах типа "сэндвич" отличаются высокой стабильностью и жесткостью при особенно незначительном весе. Сэндвич-панели с шестиугольными сотами в качестве материала основы очень часто находят применение, например, в авиационной технике, например, для внутренней отделки самолета, но также и в качестве структурных конструктивных элементов во многих других областях.
Кроме того, во многих случаях применения существует стремление использовать такие конструктивные элементы типа "сэндвич", которые имеют преимущества обычных сотовых структур и в то же время позволяют получать из них неплоские, сложным образом изогнутые пространственные формы. Для этого желательно придавать сотовому элементу достаточную гибкость, т.е. возможность пространственного деформирования. Особенно желательно иметь возможность изгибать сотовые элементы вокруг нескольких осей кривизны, т.е. деформировать вдоль сложных, составных кривых (англ. „compound curves"). При этом часто дополнительно требуется, чтобы в случаях, когда сотовый элемент используется как основа конструктивного элемента типа "сэндвич", сотовые стенки, или перегородки между ячейками, вопреки деформации подходили к покрывающим слоям композитного материала под углом, как можно более близком к прямому углу.
Под деформируемым сотовым элементом в данном случае понимается такой сотовый элемент, который по сравнению с сотовыми элементами, имеющими обычные геометрические характеристики, например, соответствующими уровню техники, показанному на фиг. 8(A) - (В) и фиг. 8(D) - (Е), имеет ощутимо меньший антикластический эффект, по меньшей мере, при изгибе вокруг одной оси. Под антикластическим эффектом в технике сотовых конструкций понимают тенденцию, в большинстве случаев нежелательную, к образованию противоположно направленной кривизны вокруг оси, перпендикулярной желаемой оси кривизны (тенденция к образованию седловидной формы при изгибе вокруг одной оси).
Уже известно, что шестиугольные соты с избыточным расширением позволяют достигать ограниченной кривизны вокруг одной оси. Однако более сложные геометрические формы с многократным искривлением не возможно реализовать на практике при помощи таких сот с избыточным расширением, см. фиг. 1 (С), и, следовательно, они в этом смысле являются лишь в ограничено деформируемыми.
Концепции для производства деформируемого сотового элемента известны, например, из патентов США №3'227600 А и №3'342666 А. Из таких сотовых элементов возможно формирование сложных структур, имеющих кривизну вокруг нескольких осей, например, поверхностей в форме сферы или в форме корзины. В противоположность типичным сотовым элементам с правильными шестиугольниками в поперечном сечении ячеек, сотовые элементы, соответствующие вышеуказанным патентам, не подвержены антикластическому эффекту или подвержены ему только в незначительной степени, т.е. хорошо деформируемы в пространственном выражении. Согласно обоим этим вышеуказанным патентам такого результата достигают, преобразуя отдельные полосы, из которых состоит сотовый элемент, перед их соединением, посредством профилирования способом вальцевания, штампования или прессовки с приданием волнообразной формы, т.е. сначала подвергают так называемому способу выдавливания (тиснения, штамповки), и только после этого соединяют в сложные геометрические формы. Таким образом, например, сотовый элемент согласно US 3'227600 А имеет сложное поперечное сечение ячеек, имеющее форму, похожую на кленовый лист, и образующее десятиугольник с десятью сторонами (кромками). В решении согласно US 3'342666 А геометрические характеристики еще более сложны и трудоемки в производстве.
Другая концепция для производства деформируемого сотового элемента известна из патента GB 750,610 А. При этом речь также идет о способе выдавливания, при котором соединяемые металлические полосы или ленты гофрируют посредством выдавленного рельефа, прежде чем склеивать их друг с другом. Рифленые полосы, точнее говоря, их соединяемые прямые области, при этом не накладывают друг на друга, как это типично для сот на основе шестиугольников, по всей их поверхности, или заподлицо, а смещают каждую из них равномерно, примерно на половину. Таким образом, имеющаяся площадь используется в качестве поверхности склейки только примерно наполовину. Из-за смещения возникает такая геометрическая форма ячеек, сильно отклоняющаяся от правильного шестиугольника, которая, как сообщается, позволяет достигать хорошей деформируемости при незначительном антикластическом эффекте. Такая концепция проще, чем обе вышеназванных, однако она также не позволяет осуществлять производство способом расширения. Кроме того, уменьшенная поверхность склеивания обуславливает более слабое соединение (в частности, в направлении W), прежде всего, при больших размерах ячеек.
Желаемой возможности деформирования при этих решениях достигают посредством того, что между местами неразъемного соединения отдельных предварительно профилированных лент сотового элемента существует, на протяжении определенной длины, деформируемый материал. Однако недостатками являются, в частности, с одной стороны, относительно дорогостоящий способ изготовления и, с другой стороны, относительно малая плотность соединений по отношению к длине отдельных лент, что ухудшает прочность на сжатие, на сдвиг и на срез. Недостаток способа изготовления состоит прежде всего в том, что приходится предварительно формировать отдельные полотнища, или ленты, способом выдавливания, и использовать исключительно способ расширения невозможно.
Другое известное решение образуют деформируемые сотовые элементы, продаваемые фирмой НEXCEL Corp. под торговыми марками FLEX-CORE® и DOUBLE-FLEX®. Сотовый элемент типа FLEX-CORE® схематично показан на фиг. 8(F). В этом сотовые элементе поперечное сечение ячеек также имеет приблизительно форму кленового листа. Способ изготовления очень дорог, как и в случаях US 3'342666 А или US 3''227600 А. Сотовый элемент типа DOUBLE-FLEX® имеет конструкцию, аналогичную сотовым структурам, известным ранее из патента США №3'340 023 А.
Вышеупомянутые типы сотовых элементов имеют строение в соответствии с родовым понятием, по ограничительной части пункта 1 формулы и образуют отправной пункт изобретения.
Другая деформируемая сотовая структура известна ранее из WO 94/17993. При этом решении благодаря сложной ступенчатой структуре в пределах стенок сотовых ячеек особенно удачно достигается синкластическая, т.е. хорошо деформируемая пространственная структура. Однако необходимый для этого способ изготовления еще дороже, чем способы изготовления согласно US 3'342666 А, US 3'227600А или из US 3'340023 А.
Задача изобретения
Таким образом, первая задача настоящего изобретения заключается в обеспечении сотового элемента с улучшенными свойствами, который можно изготавливать относительно просто, в частности, исключительно способом расширения. Дальнейшая задача заключается в предложении сотового элемента, который, вопреки хорошей пространственной деформируемости, в частности, хорошим синкластическим (с одинаковой кривизной во всех направлениях) свойствам, удовлетворяет высоким требованиям по прочности. С другой стороны, необходимо предложить особенно простой способ изготовления синкластического сотового элемента.
