Трехстадийное формование листа стекла с поперечной кривизной - RU2680547C2
Код документа: RU2680547C2
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0001] Данное изобретение относится к станции трехстадийного формования и к способу формования горячего листа стекла с поперечной кривизной, обладающего улучшенными оптическими свойствами.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В патенте США №4661141, Nitschke и др., раскрыта система прессового гнутья листов стекла для гнутья горячих листов стекла путем транспортировки горячего листа стекла под верхнюю пресс-форму, которая перемещается вниз для приема горячего листа стекла, и обеспечивает его поддерживание посредством направленных вверх газовых струй, подаваемых из-под плоскости транспортировки роликового конвейера, и посредством создания вакуума на верхней пресс-форме, и верхняя пресс-форма затем перемещается вверх вместе с листом стекла, поддерживаемым на ней посредством соприкосновения с двумя третями или более от обращенной вниз поверхности по длине листа стекла. Если листы стекла формуют с поперечной кривизной, т.е. с кривизной в направлениях, пересекающих друг друга без каких-либо прямолинейных элементов, периферийная часть листа стекла содержит избыток стекла, который может вызвать избыточное давление между пресс-формой и листом стекла в центре листа стекла и, посредством этого, в результате приводящий к нежелательным оптическим свойствам в отношении как отражения, так и пропускания в центральной рабочей области стекла.
[0003] В связи с системой, относящейся к типу, раскрытому в вышеупомянутом патенте США №4661141, см. также патенты США: №5900034, Mumford и др.; №5906668, Mumford и др.; №5917107, Ducat и др.; №5925162, Nitschke и др.; №6032491, Nitschke и др.; №6079094, Ducat и др.; №6173587, Mumford и др.; №6418754, Nitschke и др.; №6718798, Nitschke и др.; и №6729160, Nitschke и др.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0004] Целью настоящего изобретения является создание усовершенствованной станции формования для трехстадийного формования горячего листа стекла с поперечной кривизной.
[0005] При осуществлении вышеописанной цели станция формования, сконструированная в соответствии с изобретением, содержит обращенную вниз первую верхнюю пресс-форму, обладающую кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, для первоначального формования листа стекла с кривизной в первом направлении и с сохранением прямолинейных элементов во втором направлении. Обращенная вверх нижняя пресс-форма станции формования имеет кривизну в первом направлении и допускает кривизну листа стекла во втором направлении, и при этом нижняя пресс-форма принимает лист стекла с первой верхней пресс-формы так, что этот лист стекла прогибается под действием силы тяжести во втором направлении так, что он имеет некоторую кривизну во втором направлении, а также кривизну в первом направлении. Обращенная вниз вторая верхняя пресс-форма станции формования является дополняющей обращенную вверх нижнюю пресс-форму и действует совместно с нижней пресс-формой для прессового формования листа стекла с поперечной кривизной в соответствии с формами нижней пресс-формы и второй верхней пресс-формы.
[0006] В одном из раскрываемых вариантов осуществления станция трехстадийного формования содержит конвейер, с которого первая верхняя пресс-форма принимает лист стекла перед тем, как он будет принят нижней пресс-формой, которая затем перемещает этот лист стекла в горизонтальном направлении под вторую верхнюю пресс-форму для прессового формования. Этот вариант осуществления также содержит корпус, содержащий нагретую камеру, и конвейер, воплощенный посредством роликового конвейера, для транспортировки горячего листа стекла в нагретую камеру корпуса в горизонтальной плоскости транспортировки. Первая верхняя пресс-форма является подвижной в вертикальном направлении внутри нагретой камеры между верхним положением над роликовым конвейером и нижним положением, примыкающим к роликовому конвейеру, при этом первая верхняя пресс-форма имеет обращенную вниз поверхность выпуклой вниз криволинейной формы, содержащей прямолинейные элементы. Множество газовых подъемных струй, расположенное под плоскостью транспортировки, подает направленные вверх подъемные струи для подъема листа стекла вверх от роликового конвейера к первой верхней пресс-форме при ее нахождении в нижнем положении для первоначального формования и поддерживания листа стекла у обращенной вниз поверхности первой верхней пресс-формы, после чего первая верхняя пресс-форма перемещается вверх в свое верхнее положение с листом стекла, поддерживаемым у своей обращенной вниз поверхности. Вторая верхняя пресс-форма расположена внутри нагретой камеры на определенном расстоянии в горизонтальном направлении от первой верхней пресс-формы и является подвижной в вертикальном направлении между верхним положением, расположенным над высотой плоскости транспортировки, и нижним положением, более близким к высоте плоскости транспортировки, и вторая верхняя пресс-форма имеет обращенную вниз поверхность выпуклой вниз формы с поперечной кривизной. Источник вакуума избирательно осуществляет создание вакуума на обращенной вниз поверхности второй верхней пресс-формы. Нижняя пресс-форма обращена вверх вогнутой вверх поверхностью, дополняющей выпуклую вниз форму обращенной вниз поверхности второй верхней пресс-формы. Нижняя пресс-форма является подвижной в горизонтальном направлении внутри нагретой камеры в некотором местоположении над плоскостью транспортировки под первой верхней пресс-формой в своем верхнем положении с листом стекла, поддерживаемым у своей обращенной вниз поверхности, а затем первая верхняя пресс-форма перемещается вниз, чтобы она примыкала к нижней пресс-форме для высвобождения листа стекла на нижнюю пресс-форму, после чего первая верхняя пресс-форма перемещается вверх в свое верхнее положение, а нижняя пресс-форма и поддерживаемый ею лист стекла перемещаются под вторую верхнюю пресс-форму, в то время как она находится в своем верхнем положении. Вторая верхняя пресс-форма затем перемещается вниз из своего верхнего положения в свое нижнее положение для совместного действия с нижней пресс-формой для прессового формования листа стекла с кривизной в поперечных направлениях, и затем вторая верхняя пресс-форма перемещается вверх в свое верхнее положение, при этом формованный прессованием лист стекла поддерживается на второй верхней пресс-форме вакуумом, созданным на ее обращенной вниз поверхности посредством источника вакуума. Доставочная пресс-форма перемещается под формованный прессованием лист стекла на второй верхней пресс-форме в своем верхнем положении, после чего создание вакуума прекращается, и лист стекла высвобождается со второй верхней пресс-формы на доставочную пресс-форму, которая затем перемещается наружу из станции формования для доставки формованного прессованием листа стекла. Для выполнения прессового формования листа стекла и его доставки, блок управления приводит в действие роликовый конвейер, первую верхнюю пресс-форму, множество газовых подъемных струй, вторую верхнюю пресс-форму, источник вакуума, нижнюю пресс-форму и доставочную пресс-форму.
[0007] Как раскрывается в одном из вариантов осуществления, источник вакуума приводится в действие блоком управления для создания вакуума у обращенной вниз поверхности первой верхней пресс-формы для совместного действия с множеством газовых подъемных струй по подъему листа стекла с роликового конвейера в контакте с обращенной вниз поверхностью первой верхней пресс-формы для первоначального формования и поддерживания этого листа стекла, и после того, как лист стекла перемещается вверх и соприкасается с обращенной вниз поверхностью первой верхней пресс-формы, блок управления прекращает работу множества газовых подъемных струй, в то же время продолжает приводить в действие источник вакуума для поддержания вакуума, который затем является единственной поддержкой листа стекла на первой верхней пресс-форме. Также, нижняя пресс-форма имеет форму кольца, поддерживающего лист стекла, в то время как он прогибается под действием силы тяжести, а также эта нижняя пресс-форма раскрывается как содержащая опорный вкладыш внутри своей формы кольца для управления прогибом листа стекла в ходе перемещения из-под первой верхней пресс-формы под вторую верхнюю пресс-форму. Как раскрывается, станция формования содержит по меньшей мере один прессовый элемент, содействующий множеству газовых подъемных струй при первоначальном формовании листа стекла у обращенной вниз поверхности первой верхней пресс-формы. Также раскрывается станция закалки, на которую доставочная пресс-форма перемещает формованный прессованием лист стекла для закалки.
