Способ нагнетания содержащего наполнитель шликера в волокнистую структуру - RU2764203C2
Код документа: RU2764203C2
Чертежи

Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу изготовления детали из композитного термоструктурного материала, в частности, типа оксид/оксид или с керамической матрицей (СМС), т. е. содержащего волокнистый элемент упрочения, выполненный из волокон огнеупорного керамического материала, уплотнённый матрицей также из огнеупорного керамического материала. В частности, изобретение относится к изготовлению деталей из композитного материала оксид/оксид или с керамической матрицей СМС жидким способом, включающим в себя этап пропитки волокнистого элемента упрочения содержащим наполнитель шликером, например, частицами глинозёма в случае композитного материала оксид/оксид или частицами карбида кремния в случае композитного материала с керамической матрицей СМС.
Уровень техники
Этап пропитки производится посредством нагнетания содержащего наполнитель шликера (как правило, в размере от 10 до 40% от объема) в волокнистый элемент упрочения (способ STM: Slurry Transfer Molding). Применяемые для нагнетания шликеры являются слабо содержащим наполнитель и, в частности, для придания стойкой вязкости при введении наполнителей в объём волокнистого элемента упрочения. В этом случае необходимо дренировать или отфильтровывать жидкую фазу шликера для обеспечения оптимального заполнения остаточных пор волокнистого элемента упрочения твёрдыми наполнителями. Такой способ описан, в частности, в источнике информации WO 2016/102839.
В случае с материалом SiC/SiC этапы нагнетания и фильтрации содержащего наполнитель шликера осуществляются на волокнистых заготовках, полученных трёхмерным ткачеством (3D) и упроченных или предварительно уплотнённых посредством химической инфильтрации из паровой фазы (CVI). Несжимаемая заготовка с фиксированной системой пористости обладает остаточной общей межволоконной пористостью от 25 до 45 % от объема. Однако волокнистые трёхмерные заготовки или же заготовки, образованные стопкой волокнистых слоёв, имеют сложную систему пор, создающую трудности при контроле заполнения волокнистой заготовки содержащим наполнитель шликером. Таким образом этапы фильтрации или нагнетания содержащей наполнитель суспензии в волокнистую структуру ещё не полностью освоены, что ведёт к наличию пор в конечной детали.
На фиг. 4 приведены две, выполненные под микроскопом фотографии разреза детали 300 из композитного материала SiC/SiC в соответствии с уровнем техники, а именно, здесь показан элемент упрочения из волокон 310 SiC, изготовленный трёхмерным ткачеством с расположением между слоями уточных и основных нитей в соответствии с интерлочным переплетением и уплотнённый матрицей 320 SiC. Деталь 300 изготовлена аналогичным образом, что и описанная выше, т. е. посредством нагнетания содержащего наполнитель частицами SiC шликера со стороны среза или срезов или стороны или сторон волокнистой структуры SiC, при этом нагнетание производилось в условиях, сходных с условиями хорошо известного способа литья под давлением, так называемого RTM (Resin Transfert Moulding – трансферное формование смолы). Как видно из фиг. 4, деталь 300 содержит расположенные между нитями поры 330, соответствующие порам, присутствовавшим первоначально в волокнистом элементе упрочения и оставшимся не заполненными матрицей SiC.
В случае с материалом оксид/оксид нагнетание содержащего наполнитель шликера производилось в волокнистую структуру с двойной системой пористости, т. е. с системой пор внутри волокон и системой пор между волокнами. В данном случае вследствие осложнённого доступа к совокупности пор в волокнистой структуре были отмечены трудности при нагнетании и фильтрации, что обусловило наличие пор или зон с отсутствием матрицы в полученном материале.
Раскрытие сущности изобретения
Задача изобретения состоит в устранении приведённых выше недостатков и разработке решения, позволяющего изготавливать детали из композитного материала, в частности, материала типа оксид/оксид или с керамической матрицей (СМС) из волокнистой структуры сложной геометрической формы и/или обладающей толщиной, в частности, надёжным и воспроизводимым способом с возможностью надлежащего контроля за нанесением и распределением твёрдых частиц внутри волокнистой структуры с целью получения материала с очень низкой остаточной пористостью и следовательно с улучшенными свойствами.