Общее описание изобретения.
Обычный сотовый элемент для легких конструктивных элементов, в частности, деформируемый сотовый элемент для легких конструктивных элементов, имеющих изогнутую поверхность, включает в себя удлиненные ленты из листового или пленочного материала с продольным направлением (L). Ленты расположены напротив друг друга в поперечном направлении (W), перпендикулярном продольному направлению, и обращены плоскостями друг к другу. Между двумя лентами, находящимися напротив друг друга, предусмотрено множество областей соединения, в частности, клейких полос, которые неразъемным образом соединяют ленты друг с другом, в поперечном направлении (W) - местами, а в направлении толщины (Т) сотового элемента - предпочтительно непрерывно. Вдоль продольного направления лент, через равные промежутки, ленты располагаются на расстоянии между их серединами, периодически повторяя это положение. Сотовый элемент включает в себя сотовые ячейки, которые образуют полости между лентами.
Согласно изобретению желаемая возможность деформирования сотового элемента достигается благодаря тому, что имеет место существенный сдвиг двух следующих друг за другом рядов областей соединения, т.е. смещение между слоями или полосами двух следующих друг за другом рядов ячеек относительно середины, или сдвиг на определенную заданную величину. При этом заданный сдвиг рассматривается в продольном направлении и по отношению к периодическому расстоянию между серединами областей соединения, или к их центральной вертикали. Соответствующие геометрические характеристики должны иметь место по меньшей мере в частичных областях сотового элемента, предпочтительно на преобладающей части его площади.
Согласно изобретению этого достигают в сотовом элементе согласно ограничительной части пункта 1, в частности, посредством того, что, при рассмотрении последовательности из трех следующих друг за другом лент, заданный сдвиг областей соединения между первой и второй лентами последовательности по отношению к областям соединения между второй и третьей лентами в одну сторону продольного направления существенно меньше, чем в другую сторону продольного направления.
Таким образом, достигается то, что в положении, когда сотовый элемент по меньшей мере частично растянут в поперечном направлении и еще не изогнут, по меньшей мере часть ячеек имеет в поперечном сечении (рассмотренном в главной плоскости, или в плоскости L/W) форму с по меньшей мере одной более длинной стороной (т.е. боковиной или кромкой) и предпочтительно по меньшей мере одной более короткой стороной. Более длинная сторона формы поперечного сечения при этом соответствует большему сдвигу, а более короткая сторона - меньшему сдвигу. Размер более короткой стороны в направлении ленты может быть исчезающе малым или стремиться к нулю, однако в предпочтительных вариантах исполнения она имеет определенный заданный минимальный размер.
В случае исчезающе малого заданного сдвига в одну из сторон форма поперечного сечения имеет либо только четыре, либо только пять сторон, узнаваемых в качестве таковых; предпочтительны, тем не менее, варианты исполнения с шестью сторонами. Получаемая в результате форма поперечного сечения может быть выполнена, в частности, в виде неправильного многоугольника и/или в виде формы, асимметричной относительно плоскости T/W. Форма поперечного сечения может приблизительно соответствовать многоугольнику.
В соответствии с заданным сдвигом на по меньшей мере одной более длинной стороне, т.е. на по меньшей мере одной сотовой перемычке каждой ячейки, имеется в распоряжении определенная длина материала, который относительно свободен от внутренних напряжений в направлении L и/или в направлении W и может быть подвергнут контролируемому растягиванию или сдавливанию. Таким образом, в этой области каждой из сотовых ячеек возможна деформация по существу без напряжений. Это достигается уже одним только перемещением в пределах сдвига попеременно расположенных областей соединения, т.е. без значительного увеличения общего периметра отдельной ячейки по сравнению с известными сотовыми элементами. Более короткая сторона также может способствовать возможности деформирования, однако она не обязательно нужна для этого.
В результате сотовая структура согласно изобретению имеет в целом хорошие синкластические свойства и высокую стабильность. Кроме того, сотовые элементы с выполненной согласно изобретению неправильностью в форме многоугольников проявляют удивительно малую склонность к излому, даже при низких значениях радиуса изгиба или при малых окружностях кривизны (англ. osculating circle). Кроме того, имеется возможность в значительной степени обеспечивать перпендикулярное положение перемычек сот по отношению к примыкающим к ним покрывающим слоям.
На практике предпочтительно производство исключительно способом расширения, т.е. технология без предварительного применения способа выдавливания. При способе расширения возможно получение сотовой структуры согласно изобретению с относительно незначительными затратами, а именно при складывании листового или пленочного материала перед его прессованием и расширением. При этом штабелирование, или складывание в стопки, листов или слоев, предназначенных для снабжения соединительными средствами, например, с напечатанными линиями склейки, происходит таким образом, что сдвиг областей соединения слоев или листов, в последующем сложенных в штабель, располагается не посередине, а геометрически отклоняется на определенную, заданную величину от средней вертикали. Здесь средняя вертикаль означает средний перпендикуляр центров соседних областей соединения одного слоя до расширения. В случае клеевых соединений таким образом уже в уложенном штабеле создается заранее заданный сдвиг областей соединения, который происходит асимметрично от листа к листу или от одного слоя к другому, т.е. сдвиг в одну сторону, меньший, чем сдвиг в другую сторону.
Следует отметить, что заданный размер сдвига, независимо от состояния расширения сотового элемента, следует понимать как измеренное вдоль прохождения смежной или присоединяемой ленты расстояние до проекции на эту ленту, т.е. всегда нужно рассматривать в направлении прохождения.
Лента может проходить нелинейно. Под многоугольной формой, следовательно, понимаются и такие формы, имеющие углы, у которых стороны или стороны проходят не прямолинейно. Кроме того, понятие "лента" здесь означает в весьма общем виде любой вид удлиненной, тонкой и относительно узкой полосы. Понятие "лента", однако, включает в себя, в частности, структуры не только в форме полос, которые при способе расширения получают посредством разделения или распиливания расширенного блока, образованного из сложенных в штабели пленкообразных листов, на отдельные сотовые пластины. Предварительно профилируемые полосы, полученные способом выдавливания, которые по отдельности соединяются в сотовый элемент, здесь также понимаются как ленты.