[0008] В другом раскрываемом варианте осуществления станция трехстадийного формования содержит конвейер, с которого первая верхняя пресс-форма принимает лист стекла перед перемещением первой верхней пресс-формы в горизонтальном направлении для перемещения листа стекла в положение над нижней пресс-формой, которая затем принимает этот лист стекла для последующего выполнения прессового формования совместно со второй верхней пресс-формой. Этот вариант осуществления также содержит корпус, содержащий нагретую камеру, и конвейер, воплощенный посредством роликового конвейера, для транспортировки горячего листа стекла в нагретую камеру корпуса в горизонтальной плоскости транспортировки. Первая верхняя пресс-форма является подвижной в горизонтальном направлении внутри нагретой камеры между положением захвата над роликовым конвейером и положением доставки, расположенным на определенном расстоянии в горизонтальном направлении от положения захвата, и первая верхняя пресс-форма содержит обращенную вниз поверхность выпуклой вниз криволинейной формы, содержащей свои прямолинейные элементы. Множество газовых подъемных струй, расположенное под плоскостью транспортировки, подает направленные вверх подъемные струи для подъема листа стекла вверх от роликового конвейера к первой верхней пресс-форме, в то время как она расположена в своем положении захвата, для первоначального формования и поддерживания листа стекла у обращенной вниз поверхности первой верхней пресс-формы. Вторая верхняя пресс-форма расположена внутри нагретой камеры на определенном расстоянии в горизонтальном направлении от положения захвата первой верхней пресс-формы и является подвижной в вертикальном направлении между верхним положением, расположенным над высотой плоскости транспортировки, и нижним положением, более близким к высоте плоскости транспортировки, и вторая верхняя пресс-форма имеет обращенную вниз поверхность выпуклой вниз формы, определяющей ее поперечную кривизну. Источник вакуума избирательно создает вакуум на обращенных вниз поверхностях каждой из первой и второй верхних пресс-форм. Нижняя пресс-форма расположена внутри нагретой камеры под второй верхней пресс-формой, а также она находится под первой верхней пресс-формой после ее перемещения в свое положение доставки с листом стекла, поддерживаемым на ней посредством вакуума, создаваемого источником вакуума, после чего поддержание вакуума прекращается для высвобождения листа стекла на нижнюю пресс-форму, при этом первая верхняя пресс-форма перемещается обратно в свое положение захвата. Затем вторая верхняя пресс-форма перемещается вниз из своего верхнего положения в свое нижнее положение для совместного действия с нижней пресс-формой для прессового формования листа стекла с кривизной в поперечных направлениях, и затем вторая верхняя пресс-форма перемещается вверх в свое верхнее положение с формованным прессованием листом стекла, поддерживаемым на второй верхней пресс-форме вакуумом, созданным на его обращенной вниз поверхности посредством источника вакуума. Доставочная пресс-форма перемещается под формованный прессованием лист стекла на второй верхней пресс-форме в своем верхнем положении, после чего поддержание вакуума прекращается, и лист стекла высвобождается со второй верхней пресс-формы на доставочную пресс-форму, которая затем перемещается наружу из станции формования для доставки формованного прессованием листа стекла. Для выполнения прессового формования листа стекла и его доставки, блок управления приводит в действие роликовый конвейер, первую верхнюю пресс-форму, множество газовых подъемных струй, вторую верхнюю пресс-форму, источник вакуума, нижнюю пресс-форму и доставочную пресс-форму.
[0009] В другом варианте осуществления источник вакуума приводится в действие блоком управления для создания вакуума у обращенной вниз поверхности первой верхней пресс-формы для совместного действия с множеством газовых подъемных струй по подъему листа стекла с роликового конвейера в контакте с обращенной вниз поверхностью первой верхней пресс-формы для первоначального формования и поддерживания листа стекла, и после перемещения листа стекла вверх и соприкосновения с обращенной вниз поверхностью первой верхней пресс-формы, блок управления прекращает работу множества газовых подъемных струй, в то же время продолжает приводить в действие источник вакуума для создания вакуума, который затем является единственной поддержкой листа стекла на первой верхней пресс-форме. Также нижняя пресс-форма имеет форму кольца, поддерживающего лист стекла, прогибающийся под действием силы тяжести, и нижняя пресс-форма также раскрывается как содержащая опорный вкладыш внутри своей формы кольца для управления прогибом листа стекла. Как раскрывается, станция формования содержит по меньшей мере один прессовый элемент, содействующий множеству газовых подъемных струй при первоначальном формовании листа стекла у обращенной вниз поверхности первой верхней пресс-формы. Также раскрывается станция закалки, на которую доставочная пресс-форма перемещает формованный прессованием лист стекла для закалки.
[0010] Еще одной целью настоящего изобретения является создание усовершенствованного способа трехстадийного формования горячего листа стекла с поперечной кривизной.
[0011] При осуществлении непосредственно предшествующей цели трехстадийный способ формования горячего листа стекла с поперечной кривизной выполняется путем первоначального формования листа стекла у обращенной вниз первой верхней пресс-формы так, чтобы он имел кривизну в первом направлении и прямолинейные элементы во втором направлении, поперечном первому направлению. Лист стекла затем переносится с первой верхней пресс-формы на обращенную вверх нижнюю пресс-форму, имеющую кривизну в первом направлении и допускающую прогиб листа стекла под действием силы тяжести так, чтобы он имел некоторую кривизну во втором направлении, а также кривизну в первом направлении. Затем лист стекла подвергается прессовому формованию между нижней пресс-формой и обращенной вниз второй верхней пресс-формой, имеющей поперечную кривизну и дополняющей нижнюю пресс-форму так, что лист стекла имеет поперечную кривизну, соответствующую формам нижней пресс-формы и второй верхней пресс-формы.
[0012] Во втором раскрываемом практическом использовании способ трехстадийного формования выполняют в отношении горячего листа стекла путем транспортировки этого горячего листа стекла на конвейере в нагретую камеру станции формования под первую верхнюю пресс-форму, расположенную над конвейером внутри нагретой камеры и содержащую обращенную вниз поверхность выпуклой формы с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, и расположенную на определенном расстоянии в горизонтальном направлении от второй верхней пресс-формы, расположенной внутри нагретой камеры над высотой конвейера и содержащей обращенную вниз поверхность выпуклой формы с ее поперечной кривизной. Первая верхняя пресс-форма перемещается вниз из верхнего положения в нижнее положение, примыкающее к листу стекла на конвейере, и направленные вверх газовые подъемные струи подаются для подъема листа стекла с конвейера и обеспечения первоначального формования листа стекла у обращенной вниз поверхности первой верхней пресс-формы, а затем первая верхняя пресс-форма перемещается вверх в свое верхнее положение с листом стекла, поддерживаемым первой верхней пресс-формой. Обращенная вверх нижняя пресс-форма с вогнутой формой, дополняющей выпуклую вниз форму обращенной вниз поверхности второй верхней пресс-формы, затем перемещается в горизонтальном направлении внутри нагретой камеры в местоположение над конвейером и под первой верхней пресс-формой в своем верхнем положении с листом стекла, поддерживаемым на первой верхней пресс-форме, затем первая верхняя пресс-форма перемещается вниз и высвобождает лист стекла на нижнюю пресс-форму, а затем перемещается вверх. Затем нижняя пресс-форма с листом стекла на ней перемещается из-под первой верхней пресс-формы под вторую верхнюю пресс-форму в своем верхнем положении, и затем вторая верхняя пресс-форма перемещается вниз в свое нижнее положение, и на ее обращенной вниз поверхности создается вакуум во время прессового формования листа стекла между второй верхней пресс-формой и нижней пресс-формой для обеспечения кривизны листа стекла в поперечных направлениях, после чего вторая верхняя пресс-форма перемещается вверх в свое верхнее положение с формованным прессованием листом стекла, поддерживаемым на второй верхней пресс-форме посредством вакуума, созданного на ее обращенной вниз поверхности. Доставочная пресс-форма затем перемещается под формованный прессованием лист стекла на второй верхней пресс-форме в своем верхнем положении, после чего поддержание вакуума прекращается для высвобождения листа стекла со второй верхней пресс-формы на доставочную пресс-форму, которая затем перемещается наружу из станции формования для доставки формованного прессованием листа стекла.
[0013] В одном из практических применений создание вакуума осуществляется на первой верхней пресс-форме для содействия газовым подъемным струям в формовании и поддерживании листа стекла на первой верхней пресс-форме, и после того, как лист стекла был перемещен вверх с конвейера и соприкоснулся с обращенной вниз поверхностью первой верхней пресс-формы, подача направленных вверх газовых подъемных струй прекращается, и тогда вакуум обеспечивает единственную поддержку листа стекла на первой верхней пресс-форме. Также, нижняя пресс-форма, принимающая лист стекла с первой верхней пресс-формы имеет форму кольца, поддерживающего лист стекла, в то время как он прогибается под действием силы тяжести в ходе его перемещения ко второй верхней пресс-форме для прессового формования, а опорный вкладыш управляет прогибом поддерживаемого горячего листа стекла внутри формы кольца нижней пресс-формы. Как раскрывается, множеству подъемных струй при первоначальном формовании листа стекла у обращенной вниз поверхности первой верхней пресс-формы содействует по меньшей мере один прессовый элемент. Также, доставочная пресс-форма перемещает формованный прессованием лист стекла из станции формования в станцию закалки для закалки.
