Ячеистая структура, ее изготовление и использование - RU2608768C2
Код документа: RU2608768C2
Чертежи







Описание
Данное изобретение относится к пластмассовым ячеистым структурам (и, в частности, но не исключительно, к геосетке), получаемым посредством растяжения исходного пластмассового листового материала, снабженного решеткой отверстий, так что полученная ячеистая структура содержит множество структур из в основном параллельных ребер, проходящих продольно в направлении растяжения, и множество структур из в основном параллельных стержней, проходящих поперек структурам из ребер, при этом указанные реберные структуры и указанные стержневые структуры соединены друг с другом с помощью областей соединений в расположенных на расстоянии друг от друга местах вдоль их соответствующей длины, при этом реберные структуры разделены вдоль своей длины на чередующиеся области соединения и реберные сегменты (или пряди), а стержневые структуры разделены вдоль своей длины с помощью чередующихся реберных сегментов и областей соединения. Для удобства такая ячеистая структура называется здесь также ячеистой структурой заданного вида. Изобретение относится также к способам изготовления и применения таких структур.
Геосетки используются для усиления или армирования состоящего из частиц материала (например, почвы или заполнителя) в геоинженерных конструкциях. В частности, геосетка заделывается в состоящий из частицы материал конструкции, так что этот материал может затем удерживаться в открытых ячейках геосетки. Толщина геосетки, измеренная в области соединения, обычно больше 0,5 мм или 0,75 мм и может быть больше примерно 1,00 мм, или 1,5 мм, или 2,00 мм.
Геосетки можно изготавливать различным образом, например посредством сварки "сшиванием" тканей, выполненных, например, из полиэфирных нитей, и нанесения гибкого покрытия, такого как покрытие ПВХ или битумное покрытие, или посредством ткачества или вязания или даже соединения вместе ориентированных пластмассовых прядей. Однако данное изобретение относится к геосеткам (и другим ячеистым структурам), которые образованы посредством растяжения исходного пластмассового листового материала, который снабжен решеткой отверстий (например, прямоугольной или другой подходящей решеткой), которые образуют ячейки в конечном изделии.
Операция растяжения обеспечивает молекулярную ориентацию полимера в направлении растяжения. Степень ориентации обычно представляется с помощью степени растяжения, которая является отношением расстояния между двумя точками на поверхности геосетки к расстоянию между соответствующими точками на исходном материале (т.е. перед растяжением). Степени растяжения можно определять с помощью «истинных линий», которые являются линиями, нанесенными (обычно посредством печати или черчения) на исходный материал, обычно в двух перпендикулярных направлениях. Ориентация в конкретном месте может быть определена в виде степени растяжения между двумя опорными точками, по одной на каждой из двух истинных линий, расположенных по обе стороны от места, где подлежит измерению ориентация, при этом указанные опорные точки расположены вблизи указанного места. Истинные линии используются в основном лишь для экспериментов, а не в производстве.
Геосетки, изготовленные посредством растяжения таких исходных пластмассовых листовых материалов, могут быть ориентированы одноосно или двухосно. В случае одноосноориентированной сетки растяжение осуществлялось лишь в одном направлении, в то время как двухосноориентированная сетка изготавливается с применением двух операций растяжения поперек друг друга, при этом операции обычно выполняются перпендикулярно друг другу и последовательно. Такие технологии изготовления одноосноориентированных и двухосноориентированных ячеистых структур посредством растяжения исходного пластмассового листового материала в одном направлении (для одноосноориентированного изделия) или в двух направлениях (для двухосноориентированного изделия) раскрыты, например, в GB-A-2035191 (эквивалент US 4374798) и EP-A-0374365 (эквивалент US 5053264).
Кроме того, в GB-А-2124965 раскрыт способ изготовления двухосноориентированной ячеистой структуры с использованием операции растяжения в единственном направлении. Исходный материал для этого процесса имеет параллельные друг другу основные зоны, разделенные рядами отверстий или выемок. Исходный материал растягивают параллельно основным зонам без поперечного сужения с целью растяжения основных зон в непрерывно ориентированные пряди (проходящие в продольном направлении ячеистой структуры), соединенные друг с другом с помощью поперечных, имеющих меньшее поперечное сечение прядей, которые образованы из зон (формирующих поперечные пряди зон) между отверстиями или выемками в каждом ряду. Эти зоны имеют меньшую ширину (при измерении в направлении, параллельном основным зонам), что приводит к тому, что они вытягиваются поперечно основным зонам в результате уменьшения ширины этих основных зон при растяжении. Получающиеся поперечные, имеющие меньшее поперечное сечение пряди имеют ориентацию в основном вдоль их длины (т.е. поперек основным зонам). В качестве иллюстрации в примерах выполнения 1-4 в GB-А-2124965 используются исходные пластмассовые листовые материалы с образующими поперечные пряди зонами, имеющими ширину в направлении, параллельном основным зонам, 0,8 мм, 1,525 мм, 0,8 мм и 1,65 мм соответственно. Расчетная степень растяжения поперечных, имеющих меньшее поперечное сечение прядей, измеренная в направлении, поперечном основным зонам, составляет 3,03:1, 2,26:1, 4,06:1 и 2,58:1 соответственно.
При более подробном рассмотрении изготовления одноосноориентированных геосеток решетку отверстий в исходном пластмассовом листовом материале можно рассматривать как состоящую из первых рядов отверстий, проходящих в первом направлении, и вторых рядов отверстий, проходящих во втором направлении, которое поперечно (и в основном перпендикулярно) первому направлению. При изготовлении одноосноориентированной геосетки исходный пластмассовый листовой материал растягивается параллельно первому направлению. Это приводит к образованию указанных выше реберных структур из зон исходного материала между соседними первыми рядами отверстий и к образованию стержневых структур из зон материала между соседними вторыми рядами отверстий. Дополнительно к этому образуются пряди (или реберные сегменты) посредством растяжения воображаемых «образующих пряди зон», которые являются зонами исходного материала между соседними отверстиями во вторых рядах. Пряди (или реберные сегменты), образованные с помощью операции такого растяжения, молекулярно ориентированы в направлении растяжения.
Одноосноориентированные сетки широко используются в применениях, где напряжение возникает в основном в одном направлении, например при усилении насыпей или модульных блочных сдерживающих стенок. В таких структурах напряжения передаются от подлежащего усилению, состоящего из частиц материала вдоль реберных структур и в стержни. Молекулярная ориентация реберных сегментов вдоль их длины является, естественно, основой пригодности одноосноориентированных геосеток для использования в усилительных применениях, где напряжение действует в основном в одном направлении.
Обычно одноосноориентированные геосетки выполнены так, что, при рассматривании в направлении длины реберной структуры, степень растяжения в средней точки пряди (или реберного сегмента) составляет примерно 8:1. Стержневые сегменты имеют в обычной одноосноориентированной геосетке ширину 16-20 мм при измерении в направлении, параллельном длине реберных сегментов, и содержат по существу неориентированный полимер. В частности, полимер по существу не ориентирован вдоль длины и ширины стержневых сегментов, а также в области соединения при рассматривании как вдоль длины реберной структуры, так и по длине стержневой структуры. Понятно, что вес неориентированного полимера в поперечной стержневой структуре может составлять значительную процентную долю всего веса одноосноориентированной геосетки. Таким образом, если учитывать, что наиболее эффективным использованием полимера в геосетках является при его ориентации в прядях (поскольку это обеспечивает улучшенные механические свойства и меньший вес), то становится понятно, что относительно большое количество неориентированного полимера в стержневых структурах (стержневых сегментах и областях соединения) приводит к уменьшению эффективности геосетки. Предпринимались попытки преодоления этого недостатка посредством простого уменьшения количества поперечных стержневых структур на единице длины геосетки. Хотя количество стержневых структур на единице длины уменьшалось, ширина этих стержневых структур (при измерении в направлении, параллельном продольному прохождению ребер) оставалась относительно неизменной в диапазоне от 16 до 20 мм. Такая ширина отвечает двум требованиям. Во-первых, она позволяет соединять стержневые сегменты геосетки с блочной стенкой геоинженерной структуры с помощью обычных доступных соединительных средств. Во-вторых, ширина такова, что мала вероятность разрушения полос прежде разрушения реберных сегментов.