Для этого изобретением предлагается способ изготовления детали из композитного материала, включающий следующие этапы:
- формирование волокнистой структуры из огнеупорных керамических волокон,
- размещение волокнистой структуры в формовочной полости устройства нагнетания,
- нагнетание внутрь волокнистой структуры шликера, содержащего, по меньшей мере, порошок из огнеупорных керамических частиц или частиц огнеупорного керамического предшественника в виде взвеси в жидкой фазе,
- фильтрация жидкой фазы шликера и задержание порошка из огнеупорных керамических частиц или частиц огнеупорного керамического предшественника внутри упомянутой структуры для получения волокнистой заготовки, насыщенной огнеупорными керамическими частицами или частицами из огнеупорного керамического предшественника,
- уплотнение волокнистой структуры обработкой огнеупорных керамических частиц, присутствующих в волокнистой структуре, для формирования огнеупорной матрицы в этой структуре,
согласно изобретению, после этапа размещения волокнистой структуры в формовочной полости устройства нагнетания и перед этапом нагнетания шликера имеется этап предварительного насыщения волокнистой структуры жидким носителем, заключающийся в нагнетании жидкого носителя в указанную структуру.
При предварительном насыщении волокнистой структуры жидким носителем, производимом до его нагнетания вместе с содержащим наполнитель шликером, создаётся переходный режим, при котором механизмы введения наполнителей внутрь структуры могут хорошо контролироваться. Следовательно, это позволяет оптимизировать наполнение структуры огнеупорными керамическими частицами. Этап предварительного