Способ изготовления или ремонта моноблочного лопаточного диска и диск для моноблочного лопаточного диска - RU2364728C2
Код документа: RU2364728C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение, в основном, относится к способу изготовления или ремонта моноблочного лопаточного диска, включающему в себя формирование поверхности сварочного шва на выступающей площадке диска, при этом данная поверхность сварочного шва предназначена для обеспечения последующего соединения линейной фрикционной сваркой лопатки с этой выступающей площадкой.
Кроме того, объектом настоящего изобретения является также диск для реализации моноблочного лопаточного диска, содержащий, по меньшей мере, одну выступающую площадку, на которой выполняют такую поверхность сварочного шва.
Настоящее изобретение в данном конкретном примере, но не исключительно, относится к области роторов газотурбинных двигателей.
Уровень техники
В некоторых роторах газотурбинных двигателей используют моноблочные лопаточные диски, то есть участки ротора, на которых жестко закрепляют вращающиеся лопаточные ступени, например, путем линейной фрикционной сварки, в отличие от классической концепции, согласно которой ножки лопаток с сечением в виде луковицы, ласточкина хвоста или другой аналогичной формы вставляют в пазы соответствующего сечения диска. Как известно и предпочтительно, моноблочные лопаточные диски в целом являются более легкими, и именно по этой причине их использование является наиболее предпочтительным.
Для выполнения моноблочного лопаточного диска, прежде всего, осуществляют выполнение собственно диска. При этом этот диск выполняют содержащим множество площадок, выступающих над контуром диска по отношению к периферической поверхности этого диска.
Во время изготовления этого диска осуществляют этап формирования поверхности сварочного шва на каждой выступающей площадке, при этом данная поверхность выполняется от переднего конца к заднему концу вдоль хорды выступающей площадки и предназначена для обеспечения последующего этапа соединения линейной фрикционной сваркой лопатки с этой выступающей площадкой. Кроме того, следует уточнить, что эта лопатка содержит соответствующую поверхность сварочного шва, предназначенную для соединения с поверхностью сварочного шва выступающей площадки во время этапа соединения линейной фрикционной сваркой.
Из предшествующего уровня техники известны многие решения для формирования поверхности сварочного шва на выступающей площадке.
Прежде всего, как известно, предлагалось выполнять поверхность сварочного шва плоской, например, параллельно осевому направлению диска, а также тангенциальному направлению этого диска.
В этой связи необходимо отметить, что даже, если выполнение поверхности плоской и единой облегчает этап формирования поверхности, это решение все же остается относительно сложным по основной причине, которая будет пояснена ниже.
Действительно, как правило, диски имеют контур относительно сложной геометрической формы, которая в осевом сечении является криволинейной. Например, контуры известных из предшествующего уровня техники дисков часто имеют форму вогнутой поверхности.
Вместе с тем, как известно, по завершению изготовления моноблочного лопаточного диска лопатку соединяют с контуром через область соединения. В связи с этим, область соединения должна соответствовать площадке из материала, выполненной между лопаткой и контуром, и располагаться практически полностью вдоль последнего. Необходимо отметить, что эта область соединения, по меньшей мере, частично формируется за счет площадки, предварительно выполняемой на диске.
Следовательно, в силу геометрической формы контура, которая, как правило, является сложной, очевидно, что выполнение поверхности сварочного шва плоской и единой практически требует выполнения выступающей площадки, которая предназначена не только для образования области соединения, но также и для образования части лопатки. Другими словами, выполняя поверхность сварочного шва плоской, необходимо правильно следовать профилю контура сложной геометрической формы таким образом, чтобы, по меньшей мере, часть поверхности сварочного шва выполнялась исключительно отдельно от будущей области соединения или в ее участке небольшой толщины. Само собой разумеется, что это в некоторой мере усложняет применение этапа соединения линейной фрикционной сваркой по причине незначительной контактной поверхности между двумя свариваемыми элементами. С другой стороны, в подобном случае получаемый сварочный шов неизбежно должен содержать участок небольшой толщины, который в значительной мере снижает прочность закрепления лопатки на диске.
В документе EP 0887143 A было предложено выполнять поверхность сварочного шва параллельной контуру диска сложной геометрической формы и прямой в тангенциальном направлении диска для того, чтобы обеспечить соединение линейной фрикционной сваркой лопатки на выступающей площадке.
