Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления - RU2623404C1
Код документа: RU2623404C1
Чертежи
Описание
Группа изобретений относится к технологии производства сложнопрофильных крупногабаритных изделий из кварцевой керамики объемом до 60 л для стекловарения, в частности к изготовлению тиглей с донным патрубком из кварцевой керамики.
Из уровня техники известен тигель с донным отверстием из кварца для стекловарения (патент JPH0397629, МПК С03В 5/08; С03В 5/26, опубл. 23.04.1991). Платиновый патрубок вставляют в донное отверстие тигля и фиксируют с помощью фланца снаружи. Платиновый патрубок при варке стекла охлаждают водой или газом. К недостаткам известного тигля можно отнести использование дорогостоящего платинового патрубка, необходимость его охлаждения при варке стекла, а также трудоемкость сборки элементов конструкции.
В патенте Китая №201062229, опубл. 21.05.2008, по индексу МПК С03В 5/08, заявлен тигель прямоугольного профиля с донным патрубком из кварцевой керамики, при этом в патрубок вставлена платиновая трубка, а в месте стыковки платиновой трубки и донного патрубка подведено водяное охлаждение. К недостаткам аналога можно отнести необходимость сборки элементов в одну конструкцию, использование при этом дорогостоящего платинового патрубка, необходимость создания системы охлаждения платинового патрубка при варке стекла, а также нерациональная форма тигля, не обеспечивающая слив через донный патрубок всего объема стекломассы при варке.
Для получения тигля с заданной геометрией внутренней части и равномерной толщиной стенки использовали только сердечник из гипса. Недостатки гипсового сердечника:
1/ если сердечник «активный», т.е. формирование черепка происходит на поверхности формы и на поверхности сердечника возможно образование раковин (полостей) между двумя слоями черепка. Кроме того, активная поверхность сердечника способствует созданию сильных напряжений в черепке при извлечении сердечника из формы;
2/ неактивный (т.е. не формирующий черепок) сердечник, изготовленный из гипса, очень трудно извлечь, не повредив внутреннюю поверхность тигля. Кроме того, часто образуются дефекты в виде раковин (воздушных пузырей) из-за низкой смачиваемости гипсовой поверхности сердечника.
Для устранения указанных недостатков предлагается изобретение, представляющее собой группу объектов, объединенных единым изобретательским замыслом: способ изготовления тигля сложной конфигурации с донным патрубком из кварцевой керамики и устройство для его осуществления.
Технический результат - получение тигля с донным патрубком из кварцевой керамики с равномерной толщиной стенок, представляющего собой единое неразъемное изделие, длину и диаметр выпускного отверстия у которого можно изменять в соответствии с требованиями процесса наплава и выпуска стекломассы.
Способ изготовления тигля сложной конфигурации с донным патрубком из кварцевой керамики заключается в последовательном изготовлении тигля с донным отверстием и патрубка с последующим соединением их в одно изделие.
Способ изготовления тигля с донным патрубком из кварцевой керамики, включающий изготовление отдельно друг от друга заготовок для тигля с донным отверстием и патрубка и последующее соединение полученных заготовок в одно изделие, для чего используют гипсовые формы, в которых с зазором, равным толщине стенок будущей заготовки тигля или патрубка, устанавливают вкладыши, выполненные из инертного материала, и соответствующие формам заготовок тигля и патрубка, в образованные зазоры заливают шликер из крупки кварцевого стекла с содержанием SiO2 не менее 96 масс. %, таким образом формуют изделия-сырцы тигля с донным отверстием и патрубка, извлекают вкладыши и высушивают изделия-сырцы в гипсовых формах на воздухе не менее 48 часов, затем удаляют гипсовые формы, а из полученных заготовок тигля с донным отверстием и патрубка осуществляют их сборку в одно изделие путем закрепления патрубка в штативе, на который устанавливают опорное кольцо, после чего сверху подводят тигель таким образом, чтобы часть патрубка выше опорного кольца выступала на небольшое расстояние над внутренней стенкой тигля, а в заключении заливают шликер между пустотами, образовавшимися между сопряженными для закрепления частями внешней стенки патрубка и внутренней стенки тигля с донным отверстием, полученную форму тигля с донным патрубком сушат на воздухе не менее 72 часов, затем подвергают обжигу при ступенчатом поднятии температуры от 20 до 1200°С с выдержкой до 2-х часов на каждом температурном интервале, при скорости подъема температуры от 50°С/час до 150°С/час, после чего инерционно охлаждают.
