Способ изготовления сетки - SU578846A3
Код документа: SU578846A3
Чертежи




Описание
1
Изобретение относится к области изготовления сеток из термопластичного материала.
Известен способ изготовления сетки, заключающийся в том, что на пленке делают по всей поверхности надрезы и растягивают ее в осевом и радиальном направлениях, в результате чего пленка приобретает сетчатую структуру.
Полученная таким способ сетка имеет низкую прочность на разрыв и, кроме того, сетчатая структура не однородна.
Известен также способ изготовления сетки, заключающийся в том, что на обеих сторонах термопластичного листа формируют расположеннь1е под углом друг к другу ряды параллельных рубчиков, соединенных между собой перемычками, и затем вытягивают лис с образованием отверстий в перемычках.
Последний из описанных выше способов является более близким к изобретению.
Полученная известным способом (.2jceTка имеет утолшения в точках пересечения рубчиков, которые при вытягивании листа практически не орнентироватгы, Пйпичие таких утолщенных неориентироваиш-ix участков
ослабляет прочность ва разрыв в сопрогввление надрыву сетки.
Цель изобретения - повышение прочности сетки. Указанная цель достигается за счет того, что на одной стороне листа формируют основные рубчики, площадь поперечного сечения которых превышает по крайней мере в 1,5 раза площадь поперечного сечения соединительных рубчиков, расположен№1х на другой стороне листа,
Соединительные рубчики формируют либо непрерывными по всей длине, либо прерывистыми .
Для формирования рубчиков на термопластичном листе последний подают в нагретом состоянии в зазор между овумя профилирующими валками. Причем лист пропускают между валками, вращающимися с различными скоростями. Скорость одного профилирующего валка составляет 5-5О% скорости другого профилирующего валка.
Отношение высоты основного рубчика к толщине перемычки между рубчиками выбирают равным по крайней мере 3:1. ж 3 Термопластичный лист вытягивают в цвухмагически показано устройство, чпентичное азличных направлениях: сначала вытягиваютизображенному на фиг. 1, но для рмироваод углом 15°-90 к направпению распело прерывистых соепинитепь(гых руубчнков ения основных рубчиков, а затем - перпен- « обеих сторонах тиста; на фиг; 8 и 9 - в икулярно направлению первой вытяжки.sУвеличенном масштабе аксонометрическое Кроме того, термпластичный лист вытя-изображение листа, показанного на фиг. 7; гивают в направлении расположе1тя основ-на фиг. 10 схематическое изображение проных рубчиков.филирующего устройства иной конструкции, Термопластичный лист вытягивают в на-обеспечивающего получение непрерывных осправленин расположения соединительных руб- цновных рубчиков, расположенш 1х в направлечиков дпя ориентирования их в одном осевомнии попачи листа, и прерывистых соединительнаправлении .ных рубчиков - на другой стороне листа; на Коэффициент вытяжки выбирают по край-фиг. 11 и 12 показана сетка (с двух сторон), ней мере равным 1,5,полученная после вытяжки в двух направле Основные рубчики располагают в направпе- ,5ниях листа, изображенного на фиг. 8и 9; ши перемещения листа, а соединительные руб. , 14, 15 и 16 - сетка с различчики под углом 90 к основным, расположением основных и соединительЛист после вытяжки соединяют наложени-j,,, нитей; на фиг. 17 и 18 - схематичесем с другим таким же листом, причем полу-j изображение даух вариантов устройства ченные в результате вытяжки основных руб- joдпя изготовления многослойного материала; чинов шти второго листа располагают под ф jg -рехслойный материал, в котоуглом к основньш нитям первого листа.р одном слое основные нити расположеПо крайней мере, часть- нитей, полученных, поперек направления подачи материала, в результате вытяжки соединительных рубчи- других слоях основные нити распоков , обрывают. 5ложены под равными углами к упомянутым Основные нити первого листа располагают основным нитям} на фиг. 2О - вид в в направлении подачи писта, а основные ни- двухслойного диагонального материала, ти второго листа - поперек направления псьполученного соединением двух сеток, в котодачи листа. основные нити расположены под равныНапоженные один на другой первый и BTCV направлению подачи материала; рой листы соединяют с третьим таким же ф 21 - вид в плане четырехсложного листом, причем основные нити первого, вто-.