Однако сложная трехмерная форма поверхности сварочного шва чрезвычайно усложняет выполнение механической обработки, поэтому такое решение тоже не может быть удовлетворительным.
Кроме того, следует отметить, что два представленных выше известных решения применяются не только для изготовления моноблочного лопаточного диска, но и для ремонта, состоящего в замене одной или нескольких лопаток этого лопаточного диска.
Естественно, что во время такого процесса ремонта недостатки вышеуказанных известных решений проявляются точно так же, как и во время изготовления этого же моноблочного лопаточного диска.
Раскрытие изобретения
Задачей настоящего изобретения является разработка способа изготовления или ремонта моноблочного лопаточного диска, включающего в себя формирование поверхности сварочного шва на выступающей площадке диска и позволяющего устранить вышеупомянутые недостатки известных из предшествующего уровня техники решений.
С другой стороны, задачей настоящего изобретения является также создание диска для выполнения моноблочного лопаточного диска, содержащего, по меньшей мере, одну выступающую площадку, на которой вышеупомянутым способом выполняют поверхность сварочного шва.
В этой связи объектом настоящего изобретения, прежде всего, является способ изготовления или ремонта моноблочного лопаточного диска, включающий в себя этап формирования на выступающей площадке, являющейся частью диска и выполненной от переднего конца к заднему концу вдоль хорды выступающей площадки, поверхности сварочного шва, предназначенной для обеспечения последующего этапа соединения линейной фрикционной сваркой лопатки на выступающей площадке диска. В соответствии с настоящим изобретением этап формирования поверхности сварочного шва осуществляют таким образом, чтобы она содержала, по меньшей мере, два плоских смежных участка, выполненных последовательно вдоль хорды выступающей площадки.
Предпочтительно, учитывая специфическую форму поверхности сварочного шва выступающей площадки, ее формирование можно осуществлять гораздо быстрее и легче, чем формирование поверхности, описанной в документе EP 0887143 A, что позволяет снизить затраты при таком способе изготовления или ремонта моноблочного лопаточного диска.
Кроме того, учитывая наличие, по меньшей мере, двух смежных участков, которые таким образом являются наклонными относительно друг друга, облегчается формирование поверхности сварочного шва как можно ближе к контуру диска, в отличие от известного из предшествующего уровня техники решения, касающегося единой и плоской поверхности сварочного шва. В этой связи необходимо уточнить, что при выполнении максимально близко к контуру диска поверхность сварочного шва можно легко выполнять таким образом, чтобы она оказалась практически на уровне будущей области соединения между контуром и соответствующей лопаткой. Говоря другими словами, сварочный шов, полученный в результате этапа соединения лопатки линейной фрикционной сваркой, может полностью находиться на уровне области соединения, расположенной между двумя элементами.
Следовательно, поскольку поверхность сварочного шва может предпочтительно не содержать части небольшой толщины, то само собой разумеется, что осуществление этапа соединения лопатки линейной фрикционной сваркой облегчается по сравнению с первым описанным известным из предшествующего уровня техники решением и что полученный сварочный шов обеспечивает более надежное закрепление лопатки на диске.
Кроме того, наличие плоских смежных участков, соединенных линиями пересечения, имеющими форму параллельных прямых, позволяет точно позиционировать лопатку по отношению к выступающей площадке, а также значительно снизить возможность нежелательных перемещений этой лопатки во время этапа соединения линейной фрикционной сваркой. Это объясняется тем, что лопатка надежно удерживается между этими плоскими наклонными участками поверхности сварочного шва и определенным образом сама центрируется на последней.
Предпочтительно этап формирования поверхности сварочного шва осуществляют таким образом, чтобы эта поверхность исключительно состояла из двух плоских смежных участков или состояла из трех плоских смежных участков. Само собой разумеется, что число плоских смежных участков, образующих поверхность сварочного шва, может быть и больше в рамках настоящего изобретения. Вместе с тем, необходимо отметить что число участков предпочтительно должно быть равно двум или трем, так как это облегчает процесс выполнения получаемой поверхности сварочного шва, которая все равно сохраняет способность следовать контуру диска, не выходя за пределы будущей области соединения, независимо от сложности формы этого контура.
Предпочтительно этап формирования поверхности сварочного шва осуществляют таким образом, чтобы каждая линия пресечения между двумя плоскими смежными участками была параллельной направлению колебания, принятому для осуществления этапа соединения лопатки линейной фрикционной сваркой.