насыщения позволяет решить проблемы, связанные со смачиваемостью волокнистой структуры при нагнетании содержащего наполнитель шликера. Заполнение содержащихся в волокнистой структуре пор упрощается в начале нагнетания вследствие разбавления частиц в жидком носителе, уже присутствующем в структуре.
Согласно особому признаку способа согласно изобретению жидкий носитель является жидкой фазой шликера. Это позволяет исключить возможные проблемы, связанные со смачиваемостью структуры и возможной дестабилизацией взвешенных в шликере частиц.
Согласно другому особому признаку способа согласно изобретению этап предварительного насыщения жидким носителем и этап нагнетания шликера непрерывно связаны между собой. За счёт этого сокращается время изготовления детали при оптимизации эффекта переходного режима, создаваемого этапом предварительного насыщения.
Согласно другому особому признаку способа согласно изобретению этап предварительного насыщения прерывается в том случае, когда давление внутри формовочной полости достигает заданной величины. Таким образом можно контролировать и определять этап предварительного насыщения для нагнетания шликера в оптимальный момент.
Согласно другому особому признаку способа согласно изобретению при предварительном насыщении жидкий носитель нагнетают с первым заданным расходом, а на этапе нагнетания содержащего наполнитель шликера его нагнетают со вторым заданным расходом, равным или отличающимся от первого расхода.
Согласно другому особому признаку способа согласно изобретению на этапе формирования волокнистой структуры нити переплетаются способом трёхмерного или многослойного ткачества.