а ериала, полученного соединением в люрого н третьего листов располагают под уг-g порядке двух сеток, показанных на фиг. лом 60 один к другому..,5, и двух сеток, показанных на фиг. 18; Соединенные между собой первый и вто- з5„ фиг. 22 показано устройство для разделерой листы соединяют с таким же третьим и отдельные полоски и изготовчетвертым листами, причем основные нитиления пряжи каждого листа располагают под углом способ может быть реализован на к направлению основных нитей в любом дру-устройстве, содержащем профилирующий вагом листе,40;,Qj. j с пазами (впадинами) 2 по образуюОсновкые нити располагают в направле-щим и профилирующий валок 3 с кольцевыми НИИ подачи листа, который разделяют на рядпазами (впадинами) 4 на поверхности. Пазы полосок, расположенных в направлегши пода-на валках 1 и 3 расположены перпендикулярчи листа и содержащей две или более основ-но друг другу. ные нити, связанные между собой соедини- Термопластичный лист 5 пропускают межтепьными нитями.ду вращаюшимися валками 1 и 3. При этом Полоски фибриллируют для разрыва отдельна нем формируются основные рубчики 6, ных соединительных нитей и затем соединя-соединенные перемычками 7, и соединительют в многонитьевую пряжу.ные рубчики 8, связанные перемычками 9. На фиг. 1 - схематично показано устрой- 0Лист можно подавать непосредственно из ство для формирования рубчиков на обеихшприц-машины или изготавливать заранее лк сторонах движущегося термопластичного лис-бым -известным способом и затем подавать та; на фиг. 2 показан лист с рубчиками вв нагретом состоянии на профилирующие валаксонометрии; на фиг. 3 и 4 - даны в уве-ки. пичешюм масштабе листы с рубчиками раз- 5 Установлено, что отношение площади А личной формы, расположенными на разш.тхпоперечного сечения основных рубчиков к рлсстояниях друг от друга; на фиг. 5 и 6 -площаци А2 поперечного сечения соединительаксонометрическое изображеюш сетки, полу-№ х рубчиков должно находиться в пределах чешюЛ вытягиванием листа, показа)1ного наот 1,5:1 до 1ОО:1, а отношение высоты Т . 2 (вип сверху и снизу); на фиг. 7 схе- осн1лных рубчиков к толщине Т перемычек 578846
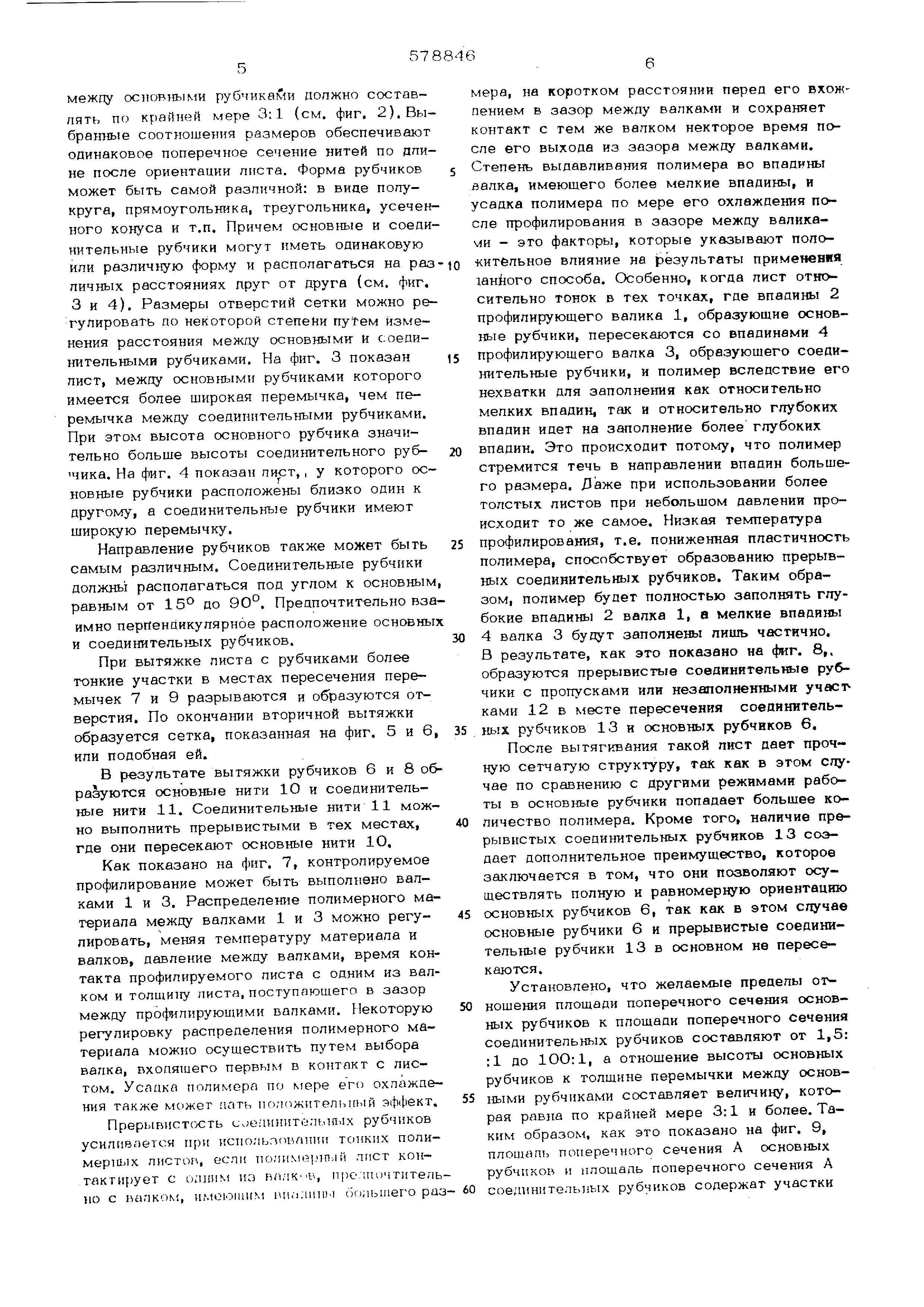
между основными рубчиками допжно составлять по крайней мере 3:1 (см. фиг, 2). Выбранные соотношения размеров обеспечивают одинаковое поперечное сечение нитей по длине после ориентации листа. Форма рубчиков может быть самой различной: в виае полукруга , прямоугольника, треугольника, усеченного конуса и т.п. Причем основные и соединительные рубчики могут иметь одинаковую или различную форму и располагаться на ра личных расстояниях друг от друга (см. фиг. 3 и 4). Размеры отверстий сетки можно ре гулировать по некоторой степени путем изменения расстояния меж;лу основными- и соединительными рубчиками. На фиг. 3 показан лист, между основными рубчиками которого имеется более широкая перемычка, чем перемычка между соединительными рубчиками. При этом высота основного рубчика значительно больше высоты соединительного рубчика . На фиг. 4 показан пист,, у которого основные рубчики расположены близко один к другому, а соединитель№1е рубчики имеют широкую перемычку. Направление рубчиков также может быть самым различным. Соединительные рубчики должньт располагаться под углом к основным равным от 15° до 90°. Предпочтительно вза имно перненаикулярнбе расположение основны и соединительных рубчиков. При вытяжке листа с рубчиками более тонкие участки в местах пересечения перемычек 7 и 9 разрываются и образуются отверстия . По оконча}ши вторичной вытяжки образуется сетка, показанная на фиг. 5 и 6 или подобная ей. В результате вытяжки рубчиков 6 и 8 об разуются основные нити 10 и соединительные нити 11. Соединительные нити 11 можно выполнить прерывистыми в тех местах, где они пересекают основные нити 10. Как показано на фиг. 7, контролируемое профилирование может быть выполнено валками 1 и 3. Распределение полимерного материала между валками 1 и 3 можно регулировать , меняя температуру материала и валков, давление между валками, время контакта профилируемого листа с одним из валком и ТОЛЩИ1ГУ листа, поступающего в зазор между про4илирующими валками. Некоторую регулировку распределения полимерного материала можно осуществить путем выбора валка, входяшего первым в контакт с листом . Усадка полимора по мере его охлаждения также может аать положитешлгый эффект. Прерывистость с.;е;и1яито;илп 1х рубчиков усиливается при использовании тонких попимер1Ш1х листов, если тк)ли 1е1яп 1й лист контактирует с опиим из Fia;iK b, про..почтитель оопьшего раз но с В 1ЛКОК, ИМСМО1ЦИМ 1Ч1.-1ЛИ111.1