В связи с этим направление колебания, принимаемое для осуществления этапа соединения лопатки линейной фрикционной сваркой, выбирают из группы направлений, в которую входят тангенциальное направление диска и любые направления, практически перпендикулярные к хорде выступающей площадки, при этом данные направления, естественно, являются предпочтительными, но ни в коем случае не ограничительными.
Наконец, известным образом способ изготовления или ремонта в соответствии с настоящим изобретением предпочтительно включает в себя этап формирования на лопатке соответствующей поверхности сварочного шва с возможностью прилегания к поверхности сварочного шва выступающей площадки диска.
С другой стороны, объектом настоящего изобретения является диск для выполнения моноблочного лопаточного диска, содержащий, по меньшей мере, одну выступающую площадку, которую выполняют от переднего конца до заднего конца вдоль хорды выступающей площадки и на которой выполняют поверхность сварочного шва, предназначенную для обеспечения соединения линейной фрикционной сваркой лопатки на выступающей площадке диска. В соответствии с настоящим изобретением, по меньшей мере, на одной выступающей площадке поверхность сварочного шва содержит, по меньшей мере, два смежных плоских участка, выполненных последовательно вдоль хорды выступающей площадки.
Предпочтительно, по меньшей мере, на одной выступающей площадке поверхность сварочного шва исключительно образована двумя плоскими смежными участками или исключительно образована тремя плоскими смежными участками.
Кроме того, аналогично представленному выше варианту, можно предусмотреть, чтобы, по меньшей мере, на одной выступающей площадке каждая линия пересечения между двумя плоскими смежными участками поверхности сварочного узла параллельна направлению, выбранному из группы направлений, в которую входят тангенциальное направление диска или любые направления, практически перпендикулярные к хорде выступающей площадки.
Другие преимущества и отличительные признаки настоящего изобретения будут более очевидны из нижеследующего подробного описания, не носящего ограничительного характера.
Краткое описание чертежей
Описание настоящего изобретения приводится со ссылками на прилагаемые чертежи, на которых:
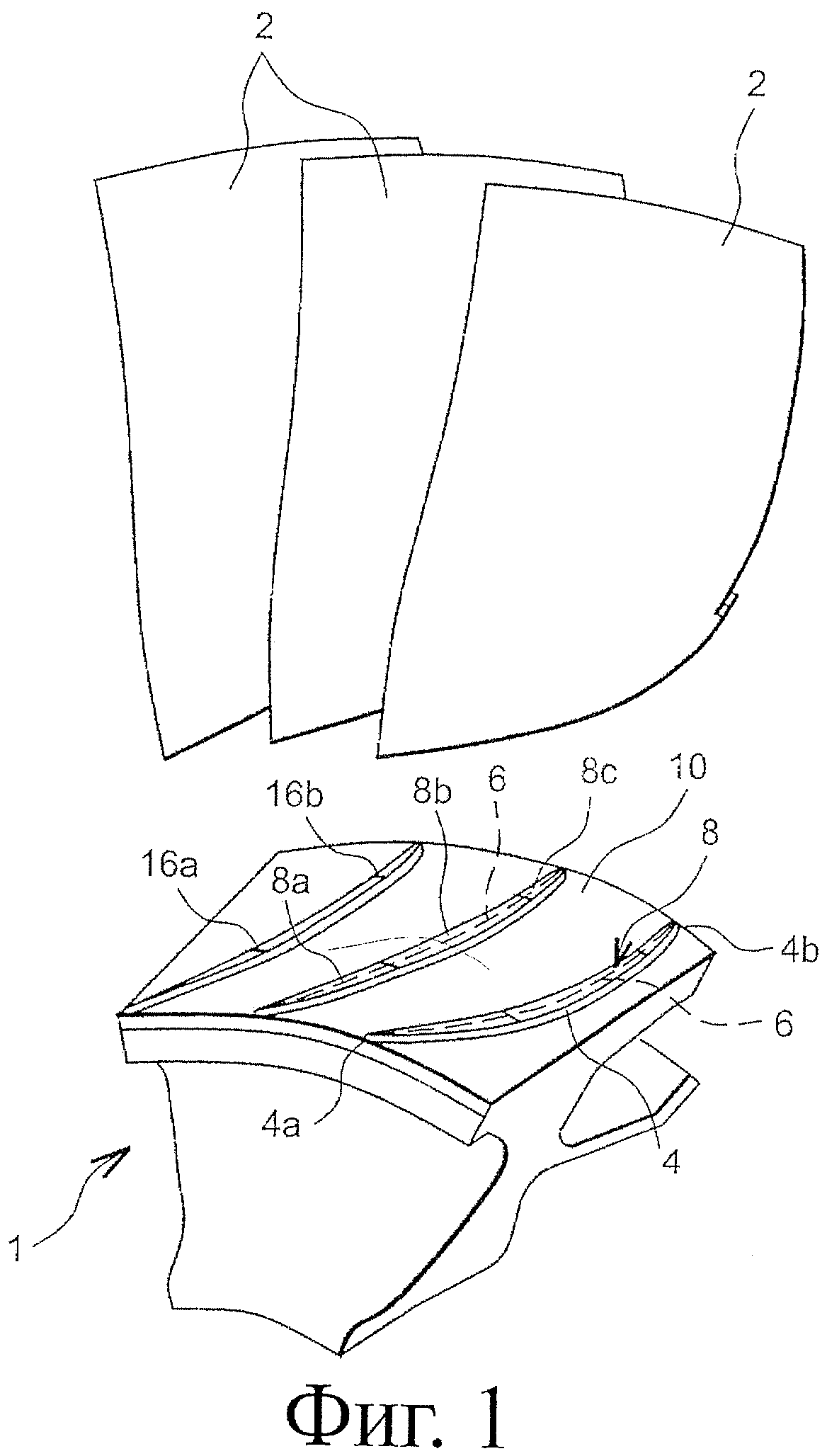
Фиг.1 - частичное изображение в перспективе диска и множества лопаток, предназначенных для формирования моноблочного лопаточного диска, после этапа формирования поверхности сварочного шва согласно способу изготовления или ремонта, осуществляемого по первому предпочтительному варианту настоящего изобретения.
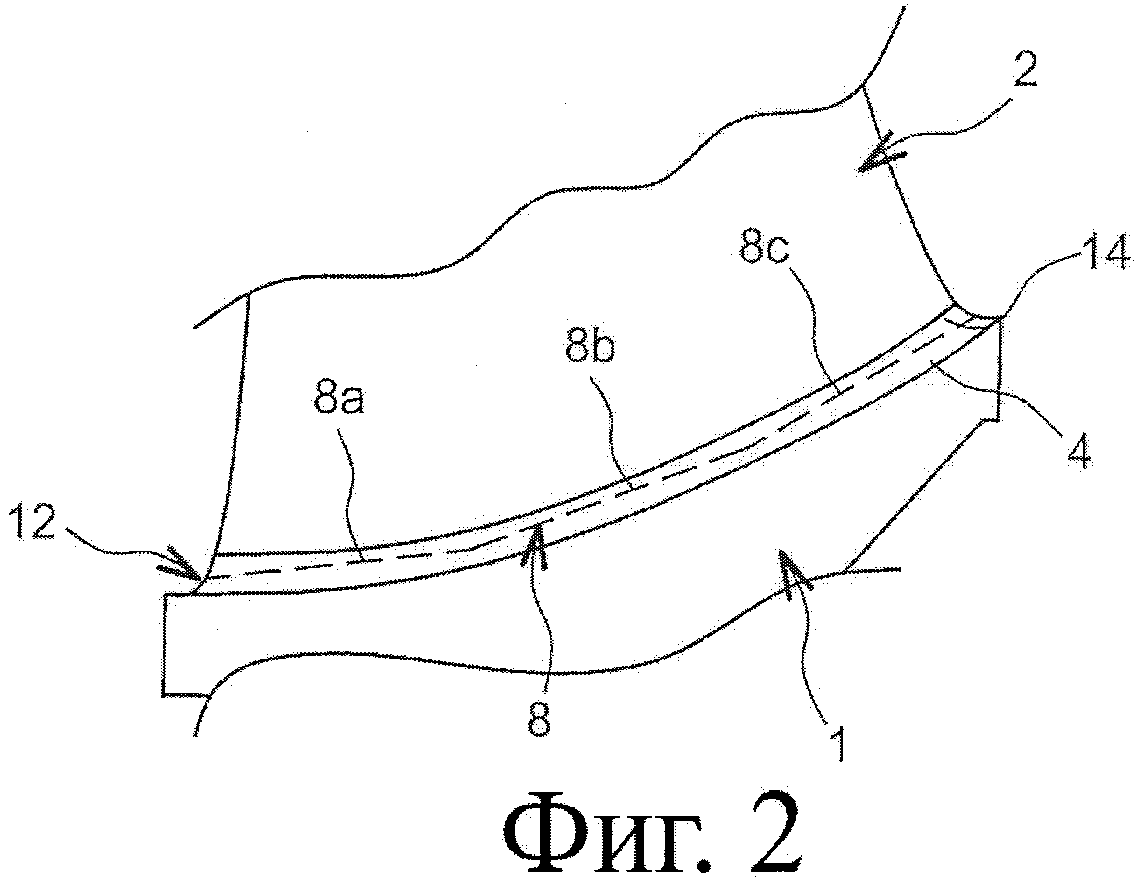
Фиг.2 - частичное изображение в осевом разрезе моноблочного лопаточного диска, полученного в результате осуществления способа изготовления или ремонта согласно первому предпочтительному варианту настоящего изобретения.