В типичном случае каждая лента, во всяком случае, в законченном сотовом элементе, имеет размер в продольном направлении, который многократно, в большинстве случаев по меньшей мере на порядок, больше, чем ее ширина (в направлении толщины сотового элемента), которая в свою очередь в типичном случае многократно, в большинстве случаев по меньшей мере на порядок больше, чем толщина ленты (в поперечном направлении сотового элемента). Понятия слоя или слоев (англ. sheet или sheets) означает в данном случае кусок или куски тонкостенного, в сравнении с размерами его площади, материала, например, подобного бумаге или пленке материала, который обычно обрезан по заданному формату (со стандартным размером или без такового).
В варианте исполнения предусмотрено, что каждый сдвиг относительно середины всегда значительно меньше в первую сторону. Этот вариант осуществления показывает на практике особенно хорошую деформируемость. Альтернативно может предусматриваться попеременный сдвиг, соответственно попеременно в первую сторону и во вторую сторону относительно середины, или сдвиг с переменным направлением. Этот вариант осуществления показывает хорошие результаты по прочности.
Предварительно заданное значение сдвига относительно середины предпочтительно повторяется попеременно с перерывами, т.е. в сотовом элементе имеются также не смещенные по отношению друг к другу области соединения, которые технически лежат на одном и том же уровне в продольном направлении. При этом предпочтительно каждая вторая группа областей соединения не смещена, т.е. если рассматривать любые четыре ленты, следующие друг за другом в поперечном направлении (W), то области соединения соответственно между первой и второй лентами, а также между третьей и четвертой лентами не смещены. Такое исполнение позволяет простым способом реализовать хорошую деформируемость при хороших значениях прочности.
Из соображений хорошей деформируемости особенно благоприятным является исполнение, в котором смещенные и не смещенные области соединения следуют попеременно или циклически сменяют друг друга. В этом случае в любой последовательности из четырех лент смещены относительно середины лишь области соединения между первой и второй лентами по сравнению с областями соединения между второй и третьей лентами. Однако возможно также выполнение сотового элемента без несмещенных областей соединения, т.е. исключительно и беспрерывно со сдвигом, причем следующие друг за другом в поперечном направлении области соединения всегда смещены серединами относительно друг друга. Этот особенно простой вариант осуществления показывает на практике хорошую деформируемость вокруг по меньшей мере одной оси.
В предпочтительных вариантах исполнения асимметричный сдвиг или сдвиг, не приходящийся на середину, предусматривается достаточно регулярно и настолько часто, что меньшей мере преобладающая доля сотовых элементов имеет в поперечном сечении в плоскости L/W форму с по меньшей мере одной короткой и одной длинной стороной, например, в виде неправильного многоугольника.
Хорошая деформируемость достигается, если отношение меньшего сдвига к большему сдвигу ≤0,45, в частности, ≤0,4. Хорошая деформируемость также достигается, если отношение меньшего сдвига к расстоянию между серединами областей соединения ≤2/5, в частности, ≤1/3, причем по отношению к ленте области соединения обычно расположены на периодически повторяющемся расстоянии.
При благоприятных геометрических характеристиках сотового элемента ширина областей соединения по отношению к регулярному расстоянию между серединами составляет по меньшей мере 1/8 и самое большее 1/3, в большинстве случаев предпочтительно по меньшей мере 1/6 и самое большее 1/4. В частности, при таких размерах и при областях соединения, проходящих в направлении толщины сотового элемента в форме полос, предпочтительно соотношение, при котором меньшее значение сдвига больше, чем ширина областей соединения или по меньшей мере равно ширине областей соединения. В этом случае области соединения определяют самый маленький размер стороны неправильного многоугольника. Однако стороны, соответствующие меньшему сдвигу, могут иметь также и меньший размер, чем области соединения.
Практические испытания показали, что подходящая минимальная длина более короткой стороны, соответствующей меньшему сдвигу, достигается в неправильном многоугольном поперечном сечении сотовых ячеек в том случае, если меньшее значение сдвига превышает ширину областей соединения по меньшей мере в полтора раза. Поскольку хорошая деформируемость достигается, в частности, в случае сравнительно длинной стороны в неправильном многоугольном поперечном сечении, при вышеуказанной конструкции предпочтительно такое отношение большего значения сдвига к ширине областей соединения, которое ≥2 и ≤4. Предпочтительно вышеупомянутое отношение ≥2,25 и ≤3,75.
Особенно благоприятной показала себя также геометрическая форма, у которой поперечное сечение неправильного многоугольника имеет в целом по меньшей мере пять, предпочтительно ровно шесть сторон (или сторон), т.е. шесть углов, однако, по существу чашеобразно, например, имеет приблизительно форму бокала для шампанского. Соответственно, неправильное многоугольное поперечное сечение предпочтительно имеет по две более длинных стороны, соответствующих большему значению сдвига, и по две более коротких стороны, соответствующих меньшему значению сдвига. Остальные две стороны шестиугольника соответствуют тогда ширине смежных областей соединения, или клейких полос. Ширина областей соединения может примерно соответствовать по размеру более короткой стороне, что упрощает геометрические соотношения.
В частности, при последнем указанном варианте исполнения измеренное в поперечном направлении расстояние между двумя примерно параллельными рядами следующих друг за другом областей соединения по меньшей мере предпочтительно несколько меньше, чем величина меньшего сдвига в продольном направлении. Это может достигаться посредством соответствующего растягивания, при котором нужно избегать чрезмерного растягивания.
Особенно хорошо деформируемыми показали себя геометрические формы, у которых более длинная сторона значительно изогнута, в частности, проходит в форме тангенсоиды или буквы S.
Не является обязательно необходимым для деформируемости, однако способствует ей, а также способствует более высокой изотропии, вариант исполнения, при котором неодинаковый сдвиг согласно изобретению регулярно повторяется в сотовом элементе, предпочтительно в продольном направлении и в поперечном направлении. Особенно предпочтителен вариант исполнения, при котором области соединения, по отношению к следующим друг за другом в поперечном направлении лентам, соответственно между первой и второй лентой, а также между третьей и четвертой лентой, расположены на одном и том же уровне в продольном направлении. Другими словами, асимметричные сдвиги предпочтительно расположены таким образом, попеременно и с перерывами, что в поперечном направлении, или в направлении высоты штабеля, области соединения соответственно каждого второго листа или слоя накладываются друг на друга, находясь на одном и том же уровне в продольном направлении.
Простота изготовления, особенно в случае последнего указанного варианта исполнения, достигается посредством того, что предусмотрен простой сдвиг соответственно в одну и ту же сторону продольного направления. Тем не менее, по существу возможен предусмотренный двойной сдвиг (т.е. попеременный сдвиг в одну и в другую сторону). Сдвиги могут отличаться по величине и последовательности, однако предпочтительно они циклически повторяются. Но при простом сдвиге достигается то, что подавляющее количество сотовых ячеек имеет в поперечном сечении в главной плоскости форму неправильного многоугольника, в частности, чашеобразное поперечное сечение.