мера, на коротком расстоянии перед его вхождением в зазор между валками и сохраняет контакт с тем же валком некторое время после его выхода из зазора между валками. Степень выдавливания полимера во впадины валка, имеющего более мелкие впадины, и усадка полимера по мере его охлаждения после профилирования в зазоре между валикаv и - это факторы, которые указывают попо«HTfenbHoe влияние на результаты применения яанйого способа. Особенно, когда пист относительно тонок в тех точках, где впадины 2 профилирующего валика 1, образующие основные рубчики, пересекаются со впадинами 4 профилирующего валка 3, образующего соединительные рубчики, и полимер вследствие его нехватки для заполнения как относительно мелких впадин, так и относительно гяубоких впадин идет на заполнение более глубоких впадин. Это происходит потому, что полимер стремится течь в направлении впадин большего размера. при использовании более толстых листов при небольшом давлении происходит то же самое. Низкая температура профилирования, т.е. пониженная пластичность полимера, способствует образованию прерывных соединительных рубчиков. Таким образом , полимер будет полностью заполнять глубокие впадины 2 валка 1, а мелкие впадины 4 валка 3 будут заполнены лишь частично. В результате, как это показано на фиг. 8,. образуются прерывистые совдинителыые рубчики с пропусками или незаполненными участками 12 в месте пересечения соедннитепьных рубчиков 13 и основных рубчиков 6. После вытягивания такой пист дает прочную сетчатую структуру, так как в этом случае по сравнению с другими режимами работы в основные рубчики попадает большее копичество полимера. Кроме того, наличие прерывистых соединительных рубчиков 13 создает дополнительное преимущество, которое заключается в том, что они позволяют осуществлять полную и равномерную ориентацию основных рубчиков 6, так как в этом случае основные рубчики 6 и прерывистые соединительные рубчики 13 в основном не пересекаются . Установлено, что желаемые пределы огношения площади поперечного сечения основных рубчиков к площади поперечного сечения соединительных рубчиков составляют от 1,5: :1 до 10О:1, а отношение высоты основных рубчиков к толщине перемычки между основными рубчиками составляет величину, которая равна по крайней мере 3:1 и более. Таким образом, как это показано на фиг. 9, плошапь поперечного сечения А основных рубчиков и площадь поперечного сечения А соединительных рубчиков содержат участки
ивремычвк, смежных с основанием соответствующего рубчика.
Прерывистые соедннитепьйав i рубчики моЖ но получить так же, используя профилирующие валки 14 и 15, которые показаны на фиг. 10. В этом случае основные рубчики располагаются в направлении подачи листа. Валок 4 снабжен множеством расположенных параллельно кольцевых канавок 16, которые обеспечивают получение основных рубчиков 17 на одной поверхности листа 5, Профилирующий валок 15 снабжен рядом прерОвисTfeix впадин 18, которые расположены по воверхности валка, параллельно его продольной оси, и служат для форм1фования прерывистых соединительных рубчиков 19, Канавки 18 каждого ряда отделены одна от другой перегородкой 2О, составляющей часть кольцевой поверхности валка 15. Желательно, чтобы ширина перегородки 20 была равна или несколько меньше ширины канавки 16 валка 14 Следует заметить, что соединительные рубчики непрерывны в промежутке от одного основного рубчика до соседнего с ним основного рубчика и прерываютб на участках 21. B силу конфигуреции валка 15 на стороне образования прерывистых рубчиков остается очень мало или совсем не остается полимера.
При вытяжке в двух направлениях профилированного указанным способом листа 5 можно обеспечить непрерывную и равномерную ориентацию рубчиков. Ввиду того, что при использовании варианта профилирования, показанного на фиг, 2, или варианта, показанного на фиг. Ю, в .местах пересечения coei динительных и основных рубчиков имеется ма ло или почти нет полимера, отношение площа ди поперечного сечения основных рубчико к площади поперечного сечения соединительных рубчиков не имеет существенного значения. Например, отношение 1:1 вполне удовлетворительно . Однако для получения сеток возможно потребуется использовать рисунок про филирования, в котором соединительных рубчиков будет больше по количеству и(или) меньше по размерам по сравнению с количеством и(или) размерами основных рубчиков , как это показано на фиг. 7 - 1О,
.На фиг. 11 и 12 показаны соответственно верх и низ части сетчатой структуры, иЗ готовпенной после вытяжки профилированного как показано на фиг. 1О, листа в двух напр , пениях: вдоль и поперек линии подачи листа. Следует заметить, что основные нити 22 протяжки несколько выравниваются, а соепинитепьные нити 23 равномерно связывак т tXHOQHbie нити 22 межцу собой. Концы С1 еа11 1нгвлы1ых нитей 23 составляют оано йпое с осьов ыми {штями 22 и не выступают над уровнем основных нитей в местах пересечения .