Поэтому задачей данного изобретения является устранение или смягчение указанных выше недостатков.
Согласно первому аспекту данного изобретения, предлагается выполненная в виде единого целого ячеистая структура из пластмассового материала, изготовленная посредством растяжения исходного пластмассового листового материала, выполненного с решеткой отверстий, при этом ячеистая структура содержит множество в основном параллельных реберных структур, проходящих продольно в первом направлении, параллельном направлению растяжения, и множество в основном параллельных стержневых структур, проходящих во втором направлении, поперечном реберным структурам, при этом указанные реберные структуры и указанные стержневые структуры соединены друг с другом областями соединения в расположенных на расстоянии друг от друга местах вдоль их соответствующей длины, за счет чего реберные структуры разделены вдоль своей длины на чередующиеся области соединения и реберные сегменты, и стержневые структуры разделены вдоль своей длины с помощью чередующихся стержневых сегментов и области соединения, при этом:
а) реберные структуры выполнены так, что реберные сегменты ориентированы в первом направлении вдоль их длины, и ориентация в первом направлении проходит через области соединения, соединяющие два таких ориентированных реберных сегмента, и
b) стержневые структуры выполнены так, что их полная степень растяжения во втором направлении составляет максимально 1, и все места вдоль длины стержневых структур имеют максимально ориентацию, равную 1,5, во втором направлении.
Согласно второму аспекту данного изобретения, предлагается способ изготовления выполненной в виде единого целого ячеистой структуры из пластмассового материала, содержащий:
i) обеспечение исходного пластмассового листового материала, имеющего отверстия, расположенные в регулярном решетчатом порядке, так что имеются параллельные первые ряды отверстий в первом направлении и параллельные вторые ряды отверстий во втором направлении, поперечном первому направлению, за счет чего указанный исходный материал имеет образующие стержневые структуры зоны, заданные между соседними вторыми рядами отверстий, и образующие реберные структуры зоны, заданные между соседними первыми рядами отверстий, и
ii) растяжение указанного материала в первом направлении (предпочтительно при условии, что имеется максимально 15% сужения во втором направлении) для создания ячеистой структуры, состоящей из множества в основном параллельных, продольных реберных структур, проходящих параллельно первому направлению, и множества в основном параллельных стержневых структур, проходящих параллельно второму направлению, при этом указанные реберные структуры и стержневые структуры соединены друг с другом с помощью областей соединения в расположенных на расстоянии друг от друга местах вдоль их соответствующей длины, за счет чего реберные структуры разделены вдоль своей длины на чередующиеся области соединения и реберные сегменты и стержневые структуры разделены вдоль своей длины на чередующиеся стержневые сегменты и области соединения,
при этом ширина (в направлении растяжения) образующих стержневые структуры зон и степень растяжения приводят к изготовлению ячеистой структуры, в которой:
а) реберные структуры образованы так, что реберные сегменты ориентированы в первом направлении вдоль своей длины и ориентация в первом направлении проходит через области соединения, соединяющие два так ориентированных реберных сегмента, и
b) стержневые структуры образованы так, что их полная степень растяжения во втором направлении равна максимально 1 и все места вдоль длины стержневых структур имеют максимально ориентацию, равную 1,5, во втором направлении.
По существу первое и второе направления взаимно перпендикулярны.
Предпочтительно растяжения в первом направлении представляют собой только операцию растяжения, применяемую при изготовлении ячеистой структуры, и нет растяжения во втором направлении.
Хотя изобретение в основном применимо к выполненным в виде единого целого пластмассовым ячеистым структурам (и способам их изготовления), оно применимо, в частности, в структурах в виде одноосноориентированных геосеток.
Одноосноориентированные геосетки (и другие ячеистые структуры), согласно изобретению, выполнены так, что ориентация в первом направлении (т. е. направлении растяжения) проходит не только вдоль реберных сегментов, но также через области соединения соответствующих соседних реберных сегментов, за счет чего реберные структуры имеют ориентацию вдоль всей своей длины. Предпочтительно степень ориентации в направлении растяжения в средних точках областей соединения является существенной по сравнению со средними точками соседних реберных сегментов, соединяемых областями соединения. Как обычно, ориентация может быть определена посредством измерения степеней растяжения, которые для целей данного изобретения измеряются в холодном состоянии после снятия силы растяжения (и после выполнения любого отпуска), при этом степень растяжения измеряется на поверхности ячеистой структуры.
Предпочтительно одноосноориентированные геосетки, согласно изобретению, выполнены так, что при измерении в продольном направлении реберных структур (т.е. в первом направлении) степень растяжения в средней точке областей соединения составляет по меньшей мере примерно 20% степени растяжения в средних точках соседних реберных сегментов. Более предпочтительно степень растяжения (измеренная на той же основе) в средней точке областей соединения по сравнению со средними точками соседних реберных сегментов несколько выше этой цифры примерно 20%. Предпочтительно превышение составляет по меньшей мере 30%, более предпочтительно по меньшей мере примерно 40%, еще более предпочтительно по меньшей мере примерно 50% и в идеальном случае по меньшей мере примерно 55%. Например, это превышение может в определенных вариантах выполнения геосеток, согласно изобретению, составлять по меньшей мере примерно 60% или по меньшей мере примерно 65%, или по меньшей мере примерно 70% или по меньшей мере примерно 75%, или по меньшей мере примерно 85%.
Одноосноориентированные геосетки, согласно изобретению, предпочтительно выполнены так, что степень растяжения в средних точках реберных сегментов (т.е. в середине между центрами двух соседних областей соединения), измеренная вдоль длины реберных сегментов, лежит в диапазоне от 5:1 до 12:1, более предпочтительно от 7:1 до 10:1 и еще более предпочтительно от 7,5:1 до 9,5:1, например примерно 9:1. Степень растяжения в средних точках областей соединения составляет предпочтительно по меньшей мере 55% (при измерении в направлении длины реберных сегментов) от степени растяжения в средней точке соседних реберных сегментов. Таким образом, например, в случае, когда степень растяжения в средних точках реберных сегментов, измеренная вдоль длины реберных сегментов, лежит в диапазоне от 7,5:1 до 9,5:1, предпочтительно, что степень растяжения (в том же направлении) в средних точках областей соединения лежит в диапазоне от 5:1 до 6:1. Таким образом, в типичном случае, когда степень растяжения в средней точке реберного сегмента составляет примерно 9:1, то степень растяжения в средней точке соседней области соединения составляет по меньшей мере 5,0:1 при измерении в продольном направлении реберной структуры. Это является полной противоположностью одноосноориентированным геосеткам, согласно уровню техники, в которых соответствующим образом измеренная степень растяжения в средней точке области соединения составляет примерно 1:1 (т.е. по существу отсутствует ориентация в области соединения).
Для изготовления одноосноориентированных геосеток, согласно изобретению, ширина образующих стержневые структуры зон исходного листового материала должна отвечать двум требованиям. Во-первых, ширина должна обеспечивать возможность прохождения ориентации (в направлении растяжения) через области соединения, соединяющие два соседних реберных сегмента. Другими словами, образующие стержневые структуры зоны не должны быть настолько широкими, чтобы действовать в качестве блокаторов ориентации, предотвращающих прохождения ориентации через области соединения, как они это делают во время изготовления обычных одноосноориентированных геосеток. Во-вторых, ширина не должна быть настолько узкой, что ни одна часть стержневой структуры (и, в частности, стержневых сегментах) не имеет степень растяжения во втором направлении больше 1,5. Если ширина образующих стержневые структуры зон является слишком узкой, то тенденция образования в операции растяжения в первом направлении ориентированных реберных сегментов меньшей ширины (во втором направлении), чем образующие стержневые структуры зоны, приводит к растяжению реберных сегментов в соответствии с раскрытием GB-А-2124965, так что степень растяжения вдоль их длины превышает 1,5.