Нити структуры могут быть нитями, образованными волокнами, полученными из одного или нескольких следующих материалов: глинозём, муллит, кремнезём, алюмосиликат, боросиликат, карбид кремния и углерод.
Огнеупорные керамические частицы могут состоять из материала, выбранного из глинозёма, муллита, кремнезёма, алюмосиликата, алюмофосфата, диоксида циркония, карбида, борида и нитрида.
Согласно примеру осуществления, полученная из композитного материала деталь может представлять собой лопатку газотурбинного двигателя или же деталь задней части, камеру сгорания, створку, стойку форсажной камеры, кольцо турбины, смеситель, направляющий аппарат и пр.
Краткое описание чертежей
Другие признаки и преимущества изобретения следуют из приводимого ниже описания частных вариантов осуществления изобретения, которые приводятся в качестве неограничивающих примеров, со ссылкой на приложенные чертежи, на которых:
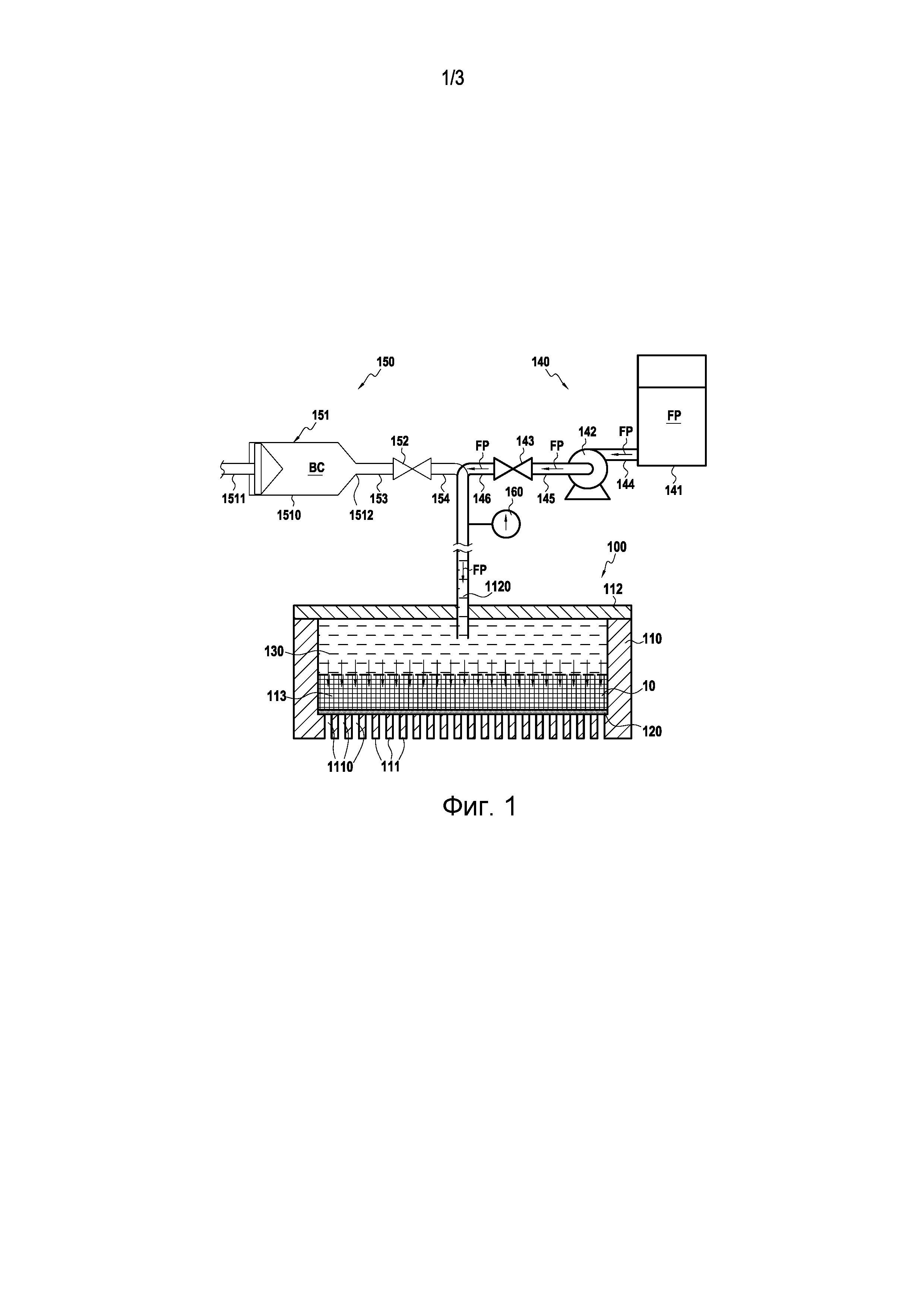
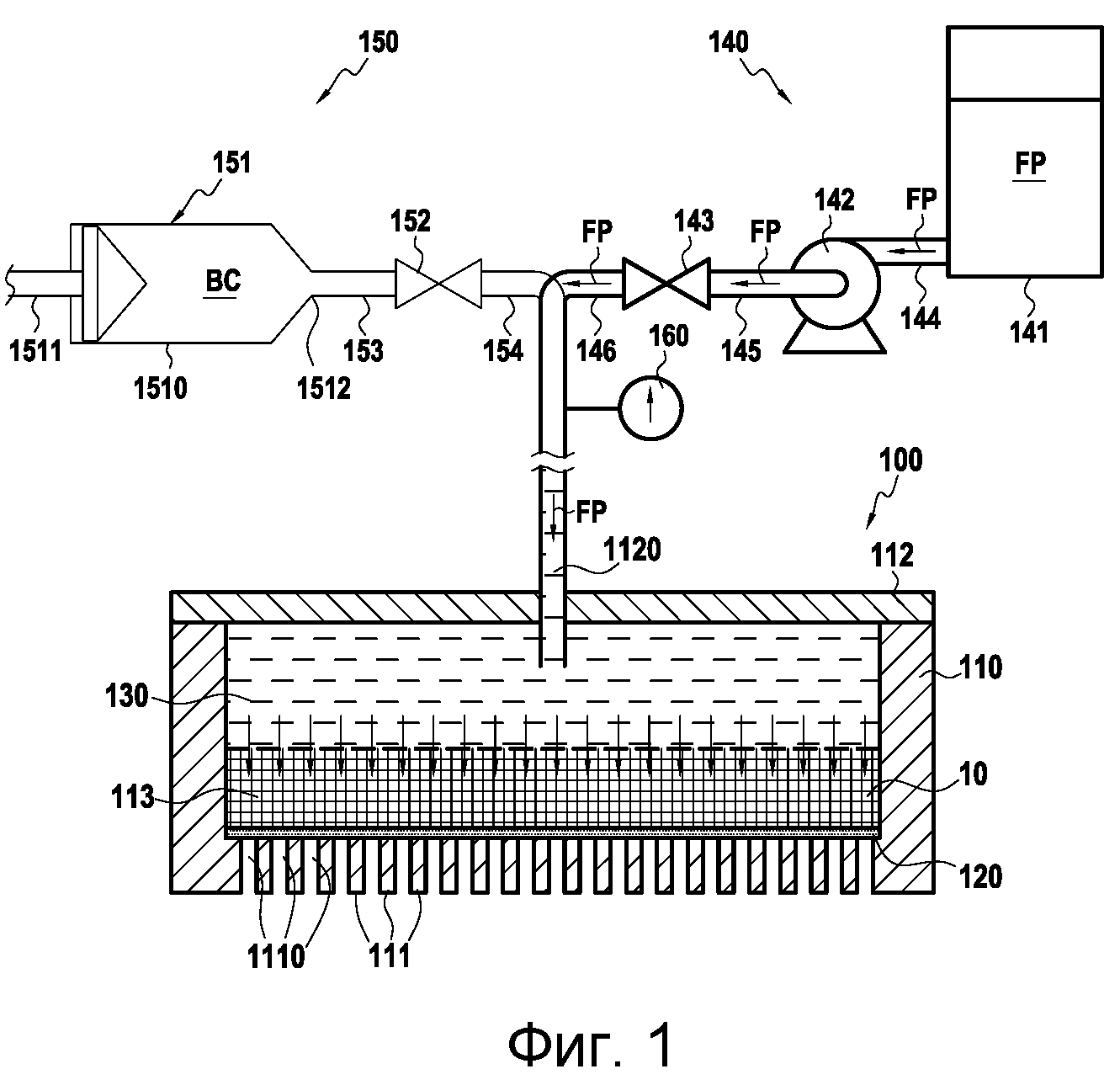
на фиг. 1 схематично показан этап предварительного насыщения волокнистой структуры жидким носителем согласно варианту осуществления изобретения, вид в разрезе;
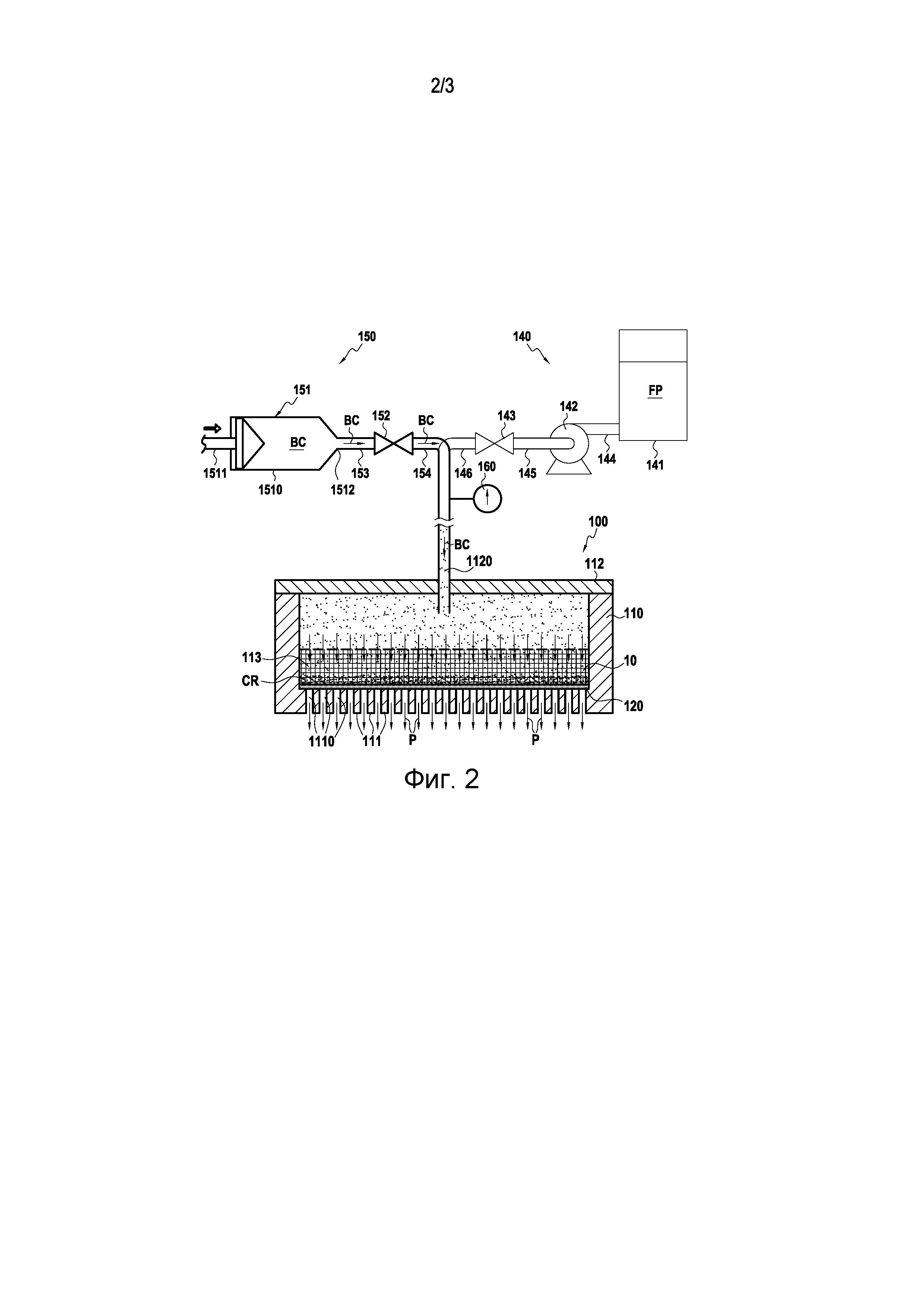
на фиг. 2 схематично показаны этапы нагнетания содержащего наполнитель шликера и удаления жидкой фазы шликера из волокнистой структуры, изображенной на фиг. 1, вид в разрезе;
на фиг. 3 показаны две, выполненные под микроскопом фотографии детали из композитного материала SiC/SiC, изготовленной способом согласно изобретению;
на фиг. 4 показаны две выполненные под микроскопом фотографии детали из композитного материала SiC/SiC, изготовленной известным из уровня техники способом.