Предложенные конфигурация сотового элемента и способ его изготовления не исключительно, но особенно хорошо подходят для лент из волокнистого материала, подобного бумаге, или лент из металлической фольги. В качестве волокнистого материала может использоваться, в частности, бумага, ткань или пленочный материал на основе стекловолокна или арамидного волокна, при необходимости предварительно и/или впоследствии пропитанные смолой и посредством отверждения преобразуемые в синтетический композитный материал на волокнистой основе (FVK, FCP). В качестве альтернативы такому материалу или в комбинации с ним могут применяться также пленочные материалы из технической термопластмассы и/или термореактивной пластмассы. В качестве фольги для лент рассматривается, в частности, алюминиевая фольга - из-за хорошего соотношения между весом и прочностью. Для особенных запросов, например, по части химической стабильности или электропроводности, в сотовых элементах согласно изобретению применима также фольга из нержавеющей стали или из меди.
В пределах изобретения лежит также возможность использования многослойного гомогенного или негомогенного пленочного материала, например, ламинатов из различного металлических и/или синтетических пленок. Области соединения при этом могут выполняться посредством склеивания, сварки, пайки и аналогичных способов.
Чтобы не ухудшать деформируемость, желательно, в частности, для сотовых элементов из композитных материалов на волокнистой основе, выбирать геометрические соотношения таким образом, что значение толщины сотового элемента составляет меньше шестикратного, предпочтительно меньше четырехкратного размера более длинной стороны в продольном направлении. Однако возможно также осуществление сотовых элементов большей толщины, в зависимости от материала и способа изготовления, например, с лентами из материала, который подходит для термической деформации. Желаемое преобразование формы возможно, в частности, при большой толщине сотовых элементов, под термическим воздействием.
Для геометрической деформируемости предпочтительно также значение меньшего сдвига, которое многократно, в частности, по меньшей мере в десять раз, превышает максимальную толщину используемого материала лент сотового элемента.
Изобретение относится также к конструктивному элементу типа "сэндвич" по п. 15, т.е. к конструктивному элементу с по меньшей мере одним покрывающим слоем и с сотовым элементом согласно одному из вышеуказанных вариантов исполнения в качестве основы "сэндвича". После деформирования сотового элемента возможно отверждение вместе с покрывающим слоем, так что возможно изготовление стабильного конструктивного элемента типа "сэндвич" со сложно изогнутой пространственной формой или с изогнутыми поверхностями. Конечно, возможно также использование сотового элемента согласно изобретению для производства частично или полностью плоских или неизогнутых конструктивных элементов.
Кроме того, изобретение относится к сотовому блоку по п. 20 как к промежуточному продукту при производстве сотового элемента согласно изобретению способом расширения. Сотовый блок согласно изобретению также характеризуется заданным сдвигом середин областей соединения.
Наконец, изобретение относится также к особенно простому способу изготовления сотового элемента, в частности, деформируемого сотового элемента, согласно пункту 21.
Способ включает в себя сначала складывание в штабель слоев из тонкого листового или пленочного материала. При этом плоско складываются в штабель друг на друга слои в поперечном направлении, поперек продольного направления слоев. Затем производят, по существу известным способом, неразъемное соединение слоев в направлении, поперечном по отношению к составленной структуре ("нерасширенному блоку"). Для этого, например, полосы клея посредством нагревания и/или давления подвергают вулканизации или отверждению. Независимо от вида неразъемного соединения предусматривается множество областей соединения, которые неразъемным образом соединяют слои друг с другом в поперечном направлении на некоторых участках и расположены, периодически повторяясь, вдоль продольного направления слоя с периодически изменяемым расстоянием между их серединами. Обычно области соединения выполнены как напечатанные клейкие полосы, нанесенные на слои с одной стороны перед их складыванием в штабель.
После этого производят, в зависимости от используемого материала, либо расширение всего блока с последующим разделением блока на отдельные сотовые элементы, либо разъединение на отдельные пластины и последующее расширение отдельных пластин с их преобразованием в сотовые элементы.
Расширение блока всегда происходит с по меньшей мере одним основным компонентом в поперечном направлении, чтобы между слоями или лентами образовались сотовые ячейки с полостями. Разделение блока на несколько отдельных сотовых элементов или пластин обычно производят посредством разрезания по существу вдоль разделительных плоскостей, параллельно плоскости L/W.
Деформируемый сотовый элемент согласно изобретению производят особенно простым способом, если при складывании обращают внимание на то, чтобы, если рассматривать три следующих друг за другом слоя, сдвиг областей соединения между первым и вторым слоями по отношению к областям соединения между вторым и третьим слоями в одну сторону продольного направления был значительно меньше, чем в другую сторону продольного направления.
По существу имеется возможность достигать такого сдвига также посредством комбинированного способа выдавливания и расширения. Однако изготовление особенно просто, если слои или ленты складывают в штабель в непрофилированном виде, или без предшествующего выдавления рельефа, т.е. сотовый элемент производят исключительно способом расширения.
Для неразъемного соединения наряду с приклеиванием рассматриваются и все прочие виды сплошных соединений, например, в пределах изобретения находятся сваривание листов по одному их пайка. Идеальный вид неразъемного клеевого соединения или сварного соединения выбирают в зависимости от материала слоя, так, например, для разных видов металлической фольги рассматривается неразъемное соединение слоев посредством диффузионной сварки, чтобы получить монолитную сотовую структуру. Для композитных синтетических материалов на волокнистой основе и для термореактивных пластмасс предпочтительно склеивание, для термопластмасс - склеивание и/или сварное соединение.
Сотовый элемент согласно изобретению особенно хорошо подходит для легких конструктивных элементов, в частности, в качестве деформируемого сотового элемента для легких конструктивных элементов, имеющих изогнутую в пространстве форму поверхности.
Дальнейшие случаи применения также лежат в рамках изобретения, например, использование в фильтрующих устройствах, для которых желательна большая активная поверхность и хорошая деформируемость структуры, имеющей такую поверхность.
Еще один пример использования - это так называемые ударопоглотители, в частности, имеющие трехмерную форму конструктивные элементы для поглощения кинетической или механической энергии (англ. "3D crash absorber"), сминаемые элементы, бамперы и аналогичные.