[0014] В другом раскрываемом практическом применении способ трехстадийного формования выполняют путем транспортировки горячего листа стекла на конвейере в нагретую камеру станции формования под первую верхнюю пресс-форму в своем положении захвата внутри нагретой камеры над конвейером, при этом первая верхняя пресс-форма содержит обращенную вниз поверхность выпуклой формы с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, при этом первая верхняя пресс-форма находится в положении захвата, расположенном на определенном расстоянии в горизонтальном направлении от нижней пресс-формы и от второй верхней пресс-формы, расположенной над нижней пресс-формой, и при этом вторая верхняя пресс-форма расположена внутри нагретой камеры над высотой конвейера и содержит обращенную вниз поверхность выпуклой формы с ее поперечной кривизной. Первая верхняя пресс-форма перемещается вниз из верхнего положения в нижнее положение, примыкающее к листу стекла на конвейере, и направленные вверх газовые подъемные струи подаются для подъема листа стекла с конвейера и обеспечения первоначального формования листа стекла у обращенной вниз поверхности первой верхней пресс-формы, первая верхняя пресс-форма затем перемещается вверх в свое верхнее положение с листом стекла, поддерживаемым первой верхней пресс-формой, и для поддерживания на ней листа стекла на первой верхней пресс-форме создается вакуум. Первая верхняя пресс-форма и поддерживаемый на ней лист стекла перемещаются в горизонтальном направлении внутри нагретой камеры из положения захвата в положение доставки под второй верхней пресс-формой и над нижней пресс-формой, содержащей обращенную вверх поверхность вогнутой формы, дополняющей выпуклую форму обращенной вниз поверхности второй верхней пресс-формы. Затем, поддержание вакуума на первой верхней пресс-форме прекращается в положении доставки для высвобождения листа стекла на нижнюю пресс-форму, первая верхняя пресс-форма перемещается назад в положение захвата, вторая верхняя пресс-форма перемещается вниз для совместного действия с нижней пресс-формой по прессовому формованию листа стекла, и затем вторая верхняя пресс-форма перемещается вверх в свое верхнее положение с формованным прессованием листом стекла, поддерживаемым на второй верхней пресс-форме посредством вакуума, созданного на ее обращенной вниз поверхности. Затем под формованный прессованием лист стекла на второй верхней пресс-форме в ее верхнем положении перемещается доставочная пресс-форма, после чего поддержание вакуума прекращается для высвобождения листа стекла со второй верхней пресс-формы на доставочную пресс-форму, которая затем перемещается наружу из станции формования для доставки формованного прессованием листа стекла.
[0015] В другом раскрываемом практическом применении нижняя пресс-форма имеет форму кольца, поддерживающего лист стекла, в то время как он прогибается под действием силы тяжести, а опорный вкладыш управляет прогибом поддерживаемого горячего листа стекла внутри формы кольца нижней пресс-формы. Как раскрывается, множеству подъемных струй при первоначальном формовании листа стекла у обращенной вниз поверхности первой верхней пресс-формы содействует по меньшей мере один прессовый элемент. Также доставочная пресс-форма перемещает формованный прессованием лист стекла из станции формования в станцию закалки для закалки.
[0016] В соответствии с еще одной целью, изобретение используется на станции трехстадийного формования для формования горячего листа стекла с поперечной кривизной, и изобретение содержит: обращенную вниз первую верхнюю пресс-форму, имеющую кривизну в первом направлении и прямолинейные элементы во втором направлении, поперечном первому направлению, для первоначального формования листа стекла с кривизной в первом направлении с сохранением прямолинейных элементов во втором направлении; обращенную вверх нижнюю пресс-форму, имеющую кривизну в первом направлении и допускающую кривизну листа стекла во втором направлении, для приема листа стекла с первой верхней пресс-формы для того, чтобы этот лист стекла прогибался под действием силы тяжести во втором направлении так, чтобы он имел некоторую кривизну во втором направлении, а также кривизну в первом направлении; и обращенную вниз вторую верхнюю пресс-форму, имеющую поперечную кривизну и дополняющую обращенную вверх нижнюю пресс-форму, для совместного действия с нижней пресс-формой при прессовом формовании листа стекла с поперечной кривизной, соответствующей формам нижней пресс-формы и второй верхней пресс-формы.
[0017] Как раскрывается, изобретение также содержит доставочную пресс-форму для приема формованного прессованием листа стекла со второй верхней пресс-формы для доставки.
[0018] Как раскрывается, каждая из верхних пресс-форм, первая и вторая, содержит обращенную вниз поверхность выпуклой вниз формы, и эта обращенная вниз поверхность каждой из верхних пресс-форм, первой и второй, также содержит связанное с ней множество вакуумных отверстий. Кроме того, нижняя пресс-форма имеет вогнутую вверх форму, которой придана форма кольца, определяющая ее вогнутую вверх форму и поддерживающая лист стекла, в то время как он прогибается под действием силы тяжести.
[0019] Также описываемая нижняя пресс-форма содержит опорный вкладыш внутри своей формы кольца для управления прогибом листа стекла в ходе перемещения из-под первой верхней пресс-формы под вторую верхнюю пресс-форму.
[0020] Цели, признаки и преимущества настоящего изобретения станут легко понятными из нижеследующего подробного описания предпочтительных вариантов осуществления при их восприятии в связи со ссылками на графические материалы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
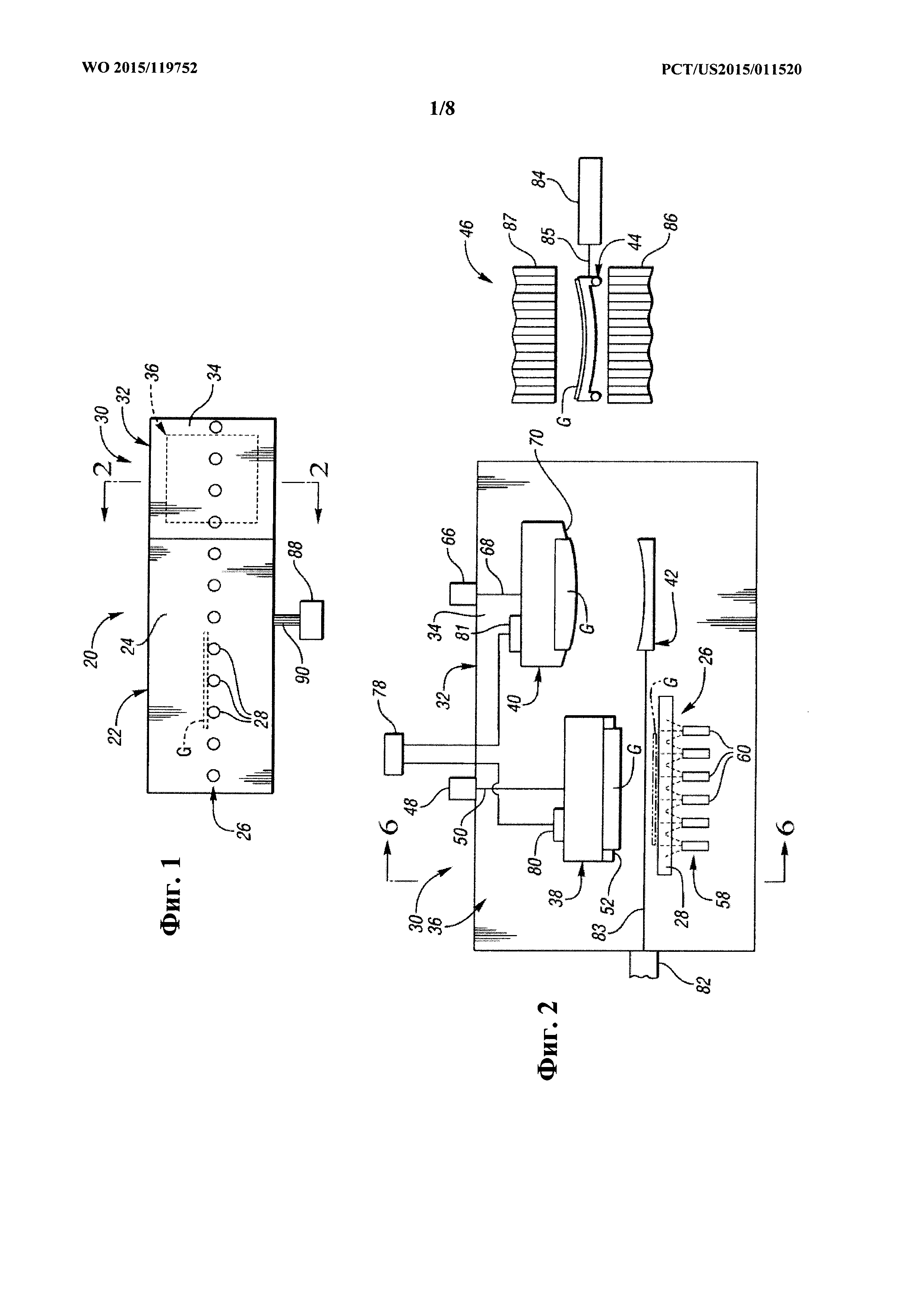
[0021] Фиг. 1 - схематический вид в вертикальном разрезе системы обработки листа стекла, содержащей станцию трехстадийного формования, воплощающую настоящее изобретение и осуществляющую способ изобретения для трехстадийного формования горячего листа стекла.