Осуществление изобретения
Способ изготовления детали из композитного материала типа оксид/оксид или содержащего керамическую матрицу согласно изобретению начинается с получения волокнистой структуры 10 для формирования элемента упрочения детали.
Волокнистую структуру формируют известным способом ткачества на ткацком станке типа машины Жаккарда, в котором укладывают пучок основных нитей или пряди из множества слоёв, при этом основные нити связаны уточными нитями или наоборот. Волокнистую структуру можно получить путём укладывания в стопку полос или слоёв, изготовленных двухмерным (2D) ткачеством, или однонаправленных полотен (UD) из ниток или скрученных волокон или многонаправленных полотен (nD), полученных наложением друг на друга нескольких однонаправленных полотен UD в разных направлениях и соединением однонаправленных полотен UD между собой, например, сшиванием посредством химического связующего или способом изготовления фетра.
Волокнистую структуру можно также получить непосредственно в виде цельной детали трехмерным (3D) ткачеством. Под «трехмерным ткачеством» подразумевается в данном случае традиционный способ ткачества, при котором каждая уточная нить проходит от одной стороны к другой стороне нитей одного слоя основы или наоборот. В том случае, когда содержащий наполнитель шликер нагнетают в двухмерные волокнистые структуры, а именно в структуры, полученные укладкой в стопку двухмерных слоёв, изобретение особенно пригодно для двухмерных структур значительной толщины, т. е. толщина двухмерных волокнистых структур составляет, по меньшей мере, 0,5 мм, предпочтительно, по меньшей мере, 1 мм.
Под «трёхмерным ткачеством» или же под «многослойным ткачеством» подразумевается в данном случае способ ткачества, при котором, по меньшей мере, некоторые из уточных нитей связаны с основными нитями на нескольких слоях основных нитей или наоборот, ткачество, соответствующее ткацкому переплетению, которое может выбираться, в частности, из следующих видов переплетения: интерлочное, многополотенное, многоатласное и многосаржевое.
Под «интерлочным переплетением или ткачеством» подразумевается в данном случае трёхмерное ткацкое переплетение, при котором каждый слой нитей основы связывает несколько слоёв уточных нитей со всеми нитями той же колонки основы при совершении одного и того же движения в плоскости переплетения.
Под «многополотенным переплетеним или ткачеством» обозначено в данном случае трёхмерное ткачество при наличии нескольких слоёв уточных нитей, при этом базовое переплетение каждого слоя эквивалентно переплетению в традиционном полотне, но при наличии некоторых мест переплетения, при котором слои уточных нитей связаны между собой.
Под «многоатласным переплетения или ткачеством» обозначается в данном случае трёхмерное ткачество с наличием нескольких слоёв уточных нитей, при этом базовой переплетение каждого слоя эквивалентно переплетению в обычном атласе, но при наличии некоторых мест переплетения, которые связывают слои уточных нитей между собой.
Под «многосаржевым переплетением или ткачеством» обозначено в данном случае трёхмерное ткачество с наличием нескольких слоёв уточных нитей, при этом базовое переплетение каждого слоя эквивалентно переплетению обычного саржевого типа, но при наличии некоторых мест переплетения, которые связывают слои из уточных нитей между собой.
Трёхмерные структуры или структуры, образованные уложенными в стопку двухмерными слоями или однонаправленными полотнами, обладают сложной геометрией, при которой трудно ввести и равномерно распределить твёрдые частицы во взвешенном состоянии. Способ согласно изобретению очень хорошо подходит для введения содержащего наполнитель шликера в тканые трёхмерные волокнистые структуры.