При вытягивании профвлировашгого листа степень вытягивания будет зависить от таких факторов, как тип используемого полимера , способ профилирования и степень желаемо го разделения основных нитей в окончательной сетчатой структуре. Обычно первая вытяжка или ориентация профилированного листа производится в направлении, поперечном направлению расположения основных рубчиков чтобы обеспечит ориентацию более тонких участков пластмассы между основными рубчиками . Например, профилированный лист, по казанный на фиг. 2, в котором основные рубчики 6 расположены поперек направле1шя подачи материала, обычно (хотя и не обяэатель но) сначала вытягивается в направлении подачи листа. Эту вытяжку можно выполнить с использованием подающих валков, имеющих различные окружные скорости. Такая вытяжк коэффициент которой обычно равен 1,5 или более, приводит, как правило, к начальному или полному образованию отверстий между основными рубчиками и созданию небольших соединительных нитей между основными, еще неориентированными рубчиками или нитями.
Вытягивание, превышающее пятикратное увеличение первоначальных размеров, на этой стадии обычно нежелательно, поскольку в этом случае поперечное ориентирование полимера происходит в точках пересечения основных и соединительных рубчиков. Это может помешать осуществлению желаемой однообразной ориентировки основных нитей при последующих операциях вытягивания.
Можно произвести начальное вытягивание в 2 раза (или менее) в направлении располО жения основных рубчиков до вытягивания в поперечном относительно начального направления . Эта операция приводит к начальной ориентировке и упрочнению основных рубчиков и позволяет предупредить какие-либо искажения или поперечное ориентирование основных рубчиков на участках пересечения в процессе поперечного ориентирования.
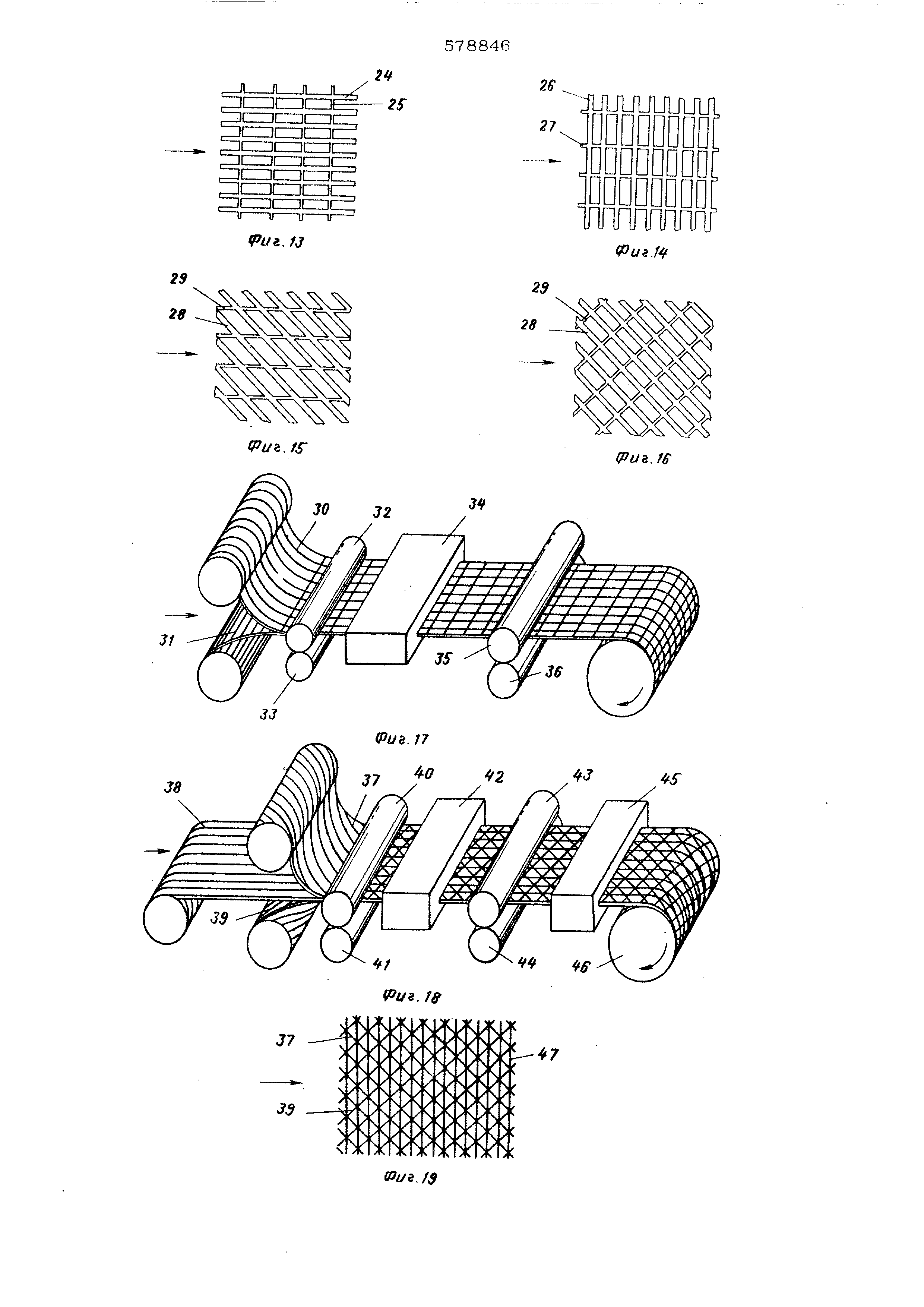
Вторая стадия ориентировки обычно выполняется в направпении, параплепьном основным рубчикам. Таким образом, если внов. обратиться к профилированному листу на фиг. 2, второе ориентирование будет выполнено в поперечном направлении относительно линии подачи материала в машине. Поперечная вытяжка может быть осуществлена .на обычной ширильной раме. Она приводит к ориентации основных рубчиков вдоль их продольной линии и к разрыву небольших соединительных нитей. Коэффициент вытяжки будет определять прочность и размер получаемых в конечном итоге основных нитей. Он может нпхопиться в препелах от мапой величины 1,5 по 0 и более. Млкснмапьняя величина вытяжки зависит от характористик используемого полимера и ряпа и№)1х факторов. Температура вытяжки определяется в зависимости от используемого полимера, но обычно она должна быть несколько ниже температуры , при которой происходит ориентация плоских листов того же полимера. Первую и вторую последовательные операции вытягивания можно выполнять и одновременно , если это ужно. Сетки, полученные предлагаемым способом содержат ориентированные продольно, попереч но или под углом основные нити, связанные между собою имеющими более низкий вес и нормально ориентированными соединительными нитями, причем основные нити имеют непрерывную ориентацию по всей своей длине. На фиг. 13 и 14 приведены примеры различных видов сетчатой структуры, которые мож но получить согласно предлагаемому способу. На фиг. 13 показана сетчатая структура, в которой основные нити 24 пролегают в направлении подачи материала в машине {показано стрелкой), а соединительные нити 25 идут в поперечном направлении, т.е. под углом 90° к направленшо подачи листа. На фиг 14 основные нити 26 идут поперек направления подачи листа (показано стрелкой), а соединительные нити 27 расположены параллельно направлению подачи листа в машине. На фиг. 15 основные нити 28 направлены под углом к линии подачи листа в мащине, а соединительные нити 29 параллельны указанной линии. Кроме того, соединительные нити могут быть расположены под углом к направлению подачи листа, т.