Таким образом, ширина образующих стержневые структуры зон в исходных пластмассовых листовых материалах, применяемых в изобретении, находится в окне, где (при условии одинакового состава и толщины исходного материала) ширина (i) меньше, чем в случае изготовления сравнимой одноосноориентированной геосетки, в которой по существу нет ориентации в областях соединения (при измерении вдоль реберных структур) и по существу нет ориентации стержневых структур при измерении вдоль их длины, но (ii) больше, чем в случае, когда ячеистая структура имеет ориентацию вдоль своей стержневой структуры, как в GB 2124965.
Из сказанного выше следует, что для достижения ориентации в областях соединения (в направлении длины реберных структур) во время процесса растяжения необходимо, чтобы ширина образующих стержневые структуры зон в исходном пластмассовом листовом материале (и, следовательно, ширина получающихся стержневых структур в одноосноориентированной геосетке) была меньше, чем для изготовления сравнимой одноосноориентированной геосетки, изготовленной из того же типа исходного листового материала (по составу, толщине), который имеет отверстия того же размера и растягивается для образования геосетки с отверстиями той же длины и с той же или аналогичной степенью растяжения в средних точках реберных сегментов (при измерении в направлении длины реберных структур). Таким образом, одноосноориентированная геосетка, изготовленная согласно уровню техники, может иметь стержневые структуры с шириной от 16 до 20 мм (как указывалось выше), в то время как в сравнимой геосетке, согласно изобретению, соответствующая ширина сравнимой геосетки более вероятно будет лежать в диапазоне от 6 до 14 мм, более предпочтительно от 8 до 12 мм и наиболее предпочтительно от 10 до 12 мм, например составлять примерно 11 мм.
В основном, расстояние между центрами двух соседних реберных сегментов (при измерении в продольном направлении реберных структур) лежит в диапазоне от 200 до 500 мм, например составляет 225-300 мм.
Как указывалось выше, стержневые структуры выполнены так, что их полная степень растяжения при измерении вдоль их длины составляет максимально 1. Это значит, что во время изготовления геосетки с помощью способа, согласно второму аспекту данного изобретения, геосетка имеет ширину (например, измеренную во втором направлении), которая не больше ширины исходного пластмассового листового материала. Однако в идеальном случае полная степень растяжения стержневых структур вдоль их длины не больше примерно 0,80 (в результате того же сужения в ширину) и в идеальном случае находится в диапазоне от примерно 0,80 до примерно 0,90, более предпочтительно от примерно 0,83 до примерно 0,87, например составляет примерно 0,85. Однако даже хотя полная степень растяжения стержневых структур, измеренная вдоль их длины, равна максимально 1, вдоль длины стержневых структур (обычно вдоль стержневых сегментов) могут иметься отдельные места, где степень растяжения (во втором направлении) больше 1, но не больше 1,5. Значения степени растяжения вдоль длины (и измеренной вдоль длины) стержневой структуры меньше 1, представляя скорее сжатие, чем растяжение, и наиболее вероятно является величиной, имеющейся в области соединения стержневой структуры, а не в стержневом сегменте, для которого степень растяжения предпочтительно составляет от примерно 1:1 до 1,5:1. Предпочтительно все места вдоль длины стержневых структур имеют минимальную ориентацию 0,8 во втором направлении. В частности, предпочтительно, что все места вдоль длины стержневых структур имеют минимальную ориентацию в диапазоне от 0,85 до 1,15.
Одноосноориентированные геосетки, согласно изобретению, могут иметь улучшенные свойства прочности и эффективности (относительно прочности геосетки на единицу веса полимера, составляющего геосетку) по сравнению со сравнимыми одноосноориентированными геосетками, согласно уровню техники, и из вышесказанного понятно, что эти улучшенные свойства являются результатом того, что реберные сегменты ориентированы вдоль своей длины (при этом ориентация в средней точке областей соединения наиболее предпочтительно составляет по меньшей мере 55% ориентации в средней точке реберных сегментов) и имеют значительно меньшее количество неориентированного полимера, расположенного в поперечных стержневых сегментах, по сравнению со сравнимой одноосноориентированной геосеткой, изготовленной из исходного пластмассового листового материала той же толщины.
Кроме того, одноосноориентированные геосетки, согласно изобретению, имеют множество преимуществ по сравнению с двухосноориентированными ячеистыми структурами, раскрытыми в GB-А-2124965. В частности, более толстые стержневые структуры (в одноосноориентированных геосетках, согласно изобретению) могут способствовать уменьшению скорости деформации ползучести (и обеспечивают более длительное время до разрыва). Дополнительно к этому более толстый и менее ориентированный стержень более пригоден для использования обычных механических соединительных средств. Кроме того, более толстая и более жесткая стержневая структура оказывает сопротивление силам уменьшения ширины при изготовлении и помогает сохранять перпендикулярность для обеспечения сохранения прохождения стержневых структур перпендикулярно направлению растяжения.
Способ, согласно второму аспекту данного изобретения, изготовления одноосноориентированной геосетки, согласно изобретению, включает растяжение исходного пластмассового листового материала в одном направлении (которое можно рассматривать в качестве машинного направления (MD) в процессе изготовления), предпочтительно при одновременном ограничении движения материала в поперечном направлении, с целью воспрещения или предотвращения уменьшения ширины. В частности, происходит уменьшение ширины максимально на 15% во время операции растяжения. Растяжение в машинном направлении MD можно осуществлять с использованием растяжных роликов с образованием образующих пряди зон исходного материала (т.е. зон между соседними отверстиями в рядах, проходящих в поперечном направлении), которые при растяжении образуют пряди или реберные сегменты. Обычно скорость деформации материала во время процесса растяжения составляет 1-20 м/мин. Было установлено, что без ограничения ширины увеличенные уровни ориентации (при измерении вдоль длины реберных структур) в областях соединения не только способствуют потере ширины, но также искажениям вокруг положений, где реберные сегменты стыкуются с областями соединения. Дополнительно к этому ограничение уменьшения ширины во втором направлении (т.е. поперек направления растяжения) обеспечивает, что ориентация полностью направлена вдоль длины изделия, где это фактически требуется.
Исходные пластмассовые листовые материалы, применяемые в данном изобретении, могут быть любым подходящим пластмассовым материалом, например полипропиленом или полиэтиленом высокой плотности, хотя различные пластмассовые материалы имеют различные характеристики растяжения. Предпочтительно исходный материал является строго лежащим в одной плоскости, что означает, что материал является симметричным относительно средней плоскости, параллельной его поверхностям. Обычно лежащий в одной плоскости исходный материал образует лежащую в одной плоскости структуру при растяжении. Строго лежащий в одной плоскости материал можно изготавливать посредством экструзии исходного материала и перфорирования. Однако удовлетворительные результаты можно получать с любым, по существу лежащим в одной плоскости исходным материалом, что означает, что материал не отклоняется так сильно от строго лежащего в одной плоскости положения, что ориентация становится несравнимой на каждой стороне изделия.
Обычно исходный пластмассовый листовой материал имеет толщину от 1 мм до 10 мм, более предпочтительно от 2 мм до 8 мм, еще более предпочтительно от 3 мм до 5 мм, например 4 мм, однако можно использовать более толстый исходный пластмассовый листовой материал (больше 10 мм), при этом практическим ограничением является лишь применяемое оборудование для растяжения.