Нити, используемые при ткачестве волокнистой структуры для формирования волокнистого элемента упрочения для детали из композитного материала, могут быть образованы, в частности, волокнами из одного из следующих материалов: глинозём, муллит, кремнезём, алюмосиликат, боросиликат, карбид кремния, углерод или смесь из нескольких этих материалов.
В описанном здесь примере волокнистая структура 10 получена трёхмерным ткачеством с применением множества нитей из волокон SiC, при этом после ткачества структура была упрочена посредством химической инфильтрации из паровой фазы SiC. В данном случае волокнистая структура 10 предназначена для образования волокнистого элемента упрочения для детали из композитного материала SiC/SiC (элемент упрочения из волокон SiC, уплотнённых матрицей SiC).
На фиг. 1 изображено устройство нагнетания 100 согласно изобретению, содержащее корпус 110 и днище 111, которые вместе образуют формовочную полость 113. Фильтр 120 расположен на днище 111 корпуса 110, при этом днище 111 содержит отверстия 1110. Верхняя часть корпуса 110 закрыта крышкой 112, содержащей нагнетательный канал 1120, сообщённый, с одной стороны, с системой 140 нагнетания жидкого носителя и, с другой стороны, с системой 150 нагнетания содержащего наполнитель шликера. Однако не является выходящим за рамки изобретения случай, когда жидкий носитель и содержащий наполнитель шликер нагнетаются через множество каналов, заведённых в формовочную полость 113.
Точнее говоря, система нагнетания жидкого носителя состоит в этом случае из ёмкости 141 с жидким носителем FP, выпускной трубопровод 144 которой подключён ко входу шлангового насоса 142. Выход шлангового насоса 142 сообщён с нагнетательным каналом 1120 посредством трубопроводов 145 и 146, между которыми расположен клапан 143. Система 150 нагнетания содержащего наполнитель шликера состоит в данном случае из сосуда 151 для нагнетания, который ограничивает камеру 1510 с находящимся в ней содержащим наполнитель шликером BC, при этом сосуд 151 для нагнетания дополнительно оборудован поршнем 1511, а напротив него имеется выпускное отверстие 1512, сообщённое с нагнетательным каналом 1120 посредством трубопроводов 153 и 154, между которыми находится клапан 152.
После получения волокнистой структуры 10 её помещают в устройство 100 нагнетания, посредством которого, как будет пояснено ниже, внутри волокнистой структуры оседают огнеупорные керамические частицы или частицы огнеупорного керамического предшественника.
На фиг. 1 показан этап предварительного насыщения волокнистой структуры 10 жидким носителем FP согласно изобретению. Жидкий носитель FP может быть выбран, в частности, из следующих текучих сред: вода с разными показателями рН, спирт (например, этанол, поливиниловый спирт), сложные эфиры (например, этилацетат), кетоны (например, ацетон, метиловый этиловый кетон), алканы (например, гексадекан), алкены (например, толуол), тетрагидрофуран, поливиниловый спирт, поливидон (PVP). Предпочтительно жидкий носитель имеет ту же природу, что и жидкая фаза в содержащем наполнитель шликере ВС. В описываемом здесь примере жидким носителем FP является вода с рН от 9 до 10. На протяжении этого этапа система 150 нагнетания содержащего наполнитель шликера остаётся недействующей, при этом сосуд 151 для нагнетания не выдаёт содержащий наполнитель шликер ВС, а клапан 152 закрыт. Из системы нагнетания жидкого носителя жидкий носитель подаётся при постоянном расходе в сосуд 1120 нагнетания шланговым насосом 142, при этом клапан 143 открыт. Жидкий носитель нагнетается с расходом от 2 до 1500 см3/мин. В описываемом здесь примере жидкий носитель, которым является вода, подается с расходом 100 см3/мин. Регулирование расхода нагнетаемого жидкого носителя может производиться с помощью других средств, помимо шлангового насоса, например, инжектором с поршнем с контролируемым расходом. Шланговым насосом управляют для контроля за расходом жидкого носителя FP, нагнетаемого в формовочную полость 113 по меньшей мере при заданной величине расхода.
Этап предварительного насыщения завершается в том случае, когда насыщение волокнистой структуры жидким носителем считается полным, т. е. когда давление в формовочной полости 113 (потеря напора в системе нагнетания жидкого носителя) достигает порога стабильности, например, 600 миллибар. Измерение достигнутого порога стабильности давления в конце этапа предварительного насыщения может производиться посредством датчика давления 160, например, манометром, установленным на участке нагнетательного канала 1120, относящегося к устройству нагнетания 100. Измерение давления в формовочной полости может также осуществляться датчиками давления, установленными на поверхности формовочной полости (не показано на фигурах 1 и 2).