Фиг.3 - вид сверху диска, показанного на фиг.1.
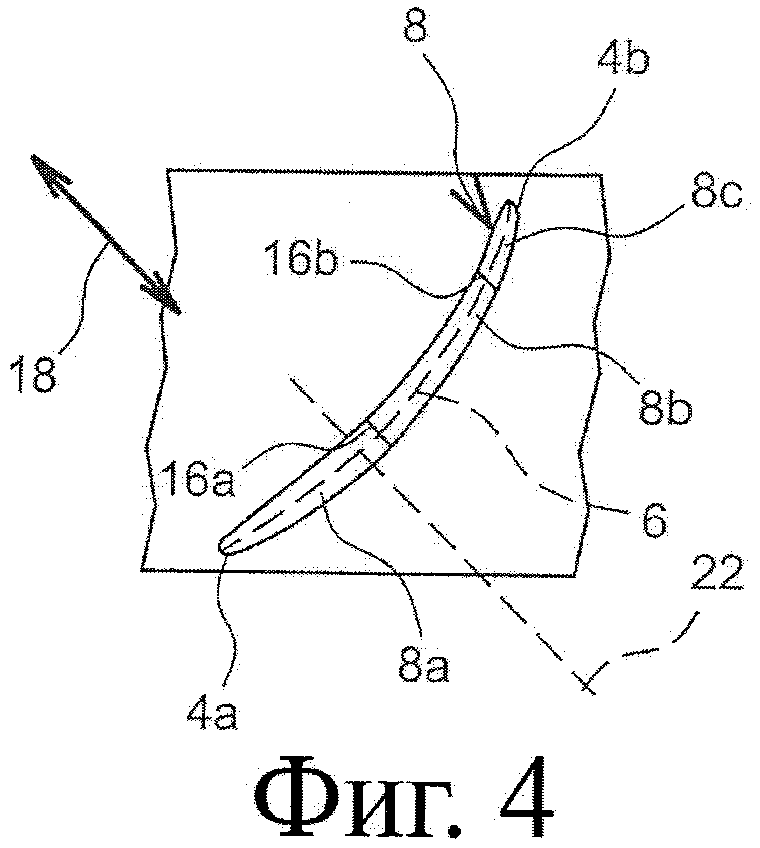
Фиг.4 - изображение, аналогичное фиг.3, когда способ изготовления или ремонта осуществляют альтернативно первому предпочтительному варианту настоящего изобретения.
Фиг.5 - частичное изображение в увеличенном масштабе диска, показанного на фиг.1.
Фиг.6 - изображение, аналогичное фиг.5, когда способ изготовления или ремонта осуществляют согласно второму предпочтительному варианту настоящего изобретения.
Осуществление изобретения
На фиг.1 показан диск 1, а также множество лопаток 2, предназначенных для формирования моноблочного лопаточного диска преимущественно для использования в роторе газотурбинного двигателя. На этой фигуре диск 1 показан в том состоянии, в котором он находится в результате осуществления этапа формирования поверхности сварочного шва способа изготовления или ремонта, осуществляемого согласно первому предпочтительному варианту выполнения настоящего изобретения.