Отверстия в исходном материале могут быть сквозными отверстия или глухими отверстиями. Если отверстия являются глухими, то пленка или мембрана в отверстии либо разрушается при растяжении, либо может оставаться в виде тонкой мембраны. Отверстия могут быть образованы посредством перфорирования их в исходном материале, как раскрыто в US 4374798, или же могут быть сформированы посредством экструзии, как раскрыто в US 5053264, или же могут быть образованы посредством подходящего тиснения, или другим подходящим образом.
Отверстия в исходном пластмассовом листовом материале предпочтительно расположены так, что центры отверстий лежат на по существу прямоугольной решетке. Отверстия предпочтительно удлинены в первом направлении (т.е. в направлении растяжения). Концы удлиненных отверстий могут быть плоскими или изогнутыми по радиусу (закругленными), наиболее предпочтительно плоскими. Если концы плоские, то они могут быть соединены со сторонами отверстий с помощью закругленных углов. Наиболее предпочтительно удлиненные отверстия симметричны относительно своей продольной оси и «приталены», так что они имеют меньшую ширину в средней зоне, чем в концевых зонах. Как раскрыто в GB 2174332, такая конфигурация отверстий позволяет контролировать уровни ориентации в готовом изделии. Однако возможны также другие конфигурации отверстий. Так, например, отверстия могут быть в основном эллиптическими, при этом все части имеют большую ширину вдоль длины отверстий, чем на его концах.
Предпочтительной конфигурацией отверстия является, как указывалось выше, одна из следующих конфигураций:
а) удлиненная;
b) симметричная вдоль своей продольной оси;
с) с плоскими (линейными) концами;
d) с закругленными (выпуклыми) углами;
е) с меньшей шириной в средней зоне, чем в концевых зонах.
Предпочтительно отверстие имеет длину 20-40 мм (например, 20-30 мм). Предпочтительно радиус углов лежит в диапазоне 3-5 мм. Максимальная ширина отверстия предпочтительно лежит в диапазоне 9-13 мм, при этом сужение на каждой стороне предпочтительно лежит в диапазоне 0,3-0,8 мм.
В исходном материале, подлежащем растяжению, отверстия предпочтительно расположены так, что расстояние между соседними концами двух соседних отверстий в первом направлении лежит в диапазоне от 6 мм до 14 мм, более предпочтительно 8-12 мм, наиболее предпочтительно 10-12 мм, например равно примерно 11 мм. Наименьшее расстояние между двумя отверстиями во втором направлении составляет от примерно 10 мм до примерно 18 мм.
Было установлено, что радиус углов отверстия оказывает значительное влияние на способность к растяжению и на характеристики ползучести структуры готовой геосетки. В целом, чем больше радиусы углов, тем больше предел прочности на разрыв готовой геосетки, однако при этом (при испытаниях со статической нагрузкой) геосетка имеет более быструю и более высокую деформацию текучести, что приводит к более быстрому разрыву, что является недостатком. И наоборот, меньшие радиусы углов приводят к меньшему пределу прочности на разрыв, меньшей скорости деформации текучести и предельной деформации, однако при большем времени до разрыва. Указанный выше предпочтительный радиус 3-5 мм обеспечивает равновесие между этими свойствами, при этом предпочтительные величины находятся в нижнем конце диапазона.