Устройство для изготовления тигля с донным отверстием, содержащее гипсовую форму, имеющую гипсовое основание с донным отверстием, расположенным в центре, на которое установлен гипсовый корпус, выполненный в виде полого цилиндра, в гипсовую форму вставлен вкладыш из инертного материала, состоящий из жесткого чашеобразного сердечника, на который надета гибкая оболочка, повторяющая форму сердечника, дно которой снаружи выполнено с выступающим наружу основанием, диаметр которого соответствует технологическому сопряжению с патрубком, и имеет центральное отверстие, при этом сердечник с надетой на него оболочкой жестко зафиксирован с помощью металлического анкера, вставленного в центральной части сердечника по вертикали, и снабженного металлическим рымом с выступающим сверху кольцом, а также крепежным болтом снаружи снизу гипсового основания, при этом сверху на гипсовую форму надето центровочное кольцо, снабженное щелевыми отверстиями.
Тигель с донным патрубком и патрубок изготавливают из кварцевой керамики. Исходное сырье для керамики - шликер из крупки кварцевого стекла. Керамика содержит SiO2 не менее 96 масс. %. Тигель с донным патрубком изготавливают шликерным литьем наливным способом.
Группа изобретений поясняется чертежами:
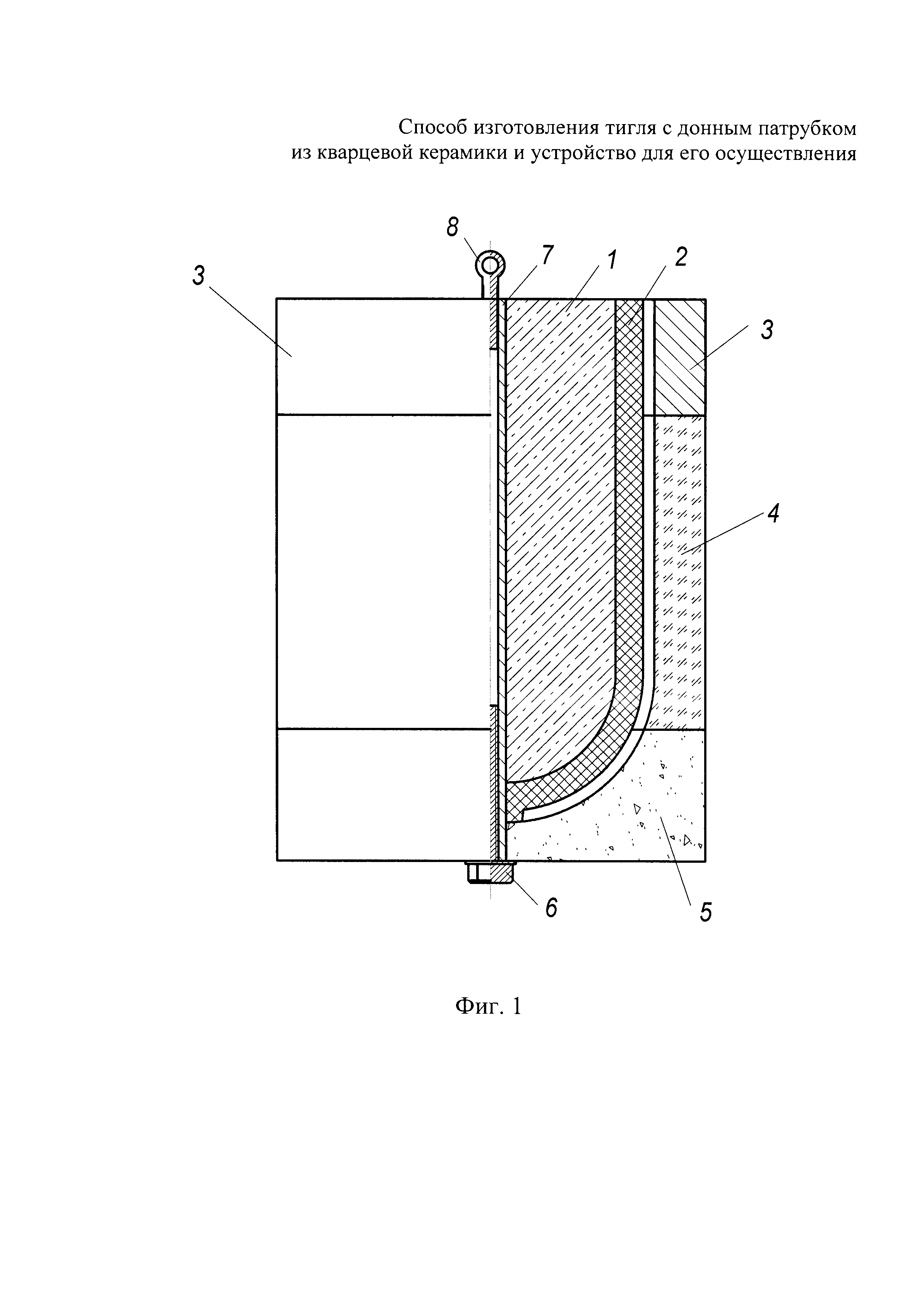
- на Фиг. 1 схематично изображено устройство для получения тигля с донным отверстием в собранном виде с разрезом по вертикали, где 1 - сердечник, выполненный из пенополиуретана, 2 - оболочка сердечника, выполненная из силикона, 3 - центровочное кольцо, выполненное из пенополиуретана, 4 - корпус гипсовой формы, 5 - основание гипсовой формы, 6 - крепежный болт, 7 - металлический анкер, 8 - металлический рым. Между внутренней стенкой гипсовой формы и оболочкой сердечника 2 образован зазор, соответствующий расчетной величине толщины тигля;
- на Фиг. 2 показан вид сверху устройства для получения тигля с донным отверстием, где 9 - щелевые отверстия на центровочном кольце 3;
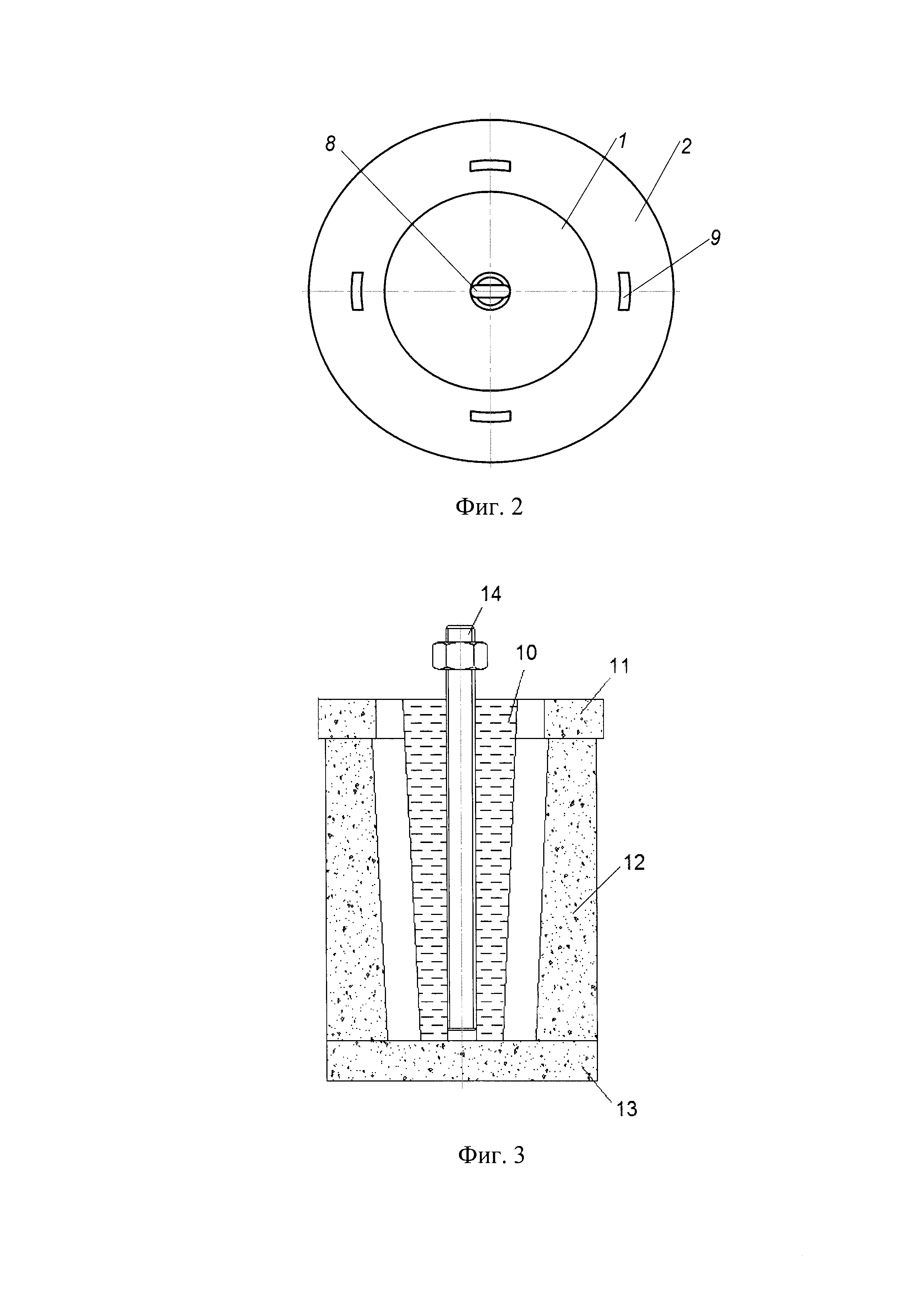
- на Фиг. 3 схематично изображено устройство для получения донного патрубка, где 10 - вкладыш-сердечник, выполненный из силикона в виде усеченного конуса, 11 - опорное гипсовое кольцо, 12 - корпус гипсовой формы, внутренняя поверхность которого выполнена в виде усеченного конуса, 13 - основание гипсовой формы, 14 - металлический стержень с накрученной гайкой;