е. перпендикулярно основным нитям, как это показано на фиг. 16. Как основные нити 28 распопагаются под углом 7 5° или менее к направлению подачи листа, для ориентировки этих нитей иногда желательно выполнить вытяжку в направлении подачи листа, допуская сужение сетчатой структуры. Обычно при изготовлении такой сетки сначала, если нужно, вьшопняется поперечная вытяжка на ширильной раме , а затем производится вытяжка в направлении подачи листа при наличии сужения. Совершенно очевидно, что можно получить самые различные рисунки расположения нитей в сетчатой структуре. Показанные выше сетки обладают значительной прочностью на разрыв в направлении основных нитей, которая отражает степень и однородность ориентации этих нитей. Эта прочность ниже в направлении поперек основных нитей из-за меиьщих размеров соединител1; 1ых сьязывамших нитей. Сопрогивпение jiaiipbiBy в направдении, поперечном направлению основных нитей, является высоким по причине прочности основных нитей. Следует отметить, что сетчатые структуры, например показашаге на фиг. 5, 6, 11 и 12, содержат соепинительныа нити, которые выполнены либо непрерывными и пересекающими сановные нити, либо прерывистыми и составляющими неотъемлемые части сх;новных нитей, причем и в том и в другом случаях не образуется впадин в местах соединений, что весьма характерно для многих сетчатых структур, получаемых существующими способами. Такие впадины в местах соединений или пересечений нитей являются причиной того, что сетки легкорвутся в любом направлении. Сетки, полученные согласно изобретению, могут быть использованы и для получения многослойных материалов. На фиг. 17 показаны две сетки. В одной основные нити ЗО расположены в направлении подачи материа а , а соединительные нити (не показаны) поперек направлению попачи материала. Эта сетка путем положения соединяется со второй сеткой, в которой основные нити 31 идут поперек направлешю подачи материалов. Соединительные нити не показаны ни на одной «з фаг. 17-22, чтобы легче было понять структуру изготавливаемого материала. Один способ соединения упомянутых двух сеток предусматривает их пропуск через валки 32 и 33 и подогреватель 34 для нагревания в условиях натяжения, но без нарушения ори- ентации структур и последующую подачу сеток в зазор между двумя нагретыми нажимными валками 35 и 36, обеспечивающими соединение пластмассовых сеток. Валки 32 и 33 вращаются чуть медленнее валиков 35 и 36 с тем, чтобы сохранить натяжение сеток в процессе нагревания и тем самым исключить потерю ими ориентации. Можно также использовать ширильную раму, ряд близко расположенных валков или другие средства , исключающие поперечную усадку сеток на этих участках. Эта операаия соединения обеспечивает получение двухслойного материала , который имеет вид и физические свойтва тканого материала и обладает высокой прочностью и хорошим сопротивлением надрыву в обоих направлениях - продольном и поперечном. Такой материал не растягивается ни в направлении подачи материала в машину , ни в поперечном направлении к линии подачи материала, но растягивается по косой . Можно изготовить материал из трех и более слоев с различным раслопожением основных нитей в каждом слое, причем такой материал характеризуется высокой стабильностью размеров, значительной прочностью во всех направлениях, высоким сопротивлением
проаавливанию и хорошей растягиваемостью в поперечном или продольном направпении. Как показано на фиг. i8, первый спой сетки содержит основные нити 37| выпопненныь лод угпом к направпению подачи материала в машине, которое показано стрелкой. Средний сетки содержит основные нити 38, которые расположёны гв направпении подачи материала в машине. Нижний спой содержит основные нити 39, которые расположены под углом к направлению подачи материала, но с наклоном в другую сторону по сравнению с нитями в верхнем слое. Указанные три слоя пропускают между валками 40 и 41 через подогреватель 42 и между двумя нагретыми нажимными валиками 43 и 44, которые обеспечивают соединение сдрев трехслойный материал , в котором точки пересечения основных нитей верхнего и нижнего слоев лежат на основных нитях среднего споя. Полученный таким образом материал можно затем пропустить через устройство 45 для отжига, после чего он наматываетря -на . товарный валок 46. Лпя поддержания натяжения в поперечном относительно подачи материала в машине направлении в процессе нагревания и соединения слоев можно использовать обычную ширильную раму. Такой материал с указанным расположением основных нитей в елоях обладает хорошей растягиваемостью в по- перечном направлении.
На фиг. 19 показан трехслойный материал , в котором основные нити 47 расположены в поперечном ншравлении относительно подачи материала в машине. Такой материал обладает хорошей растягиваемостью в продольном направлении, т.е. в направлении подачи .