Улучшение свойства текучести можно также достигать в результате фактической скорости деформации материала во время процесса растяжения с целью изготовления конечной геосетки. В частности, нами было установлено, что геосетки, изготовленные при более высокой фактической скорости деформации материала, доступной на стандартной линии производства одноосноориентированных геосеток, имеют улучшенные характеристики текучести по сравнению с геосетками, изготовленными в лаборатории при низких фактических скоростях деформации материала из того же исходного листового материала. Это демонстрируется в приведенном ниже примере. В идеальном случае фактическая скорость деформации материала во время процесса растяжения составляет 2-12 м/мин, более предпочтительно 5-10 м/мин.
Одноосноориентированные геосетки, согласно изобретению, можно использовать обычным образом для усиления состоящего из частиц материала для целей геоинженерных конструкций, например насыпей или модульных блочных сдерживающих стенок. Понятие «состоящий из частиц материал» включает почву, заполнитель, горные породы, камни, гравий, песок, землю, глину, заполнитель, удерживаемый с помощью связующего вещества, такого как битум или цемент, бетон или любой другой сыпучий или сцепленный материал, используемый в геоинженерной технологии или строительстве.
Ниже приводится более подробное описание изобретения исключительно в качестве примера со ссылками на прилагаемые чертежи, на которых изображено:
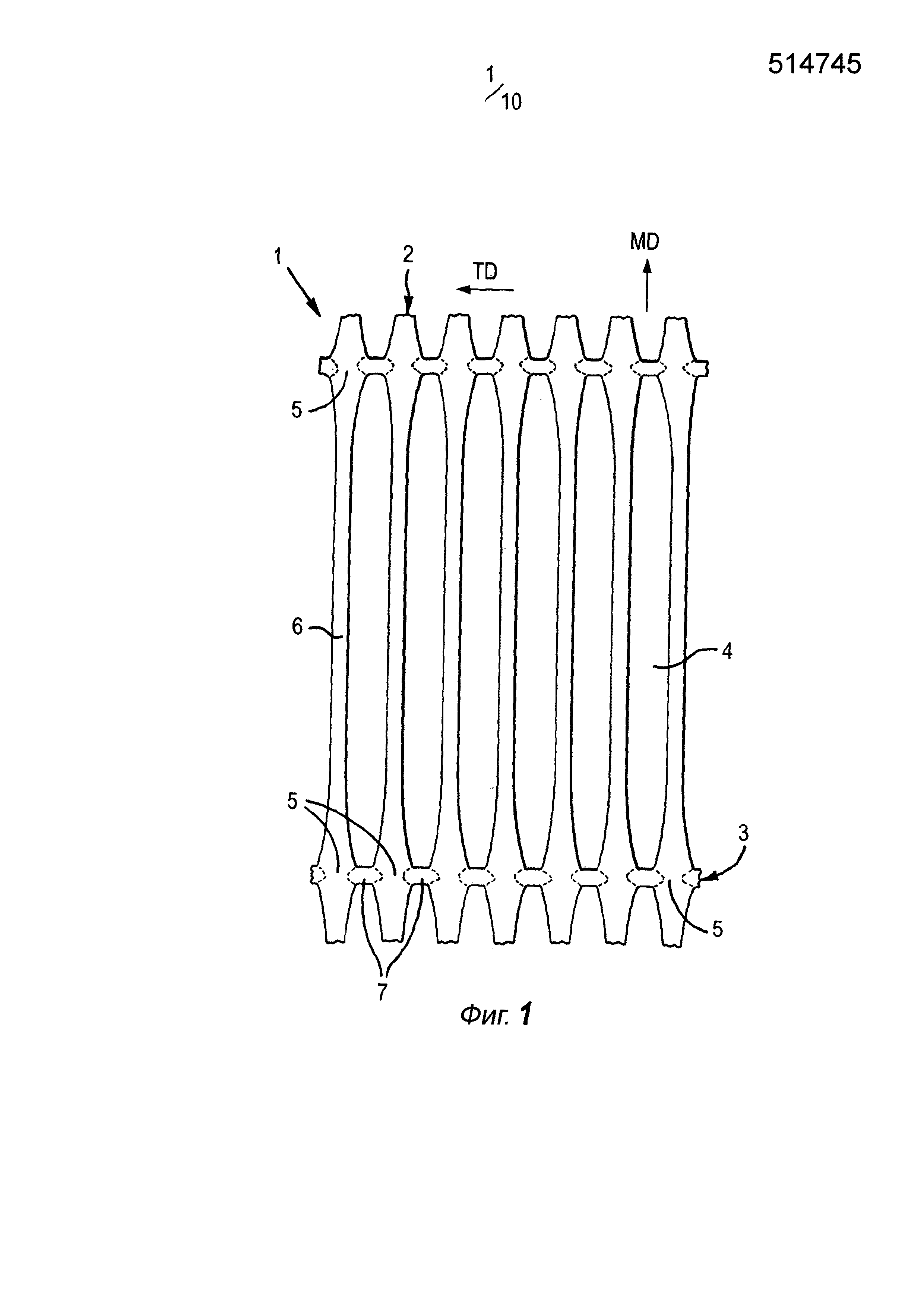
фиг. 1 - часть одноосноориентированной геосетки, согласно изобретению, на виде в плане;
фиг. 2 - часть исходного листового материала, используемого для изготовления одноосноориентированных геосеток, согласно изобретению, и сравнительных одноосноориентированных геосеток (в зависимости от величины d, показанной на фиг. 2), при этом фиг. 2 разделена на воображаемые зоны, которые после одноосноориентированного растяжения исходного листового материала для изготовления геосетки приводят к образованию составляющих частей геосетки;
фиг. 3 - конфигурация отверстия для использования при изготовлении геосетки, согласно изобретению, в увеличенном масштабе;
фиг. 4а и b - графики степени растяжения реберного сегмента сравнительной геосетки (фиг. 4а) и геосетки, согласно изобретению (фиг. 4b);
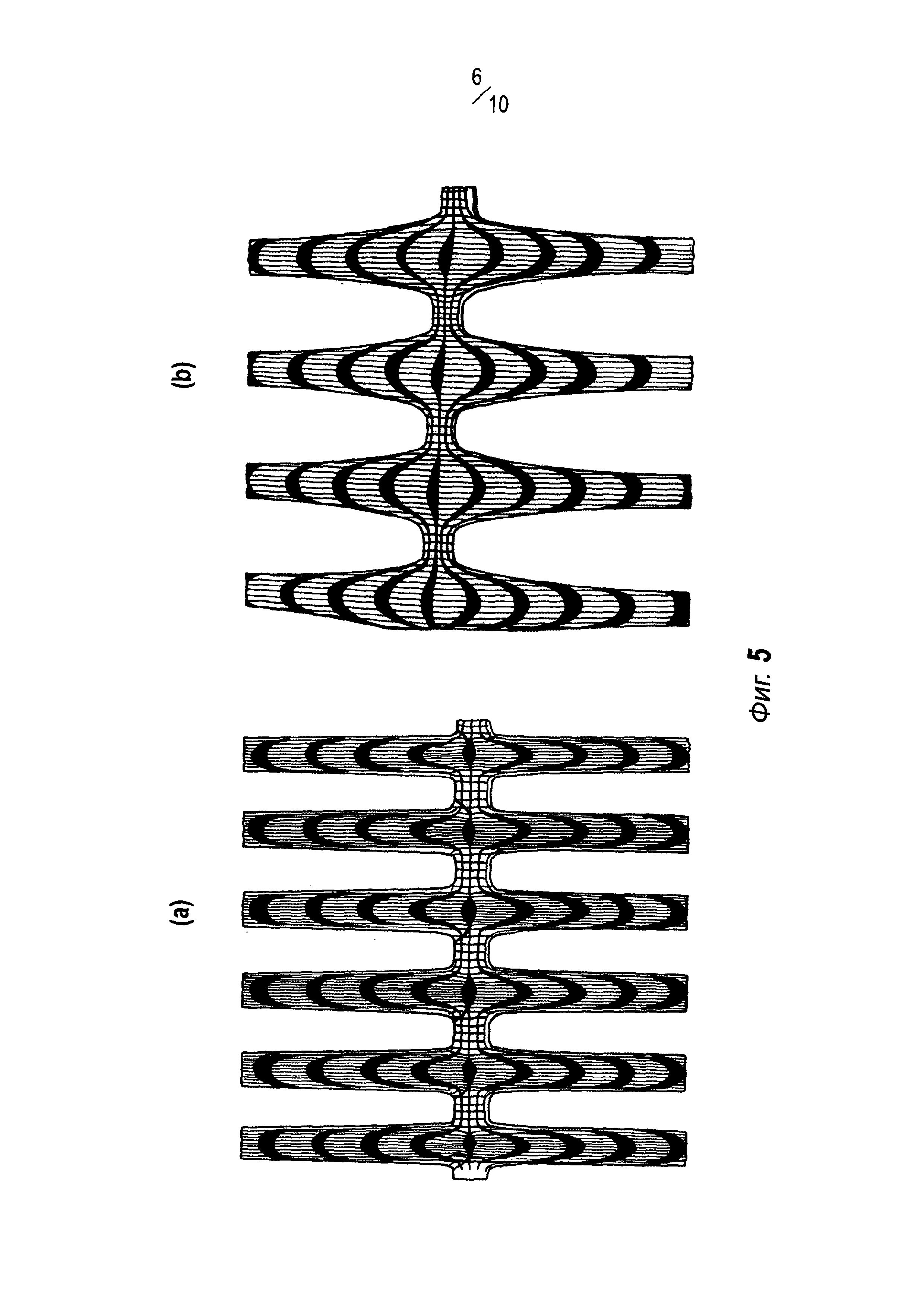
фиг. 5а и b - геосетки, согласно изобретению, изготовленные без бокового ограничения и с боковым ограничением соответственно;
фиг. 6а и b - области соединения геосеток, показанных, соответственно, на фиг. 5а и b, в увеличенном масштабе;
фиг. 7 - график результатов испытаний на текучесть, проведенных для двух геосеток, изготовленных согласно изобретению, но с различными скоростями деформации материала;
фиг. 8 - другой вариант выполнения одноосноориентированной геосетки согласно изобретению, изготовленной в соответствии с указанным ниже примером 5; и
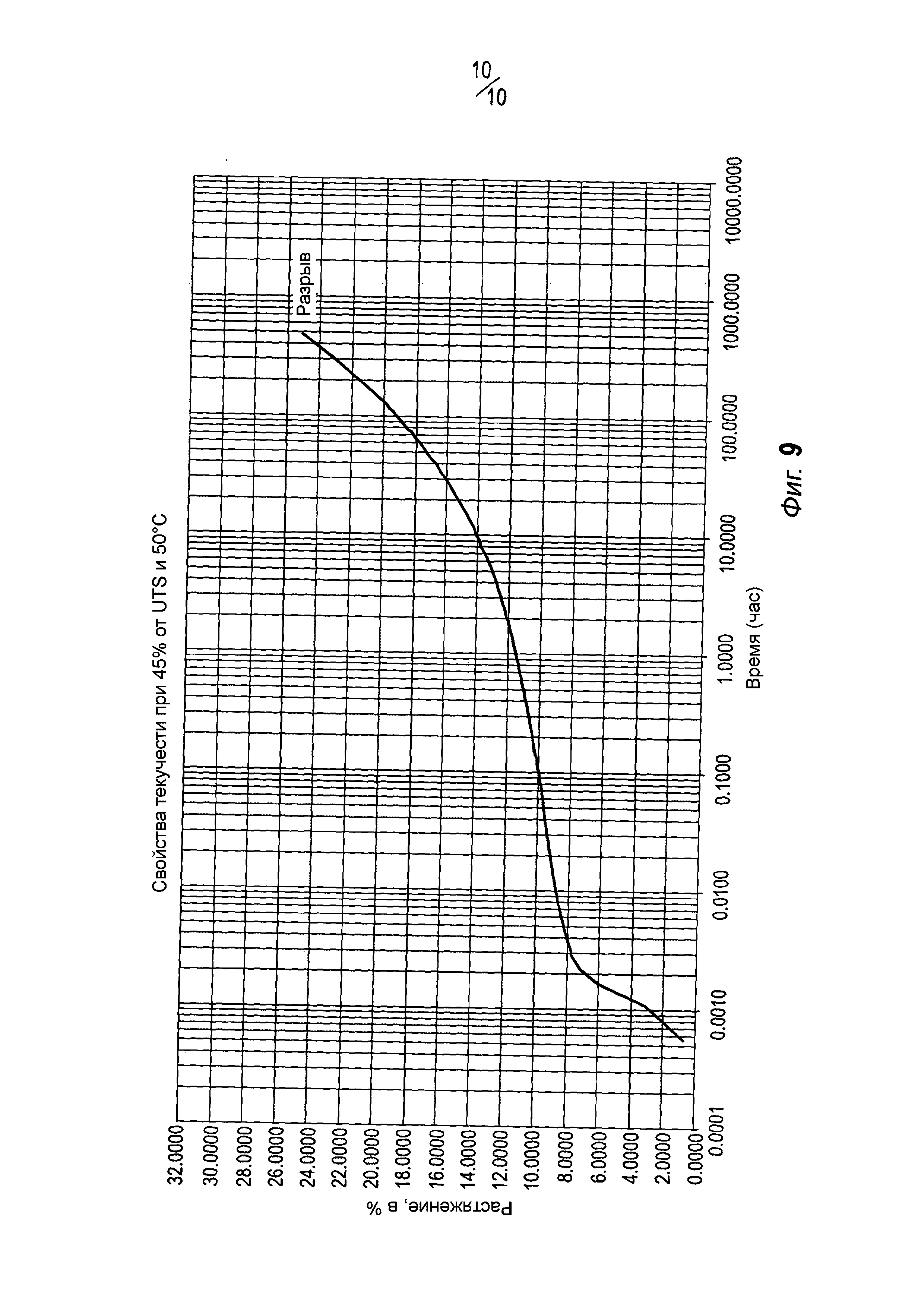
фиг. 9 - график результатов испытания на текучесть, выполненного с показанной на фиг. 8 геосеткой.