[0022] Фиг. 2 - вид в разрезе, взятый через станцию формования по направлению линии 2-2 по фиг. 1 и иллюстрирующий устройство для формования, содержащее первую и вторую верхние пресс-формы, нижнюю пресс-форму и доставочную пресс-форму для выполнения трехстадийного формования листа стекла с поперечной кривизной.
[0023] Фиг. 3 - вид в перспективе первой верхней пресс-формы с ее, в нормальных условиях, обращенной вниз формующей выпуклой поверхностью, в целях иллюстрации показанной обращенной, в целом, вверх.
[0024] Фиг. 4 - вид в перспективе второй верхней пресс-формы с ее, в нормальных условиях, обращенной вниз формующей выпуклой поверхностью, в целях иллюстрации показанной обращенной, в целом, вверх.
[0025] Фиг. 5 - вид в перспективе нижней пресс-формы, принимающей первоначально формованный лист стекла с первой верхней пресс-формы для его прогиба под действием силы тяжести и перемещения под вторую верхнюю пресс-форму для последующего прессового формования.
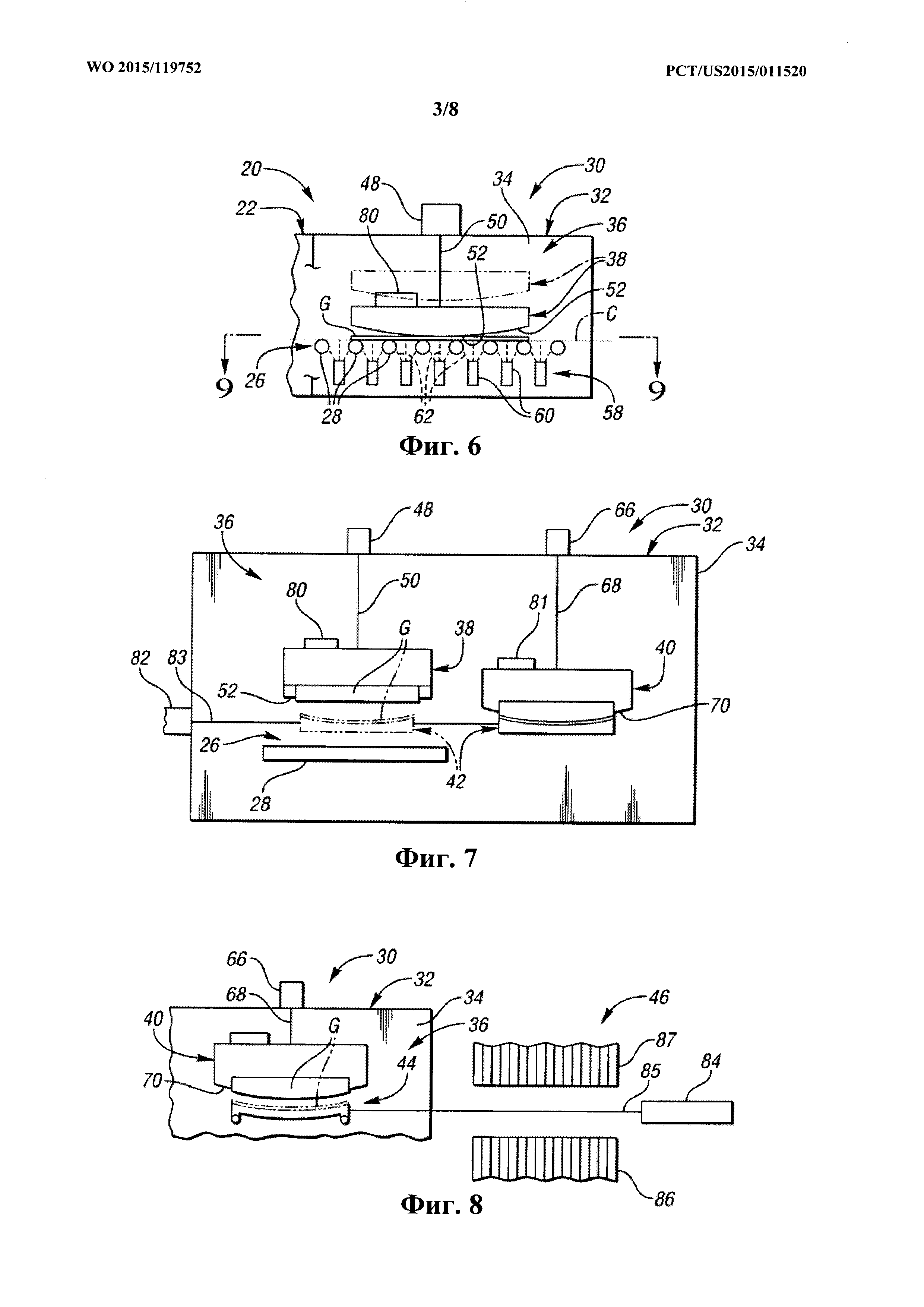
[0026] Фиг. 6 - вид, взятый по направлению линии 6-6 по фиг. 2, на котором показан первоначальный захват горячего листа стекла с конвейера первой верхней пресс-формой для первоначального формования.
[0027] Фиг. 7 - вид в вертикальном разрезе станции формования, взятый в том же направлении, что и на фиг. 2, на котором проиллюстрировано перемещение листа стекла на нижней пресс-форме от первой верхней пресс-формы под вторую верхнюю пресс-форму для прессового формования с поперечной кривизной.
[0028] Фиг. 8 - вид в вертикальном разрезе станции формования, взятый в том же направлении, что и на фиг. 7, на котором проиллюстрировано действие доставочной пресс-формы для доставки формованного листа стекла из станции формования.
[0029] Фиг. 9 - вид в плане, взятый по направлению линии 9-9 по фиг. 6 для иллюстрации множества газовых подъемных струй, действующего для выполнения первоначального захвата листа стекла с конвейера первой верхней пресс-формой.