Если изъять средний слой, из сетки, показанной на фиг. 18, то получим двухслойный материал, представленный на фиг. 2О, в котором ойновные нити 37 верхнего слоя расположены под углом, например 45°, к линиипвйачи материала, а основные нити 39 нижнего .сйоя распопожены под такимже утлом 45 к ПИНИИ подачи материала но с противоположным наклоном. Если основнь1е нити 37 и 39 расположены под углом 45° к линии подачи материала, угол между основными нитями 37 и 39 будет равен 9О°. Такой сетчатый материал обладает свойством растягива ся и восстанавливаться как в продольном, так и в поперечном направлениях подобно трико- ажу ,
Путем напожения на трехслойный материал, показанный на фиг. 18, еще одной сеткИ, в которой основные нити 31 1см. фиг. 17) расположе}а 1 поперек линии подачи, можно получить четырехслойный материал, показанный на фнг, 21. Для обеспечения однородлос
тк свойств такого материала предпочтительно , чтобы основные нити 37 и 39 располагались под углом 45° к направлению попаЧй материала в машине. Такой материал обладает стабильностью в отношении размеров и по существу не растягивается ни в одном направлении.
Из некоторых сеток, изготовленных предлагаемым способом, возможно получение нового моноволокна или пряжи. Для этого годится любая сетка, в которой основные нити расположены вдоль направления подачи материала , а соединительные нити идут под угпом к пинии подачи. На фиг. 22 показана такая сетка, в которой основные нити 48 располагаются вдоль линии подачи материала в машине, а соединительные нити 49 лежат поперечно т.е. под углом 90° к основным нитям 48. Сетка протягивается валками 50 через: множество делительных стержней 51 (а, б, в) для разделения сетки на отдельные нити 52 (а, б, в) или относительно узкие полосы, содержащие некоторое число основных нитей, связанных соединительными нитями. Как происходит разделение сетки на одиночные нити или на полосы показано на фиг. 22. Передняя кромка сетки разделяется на полоски. Полоска 52 а подается поверх делительного стержня 51 а, затем под стержень 51 б и далее поверх стерня 51 в. Смежная полоска 52 б подается под стержень 51 а, поверх стержня 51 б и под стержень 51 в и т.д.
Дополнительные стержни легко рвут соединительные нити, связывающие смежные полоски , так как они по сравнению с основными нитями весьма малы. Полоски затем можно подвергнуть фибриллядии с использованием для э1ойцели трепала 53. При полной фибрилляции сетки происходит разрыв всех соединительных нитей, а основные нитиостают ся нетронутыми. В результате каждая полоска превращается в пряжу, состоящую из множества отдельных основных нитей, которые не связаны, между .собой и имеют отходящие перпендикулярно или поД иным углом от них: обрывки соединительных нитей. После этого основные нити пропускают через вапки 54 и направляющую 55 пряжи для дальнейшей обработки . При необходимости осуществляют увеличение объемности известным приемом ложного скручивания или волнистости. Кроме того , увеличения объемности можно достигнуть путем тепловой релаксации, если основные нити изготовлены из двухкомпонентных полимерных листов. Например, фибриллированная полоска 52 а (фиг. 22) подается после направляющей 55 пряжи на подогреватель 56 для повышения объемности. Затем можно использовать ложное скручнватте, примеипв ппя этой цели механизм 57 ложного скручивания . После этого пряжа наматывается на приемную итулю 58. Если необходимо поггушть пряжу с нулевым кручением, нефибрилтарованные или фибриллированные полости мо гут быть намотаны непосреаственно на приемную шпулю, (например, полоска 52в,на фиг. 22). Можно фибриппированные полоски пропустить через устройство 59 апя перепле тения воздушной струей и затем намотать на приемную шпупю (например, попоска 52 в). Можно также фиблированные полоски пропустить через обычного типа крутильную машину 6О и затем намотать на приемную шпугао (например, полоска 52 г). Пряжа, полученная указанным способом, характеризуется тем, что основные нити несут на себе обрывки соединительньтх нитей, что способствует увеличению объемности и покровных возможностей, а также улучшает вид пряжи. Такая пряжа может быть использована для тканья, вязания, в виде ворса и вообще в тех случаях, когда требуются непрерывные волокна. Кроме того, наличие на основных ниtяx обрывков соединительных нитей улучшает сцепление материала, изготовленного из такой пряжи, с различным покрытиями (пластмассой, резиной и т.п.). Кроме того, выступающие в стороны обрывки соеди нительных нитей придают пряже и ткани хорошую сопротивляемость истиранию и распушиванию . Предлагаемый способ предусматривает профилирование с помощью устройства, где один про({илирующий валок является ведущим в отношении второго профилирующего валка, причем валки вращаются с одинаковой скоростью . Однако при использовании полимеров которые относительно трудно поддаются рыву (таких, например, как полиэфиры, полиамиды и полимеры виниловых соединений), можно для начального расщепления на стадии профилирования применить вапки с разной скоростью вращения. При этом окружная ско рость профилирующего валка для выдавливания основных рубчиков может отличаться от окружной скорости валка для получения соед нительных рубчиков на величину, составляющую до 50% скорости того или иного валка в сторону ускорения или замедпения. Разпичие скоростей вращения валков позволяет вы полнить расщепление или разрыв тонких перемычек ы процессе профилирования листа. Это облегчает последующую операцию вытягивания листа, обеспеч1геающую образование отверстий, т.