На фиг. 1 показана часть одноосноориентированной геосетки 1, согласно изобретению, которая изготовлена посредством растяжения исходного пластмассового листового материала (см. фиг. 2 и ее описание ниже) в единственном направлении MD, как показано стрелкой на фиг. 1 (MD - сокращение для «машинного направления), при одновременном ограничении исходного листового материала в поперечном направлении TD. Геосетка 1 содержит реберные структуры 2, которые проходят в основном параллельно машинному направлению MD. Реберные структуры 2 находятся на расстоянии друг от друга в поперечном направлении и соединены с регулярными интервалами с помощью стержневых структур 3, проходящих в направлении TD, за счет чего в геосетке 1 образуется множество проходящих в продольном направлении удлиненных отверстий 4. Кроме того, на фиг. 1 показано, что реберные структуры 2 и стержневые структуры 3 соединены друг с другом в областях 5 соединения геосетки 1. Каждая реберная структура 2 является непрерывной в геосетке 1, так же как и стержневые структуры 3. Таким образом, области 5 соединения можно рассматривать одновременно в качестве части как реберной структуры 2, так и стержневой структуры 3. Как показано на фиг. 1, каждая реберная структура 2 содержит расположенные с чередованием реберные сегменты или пряди 6 и области 5 соединения, в то время как каждая стержневая структура 3 содержит расположенные с чередованием области 5 соединения и стержневые сегменты 7.
Хотя по внешнему виду геосетка 1 кажется аналогичной обычным одноосноориентированным геосеткам, также изготовленным посредством растяжения исходных пластмассовых листовых материалов, она значительно отличается от них относительно ориентации реберных структур 2 в машинном направлении MD. А именно ориентация (в направлении MD) реберных сегментов 6 проходит через области 5 соединения, соединяющие два соседних реберных сегмента 6. Согласно предпочтительным вариантам выполнения изобретения, степень растяжения в средней точке области 5 соединения, измеренная в направлении длины (MD) реберных структур, составляет примерно 55% степени растяжения соседнего реберного сегмента 6 (снова при измерении в направлении его длины). Средняя точка области 5 соединения является его средней точкой при измерении в направлении длины реберных структур 2, а также его средней точкой в направлении длины стержневых структур 3. Средняя точка реберного сегмента 6 лежит посередине между средними точками двух соседних областей 5 соединения. Стержневые структуры 3 выполнены так, что вдоль своей длины (т.е. в направлении ТD) они имеют полную степень растяжения, которая равна максимально 1 (более предпочтительно 0,85-0,90), при этом ни одна точка вдоль длины стержневых структур не имеет ориентации (во втором направлении), которая больше 1,5. Согласно предпочтительным вариантам выполнения изобретения нет ориентации стержневых структур 3 в направлении MD.
Геосетка 1 изготовлена из исходного материала 20, часть которого показана в плане на фиг. 2. Материал 20 является лежащим строго в одной плоскости листом экструдированного полиэтилена высокой плотности (HDPE), имеющего плоские параллельные поверхности. Материал 20 сформирован с решеткой удлиненных отверстий 21, расположенных в основном по прямоугольной схеме, за счет чего имеются ряды отверстий 21, параллельные направлению ТD на фиг. 2, а также другие ряды, параллельные направлению MD. Отверстия 21 удлинены и расположены своими продольными осями в направлении MD. Каждое отверстие 21 имеет в основном плоские концы, соединенные (с помощью закругленных углов) с приталенными сторонами. Отверстие показано в увеличенном масштабе на фиг. 3, при этом отверстие является удлиненным с плоскими (линейными) концами, закругленными углами и приталенными сторонами. Как показано на фиг. 3, отверстие имеет длину Х, углы с радиусом R, плоские концы с длиной Y, максимальную ширину Z и минимальную ширину W.
Типичными значениями для этих параметров являются:
W=8-12 мм
X=20-30 мм
Y=2-7 мм
Z=9-13 мм
R=3-5 мм
Фиг. 2 маркирована различными линиями для идентификации зон, которые облегчают понимание приведенного ниже описания. В частности, фиг. 2 снабжена линиями 35, которые параллельны машинному направлению MD и тангенциальны длинным сторонам отверстий 21. Дополнительно проведены линии 36 параллельно поперечному направлению ТD и тангенциально концам отверстий 21. С учетом рядов отверстий 21, которые параллельны поперечному направлению ТD, заданы образующие пряди зоны S, с одной стороны, между любыми двумя соседними отверстиями 21 в таком ряду и, с другой стороны, с помощью линий 36, которые проходят тангенциально концам этих отверстий 21. С учетом рядов, которые проходят в направлении МD, заданы образующие стержневые сегменты зоны BS, с одной стороны, между концами двух соседних отверстий 21 и, с другой стороны, с помощью линий 35, которые проходят тангенциально сторонам этих отверстий. Показаны образующие области соединения зоны J, которые чередуются с образующими пряди зонами S в направлении MD и с образующими стержневые сегменты зонами BS в направлении ТD.
Для изготовления геосетки 1 исходный листовой материал 20 растягивают в направлении MD при одновременном приложении ограничения в направлении ТD для создания готовой структуры. Во время процесса растяжения образующие пряди зоны S растягиваются в направлении MD для создания прядей 6 в готовой структуре, в то время как образующие области соединения зоны J создают области 5 соединения, а образующие стержневые сегменты зоны BS образуют стержневые сегменты 7, при этом понятно, что отверстия 21 в исходном материале создают удлиненные отверстия 4 в готовой структуре.
Согласно изобретению, величина d, т.е. расстояние между концами двух соседних отверстий 21 в ряду, проходящем в машинном направлении MD, несколько меньше, чем в случае изготовления сравнительной одноосноориентированной геосетки, изготовленной из того же типа исходного листового материала (по составу, толщине), который имеет отверстия того же размера и который растягивается для изготовления геосетки с отверстиями той же длины и с той же или аналогичной степенью растяжения в средних точках реберных сегментов (при измерении в направлении длины реберных структур). Для целей изобретения величина d (которая задает ширину в направлении MD образующих области соединения зон J и образующих стержневые сегменты зон BS) выбрана так, что операция растяжения обеспечивает степень ориентации в направлении MD в областях 5 соединения так, что степень растяжения в средних точках областей 5 соединения предпочтительно составляет по меньшей мере 55% степени растяжения в средних точках соседних реберных сегментов 6. Это является намного более высоким уровнем ориентации областей соединения, чем при изготовлении обычных одноосноориентированных геосеток. Это объясняется тем, что большая величина d в исходном материале, используемом для изготовления таких обычных геосеток, намного затрудняет растягивание образующей области соединения зоны J в направлении MD, в результате чего образованная область соединения имеет глыбовую структуру из (по существу) неориентированного полимера.