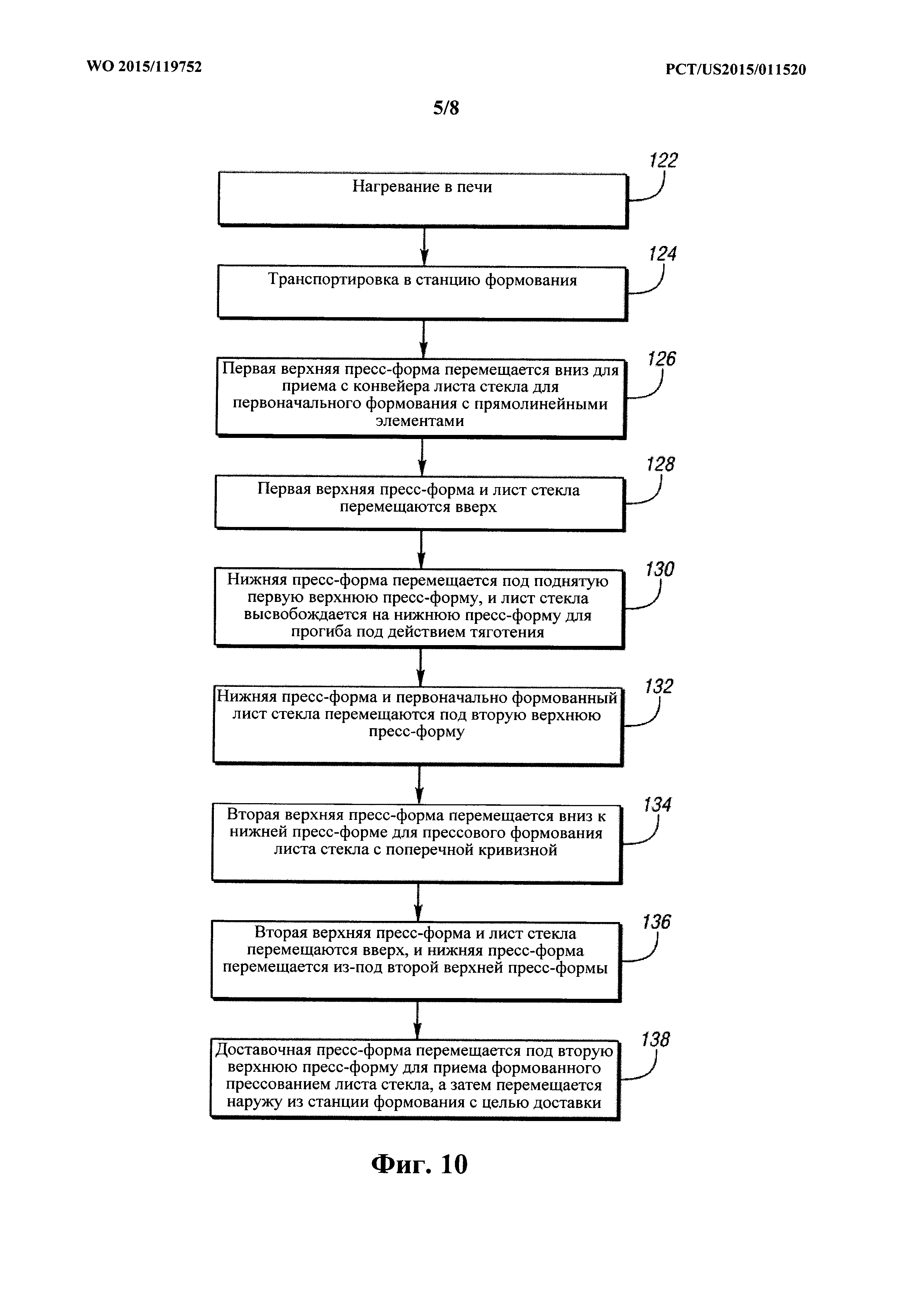
[0030] Фиг. 10 - схема последовательности операций, на которой проиллюстрирована трехстадийная операция формования горячего листа стекла.
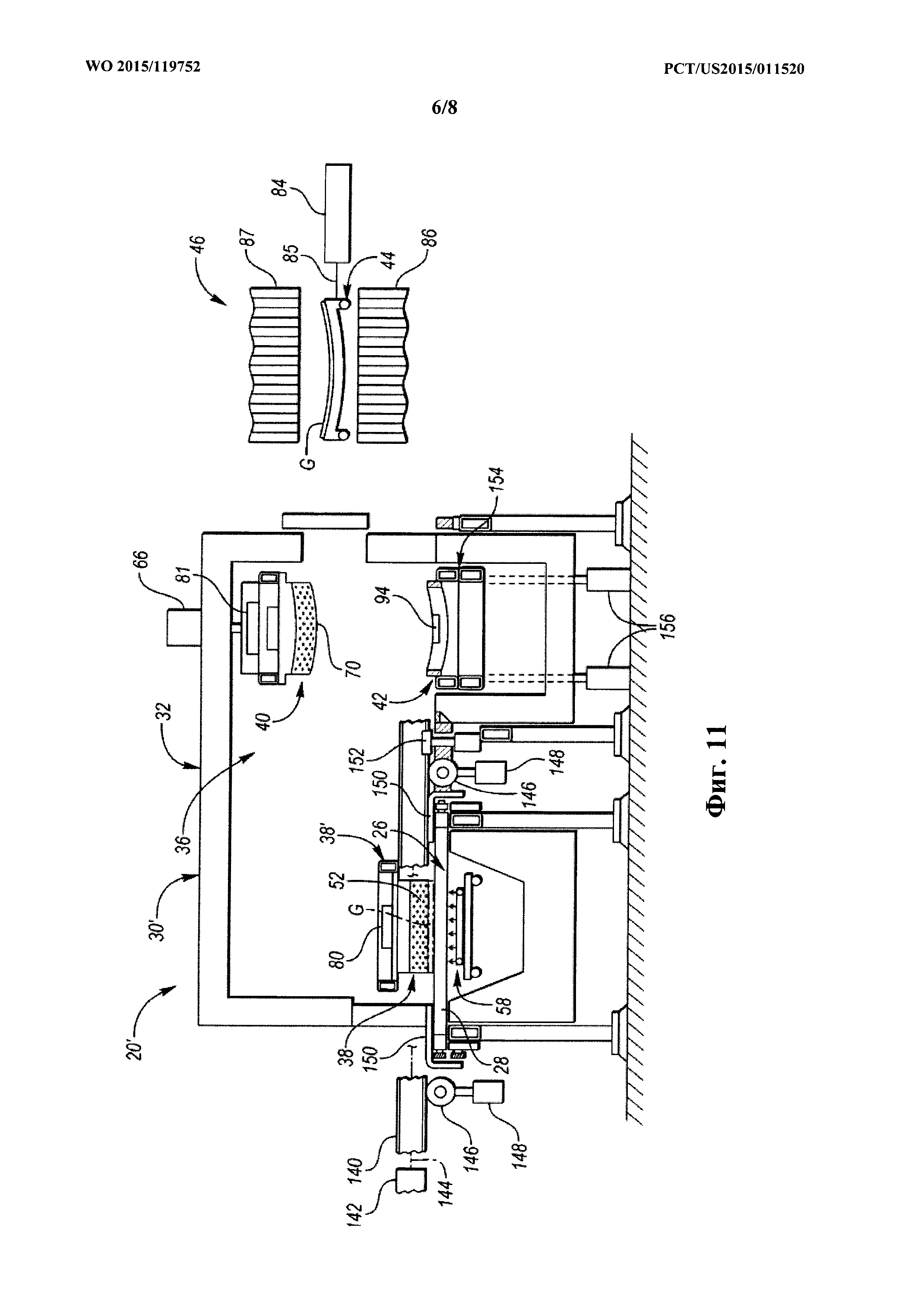
[0031] Фиг. 11 - вид, взятый в том же направлении, что и на фиг.2, но иллюстрирующий другой вариант осуществления станции трехстадийного формования согласно изобретению, также осуществляющей способ изобретения для трехстадийного формования горячего листа стекла.
[0032] Фиг. 12 и 13 - виды в частичном разрезе по фиг. 11, на которых проиллюстрирована обработка листа стекла в ходе рабочего цикла системы.
[0033] Фиг. 14 - схема последовательности операций, на которой проиллюстрирована трехстадийная операция формования горячего листа стекла варианта осуществления станции формования по фиг. 11-13.
ПОДРОБНОЕ ОПИСАНИЕ
[0034] В данном документе, как это требуется, раскрывается подробный вариант осуществления настоящего изобретения, однако следует понимать, что раскрываемый вариант осуществления является лишь примером осуществления изобретения, которое может быть воплощено и в различных и альтернативных формах. Фигуры необязательно вычерчены в масштабе; некоторые элементы могут быть преувеличены или уменьшены для того, чтобы показать подробности конкретных компонентов. Поэтому специфические конструктивные и функциональные подробности, раскрываемые в данном документе, не следует толковать как ограничивающие, но лишь как представительную основу для обучения специалистов в данной области техники практическому применению настоящего изобретения.