Краткое описание фигур
Дальнейшие подробности, признаки и преимущества изобретения приведены в нижеследующем, более детальном описании предпочтительных вариантов осуществления посредством прилагаемых фигур. На них показаны в схематичном изображении, без соблюдения масштабов:
фиг. 1А: схематичный вид сверху сотового элемента согласно изобретению по первому, особенно предпочтительному варианту осуществления;
фиг. 1В: увеличенная подобласть с фиг. 1А;
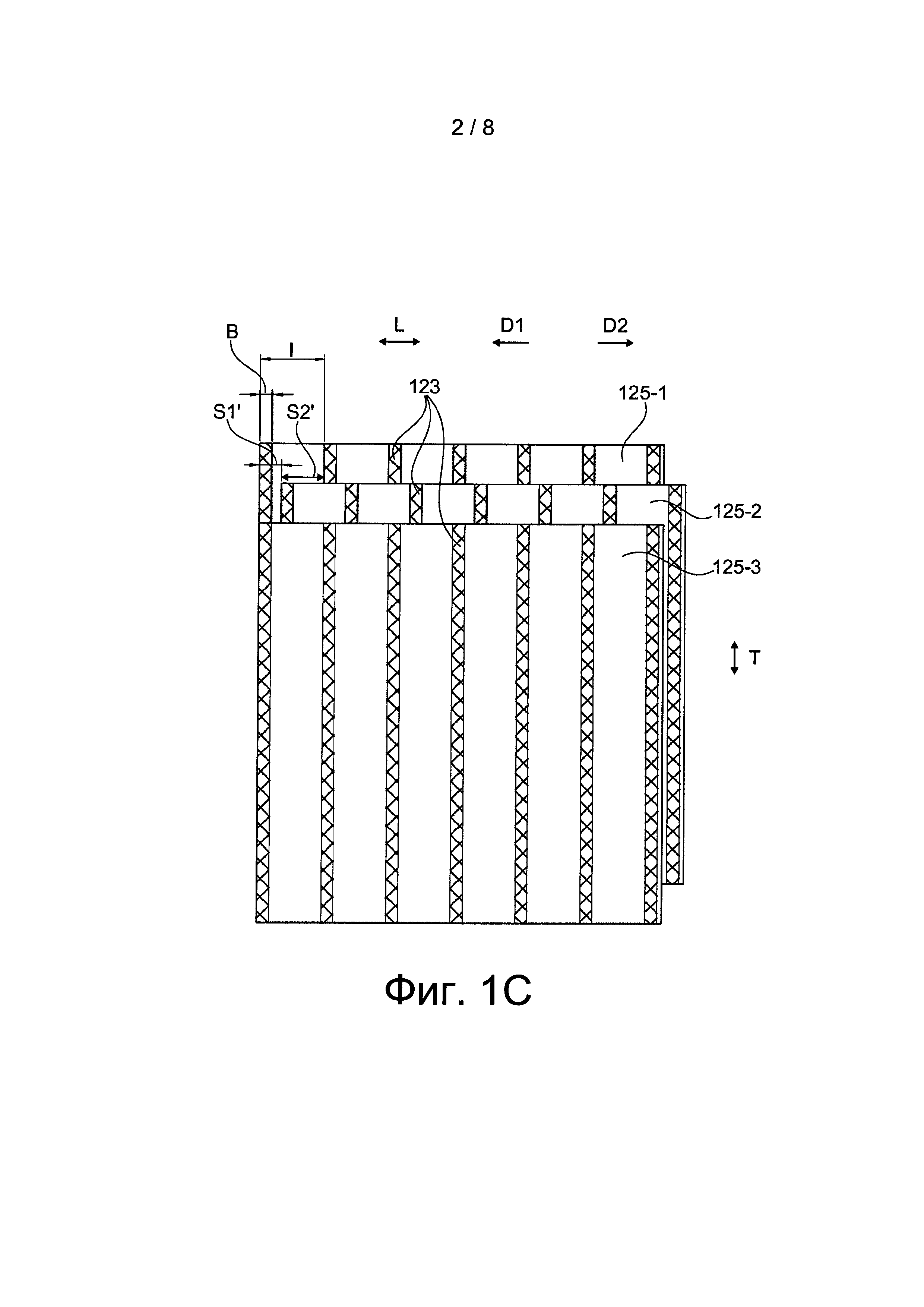
фиг. 1С: схематично представленная схема складывания при способе изготовления сотового элемента согласно фиг. 1А - 1В;
фиг. 2А: схематичный вид сверху сотового элемента согласно изобретению по второму варианту осуществления;
фиг. 2В: увеличенная подобласть с фиг. 2А;
фиг. 2С: схематично представленный план складывания для сотового элемента согласно фиг.2А - 2В;
фиг. 3А: схематичный вид сверху варианта второго примера осуществления;
фиг. 3В: схематично представленный план складывания для сотового элемента согласно фиг. 3А;
фиг. 4А: схематичный вид сверху согласно изобретению сотового элемента по третьему варианту осуществления;
фиг. 4В: схематично представленная схема складывания для сотового элемента согласно фиг. 4А;
фиг. 5 (а) - (h): схематичное изображение прохождения процесса предпочтительного способа изготовления сотового элемента;
фиг. 6 (а) - (d): примеры моментальных фотоснимков, которые иллюстрируют возникновение сотового элемента согласно изобретению из алюминиевой фольги во время расширения в направлении W (ср. фиг. 5 (d));
фиг. 7: фотография сотового элемента согласно изобретению из алюминиевой фольги с геометрическими характеристиками по фиг. 1, только для примера деформированного в трехмерном виде, здесь в приблизительно сферической форме;
фиг. 8 (А) - (F): известные ранее из уровня техники геометрические формы сотовых ячеек: шестиугольная (А); усиленная шестиугольная (В); шестиугольная с избыточным расширением (С); квадратная (D); шестиугольная с недостаточным расширением (Е) и так называемая форма FLEX-CORE® (F).
Описание предпочтительного варианта исполнения
На фиг. 1А - 1В показана подобласть деформируемого сотового элемента 120 в проекции на плоскость L/W, т.е. на плоскость, образованную направлением L (продольное направление) и направлением W (поперечное направление), которая соответствует плоскости чертежа фиг. 1А.
Сотовый элемент состоит из множества удлиненных лент 122, которые проходят, если рассматривать приближенно, в направлении L и своей основной поверхностью, проходящей в направлении L и в направлении Т (направление толщины сотового элемента, т.е. перпендикулярное плоскости фиг. 1А - 1В), расположены напротив друг друга.
В направлении W ленты 122 соединены множеством клейких полос 123, предусмотренных между каждыми двумя лентами, находящимися напротив друг друга, в общую сотовую структуру, образующую сотовый элемент 120. Как более подробно разъясняется ниже, сплошные клейкие полосы 123 полосы, проходящие в направлении Т, на некоторых участках попарно соединяют друг с другом соседние ленты 122. Для этого клейкие полосы 123 расположены с определенной периодичностью вдоль направления L ленты 122, т.е. на расстоянии I между серединами соседних клейких полос 123.