Как только завершается этап предварительного насыщения, приступают к проведению этапа нагнетания содержащего наполнитель шликера ВС в волокнистую структуру 10, как показано на фиг. 2. В описанном здесь примере шликер ВС содержит 20 % от объема частиц SiC со средним диаметром D50 от 0,5 до 0,9 мкм, находящихся во взвешенном состоянии в воде с рН от 9 до 10. Также частицы могут иметь микронный (>10 мкм) или субмикронный размер.
На данном этапе содержащий наполнитель шликер ВС нагнетается в формовочную полость 113 под давлением или с контролируемым расходом. Во время этого этапа система нагнетания жидкого носителя 140 не задействована, шланговый насос 142 остановлен, а клапан 143 перекрыт. Со стороны системы 150 нагнетания содержащего наполнитель шликера шликер поступает с регулируемым расходом в нагнетательный канал 1120 при помощи сосуда 151 для нагнетания, при этом клапан 152 открыт и содержащий наполнитель шликер ВС поступает с минимальным расходом 2 см3/мин. Регулирование расхода производит поршень 1511 сосуда 151 для нагнетания таким образом, чтобы выдача содержащего наполнитель шликера происходила при расходе менее расхода нагнетаемого жидкого носителя. На фиг. 2 содержащий наполнитель шликер ВС нагнетается под давлением по нагнетательному каналу 1120.
Как показано на фиг. 2, частицы огнеупорной керамики СR, присутствующие в шликере ВС, в данном случае это – частицы SiC, задерживаются в волокнистой структуре 10 фильтром 120. Этот фильтр калиброван так, чтобы присутствующие в шликере огнеупорные частицы оксида задерживались, а жидкость из него отводилась через отверстия 1110. При этом частицы огнеупорного оксида постепенно наносятся на структуру путем осаждения. Фильтр 120 может состоять, например, из куска пористого материала, например, микропористого политетрафторэтилена (PTFE), как, например, изделия из «микропористого политетрафторэтилена PTFE», предлагаемые фирмой Porex®.Например, для получения куска пористого материала можно использовать материал РМ 0130, предлагаемый фирмой Porex®, размер пор которого составляет от 1 до 2 мкм, материал РМ 1510 фирмы Porex®или материал Bekipor®. В целом любое средство, например, металлическая сетка или керамический фильтр, пригодный для удержания нагнетаемых частиц, может применяться на этапе фильтрации. В сочетании с нагнетанием содержащего наполнитель шликера ВС перекачка Р, например, с помощью форвакуумного насоса (не показан на фиг. 2) может производиться с наружной стороны днища 111 корпуса 110 через отверстия 1110 так, чтобы улучшить перемещение шликера через волокнистую структуру 10 и фильтрацию его жидкой фазы.
После проведения этапов нагнетания и фильтрации получают предварительно отформованную волокнистую заготовку с содержанием огнеупорных керамических частиц, в данном случае частиц SiC. Затем полученную предварительно отформованную заготовку сушат и извлекают из формы, при этом предварительно отформованная заготовка способна сохранять после извлечения из формы конфигурацию, приобретённую в формовочной полости.
После этого предварительно отформованную заготовку уплотняют путем обработки содержащихся в заготовке частиц. В случае, например, наличия оксидных частиц обработка состоит в проведении термической обработки частиц путем спекания, например, в воздушной среде при температуре от 1000 до 1200 ºС, и таким образом формируется огнеупорная керамическая матрица в порах предварительно отформованной волокнистой заготовки. В случае наличия частиц SiC, как это было в описанном выше примере, частицы SiC пропитывают кремнием путём инфильтрации расплавленного кремния в предварительно отформованную заготовку (способ «МР» = Melt Infiltration) таким образом, чтобы образовалась матрица из SiC. При этом получают деталь из композитного материала, здесь из композитного материала SiC/SiC, снабжённую волокнистым элементом упрочения, образованным волокнистой предварительно отформованной заготовкой и имеющим повышенное содержание матрицы в процентах от объема при равномерном распределении такой огнеупорной керамической матрицы по всему волокнистому элементу упрочения.