[0035] Со ссылкой на фиг. 1, система формования листа стекла, в целом указываемая ссылочной позицией 20, содержит печь 22, содержащую нагревательную камеру 24 для обеспечения нагретой внешней среды для нагревания листов стекла. Конвейер 26 системы транспортирует нагретый лист стекла в целом в горизонтально проходящей ориентации, и, предпочтительно, он относится к типу роликовых конвейеров, содержащих ролики 28, подобные роликам, раскрытым в патентах США №3806312, McMaster; №3934970, McMaster и др., №3947242, McMaster и др.; и №3994711, McMaster и др. Станция 30 трехстадийного формования системы 20, сконструированная в соответствии с настоящим изобретением, выполняет способ по изобретению так, что как станция формования, так и способ формования описываются единым образом для содействия пониманию различных аспектов изобретения. Станция 30 формования содержит конструкцию с прессовым формованием, отчасти похожую на конструкцию из раскрытия вышеупомянутого патента США №4661141 и других патентов США, изложенных выше в разделе «Предпосылки изобретения» данной заявки. Кроме того, станция 30 формования содержит изолированный корпус 32, ограничивающий нагретую камеру 34, в которой, как показано также и на фиг. 2, расположено устройство 36 для формования.
[0036] Как проиллюстрировано на фиг. 2, устройство 36 для формования листа стекла содержит первую верхнюю пресс-форму 38, функционирующую в ходе первой стадии формования горячего листа стекла, вторую верхнюю пресс-форму 40, функционирующую в ходе стадии прессового формования при формовании горячего листа стекла, нижнюю пресс-форму 42, принимающую лист G стекла с первой верхней пресс-формы 38 для его прогиба под действием силы тяжести, перемещающую этот лист стекла от первой верхней пресс-формы ко второй верхней пресс-форме 40 и действующую совместно со второй верхней пресс-формой при проведении прессового формования, и доставочную пресс-форму 44, принимающую формованный лист стекла со второй верхней пресс-формы 40 для его доставки из станции 30 формования, при этом доставка, как раскрывается, происходит в станцию 46 закалки.
[0037] Ссылаясь далее на фиг. 2, схематически указанный привод 48, такой, как один или несколько цилиндров, имеет сочленение(я) 50 с первой верхней пресс-формой 38, чтобы обеспечить ее перемещение между верхним положением над роликовым конвейером 26 и, как показано на фиг. 6, нижним положением, примыкающим к роликовому конвейеру и транспортируемому горячему листу G стекла. Первая верхняя пресс-форма 38 имеет обращенную вниз поверхность 52, имеющую выпуклую вниз форму, показанную на фиг. 6 и проиллюстрированную на фиг. 3 линией 54 воображаемого контура. Поверхность 52 пресс-формы также имеет такие прямолинейные элементы, как элементы, проиллюстрированные линией 56 воображаемого контура, и ей может быть придана цилиндрическая форма или частично коническая форма.
[0038] Множество 58 газовых подъемных струй на станции формования, показанной на фиг. 6, расположено под плоскостью транспортировки С горячего листа стекла и содержит газоструйные насосы 60, подающие направленные вверх газовые струи 62 для подъема листа G стекла вверх с роликового конвейера 26 для первоначального формования и поддерживания листа стекла у обращенной вниз поверхности 52 первой верхней пресс-формы 38, которая затем перемещается вверх в свое верхнее положение с листом стекла, поддерживаемым у ее обращенной вниз поверхности, как показано на фиг. 2. Газоструйные насосы 60 относятся к типу, раскрытому в патентах США №4204854, McMaster и др., и №4356018, McMaster и др., такому, что для обеспечения подъема первичный газовый поток из них индуцирует вторичный газовый поток, во много раз превышающий протяженность первичного газового потока. Обращенная вниз поверхность 52 первой верхней пресс-формы 38 также содержит множество вакуумных отверстий 64, через которые может создаваться вакуум, также обеспечивающий первоначальный подъем листа стекла, а затем поддерживание листа стекла так, как это описывается ниже в данном документе.
[0039] Как показано на фиг. 2, вторая верхняя пресс-форма 40 расположена внутри нагретой камеры 34 корпуса 32 станции формования на определенном расстоянии в горизонтальном направлении и является подвижной в вертикальном направлении посредством привода 66 и сочленения 68, подобных приводу и сочленению, относящимся к первой верхней пресс-форме 38. Указанное вертикальное перемещение второй верхней пресс-формы 40 происходит между верхним положением, расположенным над высотой плоскости транспортировки, и нижним положением (фиг. 7), более близким к высоте плоскости транспортировки. Вторая верхняя пресс-форма 40 содержит обращенную вниз поверхность 70 выпуклой вниз формы с кривизной в поперечных направлениях без каких-либо прямолинейных элементов, как показано на фиг. 4 кривыми линиями 72 и 74 воображаемых контуров. Вторая верхняя пресс-форма 40 также содержит на своей обращенной вниз поверхности 70 множество вакуумных отверстий 76 для формования и поддерживания нагретого листа стекла у второй верхней пресс-формы в ходе цикла формования.
[0040] Также следует упомянуть, что первая и вторая верхние пресс-формы 38 и 40 также могут одновременно перемещаться вверх и вниз посредством единственного привода вместо отдельных приводов.
[0041] Как показано на фиг. 2, схематически указанный источник 78 вакуума раскрывается как выполненный с возможностью создания вакуума у обращенных вниз поверхностей 52 и 70 первой и второй верхних пресс-форм 38 и 40. Фактически, этот источник вакуума может быть обеспечен посредством воздуха под давлением выше атмосферного, подаваемого на газоструйные насосы 80 и 81 на первой и второй верхних пресс-формах 38 и 40, предпочтительно относящихся к типу, раскрытому в патентах США №4202681, McMaster, и №4222763, McMaster, так, чтобы иметь возможность создавать вакуум большей или меньшей величины, а также доставлять воздух под давлением выше атмосферного для обеспечения высвобождения листа стекла в ходе операции формования, что более полно будет описываться ниже в данном документе.
[0042] Нижняя пресс-форма 42, как наилучшим образом проиллюстрировано на фиг. 5, обращена вверх вогнутой вверх формой в поперечных направлениях, дополняющей выпуклую вниз форму обращенной вниз поверхности 70 второй верхней пресс-формы 40. Эта нижняя пресс-форма 42 является подвижной в горизонтальном направлении внутри нагретой камеры 34 корпуса 32 станции формования посредством привода 82 и сочленения 83 в некотором местоположении над плоскостью транспортировки листа стекла под первой верхней пресс-формой 38 в своем верхнем положении, как показано на фиг. 7, с листом стекла, поддерживаемым у ее обращенной вниз поверхности 52. Первая верхняя пресс-форма 38 затем может перемещаться вниз для высвобождения листа стекла на нижнюю пресс-форму 42. Высвобождение листа стекла можно обеспечить путем прекращения поддержания вакуума и прекращения действия направленных вверх газовых струй, доставляемых ранее описанным множеством 58 газовых струй, а также посредством доставки газа под давлением выше атмосферного к поверхности 52 пресс-формы. Первая верхняя пресс-форма 38 затем перемещается вверх в свое верхнее положение, а нижняя пресс-форма 42 и поддерживаемый ею лист стекла перемещаются в горизонтальном направлении под вторую верхнюю пресс-форму 40, в то время как она находится в своем верхнем положении, как показано на фиг. 2. В ходе этого перемещения лист стекла прогибается под действием силы тяжести в форме нижней пресс-формы 42 с кривизной в поперечных направлениях. Вторая верхняя пресс-форма 40 затем перемещается вниз из своего верхнего положения, показанного на фиг. 2, в свое нижнее положение, показанное на фиг. 7, для совместного с нижней пресс-формой 42 действия при прессовом формовании листа стекла с кривизной в поперечных направлениях, а затем вторая верхняя пресс-форма создает вакуум на своей обращенной вниз поверхности 70 для поддерживания листа стекла и перемещается вверх в свое верхнее положение, показанное на фиг. 8.
[0043] Операцию формования листа стекла продолжает нижняя пресс-формой 42, перемещающаяся из-под второй верхней пресс-формы 40 обратно под первую верхнюю пресс-форму 38, как показано в представлении линий воображаемых контуров на фиг. 7, тогда как доставочная пресс-форма 44 перемещается из своего положения по фиг. 2 на станции 46 закалки под вторую верхнюю пресс-форму 40 для приема листа стекла, как показано на фиг. 8, когда поддержание вакуума на второй верхней пресс-форме прекращается, и лист стекла падает на доставочную пресс-форму, которая затем перемещается ее приводом 84 и сочленением 85 наружу из станции формования для доставки формованного прессованием листа стекла, например, для закалки на станции 46 закалки между верхней и нижней закалочными головками 86 и 87, как показано на фиг. 2.