Между лентами 122, проходящими изгибаясь или подобно меандру в направлении L, сотовые ячейки 124 образуют полости сотового элемента 120, позволяющие экономить вес.
Как следует из фиг. 1А - 1В, для трех следующих друг за другом лент, например, 122-1, 122-2, 122-3 на фиг. 1В, сдвиг областей 123А соединения, соединяющих первую и вторую ленты 122-1, 122-2, по отношению к областям 123В соединения, соединяющим вторую и третью ленты 122-2, 122-3, в одну сторону D1 направления L значительно меньше, чем сдвиг в другую сторону D2. Из них получается в поперечном сечении в плоскости L/W форма ячеек 124 в виде неправильного многоугольника, как показано на фиг. 1А - 1В. В показанном здесь примере все ячейки 124 имеют идентичную основную форму, похожую на вертикальную проекцию бокала шампанского. Сотовый элемент 120 по узору рамы или решетки походит на узор рыбьей чешуи. В поперечном сечении параллельно плоскости L/W ячейки 124 имеют сотовые перемычки, включающие в себя по меньшей мере одну более длинную сторону S2, соответствующую большему сдвигу, и по меньшей мере одну более короткую сторону S1, соответствующую меньшему сдвигу.
В показанном здесь варианте осуществления ячейки 124, рассмотренные в поперечном сечении, технически зеркально симметричны относительно направления L и зеркально повернуты, один ряд по отношению к другому, следующему ряду, относительно направления W. Таким образом, сотовый элемент 120 имеет в целом регулярный узор с сотами 124, которые имеют по существу один и тот же чашеобразный рисунок в плане, или в поперечном сечении. У каждой ячейки 124 в этом примере есть две короткие стороны S1, две длинные стороны S2 и две прочие стороны S3. На сторонах S3 предусмотрены клейкие полосы 123, следовательно, стороны S3 имеют длину, соответствующую ширине В клейких полос 123, которая примерно соответствует размеру более короткой стороны S1.
Существующие при этих геометрических характеристиках длинные сотовые перемычки, или стороны S2 проходят изогнуто в форме тангенсоиды и вследствие их излишней длины вносят решающий вклад в деформируемость сотового элемента 120. На фиг. 1А - 1В показан сотовый элемент 120 в положении, номинально полностью расширенном в направлении W, вследствие чего реализуется максимальная экономия веса. В этом случае размер ячеек 123 в направлении W составляет ровно удвоенную длину короткой стороны S1. Дальнейшее улучшение синкластических свойств получается, если короткие стороны S1 не находятся на одной прямой в направлении W, а слегка согнуты под тупым углом, т.е. в плане сотовая ячейка представляет собой неправильный многоугольник, приблизительно ромбовидный. Это достигается без дополнительных затрат посредством менее сильно выраженного расширения, или расширения А.
В таком, также предпочтительном варианте осуществления расширение, или размер ячеек 123 в направлении W, составляет значительно меньшую величину, чем удвоенная длина короткой стороны S2, т.е. расстояние между следующими друг за другом областями 123А, 123В соединения в направлении W меньше, чем величина меньшего сдвига к одной из сторон D1 направления L.
Фиг. 1С иллюстрирует схему складывания для производства сотового элемента согласно изобретению, например, по фиг. 1А - 1В. Производство происходит большей частью по существу известным способом, согласно способу расширения (ср. фиг. 5), как напр., при сотах-шестиугольниках. Для этого фиг. 1С иллюстрирует лишь первоначальную операцию укладывания в штабель отдельных слоев 125 тонкого листового или пленочного материала. На слоях 125 с одной стороны напечатаны известным способом, на периодическом расстоянии I между их серединами, клейкие полосы 123, проходящие прямолинейно в направлении Т. Слои 125 показаны на фиг. 1С со смещением в направлении Т только для наглядности.
Однако решающее отличие от уровня техники - это именно предусмотренный сдвиг в направлении L, а именно то, что при складывании слоев 125, в отношении трех следующих друг за другом слоев 125-1, 125-2, 25-3, заданный сдвиг областей 123 соединения между первым и вторым слоями 125-1, 125-2 по отношению к областям соединения между вторым и третьим слоями 125-2, 125-3 в сторону D1 направления L значительно меньше, чем в другую сторону D2. Третий слой 125-3 при этом снова сохранен без сдвига, точно заподлицо к первому слою 125-1. Для наглядности на фиг.1С показаны только три слоя 125. Подразумевается, что на практике складывается в штабель и склеивается множество слоев, состоящее из нескольких десятков или сотен слоев.
Таким образом, сотовый элемент 120, имеющий форму, аналогичную показанной на фиг. 1А - 1В, получается без прочих существенных изменений при осуществлении хорошо зарекомендовавшего себя способа по принципу расширения (ср. фиг. 5). В пределах изобретения находится также двойной сдвиг (попеременно в одном и в другом направлении), сдвиг, предусмотренный в сотовом элементе 20 только на некоторых участках или с варьируемой величиной неодинакового, не приходящегося на середину, сдвига в направлении W, как более подробно описывается ниже.
Без ограничения и только для большей наглядности, сотовый элемент 120 согласно фиг. 1А - 1В может иметь, например, следующие данные:
Пример 1:
А: примерно 4,6 мм
В: 3 мм
I: 16 мм
S1': 5,33 мм
S2': 10,66 мм
Длина S1: примерно 2,3 мм (≈ S1'-В)
Длина S2: примерно 7,6 мм (≈ S.2'-В)
Т: От 5 до 25 мм
Материал листов/лент: бумага с арамидными волокнами (отверждать после деформирования), толщиной 0.08 миллиметра
На фиг. 2А - 2В схематично показан второй вариант осуществления деформируемого сотового элемента 220 также в подобласти проекции на плоскость L/W, которая соответствует плоскости фиг. 2А. Соответствующие друг другу или идентичные, по сравнению с фиг. 1А - 1В, детали или признаки снабжены соответствующим обозначениям. Во избежание повторов более подробно разъясняются только существенные различия и сходства.
Как и на фиг. 1А - 1В, каждая сотовая ячейка 224 между изгибающимися и проходящими приблизительно в направлении L лентами 222 на фиг. 2А - 2В здесь также имеет форму поперечного сечения в плоскости L/W, асимметричную относительно плоскости Т/W. Однако ячейки сот 224 на фиг. 2А - 2В имеют две различных основных формы 224А, 224В, которые регулярно повторяются на поверхности. Одна основная форма 224А повторяется в направлении W в зеркальном отражении по отношению к плоскости L/Т, другая же основная форма 224В, повторяется в зеркальном отражении по отношению к плоскости Т/W.