- на Фиг. 4 показан вид сверху устройства для получения донного патрубка, где 15 - образующиеся зазоры между опорным кольцом 11 и вкладышем-сердечником 10;
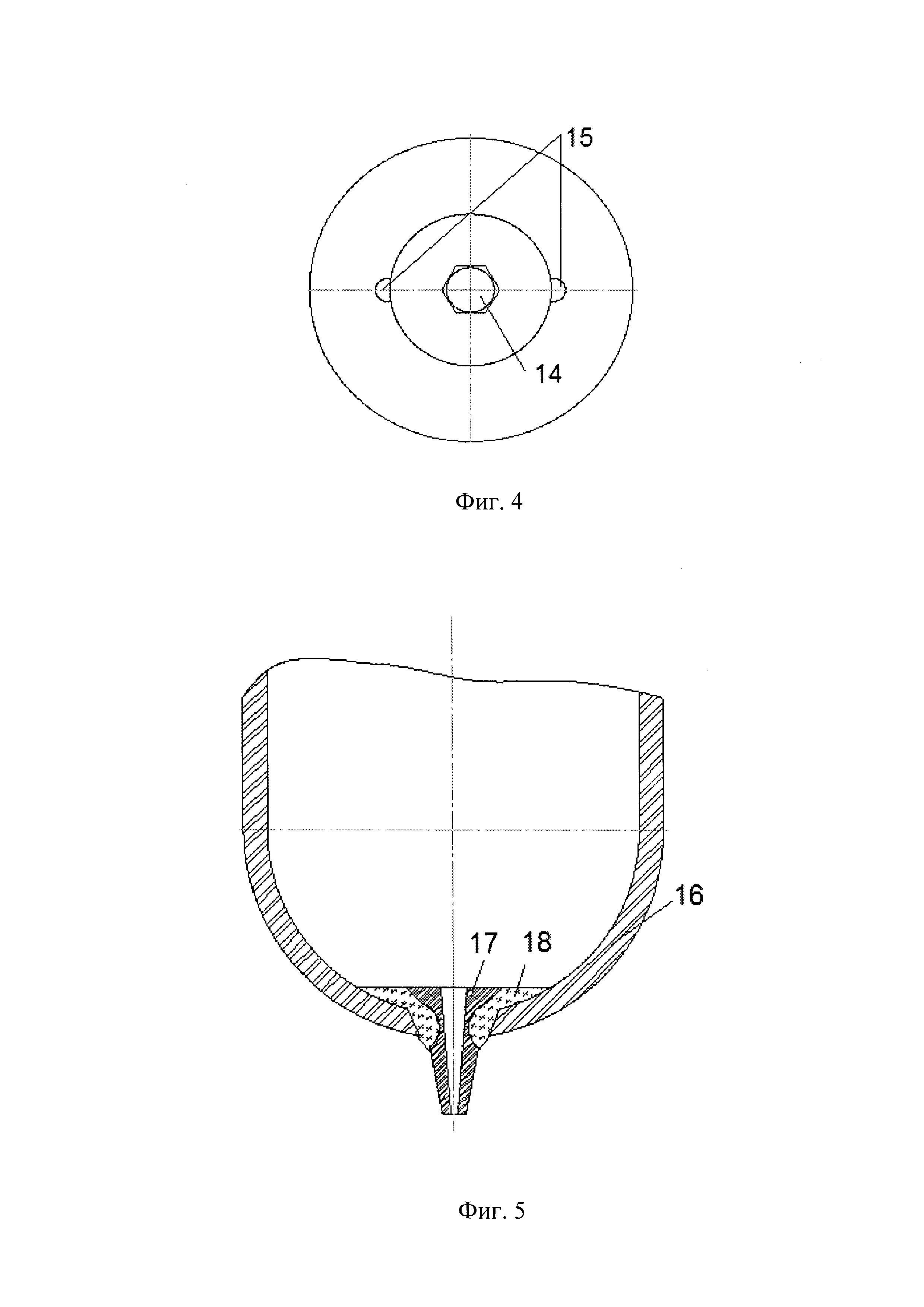
- на Фиг. 5 схематично изображен в разрезе тигель 16 с донным патрубком 17, образующийся слой керамики 18 в процессе соединения патрубка 17 и тигля 16 с донным отверстием.
Осуществление изобретения.
Сначала изготавливают тигель с донным отверстием с помощью устройства для его изготовления. Устройство для изготовления тигля с донным отверстием собирают следующим образом (см. Фиг. 1):
1. Основание гипсовой формы 5 устанавливают на деревянный поддон (на чертеже не показан).
2. На основание 5 гипсовой формы устанавливают корпус гипсовой формы 4 (фиксация за счет соединения «шип-паз»).
3. На верхнюю кромку корпуса гипсовой формы 4 устанавливают центровочное кольцо 3.
4. Затем на сердечник 1 надевают оболочку 2 сердечника, после чего сердечник 1 с надетой на него оболочкой 2 опускают в гипсовую форму.
5. С помощью крепежного болта 6 жестко фиксируют сердечник 1 на основании гипсовой формы 5 снаружи.
6. Затем в места щелевых отверстий 9 центровочного кольца 3 (см. Фиг. 2) устанавливают пластиковые стаканы (на чертеже не показаны) и начинают через них заливку шликера (суспензия кварцевого стекла). Число щелевых отверстий - литников целесообразно в количестве четырех. Шликер заливают одновременно в два щелевых отверстия 9, расположенных друг напротив друга для формирования равномерной толщины стенки тигля.
По мере снижения уровня шликера в заполняемом зазоре в результате впитывания водной составляющей в гипсовую форму осуществляют его одновременное пополнение во всех четырех отверстиях. Щупом в виде металлического стержня определяют высоту набора черепка, опуская его в каждое щелевое отверстие 9.
7. При достижении необходимого уровня черепка снимают пластиковые стаканы, убирают остаток шликера в них с помощью резиновой груши. Откручивают крепежный болт 6, устанавливают на поверхности центровочного кольца 3 съемное устройство (П-образное) (на чертеже не показано), с помощью которого извлекают жесткий сердечник 1, при этом оболочка 2 сердечника остается в гипсовой форме.