На фиг. 3 показаны две выполненные под микроскопом фотографии разреза (разрез в направлении утка: длинная сторона фотографии соответствует направлению утка) детали 200 из композитного материала SiC/SiC, изготовленной способом согласно изобретению, включающим в себя:
- получение волокнистой структуры из волокон SiC, изготовленной в данном случае трёхмерным ткачеством 3D между слоями уточных нитей и нитей основы в соответствии с интерлочным переплетением;
- предварительное уплотнение или упрочение волокнистой структуры путём химической инфильтрации из паровой фазы SiC;
- размещение упроченной волокнистой структуры в устройстве нагнетания, аналогичным описанному выше устройству 100;
- предварительное насыщение волокнистой структуры жидким носителем, заключающееся в нагнетании в структуру воды с рН от 9 до 10 с расходом 100 см3/мин;
- нагнетание содержащего наполнитель шликера в волокнистую структуру с расходом 2 см3/ мин, при этом шликер состоит из частиц SiC, находящихся во взвешенном состоянии вводе с показателем рН от 9 до 10;
- фильтрацию жидкой фазы шликера для обеспечения локального накопления наполнителей в структуре и, следовательно, для увеличения содержания наполнителей в ней;
- уплотнение предварительно отформованной заготовки путём инфильтрации расплавленного кремния для образования матрицы SiC.
Как показано на фиг. 3, изготовленная деталь 200 содержит волокнистый элемент упрочения 210, образованный волокнами SiC и уплотнённый матрицей SiC 220. Как видно на фиг. 3, деталь 200 не содержит или содержит очень малое количество видимых пор между волокнами, что подтверждает эффективность этапа предварительного насыщения волокнистой структуры при оптимизации заполнения структуры при последующем нагнетании содержащего наполнитель шликера.
Способ согласно изобретению не ограничивается нагнетанием шликера, содержащего частицы SiC в виде взвеси в воде. В более общем виде, применяемые шликеры могут представлять собой суспензии с содержанием огнеупорных керамических частиц со средним размером от 0,1 до 10 мкм. Содержание в объёмных процентах огнеупорных керамических частиц в шликере может достигать до нагнетания от 1 до 50 % от объема, предпочтительно от 20 до 35 % от объема. Огнеупорные керамические частицы могут содержать материал, выбранный из: глинозёма, муллита, кремнезёма, алюмосиликатов, алюмофосфатов, карбидов, боридов, нитридов и смесей из этих материалов. В зависимости от их базового содержания огнеупорные керамические частицы могут быть дополнительно смешаны с частицами глинозёма, диоксида циркония, алюмосиликата, оксида редкоземельного металла, силиката редкоземельного металла (который может применяться, например, в барьерах, защищающих от воздействия окружающей среды или температуры) или любым другим наполнителем, обеспечивающим функциональность получаемой детали из композитного материала, таким, как углеродная сажа, графит или карбид кремния.
Жидкая среда или фаза шликеров может также содержать, например, водную фазу с кислым рН (т. е. рН менее 7) и/или спиртовую фазу, содержащую, например, этанол. Шликер может содержать подкисляющее вещество, такое, как азотная кислота, при этом рН жидкой среды может составлять, например, от 1,5 до 4. Кроме того шликер может содержать органическое связующее, например, поливиниловый спирт (PVA), в частности, растворимый в воде. В более общем виде шликер может содержать:
- жидкий носитель,
- диспергатор (точнее: для придания соответствующего рН),
- связующее (точнее: поливиниловый спирт),
-пластификатор (точнее: поливиниловый спирт),
- антивспениватель,
- смачиватель.
Деталь из композитного материала с керамической матрицей, иной, чем из Oxide/Oxide, может быть получена аналогичным образом путём изготовления волокнистой структуры с волокнами из карбида кремния и/или углерода с использованием шликера, содержащего частицы карбида (например, SiC, B4C или TiC), борида (например, TiB2), нитрида (например, Si3N4,), или силицида (например, TiSi2).
Реферат
Изобретение относится к способу изготовления детали из композитного материала. Способ включает следующие этапы: нагнетание внутрь волокнистой структуры шликера, содержащего, по меньшей мере, порошок из огнеупорных керамических частиц или из частиц огнеупорного керамического предшественника в виде взвеси в жидкой фазе; затем фильтрацию жидкой фазы шликера и задержание порошка из огнеупорных керамических частиц или частиц огнеупорного керамического предшественника внутри указанной структуры для получения предварительно отформованной волокнистой заготовки с наполнением из огнеупорных керамических частиц или частиц из огнеупорного керамического предшественника после уплотнения волокнистой структуры путём обработки огнеупорных керамических частиц в волокнистой структуре для формирования огнеупорной матрицы в этой структуре. Согласно изобретению способ содержит проводимый до этапа нагнетания шликера этап предварительного насыщения волокнистой структуры жидким носителем, заключающийся в нагнетании жидкого носителя в указанную структуру. Изобретение позволяет получить деталь из композитного материала способом с возможностью надлежащего контроля за нанесением и распределением твёрдых частиц внутри волокнистой структуры с целью получения материала с очень низкой остаточной пористостью и, следовательно, с улучшенными по сравнению с деталями, известными из предшествующего уровня техники, свойствами. 8 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Турбинная лопатка, способ ее изготовления и способ защиты от коррозии
Комментарии