Эти основные формы 224А, 224В ячеек сот 224 получаются из схемы складывания по фиг. 2С. При этом предусматривается заданный попеременный или изменяющийся каждый раз сдвиг относительно середины в направлении первой стороны D1 и затем второй стороны D2 и наоборот. В соответствии с этим, в любой последовательности лент, области 223 соединения, или линии склеек, между первой лентой 222-1 и второй лентой 222-2 смещены относительно областей соединения между второй лентой 222-2 и третьей лентой 222-3 в направлении D1 или D2, однако области 223 соединения между второй лентой 222-2 и третьей лентой 222-3 смещены в противоположном направлении D2 или D1 относительно областей 223 соединения между третьей лентой 222-3 и четвертой лентой 222-4. Кроме того, предварительно заданный сдвиг относительно середины периодично повторяется, попеременно и с перерывами, т.е. области 223 соединения, относящиеся к четырем лентам 222-1…222-4, следующим друг за другом в поперечном направлении (W), каждый раз между первой и второй лентами 222-1, 222-2, а также между третьей и четвертой лентами 222-3, 222-4, не смещены т.е. в каждой четверке они находятся по существу на одном и том же уровне в направлении L. Области 223 соединения здесь также образуют третью сторону S3, которая в некоторых случаях может располагаться под углом к направлению L (как показано на фиг. 2А -2В).
Из-за большего сдвига S2' по сравнению с меньшим сдвигом S1' при этой конструкции также возникают стороны S2, более длинные, чем сотовые перемычки; для лучшей наглядности они изображены на фиг. 2А - 2В проходящими по более искривленным линиям, чем это имеет место в практическом осуществлении. В варианте исполнения по фиг. 2А - 2В более короткие стороны S1 также могут иметь размер в направлении прохождения лент 222, составляющий менее 40%, например, около 25% от соответствующего размера более длинных сторон S2. При этом предусмотрен попеременно меньший сдвиг S1' в первую сторону D1 и затем во вторую сторону D2 и наоборот.
На фиг. 2С показана схема складывания для варианта исполнения по фиг. 2А - 2В. При этом в последовательности слоев 225-1…225-4, начиная со слоя 225-1, следующий слой 225-2 помещен с незначительным сдвигом S1' в одном направлении D1, следующий за ним ближайший слой 225-3 не имеет смещения относительно первого слоя, и, наконец, третий из следующих слоев 225-4 уложен с таким же по величине сдвигом S1', однако со смещением в другом направлении D2. При такой схеме складывания после частичного или полного расширения возникают основные формы сот 224 с фиг. 2А - 2В, если отношение величины меньшего сдвига S1' к ширине В областей соединения существенно больше единицы. Это отношение предпочтительно лежит в области 1,5≤S1' / В≤2,5 и предпочтительно составляет примерно 2. Размер большего сдвига S2' в направлении прохождения соответствует разности между величиной расстояния I между серединами и размером меньшего сдвига S1', из чего следуют соответствующие соотношения между величинами В, I, S1' и S2'. В предпочтительном варианте осуществления расстояние I между серединами составляет целочисленное кратное от ширины В, предпочтительно равно по меньшей мере четырехкратной ширине.
Без ограничения и только для большей наглядности, сотовый элемент 220 согласно фиг. 2А - 2В может иметь, например, следующие данные:
Пример 2:
А: 3 мм
В: 3 мм
I: 12 мм
S1': 5,33 мм
S2': 10,66 мм
Длина S1: примерно 2,3 мм (≈ S1'-В)
Длина S2: примерно 7,6 мм (≈ S2'-В)
Материал листов / лент: бумага с арамидными волокнами (отверждать после деформирования), толщиной 0.08 миллиметра
На фиг. 3А - 3В показано видоизменение или особый случай варианта исполнения по фиг. 2А - 2В со сдвигом S1' или S2' также попеременно применяемым или прерываемым и изменяемым по направлению. Характерной формы этого сотового элемента 320 после фиг. 3А - 3В достигают посредством того, что длина более коротких сторон S1 исчезающе мала, или технически сводится к нулю, как показано на фиг. 3В. Этого достигают, если, например, в схеме складывания (фиг. 3В) или при сварочном процессе меньший сдвиг S1' с точностью до допусков соответствует ширине В области 323 соединения, например, клейкой полосы или сварного шва. Следовательно, больший сдвиг S2' точно соответствует регулярному расстоянию между серединами, или интервалу I между областями 323 соединения. При полном расширении, в частности, в случае использования в качестве материала лент 322 из фольги, например, алюминиевой фольги, сотовые ячейки 324 имеют по существу непрерывно основную форму идентичных четырехугольников в плоскости L/W. В этом случае три граничащих друг с другом сотовых ячейки 324 образуют соответственно (в группах по три, с тремя основным формами, повернутыми на 120° вокруг оси Т) правильные шестиугольники, как видно из фиг. 3А. В отличие от фиг. 1А - 2А на фиг. 3А все сотовые ячейки 324, или их преобладающая доля, имеют в поперечном сечении в плоскости L/W форму многоугольников, здесь приблизительно правильного четырехугольника или ромба (при соотношении S2'-В=В) или параллелограмма (при S2'-В≠В). Однако, в отличие от уровня техники (фиг. 8), в пределах сотового элемента 320 по существу идентичная основная форма в преобладающем большинстве случаев, на фиг. 3А в 2/3 случаев, расположена не симметрично относительно плоскости T/W. Вариант исполнения по фиг. 3А - 3В демонстрирует хорошие значения прочности.
Наконец, на фиг. 4А - 4В показано еще одно видоизменение изобретения. В сотовом элементе 420 ленты 422 проходят в примерно волнообразной форме и несколько наклонены под углом к направлению L, как показано на фиг. 4А. Это достигается схемой складывания согласно фиг. 4В при следующих друг за другом в направлении W областях соединения 423, которые всегда смещены относительно друг друга в одну и ту же сторону, например, в направлении D2. При этом меньший сдвиг S1' предпочтительно выбирается так, что величина S1' является делителем расстояния I между серединами. В результате этого после окончания последовательности из N=B/S1' слоев 425-1…425-3 следующие слои 425-4 снова укладываются параллельно первоначальному слою, чтобы сократить расход материала и облегчить складывание. Соответствующая схема складывания с В/S1'=3 показана на фиг. 4В.