Хотя в данном изобретении используется небольшая величина d, которая обеспечивает ориентацию области соединения в направлении MD, тем не менее величина d не так мала для получения сильно ориентированных стержневых структур, как при изготовлении в соответствии с раскрытием GB 2124965 А.
Ниже приводится подробное описание нескольких, не имеющих ограничительного характера примеров изобретения.
Пример 1. Геосетка, согласно изобретению, и сравнительная геосетка
Для иллюстрации изобретения был подготовлен образец исходного пластмассового листового материала показанного на фиг. 2 типа посредством перфорирования отверстий 21 в строго лежащем в одной плоскости листе экструдированного полиэтилена высокой плотности (HDPE), имеющего плоские параллельные поверхности. Листовой материал имел толщину примерно 4 мм.
Каждое показанное на фиг. 3 отверстие имело следующие размеры:
W=8,5 мм
X=25,4 мм
Y=2,7 мм
Z=9,5 мм
R=3,175 мм
Расстояние d на фиг. 2 в направлении MD между двумя отверстиями 21 равно 6 мм. Наименьшее расстояние (обозначенное на фиг. 2 как с) между соседними отверстиями в направлении ТD равно 15,9 мм.
На одной стороне материала 20 была напечатана решетка из истинных линий с целью анализа степени растяжения готового изделия. Дополнительно к этому боковые края образца (левая и правая стороны на фиг. 2) были разделены в нескольких местах с помощью надрезов, проходящих (параллельно линиям 36) от боковых краев центрально к соседним отверстиям 21. Это сделано для обеспечения того, что (с учетом небольшого размера образца) в зонах боковых краев не происходит растяжения, способного оказывать влияние на растяжение в центральной зоне образца.
Для изготовления геосетки 1 материал 20 (с d=6 мм) нагревали до температуры 105°С и растягивали в направлении MD с использованием полной степени растяжения примерно 7,5:1 для изготовления геосетки, в которой продольное расстояние (т.е. измеренное в направлении MD) между центрами двух стержневых сегментов 6 равнялось 235 мм. Этот процесс осуществлялся с использованием параллельных зажимов, захватывающих края исходного материала 20 параллельно линиям 36 (см. фиг. 2), при этом зажимы растягивали друг от друга линейно. Во время операции растяжения прикладывалось боковое ограничение в направлении ТD с помощью поперечных стержней, жестко соединенных с боковыми краями исходного листового материала, с целью предотвращения уменьшения ширины в этом направлении.
Для сравнения была изготовлена геосетка, согласно уровню техники, с использованием в основном того же процесса, как и для изготовления геосетки 1, согласно изобретению, но с тремя отличиями. Во-первых, расстояние d между двумя соседними отверстиями 21 в направлении MD составляло 16 мм вместо 6 мм при изготовлении геосетки 1. Во-вторых, во время операции растяжения не применялось боковое ограничение. В-третьих, полная степень растяжения равнялась примерно 5,7 (для этого конкретного исходного материала) для достижения расстояния 235 мм в направлении MD между центрами стержневых сегментов (то же расстояние, что и в геосетке 1). Бокового ограничения в этом сравнительном процессе не требовалось с учетом значительной ширины образующих стержневые структуры зон.
Сравнение структур, вырезанных из центральных зон двух изделий, показано на графиках степени растяжения на фиг. 4а и b, на которых график (а) относится к сравнительной геосетке, а график (b) - к геосетке согласно изобретению. В каждом случае анализировалась степень растяжения в направлении MD по длине от центра одной области соединения до другой. На графике на фиг. 4а линии 1 и 28 представляют центры областей соединения, соответствующих фотографии реберной секции, показанной на фиг. 4а. На графике на фиг. 4b соответствующие линии, представляющие центры областей соединения, являются линиями 1 и 22. Степени растяжения определялись из сравнения расстояния между истинными линиями на изделии и исходным расстоянием в нерастянутом исходном материале 20.
Как показано на фиг. 4а для сравнительной геосетки степень растяжения является высокой в центральной зоне стержневой секции (т.е. посередине между центрами двух областей соединения) и равна примерно 8:1, но сильно уменьшается в направлении обоих концов реберной секции. Она уменьшается до 1:1 в средней точке области соединения, что представляет полностью неориентированный полимер. Результатом этого является то, что уровень ориентации вдоль длины реберных структур в готовом изделии непрерывно колеблется от высокого в центре реберного сегмента до низкого в средней точке области соединения.
В противоположность этому, как показано на фиг. 4b, в изделии, согласно изобретению, уровни ориентации по длине реберного сегмента в основном сохраняются. В частности, ориентация в средней точке области соединения составляет около 6,5:1, в то время как в средней точке реберного сегмента она составляет около 8:1, оба раза при измерении в продольном направлении структуры. Таким образом, ориентация в средней точке области соединения составляет примерно 80% ориентации в средней точке реберного сегмента. Таким образом, высокая степень растяжения продолжается через область соединения, что обеспечивает непрерывный поток молекулярно ориентированного материала без отрицательного влияния на секцию стержня, соединяющую соседние ребра. Эти секции остаются неориентированными. Кроме того, понятно, что разница между пиковой степенью растяжения (примерно 8:1) в центре ребра и в центре области соединения (примерно 6,5:1) составляет лишь 1,5 по сравнению с разницей примерно в 7 раз для сравнительного изделия.
Понятно, что большие количества слабо или неориентированного полимера в реберных структурах сравнительной геосетки значительно уменьшены в геосетке согласно изобретению.
В случае сравнительного изделия, полученного выше, ширина стержня (при измерении в направлении MD) составляет примерно 16 мм. При этой ширине стержень эффективно служит в качестве блокатора ориентации, поскольку большая величина ширины способствует увеличению (расширению) ребра при его вхождении в зону ТD стержня и возможно расширяет площади стержней (посредством расширения стержневых сегментов) между ребрами неконтролируемым и нежелаемым образом, прежде чем ориентация проходит через стержень ТD. Кроме того, уменьшение ширины за счет ориентации MD, которое может составлять порядка 10-20%, дополнительно способствует этому действию, в частности в наружных зонах изделия. Для обеспечения прохождения ориентации через зону стержня ТD раньше в цикле растяжения необходимо уменьшать ширину стержня, с целью обеспечения меньшего сопротивления молекулярной ориентации полимера. Целью изобретения является возможность управления уровнями ориентации, так чтобы сглаживались большие изменения между большими величинами в центрах ребер и низкими величинами в центрах стержней ТD для достижения более однообразной системы, с целью создания относительно постоянной степени растяжения вдоль всего изделия.
В изделии, изготовленном с помощью способа, согласно изобретению, ширина стержня равна примерно 6 мм. Хотя можно использовать другие величины (смотри ниже), величина ширины стержня имеет двоякое значение. Во-первых, она позволяет распространяться ориентации через зону стержня TD, и, во-вторых, она уменьшает также количество неактивного полимера, содержащегося в стержнях TD после растяжения. Однако это имеет тот недостаток, что увеличенные уровни ориентации в зонах стержней приводят к большей потере ширины и, следовательно, к большим искажениям вокруг мест, где ребра входят в стержни TD. Этому противодействуют в указанном выше примере посредством полного ограничения изделия во время процесса растяжения, так что ширина перед растяжением точно такая же, как после растяжения. Таким образом, обеспечивается возможность выполнения двух важных действий. Во-первых, исключается чрезмерное растяжение поверхностей между ребрами (секций между ребрами вдоль стержня TD) и, во-вторых, что более важно, без потери ширины ориентация полностью распространяется вдоль длины изделия, где она фактически требуется.