[0044] Для выполнения прессового формования листа стекла, его доставки и закалки, блок 88 управления, показанный на фиг. 1, содержит набор соединителей 90, приводящих в действие роликовый конвейер 26, первую верхнюю пресс-форму 38, вторую верхнюю пресс-форму 40, нижнюю пресс-форму 42, доставочную пресс-форму 44, множество 58 газовых подъемных струй, источник 78 вакуума и станцию 46 закалки.
[0045] В ходе разработки станции 30 формования авторы изобретения определили, что формование листа стекла с поперечной кривизной при первоначальном формовании на верхней пресс-форме может вызывать коробление в центральной рабочей области листа стекла по причине избытка стекла в периферийной части этого листа стекла, если лист стекла обретает кривизну в пересекающихся направлениях в отсутствие прямолинейных элементов, и такое коробление в результате приводит к искаженным оптическим свойствам в отношении пропускания и/или отражения в центральной рабочей области стекла. Также было определено, что использование первой верхней пресс-формы с прямолинейными элементами в ходе первоначальной стадии формования делает возможным формование прогибом под действием силы тяжести, дающим начало поперечной кривизне, а последующее выполнение окончательного прессового формования в отношении листа стекла уменьшает оптические искажения в отношении как пропускания, так и отражения в центральной рабочей области формованного листа стекла.
[0046] Также, для целей данной заявки, термин «прямолинейные элементы» означает прямые линии между двумя противоположными оконечностями поверхности 52 первой верхней пресс-формы и листа стекла после первой стадии формования, и эти прямые линии имеют средние точки, от которых поверхность пресс-формы и первоначально формованный лист стекла расположены на расстоянии не более чем, приблизительно 0,5%, и предпочтительно - не более чем, приблизительно 0,3%, расстояния между оконечностями.
[0047] В раскрываемой станции трехстадийного формования источник 78 вакуума, показанный на фиг. 2, приводится в действие блоком 88 управления, показанным на фиг. 1, посредством набора соединителей 90 для создания вакуума у обращенной вниз поверхности 52 первой верхней пресс-формы для совместного действия с множеством 58 газовых подъемных струй при подъеме листа G стекла с роликового конвейера 26 в контакте с первой верхней пресс-формой на своей обращенной вниз поверхности 52 для первоначального формования и поддерживания листа стекла. После того, как лист G стекла был перемещен вверх и соприкоснулся с обращенной вниз поверхностью 52 первой верхней пресс-формы, описываемый блок 88 управления прекращает действие множества 58 газовых подъемных струй, в то же время продолжает доставлять вакуум, который затем является единственной поддержкой листа стекла на первой верхней пресс-форме.
[0048] Как проиллюстрировано на фиг. 5, нижняя пресс-форма 42 имеет форму кольца, определяющую вогнутую вверх в поперечных направлениях форму, дополняющую обращенную вниз выпуклую форму поверхности 70 второй верхней пресс-формы. Эта форма кольца нижней пресс-формы 42 определяет открытый центр 92 для соприкосновения с листом стекла по его периферии и делает возможным прогиб под действием силы тяжести; однако для того, чтобы управлять прогибом листа стекла под действием силы тяжести в ходе его переноса между первой и второй верхними пресс-формами 38 и 40, нижняя пресс-форма 42 может быть снабжена одним или несколькими вкладышами 94 в своем открытом центре.
[0049] Способ, которым сконструировано и действует устройство для формования при первоначальном формовании листов стекла с прямолинейными элементами на первой стадии формования, дает начало поперечной кривизне посредством прогиба под действием силы тяжести на нижней пресс-форме и впоследствии завершает поперечную кривизну посредством прессового формования, уменьшает центральную деформацию формованного стекла в отношении как пропускания, так отражения в его центральной рабочей области. Конкретнее, в ходе первой стадии формования на первой верхней пресс-форме формованный лист стекла с прямолинейными элементами обладает кривизной только между оконечными частями 96 первой верхней пресс-формы 38, поэтому первоначально не имеется вызывающего деформацию избытка стекла в периферийной части. Последующий прогиб первоначально формованного листа стекла под действием силы тяжести на нижней пресс-форме дает начало поперечному формованию без принудительной деформации стекла из-за избытка периферийного стекла, когда стекло формуют поперечно. В ходе окончательного прессового формования на второй верхней пресс-форме 40, показанного на фиг. 4, оконечные части 100 и боковые части 102 нижней пресс-формы 42, показанные на фиг. 5, прижимают лист стекла к обращенной вниз поверхности 70 второй верхней пресс-формы 40 для создания окончательной поперечной кривизны листа стекла с пониженным искажением в центральной рабочей области формованного листа стекла.
[0050] Если лист стекла имеет в целом прямоугольную форму, первоначальное формование будет приводить к цилиндрической форме, а если лист стекла имеет в целом трапециевидную форму, первоначальное формование будет приводить к частично конической форме, и обе эти формы содержат прямолинейные элементы, поэтому избыток стекла в периферийной части листа стекла в ходе первой стадии формования отсутствует. Как описывалось выше, последующее формование прогибом под действием силы тяжести на нижней пресс-форме для начала формования поперечной кривизны и окончательное прессовое формование завершают формование листа стекла с поперечной кривизной и с уменьшенным искажением центральной рабочей области.
[0051] Со ссылкой на фиг. 9, описываемое множество 58 газовых подъемных струй содержит пару оконечных частей 104, совпадающих с оконечными частями G' листа стекла для обеспечения их первоначального подъема и поддерживания на первой верхней пресс-форме 38, и множество газовых подъемных струй также содержит центральную часть 108, содержащую пару ветвей 110 для обеспечения поддерживания и подъема промежуточной части G'' листа стекла. Газ под давлением нагревается в ходе его течения в нагревательный тракт, а затем через нагревательный тракт в подающие трубопроводы 112 нагретой камеры, подающие газ под давлением к оконечным частям 104, и трубопроводы 114, подающие газ под давлением в центральную часть 108, в обе ее ветви 110. Управление, в целом указанное ссылочной позицией 116, содержит клапаны 118, регулируемым образом управляющие давлением, подаваемым в трубопроводы 112, питающие оконечные части 104, а также управление 116 содержит клапаны 120, регулируемым образом управляющие давлением газа, подаваемого в ветви 110 центральной части 108. Разумеется, клапанное устройство и управление снабжением оконечных частей 104 газовой схемы и центральной части 108, также может быть сконструировано и иными способами, чем конкретный способ, показанный для регулируемого управления величиной подъема и поддерживания на оконечных частях и в промежуточной части листа стекла. Эта операция имеет место после перемещения вниз первой верхней пресс-формы для приема листа стекла для первой стадии формования, и она может быть затем прекращена, тогда как создание вакуума на поверхности первой верхней пресс-формы продолжает осуществляться, продолжая поддерживать этот лист стекла. Поддержание вакуума продолжается до высвобождения листа стекла на нижнюю пресс-форму 42, и прекращение его доставки может сопровождаться подачей воздуха под давлением выше атмосферного посредством газоструйного насоса 80.
[0052] Со ссылкой на схему последовательности операций по фиг. 10, операция прессового формования начинается с нагревания 122 листа G стекла в печи и его последующей транспортировки 124 после нагревания в станцию формования для начала операции прессового формования. Затем, за перемещением вниз первой верхней пресс-формы, иллюстрируемым ссылочной позицией 126, и приемом ею листа G стекла для первоначального формования с кривизной в первом направлении и прямолинейными элементами - во втором поперечном направлении, следует перемещение 128 вверх первой верхней пресс-формы и листа стекла, а затем перемещение 130 нижней пресс-формы под поднятую первую верхнюю пресс-форму и высвобождение листа стекла на нижнюю пресс-форму для его прогиба под действием силы тяжести, дающего начало поперечной кривизне. Нижняя пресс-форма и первоначально формованный лист стекла затем перемещаются, как показано ссылочной позицией 132, под вторую верхнюю пресс-форму, которая затем перемещается вниз, как показано ссылочной позицией 134, для прессового формования первоначально формованного листа стекла с поперечной кривизной. Вторая верхняя пресс-форма затем перемещается вверх, как показано ссылочной позицией 136, и нижняя пресс-форма перемещается из-под второй верхней пресс-формы с последующим перемещением 138 доставочной пресс-формы под вторую верхнюю пресс-форму для приема формованного листа стекла для его доставки. Перемещение вниз второй верхней пресс-формы, показанное ссылочной позицией 134, дает начало прессовому формованию листа стекла совместно с нижней пресс-формой, в то время как ко второй верхней пресс-форме подается вакуум для обеспечения прессового формования в поперечных направлениях с улучшением оптических свойств путем первоначального формования листа стекла с прямолинейными элементами с последующим прогибом под действием силы тяжести перед прессовым формованием.