е. получение однообразной сет чатой структуры. Исходным материалом для изготовления указанных выше сетчатых структур, тканей и пряжи могут служить любые термоппастические ппастмассопые полимеры, образующие нити или волокна. К нкм относятся такие материалы , как полиэтилен, сополимер полипропилена , производные сополимеры пропилена, содержащего до 1О% другого олефина, блоксополимеры пропилена, содержащего до 25% другого олефина; найлон-6 и найлон-66; полиэтипентерефталат , а также другие высокомолекулярные термопластические полимеры и попимеры виниловых соединений, например попивикхлорид. Для получения листов, содержащих слои из различных полимеров, можно использовать два или бопее полимеров, которые формируют в листы, способом одновременного экструдирования . Например, два споя или две сетчатых структуры листа, каждая из которых содержит часть полимера с относительно высокой точкой плавления и остальную часть из полимера с низкой точкой плавления, можно соединить посредством наложения одна на другую частей листов из полимеров с низкой точкой плавления и последующего нагревания . Кроме того, сетку, состоящую из полимера с высокой точкой пп ленкя, можно соединить с сеткой из полимера с низкой точкой плавления. Можно также сетчатую структуру, имеющую часть, изготовленную из полимера с относительно высокой точкой плавления, и остальную часть, взготовпенную из полимера с более низкой точкой плавпения , соединить с другой сетчатой структурой , полученной из полимера с более высокой точкой плавления. ;Рекомендуется иметь такие комбинированные пластмассовые листы , в которые компонент с бопее высокой точкой плавления, например нейлон или полиэс| )ир, используется для получения основной части основных волокон. Это позволяет без склеивания двух слоев получить слоистую структуру с помощью тепла, давления и самонабухания , посредством нагревания сетки или пряжи, Приготовленной из такой сетки. Можно, кроме того, использовать сплавы или смеси полимеров. Пример 1. Гомопопимер пропкпена с показателем текучести при экструдировании, равным 7,5 и сополимер пропилена с этиленом , взятым в количестве 2,5%, имеющий тот же показатель текучести при экструдировании , пропустили одновременно через щелевой мундштук шприц-машины при температуре 352°С для получения листа комбинированного состава, вкоторомгомополимер соотавил 75% толщины листа. Длина мундштука составляла ЗО, 5 см, а отверстие имело ширину , равную 0,38 мм. Затем лист подали в зазор между двумя хромированными стальыми профипируюшнмн валками диаметром 10,2 и 7,7 см и длиной 33,0 см. Валок диаметром 10,2 см имел профилирующую поверхность , содержащую ряд впадин, идущих по окружности валка и расположенных с такими промежутками, чтобы иметь 48 впадин на каждые 2,54 см. Этот валок имел внутренне охлаждение, расчитанное на поддержание его температуры на уровне 70°С. Второй вапок диаметром 7,6 см имел профилирующую поверхность из прямых впадин, идущих параллельно продольной оси валка и выполненных с расчетом 111 впадин на 2,54с Этот валок не охлаждался и имел рабочую тем пературу примерно 60°. Литой лист по.давался между валками со скоростью 4,67 м/ми и о; сватывал 48 впадин валка (на 2,54см) с контактом по дуге 180°. Гомополимерная сторона комбинированного посоставу листа имела контакт с 48 впадинами на 2,54 см валка. Профилированный лист содержал на одной стороне 48 основных рубчиков на 2,54 см в продольном направлении при ширине канавок между рубчиками О,254 мм. На другой стороне листа были получены непрерывные соединительные рубчики - 111 рубчиков на 2,5 см при ширине канавок меж ду рубчиками 0,127 мм. Отношение площад поперечного сечения основь го рубчика к площади поперечного сечения соединительно- го рубчика примерно 2:1, отношение высоты основного рубчика к толщине перемычки меж ду основными рубчиками 8:1. Профилированный лист подали затем в ширильную раму, нагреваемую циркулируемым воздушным потоком до ИО-С, со скоростью 6,Д м/мин и растянули лист на двойную ширину. При выполнении этой операции получили однообразную сетчатую структуру, причем канавки между основными рубчиками стали отверсти ями, пересеченными ориентированными соед нательными нитями. Расстояние между основными рубчикамн составляло около 0,76 м Затем пист вытянули в продольном направле нии, для чего пропустили его с фрикционным контактом через ряд из 11 остальных валков , нагретых до температуры 12О°С и вра щап щихся с различной скоростью - медленно на входе и быстро на выходе листа из валков. Скорость движения листа на входе в эти валки 4,6 м/мин, на выходе 32 м/мин,50
что.дало семикратную вытяжку листа в направлении подачи. Полученная таким образом сетка имела вес О,118 г/м , вес равномер г но ориентированных основных нитей 2,25 г. Эта сетка имела прочность на разрыв, равную примерно 1,95 кг/см, удлинение в направлении подачи 12%. Прочность на разрыв в поперечном направлении к линии подачи листа в машине составила 0,34 кг/см, удлинение 12%. Сетка обладала очень хорошим
зом материала 21,7 г, прочность 1,79 кг/см в любом направлении, удлинение 12% в каждом направлении. Материал обладал отличным сопротивлением надрыву, которое составило 11,34 кг в продольном и поперечном направлении , сопротивление подавливанию по МуллеЛ
ну 2,46 кг/см .