Съемное устройство закрепляют с помощью анкера 7 на рыме 8, за счет вращения которого жесткий сердечник 1 поднимается вверх. Затем вынимают силиконовую оболочку 2. После очистки щелевых отверстий 9 от остатков шликера снимают центровочное кольцо 3. Полученное изделие-сырец тигля сушат на воздухе в гипсовой форме 4 в течение ~ 48 часов, получая уже заготовку тигля.
8. После сушки основание гипсовой формы 5 убирают, а гипсовый корпус 4 с заготовкой тигля подвешивают на тали. Затем с помощью поворотного устройства из гипсовой корпуса 4 вынимают тигель.
9. Аналогично изготавливают патрубок с помощью гипсовой формы, в которую помещен вкладыш-сердечник 10, выполненный из инертного материала, например из силикона. Гипсовая форма состоит из опорного гипсового кольца 11, корпуса 12 и основания 13. Заготовку патрубка получают путем одновременной заливки шликера в зазоры 15 опорного кольца 11 и между сердечником 10 и гипсовой формой. Металлический стержень 14 внутри сердечника-вкладыша 10 необходим для удобства извлечения сердечника-вкладыша 10 из гипсовой формы после набора черепка донного патрубка.
Для придания внешней формы патрубка, которая имеет изгиб в зоне соединения с донным отверстием тигля, его дополнительно обрабатывают ручным способом в сухом виде перед сборкой с заготовкой тигля.
10. После сушки осуществляют соединение патрубка 17 с тиглем 16 в районе донного отверстия в одно изделие следующим образом: патрубок 17 закрепляют в штативе, затем устанавливают на нем опорное кольцо (на чертеже не показано), после чего сверху подводится тигель 16 таким образом, чтобы часть патрубка выше опорного кольца выступала на небольшое расстояние над внутренней стенкой тигля, в заключении заливают шликер между пустотами 18, образовавшимися между внешними стенками патрубка 17 и стенками донного отверстия тигля 16. Полученную заготовку тигля с донным патрубком сушат на воздухе не менее 72 часов. Затем высушенное изделие подвергают обжигу при ступенчатом поднятии температуры от 20 до 1200°С с выдержкой на каждом температурном интервале до 2-х часов на каждом температурном интервале, при скорости подъема температуры от 50°С/час до 150°С/час, после чего инерционно охлаждают.
Заявляемая группа изобретений образует единый изобретательский замысел: способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления. Тигель с донным патрубком из кварцевой керамики представляет собой единое неразъемное изделие со стенками равномерной толщины. В зависимости от технологических параметров процесса наплава и выпуска стекломассы длину и диаметр выпускного отверстия патрубка можно варьировать. Кроме этого, возможно многократное использование устройства для получения тигля с донным отверстием для производства таких тиглей, а также использование конструктивных элементов устройства, выполненных из доступных и недорогих материалов, что позволит существенно снизить себестоимость процесса изготовления тиглей с донным патрубком.
Реферат
Изобретение относится к технологии производства тигля с донным патрубком из кварцевой керамики. Технический результат - получение тигля с донным патрубком из кварцевой керамики с равномерной толщиной стенок. Изготавливают отдельно друг от друга заготовки тигля с донным отверстием и патрубка. В гипсовые формы устанавливают вкладыши с зазором, равным толщине стенок будущей заготовки тигля или патрубка. В зазоры заливают шликер из крупки кварцевого стекла. Формуют заготовки тигля и патрубка. Извлекают вкладыши и высушивают заготовки в гипсовых формах на воздухе не менее 48 часов. Удаляют гипсовые формы. Осуществляют сборку заготовок тигля и патрубка в одно изделие. Закрепляют патрубок в штативе, на который устанавливают опорное кольцо. Сверху подводят тигель таким образом, чтобы часть патрубка выше опорного кольца выступала на небольшое расстояние над внутренней стенкой тигля. Между пустотами, образовавшимися между сопряженными для закрепления частями внешней стенки патрубка и донной части тигля, заливают шликер. Проводят сушку на воздухе не менее 72 часов. Затем обжигают при ступенчатом поднятии температуры от 20 до 1200°C с выдержкой до 2-х часов на каждом температурном интервале, при скорости подъема температуры от 50°C/час до 150°C/час. 2 н.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления изделия из спеченного аморфного кремнезема, а также форма и шликер, используемые в этом способе
Комментарии