Волнообразная основная форма сотовых ячеек 424 на фиг. 4А с двумя короткими, приблизительно прямолинейными сторонами S1, соответствующими меньшему сдвигу S1', с двумя значительно искривленными более длинным сторонам S2, соответствующими большему сдвигу S2' и приблизительно прямолинейными третьими сторонами S3, соответствующими ширине В областей соединения 423, в каждой из ячеек, постоянно идентична и расположена с регулярным повторением.
Сотовый элемент 420 в варианте исполнения по фиг. 4А - 4В с относительно незначительной антикластической характеристикой выполнен с возможностью его деформирования, подходящего для многих возможных случаев применения, и обычно имеет, при сравнимых размерах и выбранных материалах, лучшие значения прочности при сжатии и при сдвиге, чем, например, сотовый элемент по фиг. 1А.
Фиг. 5 иллюстрирует различные этапы предпочтительного способа расширения для получения сотового элемента. В операции (а) предоставляют рулон с листовым или пленочным материалом, на котором в операции (b) печатают по всей его ширине перпендикулярно, с регулярными или периодическими промежутками, параллельные линии или полосы клейкого средства. В операции (с) из рулона вырезают слои одинаковой формы, накладывают их заданным образом друг на друга и затем штабель из слоев, сложенный по желаемой схеме складывания, перерабатывают в сплошной блок посредством отверждения или вулканизации клейких полос, например, под действием давления и/или температуры в прессе. Вместо склеивания в операциях (b) и (с) возможно, в зависимости от материала, создание областей соединения, например, посредством сваривания по соответствующей схеме. В операции (d) производят по существу известным способом расширение в направлении W таким образом, что возникает блок 530 сот с ячейками сот (на фиг. 5 показана известная шестиугольная форма). Затем расширенный блок стабилизируют, например, температурным воздействием в печи. После этого блок в (опциональной) операции (е) равномерно пропитывают искусственной смолой. В (опциональной) операции (f) следует отверждение или вулканизация смолы соответствующими средствами, так что получается, например, синтетический композит на волокнистой основе. Затем сотовый блок, обладающий стабильностью формы, в операции (g) разделяют или разбирают на отдельные сотовые пластины, разъединяя его по плоскости L/W в режущем или пилящем устройстве. После этого в операции (h) предоставлен готовый сотовый элемент 520 с желаемыми геометрическими характеристиками.
Реализация геометрических форм согласно изобретению для сотового элемента особенно простым способом возможна за счет того, что в операции (с) по соответствующей схеме - например, в случае клеевых соединений по схеме складывания согласно фиг. 1С, фиг. 2С, фиг. 3В или фиг. 4В - или, например, по шаблонному образцу для сварных швов, создается заданный сдвиг областей соединения относительно середины. Помимо этого не требуются никакие трудоемкие подгонки для хорошо зарекомендовавшего себя способа расширения.
На фиг. 6(a) - (d) показаны различные этапы расширения во время расширения сот в направлении W. При этом проиллюстрированы различная длина сторон геометрических форм сотовых ячеек и разработка геометрической формы сотового элемента с приходом к геометрическим характеристикам по фиг. 1 (а) на основе фотографий опытных образцов.
На фиг. 7 показана, только в качестве примера и без ограничения изобретения, возможная форма с сотовым элементом из фольги, например, алюминиевой фольги, которая на входе, или в начальном состоянии, имеет геометрические характеристики, соответствующие фиг. 1 (а).
Список обозначений
фиг. 1-4:
А расширение
В ширина клейкой полосы
I расстояние между серединами
L направление L (продольное направление)
S1, S2, S3 полки, или сотовые перемычки
S1' меньший сдвиг
S2' больший сдвиг
D1, D2 первое или второе боковое направление
Т направление Т (толщина сотового элемента)
W направление W (поперечное направление)
фиг. 1А - 1С:
120 деформируемый сотовый элемент
122 лента
122-1, 122-2, 122-3 последовательность лент
123 клейкие полосы
124 сотовая ячейка
125 слой
125-1, 125-2, 125-3 последовательность слоев
фиг. 2А - 2С:
220 деформируемый сотовый элемент
222 лента
222-1…222-4 последовательность лент
223 клейкие полосы
224 сотовая ячейка
224А, 224 В основная форма
225 слой
225-1…225-4 последовательность слоев
фиг. 3А - 3В:
320 сотовый элемент
322 лента
323 сварные швы / клейкие полосы
324 сотовая ячейка
325 слой
325-1…325-4 последовательность слоев
фиг. 4А - 4В:
420 сотовый элемент
422 лента
422-1…422-4 последовательность лент
423 клейкие полосы
424 сотовая ячейка
425 слой
425-1…425-4 последовательность слоев
фиг. 5:
(а) - (h): этапы процесса
520 сотовый элемент
530 сотовый блок
фиг. 6 (а) - (d): Моментальные снимки различных этапов расширения
фиг. 7: примерная пространственная геометрическая форма сотового элемента (фотография)
фиг. 8:
(А) - (F): известные ранее геометрические формы сотовых ячеек
Реферат
Изобретение относится к сотовому элементу, в частности к деформируемому сотовому элементу, например, для легких конструктивных элементов с изогнутой поверхностью. Сотовый элемент включает в себя удлиненные ленты и множество областей соединения, предусмотренных между каждыми двумя лентами, расположенными напротив друг друга, в частности клейкие полосы, которые на некоторых участках соединяют ленты друг с другом в поперечном направлении (W) неразъемным образом и которые расположены равномерно вдоль продольного направления (L) ленты с периодически повторяющимися расстояниями (I) между серединами. Сотовые ячейки образуют полости между лентами. Причем если рассматривать три следующих друг за другом ленты, сдвиг (S1') областей соединения между первой и второй лентами по отношению к областям соединения между второй и третьей лентами в первую сторону (D1) продольного направления (L) существенно меньше, чем в другую, вторую сторону (D2) продольного направления (L). Поэтому по меньшей мере часть ячеек имеет в поперечном сечении в плоскости L/W форму с по меньшей мере одной более длинной стороной (S2), соответствующей большему сдвигу, и предпочтительно по меньшей мере одной более короткой стороной (S1), соответствующей меньшему сдвигу. Также описаны конструктивный элемент типа «сэндвич», включающий основу из сотового элемента, сотовый блок для изготовления сотового элемента и способ изготовления сотового элемента. Технический результат: создание сотового элемента с улучшенными свойствами, простотой изготовления и удовлетворением высоким требованиям по прочности. 4 н. и 13 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ приготовления сотовой конструкции из композиционного термоконструкционного материала и сотовая структура
Комментарии