Сравнение физических свойств двух геосеток (согласно изобретению и сравнительной) приведено в таблице 1.
Множество различий очевидно. Уменьшение ширины стержневых сегментов в изделии, согласно изобретению, по сравнению со сравнительным образцом (в результате меньшей величины d) сокращает намного неактивный полимер при одновременном увеличении степени растяжения в комбинации с технологией ограничения ширины, обеспечивает распространение ориентации через область соединения контролируемым образом. Это привело к небольшому увеличению абсолютного предела прочности на разрыв, однако, что более важно, к очень большому увеличению прочности на единицу веса изделия (на 85% больше).
Пример 2. Влияние ограничения в направлении TD, согласно изобретению
Указанный выше процесс изготовления геосетки, согласно изобретению, из исходного материала 20 с d=6 мм был повторен и (для целей сравнения) был модифицирован относительно отсутствия бокового ограничения в направлении TD во время операции растяжения.
Результат показан на фиг. 5 и 6, при этом на каждой из фигур показан образец (а), изготовленный без бокового ограничения, и образец (b), изготовленный с боковым ограничением.
На фиг. 5 показаны два образца, изготовленные из листа с одинаковой толщиной, шагом перфорации и полной степенью растяжения. Образец (а) растянут без какого-либо управления его боковым сужением, в то время как образец (b) изготовлен с полным ограничением, так что начальная ширина была равна конечной ширине. Можно ясно видеть, что вход ребер в область соединения в образце (а) имеет значительно меньший эффект расширения по сравнению с тем же положением в образце (b). Это обусловлено сужением ширины образца (а) во время операции растяжения и приводит к более высоким уровням ориентации MD в области соединения, но также вызывает отрицательную ориентацию в этой зоне в направлении TD. На фиг. 6а и b показаны, соответственно, части показанных на фиг. 5а и b геосеток в увеличенном масштабе. На фиг. 6 показано более подробно действие ориентации с ориентацией ТD, имеющей величину примерно 0,4:1 в зоне А изделия, показанного на фиг. 6а, и 1:1 в зоне В изделия, показанного на фиг. 6b. Таким образом, в предпочтительных вариантах выполнения применяется ограничение во время процесса растяжения.
Пример 3. Геосетка, согласно изобретению
Был изготовлен ряд образцов из исходного материала с различными конфигурациями отверстий. Целью является оценка влияния формы отверстий на свойства растяжения готовых изделий. Хотя имелись некоторые вариации длины и ширины, они эффективно компенсировались за счет обеспечения согласования шага MD и TD для создания во всех случаях постоянной ширины ТD стержня 6 мм и постоянной ширины ребер 16,38 мм. Толщина исходного листа составляла около 4 мм, и полная степень растяжения 7,5:1 была постоянной для всех образцов. Все образцы испытывались на растяжение с использованием единственного ребра, удерживаемого в зажимах со скоростью деформации 20% от измерительной базы, измеряемой в мм/мин движения крестовой головки испытательного устройства.
Проведены испытания со следующими конфигурациями отверстий:
1) как в примере 1, согласно изобретению (0,5 мм сужения в каждой стороне, плоские концы, закругленные углы с R=3,175 мм);
2) 0,75 мм сужения в каждой стороне, плоские концы, закругленные углы с R=3,175 мм;
3) 0,5 мм сужения, полностью закругленные (полукруглые) концы, с R=4,76 мм.
Результаты приведены в таблице 2, которая включает также соответствующие свойства стандартного одноосноориентированного изделия.
Пример 4. Геосетка, согласно изобретению
Были подготовлены две геосетки, согласно изобретению, и испытаны их свойства текучести.
Обе геосетки были изготовлены из исходного пластмассового листового материала, указанного в примере 1, согласно изобретению. Одна геосетка была лабораторным образцом, изготовленным в соответствии с указанным в примере 1 процессом, однако с использованием фактической скорости деформации материала, равной 0,6 м/мин.
Другая геосетка была изготовлена на полномасштабной производственной линии (используемой для изготовления одноосноориентированных сеток) при фактической скорости деформации материала 8 м/мин.
Оба образца были подвергнуты испытанию на статическую текучесть при температуре 40°С с использованием нагрузки, соответствующей 47,5% предела прочности при растяжении (UTS). Результаты показаны на фиг. 7, на которой можно видеть, что образец, изготовленный с помощью полномасштабной производственной машины (с фактической скоростью деформации материала 8 м/мин), имеет значительно лучшие свойства текучести, чем изготовленный в лаборатории образец, поскольку имеет более длительное время до разрыва. А именно изготовленный в лаборатории образец разорвался после примерно 200 часов, в то время как производственный образец был все еще не разрушен после примерно 10000 часов, что означает значительное улучшение срока службы.
Пример 5. Геосетка, согласно изобретению
Был подготовлен образец исходного пластмассового листового материала показанного на фиг. 2 типа посредством перфорирования отверстий 21 в строголежащем в одной плоскости листе экструдированного полиэтилена высокой плотности (HDPE), имеющего плоские параллельные поверхности. Листовой материал имел толщину примерно 4 мм. Каждое отверстие было выполнено, как на фиг. 3, и имело следующие размеры:
W=11,7 мм
X=25,5 мм
Y=5,9 мм
Z=12,7 мм
R=3,175 мм
Шаг в направлении MD составляет 36,4 мм, а шаг в направлении ТD - 25,4 мм. Перфорированный пластмассовый лист растягивали с использованием той же технологии, что и в примере 1, согласно изобретению, с обеспечением полной степени растяжения 7,5.
Полученное изделие показано на фиг. 8. Как показано на фиг. 8, реберная структура геосетки такова, что при измерении вдоль ее продольного прохождения степень растяжения в средней точке реберных сегментов составляла 9:1, а степень растяжения в средней точке областей соединения составляла 5,5:1 (т.е. примерно 61% степени растяжения в средней точке соседнего реберного сегмента). Стержневые сегменты имеют ширину примерно 11 мм, и (хотя это не изображено на фиг. 8) стержневые сегменты имеют степень растяжения по всей своей длине примерно 1:1. На фиг. 8 показана также измеряемая толщина.
Изделие показанного на фиг. 8 типа подвергалось испытанию на статическую текучесть с использованием нагрузки, соответствующей 45% предела прочности на разрыв (UTS). Результаты показаны на фиг. 9, где можно видеть, что разрыв произошел лишь через 500 часов при тех же условиях испытания на текучесть.
Реферат
Выполненная в виде единого целого ячеистая структура из пластмассового материала, в частности геосетка для использования в земляных инженерных конструкциях, изготовлена посредством растяжения исходного пластмассового листового материала, выполненного с решеткой отверстий. Ячеистая структура содержит множество в основном параллельных реберных структур, проходящих продольно в первом направлении, параллельном направлению растяжения, и множество в основном параллельных стержневых структур, проходящих во втором направлении, поперечном реберным структурам. Реберные структуры и стержневые структуры соединены друг с другом областями соединения в расположенных на расстоянии друг от друга местах вдоль их соответствующей длины. Реберные структуры разделены вдоль своей длины на чередующиеся области соединения и реберные сегменты. Стержневые структуры разделены вдоль своей длины с помощью чередующихся стержневых сегментов и областей соединения. В ячеистой структуре реберные структуры выполнены так, что реберные сегменты ориентированы в первом направлении вдоль их длины, и ориентация в первом направлении проходит через области соединения, соединяющие два таких ориентированных реберных сегмента. Стержневые структуры выполнены так, что их полная степень растяжения во втором направлении составляет максимально 1, и все места вдоль длины стержневых структур имеют максимально ориентацию, равную 1,5, во втором направлении. Изобретение обеспечивает повышение механических свойств получаемых изделий. 8 н. и 41 з.п. ф-лы, 2 табл., 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления сетки
Комментарии