Как показано на фиг.1, диск 1, также являющийся объектом настоящего изобретения, содержит множество выступающих площадок 4, каждая из которых выполнена от переднего конца 4a к заднему концу 4b вдоль хорды 6 выступающей площадки. Необходимо отметить, что передний и задний концы 4a и 4b выступающей площадки 4 соответствуют переднему краю и заднему краю этой выступающей площадки 4.
Как известно, каждая выступающая площадка 4 предназначена для формирования крепежной опоры для соответствующей лопатки 2, при этом этап соединения последней с выступающей площадкой 4 осуществляют при помощи линейной фрикционной сварки.
Для этого на каждой выступающей площадке 4 осуществляют формирование поверхности сварочного шва 8, на которой лопатку 2 впоследствии закрепляют линейной фрикционной сваркой.
В первом предпочтительном варианте выполнения настоящего изобретения на каждой выступающей площадке 4 поверхность сварочного шва 8 образована тремя плоскими смежными участками 8a, 8b, 8c, последовательно выполненными от переднего конца 4а до заднего конца 4b вдоль хорды 6 выступающей площадки.
Таким образом, как показано на фиг.1, поверхность сварочного шва 8 может максимально близко следовать контуру 10 диска 1, который в данном случае имеет вогнутую форму и который обычно называют «полым контуром».
На фиг.2 показан моноблочный лопаточный диск, полученный в результате осуществления способа изготовления или ремонта согласно первому предпочтительному варианту выполнения настоящего изобретения.
Как ясно видно на этой фигуре и как было описано выше в связи с известным из предшествующего уровня техники решением, лопатка 2 соединяется с диском 1 через область соединения 12, также выполненную вдоль хорды 6 выступающей площадки.
Необходимо отметить, что поверхность сварочного шва 8, первоначально выполняемая на площадке 4, в качестве примера на фиг.2 показана пунктирной линией, но эта пунктирная линия показывает также местоположение сварочного шва, полученного в результате этапа соединения лопатки 2 на выступающей площадке 4 при помощи линейной фрикционной сварки.
В результате того, что эта поверхность сварочного шва 8 выполнена максимально близко к контуру 10, полученный сварочный шов, предпочтительно, находится практически в области соединения 12. Другими словами, когда моноблочный лопаточный диск находится в своем конечном состоянии, показанном на фигуре, первоначально выполненная на диске 1 выступающая площадка 4 образует только нижний радиальный участок области соединения 12, тогда как верхний радиальный участок 14 образован материалом лопатки 2 и отделен от выступающей площадки 4 полученным сварочным швом.
Естественно, что в случае, когда контур 10 имеет еще более сложную форму, чем в представленном примере, количество плоских смежных участков 8a, 8b, 8c может быть увеличено для того, чтобы поверхность сварочного шва 8 правильно прилегала к контуру 10 и чтобы она находилась практически на уровне будущей области примыкания между лопаткой 2 и диском 1.
На фиг.3 показано, что три смежных плоских участка 8a, 8b, 8c примыкают друг к другу через линии пересечений 16a и 16b, которые имеют форму прямых, параллельных между собой, а также параллельных направлению колебания, принятому для осуществления этапа соединения лопатки 2 линейной фрикционной сваркой, при этом данное направление колебания схематически показано стрелкой 18.
В этом первом альтернативном предпочтительном варианте выполнения настоящего изобретения поверхность сварочного шва 8 формируют таким образом, чтобы указанные линии пересечений 16a и 16b были параллельными тангенциальному направлению диска 1, схематически показанному пунктирной линией 20.
Следовательно, в силу закрепления лопатки 2 между плоскими участками 8a, 8b, 8c во время этапа соединения линейной фрикционной сваркой этой лопатки, само собой разумеется, что практически полностью устраняется риск радиальных движений лопатки 2 во время этого этапа.
Как показано на фиг.4, иллюстрирующей вторую альтернативу первому предпочтительному варианту выполнения настоящего изобретения, линии пересечений 16a и 16b могут быть расположены в другом направлении, например, в любых направлениях, практически локально перпендикулярных к хорде 6 выступающей площадки 4.
Действительно, в примере, показанном на этой фиг.4, линии пересечений 16a и 16b являются параллельными направлению 22, локально перпендикулярному к части хорды 6 выступающей площадки, находящейся вблизи переднего конца 4а выступающей площадки 4. Кроме того, эти линии пересечений 16a и 16b являются также, естественно, параллельными направлению колебания, принятому для осуществления этапа соединения лопатки 2 линейной фрикционной сваркой и отличающемуся в этой второй альтернативе от направления, параллельного тангенциальному направлению диска 1.