Полученный данный способ сетчатый материал , однослойный или многослойный, может быть использован для изготовления предсопротивлением разрыву в поперечном направлении относительно попачи, равным 13,6кг. Пример 2. Гомополимер пропилена с показателем текучести при экструдировании, равным 7, пропустили через щелевой мундштук шприц-мащины, как в примере 1, при температуре 204°С. Затем лист профилировали между двумя валками, из которых один валок был такой же, как и в примере 1, и содержал 111 впадин на 2,54 см, которые располагались параллельно продольной оси валка. валок имел 36 кольцевых впадин на 2,54 см, которые располагались с равными промежутками Пр. Длине валка. Отношение сечения основного рубчика к площади поперечного сечения соединительного рубчика полученного профилированного листа из пластмассы было равно примерно 13:1, а отношение высоты основного рубчика к толщине перемычки между основными рубчиками было равно 5:1. Профилированный лист затем растянули на двойную ширину на ширильной раме при температуре 80°С, причем между основШ)1ми нитями образовались отверстия . После этого лист подвергли линейной вытяжке до величины, в 9,2 раза превышающей его длину, для чего использовали ряд валков с различной окружной скоростью при температуре 120°С. Вес 0,836 полученной таким образом сетчатой структуры был равен 14,0 г. Равномерно ориентированные основные нити имели вес примерно 8,0г. Эта сетчатая структура обладала прочностью на разрыв 3,9 кг/см, а удлинение составило 22%. Прочность на разрыв в поперечном направлении 0,14 кг/см, удлинение 22%, Эта структура обладала отличным сопротивлением надрыву в направлении, поперечном направлению подачи материала, которое составило 22,7 кг. .;; : , П р и м е р 3. Ткань с поперечным расположением нитей приготовили путем соединения сетки, полученной по примеру 1, с идентичной сеткой с поперечным расположением основных нитей по отношению к линии подачи материала посредством сдавливания двух сеток между стальными плитами пресса при температуре 132°С. Усилие сжатия составило 1,О6 кг/см в течение 15 сек. Вес 0,836 м изготовленного таким обрамегов различного назначения, таких, например , как гигиенические салфетки, пеленки, различного рода прокладки, тампоны, хирургические перевязочные материалы, хирургические губки, перевязочные материалы при ожогах, а также в качестве упрочняющего материала для изделий из бумаги, ппенок и других тканых и нетканых материалов. Кроме того, термопластичная сетка: може быть использована в качестве клеящего мариала при соединении других материалов в условиях теппа и давления. Сетки можно использовать также в качестве плавких внутре них прокладок. Многослойные материалы можно испопьзо вать в тех же целях, что и однослойные сет чатые структуры, но особенно они пригодны в тех случаях, когда необходимо получить материал, обладающий сбалансированными свойствами в отношении высокой прочности и сопротивления надрыву. Многослойные материалы особенно пригодны, например, для изготовления пластмассовых пакетов с высоким сопротивлением удару, первичной и вторичной основы дпя ковров, покрываемых ппасг массовых тканей и других подобных изделий Предлагаемые сетчатые структуры могут бы использованы и в других областях, где требуются неабсорбируюшие материалы, легко пропускающие жидкости в силу своей сетчатой структуры, а также относительно легкие и прочные материалы. Формула изобретения 1. Способ изготовления сетки, заключающийся в том, что на обеих сторонах термо пластичного листа формируют под углом друг к другу ряды параллельных рубчиков, соединенных между собой перемычками, и затем вытягивают лист с образованием отверстий в перемычках, отличающийся тем что, с целью повышения прочности сетки, на одной стороне листа формируют основные руб чики, площадь поперечного сечения которых превышает по крайней мере в 1,5 раза площадь поперечного сечения соединительньтх рубчиков, расположенных на другой стороне листа. 2.Способ по п. 1, отличающий с я тем, что соединительные рубчики форм руют непрерывнь1ми по всей длине. 3.Способ по п. 1, отличающи й с я тем, что соединительные рубчики форм руют прерывистыми. 4.Способ по пп. 1-3, отлич аюш и и с я тем, чгодляформированиярубчиков на листе последний пропускают в нагретом СОСТОЯНИИ в зазор между двумя профилирующими валками. 5.Способ по п. 4, о т л и ч а ю щ и йс я тем, что лист пропускают между валками , вращающимися с различными скоростями . 6.Способ по п. 5, о т л и ч а ю щ и йс я тем, что скорость однородного профилирующего валка составляет 5-50% скорости другого профилирующего вапка. 7.Способ по пп. 1-6, отли чающийс я тем, что отношение высоты основного рубчика к толщине перемычки между рубчиками выбирают равным по крайней мере 3:1. 8.Способ по пп. 1-7, отличающи йс я тем, что термопластичный лист вытягивают в двух различных направлениях, 9.Способ по п. 8, о т л и ч а ю щ и йс я тем, что лист сначала вытягивают под углом к направлению расположения основных рубчиков, а затем - перпендикулярно направлено первой вытяжки. Ю. Способ по im. 1-9, отличающийся тем, что термопластичный лист вытягивают в направлении расположения ос новных рубчиков. 11.Способ по п. 10, о т л и ч а ю щ и и с я тем, что термопластичный лист вытягивают в направлении i расположения соединитепьных рубчиков для ориентирования их в одном осевом направлении. 12.Способ по пп. 1-1 If отлич ающ и и с я тем, что коэффициент вытяжки выбирают по крайней мере равным 1,5. 13.Способ по пп. 1-12, о т л и ч а ющ и и с я тем, что основные рубчики располагают в направлении перемещения листа, а соединительные - под углом 90° к основным . 14.Способ по пп. 1-13, о т л н. ч а ющ в ft с я тем, что лист после вытяжки соединяют наложением с другим таким же листом , причем полученные в результате вытяжки основных рубчиков нити второго листа располагают под углом к основным нитям первого листа. 15.Способ по пп. 1-14, о т л и ч а ющ и и с я тем, что по крайней мере часть нитей, полученных в результате вытажки соеинитепьных рубчиков, обрывают. 16.Способ по пп. 1-14, отличающийся тем, что основные нити первого листа располагают в направлении подачи листа , а основные нити второго листа - поперек направления подачи листа. 17. Способ по пп. 1-14, отличаюийся тем, что наложенные один на первый и второй листы соединяют с треьим таким же листом, причем основные нигн первого, второго и третьего листов распопагают под углом 60° оаин к другому.
18,Способ по пп. 1-14, отличающийся тем, что соеаинвнш 1е между собой первый и второй писты соединяют с та«ими же третьим и четвертым листами, причем основные Йити каждого листа рЕЮполагают под углом 45° к направлению основных нитей в любом другом листе,
19.Способ по пп. 1-14, о т л и ч а юШ и и с я тем, что «Ьсновные нити распопагают в направпении подачи листа, который
(Разаеляют на ряд полосок, расположенных в
направлении подачи листа и солержаших две или более основные нити, связан Л1е между собой соединительными нитями.
2О. СгГособ по п. 19, о т л и ч а ю щ и йс я тем, что полоски фибриплиругот для разрыва отдельных соединитепьных нитейи за- тем соединяют в многонитьевую пряжу.
Источники информации, принятые во внимание при экспертизе:
1.Патент Франции № 2098500, кл. В 29 с 17/00, 1972.
2,Патент США N 3488415, кл. 264-154, 1970.









Реферат
Формула
Комментарии