[0053] Со ссылкой на фиг. 11, другой вариант осуществления станции 30' трехстадийного формования, сконструированной в соответствии с настоящим изобретением, действует для осуществления способа изобретения и содержит многие аналогичные компоненты, действующие подобно компонентам из ранее описанного варианта осуществления, поэтому к подобным компонентам применяются подобные ссылочные позиции, к ним большей частью применимо предыдущее описание, которое поэтому не будет повторяться.
[0054] На станции 30' формования, проиллюстрированной на фиг. 11-13, нагретый лист G стекла на конвейере 26 принимается первой верхней пресс-формой 38 и перемещается в горизонтальном направлении из положения захвата, показанного на фиг. 11, в положение доставки, показанное на фиг. 12, в котором расположена нижняя пресс-форма 42, что отличается от предыдущего варианта осуществления тем, что нижняя пресс-форма предусматривает перемещение в горизонтальном направлении. По существу, когда происходит прогиб под действием силы тяжести на нижней пресс-форме, для такого прогиба под действием силы тяжести имеется меньше времени, и, таким образом, можно более точно регулировать форму. После выкладывания первой верхней пресс-формой 38 листа стекла на нижнюю пресс-форму 42, первая верхняя пресс-форма 38 перемещается обратно из своего положения доставки по фиг. 12 в свое положение захвата по фиг. 11, а вторая верхняя пресс-форма 40 перемещается вниз, как показано на фиг. 13, для совместного действия с нижней пресс-формой при прессовом формовании листа стекла так, как это описано ранее. После прессового формования вторая верхняя пресс-форма 40 перемещается вверх с листом стекла, поддерживаемым у обращенной вниз поверхности 70 посредством создания вакуума, как было описано ранее, и доставочная пресс-форма 44, показанная на фиг. 11, перемещается из станции 46 закалки в станцию 30' формования для приема листа стекла для его перемещения обратно в станцию закалки между верхней и нижней закалочными головками 86 и 87 для закалки, что также было описано ранее.
[0055] Как показано на фиг. 11, первая верхняя пресс-форма 38 содержит раму 38', поддерживаемую удлиненными балками 140 (показана только одна) и перемещаемую приводом 142 посредством сочленения 144. Эти балки 140 поддерживаются связанными с ними роликами 146, установленными посредством приводов 148 для обеспечения перемещения балок в вертикальном направлении и, таким образом, перемещения в вертикальном направлении первой верхней пресс-формы 138 в ходе ее работы. Конкретнее, первая верхняя пресс-форма 38 может перемещаться вниз на расстояние, приблизительно, половина дюйма (12-15 мм) от конвейера 26 для первоначального захвата листа стекла, а затем может перемещаться вверх для того, чтобы переместиться над крышками 150 приводного механизма, расположенными на концах конвейерных роликов 28 для уменьшения теплового потока изнутри станции формования в окружающую среду предприятия. Боковые ролики 152 также соприкасаются с балками для обеспечения бокового позиционирования первой верхней пресс-формы 38 между ее положением захвата, показанным на фиг. 11, и ее положением доставки, показанным на фиг. 12.
[0056] Таким образом, станция 30' формования, проиллюстрированная на фиг. 11-13, также содержит три рабочие стадии, в которых лист стекла подвергается формованию на первой верхней пресс-форме 38 с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, посредством силы тяжести на нижней пресс-форме 42 после его приема с первой верхней пресс-формы 38 в своем положении доставки, показанной на фиг. 12, и, в конечном итоге - посредством прессового формования между второй верхней пресс-формой 40 и нижней пресс-формой 42, как показано на фиг. 13.
[0057] Для вертикального перемещения нижняя пресс-форма 42, как проиллюстрировано, поддерживается рамной конструкцией 154, поддерживаемой такими приводами 156, как винтовые домкраты. Это вертикальное перемещение может быть направлено вниз для того, чтобы позволить первой верхней пресс-форме 38 перемещаться в положение над нижней пресс-формой 42, а затем вверх, так чтобы высвобождение листа стекла происходило в более тесно расположенной взаимосвязи для управления позиционированием. В дополнение, для выполнения прессового формования вертикальное перемещение нижней пресс-формы 42 также может быть использовано в содействии с вертикальным перемещением второй верхней пресс-формы 40.
[0058] Со ссылкой на схему последовательности операций по фиг. 14, вариант осуществления по фиг. 11-13 выполняет операцию прессового формования, начинающуюся с нагревания 158 листа G стекла в печи и его последующей транспортировки 160 в станцию формования с последующим приемом первой верхней пресс-формой листа стекла с транспортировки для первоначального формования с прямолинейными элементами на первой стадии, а затем горизонтального перемещения 164 первой верхней пресс-формы и листа стекла в положение над нижней пресс-формой. Затем высвобождение 166 листа стекла с первой верхней пресс-формы на нижнюю пресс-форму обеспечивает прогиб под действием силы тяжести на второй стадии, которая может быть выполнена за более короткое время, чем тогда, когда нижняя пресс-форма перемещается в горизонтальном направлении, вторая верхняя пресс-форма на этапе 168 перемещается вниз к нижней пресс-форме для прессового формования с поперечной кривизной на третьей стадии, и на этапе 170 вторая верхняя пресс-форма и лист стекла перемещаются вверх с последующим перемещением 172 доставочной пресс-формы под вторую верхнюю пресс-форму для приема формованного прессованием листа стекла, а затем перемещает его наружу из станции формования для доставки.
[0059] Оба варианта осуществления изобретения могут обладать сокращенным временем цикла посредством вертикального позиционирования описываемых конструкций. В варианте осуществления по фиг. 1-10 вертикальное позиционирование позволяет как нижней пресс-форме 42, так и доставочной пресс-форме 44 одновременно находиться под второй верхней пресс-формой 40, поэтому последовательные циклы перекрываются, сокращая время цикла. В варианте осуществления по фиг. 11-14 вертикальное позиционирование позволяет как первой верхней пресс-форме 38, так и доставочной пресс-форме 44 одновременно находиться под второй верхней пресс-формой 40, поэтому последовательные циклы перекрываются, сокращая время.
[0060] В обоих вариантах осуществления также возможно содействие подъемным струям посредством механического прессования листа стекла у первой верхней пресс-формы 38 на ее обращенной вниз поверхности 52 для того, чтобы обеспечить полный контакт стекла с ней даже при сильной кривизне в одном или нескольких местоположениях. Прессование этого типа может быть выполнено при наличии прессового элемента или пары прессовых элементов, установленной на первой верхней пресс-форме 38 и приводимой в действие блоком 88 управления посредством привода(ов), проходящих между верхней пресс-формой и прессовым элементом, и способных поворачиваться или иначе перемещаться относительно верхней пресс-формы. См. патент США №4514208, Nitschke, в котором раскрыто механическое прессование у верхней пресс-формы.
[0061] Все вышеупомянутые патенты переуступлены заявителю настоящей заявки и, посредством этого, ссылкой включаются в данный документ.
[0062] В то время как выше описаны примерные варианты осуществления, не предполагается, что эти варианты осуществления описывают все возможные формы изобретения. Скорее, слова, использованные в раскрытии, являются словами для описания, а не для ограничения, и следует понимать, что различные изменения могут быть сделаны без отступления от духа и объема изобретения. Кроме того, признаки различных реализующих вариантов осуществления могут комбинироваться с образованием дальнейших вариантов осуществления.
Реферат
Изобретение относится к трехстадийному формованию листа стекла с поперечной кривизной. Станция и способ формования листа стекла содержат первую и вторую верхние пресс-формы и нижнюю пресс-форму для обеспечения трехстадийного формования. На первой стадии стекло изгибается на верхней пресс-форме, но сохраняет прямолинейные элементы, поперечные кривизне. Перенос первоначально формованного листа стекла с первой верхней пресс-формы на нижнюю пресс-форму затем обеспечивает вторую стадию формования под действием силы тяжести. На третьей стадии лист стекла подвергается прессовому формованию между второй верхней пресс-формой и нижней пресс-формой. Технический результат – уменьшение оптических искажений в центральной рабочей области формованного листа стекла. 3 н. и 36 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для формования плоского листа стекла и способ формования плоского листа стекла
Комментарии