Например, плоские участки 8a, 8b, 8c, соприкасающиеся через линии пересечений 16a и 16b и выполненные последовательно вдоль хорды 6 выступающей площадки, могут попарно определять угол, примерно равный 15°.
В способе изготовления или ремонта согласно первому предпочтительному варианту выполнения настоящего изобретения предусмотрен этап формирования на каждой лопатке 2, предназначенной для жесткого соединения с диском 1, соответствующей поверхности сварочного шва 24, показанной на фиг.5.
Разумеется, что по определению эта поверхность 24 соответствует поверхности сварочного шва 8, выполненной на соответствующей выступающей площадке 4, для обеспечения идеального контакта между лопаткой 2 и этой площадкой 4 во время этапа соединения линейной фрикционной сваркой.
Таким образом, поверхность 24 состоит последовательно вдоль хорды 25 лопатки из трех плоских смежных участков 24a, 24b, 24c, соответственно идентичных плоским смежным участкам 8a, 8b, 8c выступающей площадки 4, с которой соединяют лопатку 2.
Следует отметить, что на этой фиг.5 лопатка 2 показана исключительно иллюстративно и на самом деле, предпочтительно, содержит нижний участок, объем которого значительно превышает объем остальной части лопатки, на котором выполняют соответствующую взаимодействующую поверхность 24 для обеспечения нормального осуществления этапа соединения лопатки 2 посредством линейной фрикционной сварки.
Наконец, на фиг.6 показаны диск 1 и лопатка 2, предназначенная для соединения с этим диском для выполнения моноблочного лопаточного диска, при этом диск 1 показан в состоянии, в котором он находится в результате осуществления этапа формирования поверхности сварочного шва способа изготовления или ремонта, осуществляемого согласно второму предпочтительному варианту выполнения настоящего изобретения.
Основным отличием по отношению к первому предпочтительному варианту выполнения является то, что поверхность сварочного шва 108 формируют таким образом, чтобы она содержала только два смежных плоских участка 108a и 108b, точно так же выполненных вдоль хорды 6 выступающей площадки.
Естественно, что этот вариант выполнения становится возможным, когда контур 10 диска 1 имеет форму, не отличающуюся большой сложностью, при этом основной задачей по-прежнему является выполнение этой поверхности 108 таким образом, чтобы она полностью находилась на уровне будущей области соприкосновения контура 10 с соответствующей лопаткой 2.
В этом случае единственная линия пересечения 116, расположенная между плоскими участками 108a и 108b, также является параллельной направлению колебания (на данной фигуре не показано), принятому для осуществления этапа соединения лопатки 2 линейной фрикционной сваркой.
Наконец, необходимо отметить, что различные описанные выше предпочтительные варианты выполнения могут применяться как для изготовления, так и для ремонта моноблочного лопаточного диска.
Само собой разумеется, что специалист может вносить различные модификации в описанные способы и описанные диски 1, представленные исключительно в качестве не ограничительных примеров.
Реферат
Способ изготовления или ремонта моноблочного лопаточного диска включает этап формирования поверхности сварочного шва на выступающей площадке, являющейся частью диска. Поверхность сварочного шва предназначена для обеспечения последующего этапа соединения линейной фрикционной сваркой лопатки на выступающей площадке диска. Этап формирования поверхности сварочного шва осуществляют таким образом, чтобы она содержала, по меньшей мере, два плоских смежных участка, расположенных последовательно вдоль выступающей площадки. Другое изобретение группы относится к диску для выполнения моноблочного лопаточного диска. Диск для выполнения моноблочного лопаточного диска содержит, по меньшей мере, одну выступающую площадку, на которой выполняют поверхность сварочного шва, предназначенную для обеспечения соединения линейной фрикционной сваркой лопатки на выступающей площадке диска. На выступающей площадке поверхность сварочного шва содержит, по меньшей мере, два смежных плоских участка, расположенных последовательно вдоль выступающей площадки. Изобретение позволяет выполнить поверхность сварочного шва максимально близко к поверхности диска, а также снизить затраты при изготовлении или ремонте моноблочного лопаточного диска. 2 н. и 8 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления пригнанных гидроаэродинамических поверхностей
Комментарии