Способ выравнивания поверхности детали, изготовленной из композиционного материала с керамической матрицей - RU2523265C2
Код документа: RU2523265C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к деталям из композиционного материала с керамической матрицей. В частности, оно относится к улучшению состояния поверхности таких деталей.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В авиационных моторах и, в особенности, в газовых турбинах или турбомашинах этих моторов имеющие аэродинамическую форму детали, такие как лопатки, обычно изготовлены из металлических сплавов способом литья с локальной механической обработкой. Современные и предстоящие требования к авиационным моторам по снижению удельного расхода топлива, уменьшению загрязнения среды и другие влекут за собой значительное увеличение их массы, в особенности, в ступенях низкого давления в турбинах.
Лопатки занимают значительную долю массы ступеней низкого давления. Для того чтобы существенно снизить массу и обеспечить стойкость к более высоким рабочим температурам, чем температуры, допускаемые для металлических сплавов, для изготовления лопаток целесообразно использовать композиционные материалы с керамической матрицей.
Композиционные материалы с керамической матрицей (CMC, от англ. “ceramic matrix composite” и франц. “materiaux composites a matrice ceramique”) относятся к так называемым термоструктурным композиционным материалам, то есть к композиционным материалам, которые имеют хорошие механические свойства и способны сохранять эти свойства при высокой температуре. Кроме того, изготовленные из композиционного материала с керамической матрицей детали, такие как лопатки, дают значительную экономию массы по сравнению с теми же деталями из обычных металлических сплавов.
Хорошо известным образом детали из композиционных материалов с керамической матрицей образованы волокнистым каркасом из жаропрочных волокон (углеродных или керамических), уплотненным керамической матрицей, в частности жаропрочным карбидом, нитридом, оксидом и т.п. Характерными примерами композитных материалов с керамической матрицей являются материалы C-SiC (каркас из углеродных волокон и матрица из карбида кремния), материалы SiC-SiC и материалы C-C/SiC (смешанная матрица из углерода/карбида кремния). Изготовление деталей из композиционного материала с керамической матрицей хорошо известно. Уплотнение волокнистого каркаса может выполняться жидким способом (пропиткой полимером - предшественником керамической матрицы и преобразованием в керамику путем сшивания и пиролиза, причем процесс может быть повторяемым) или газовым способом (химической инфильтрацией из газовой фазы, англоязычное сокращение - CVI от “Chemical Vapor Infiltration”).
Однако детали из композиционного материала с керамической матрицей имеют волнистую и относительно шероховатую поверхность, что может оказаться несовместимым с аэродинамическими свойствами, которые требуются от таких деталей, как лопатки. Волнистость поверхности обусловлена волокнистым каркасом, а шероховатость связана с керамической матрицей (по типу «тюленьей шкуры»), в особенности при ее нанесении способом химической инфильтрации из газовой фазы.
В противоположность этому детали из металлических сплавов вследствие способов их изготовления имеют гладкую поверхность с очень слабой шероховатостью (порядка 1 мкм).
Одно из решений по улучшению состояния поверхности детали из композиционного материала с керамической матрицей заключается в нанесении на ее поверхность жидкой композиции, содержащей полимер - предшественник керамики, например, карбида кремния, и твердый жаропрочный наполнитель в виде частиц (гранул), позволяющей сформировать керамическое покрытие. Это керамическое покрытие позволяет выровнять волнистость на поверхности детали. За этим этапом следует осаждение керамики, например, SiC, выполняемое способом химической инфильтрации из газовой фазы в течение примерно 30 часов, что позволяет связать между собой частицы жаропрочного наполнителя. Такой способ обработки поверхности детали из композиционного материала с керамической матрицей описан в патентном документе US 2006/0141154.
Хотя этот способ и позволяет значительно улучшить состояние поверхности детали из композиционного материала с керамической матрицей путем устранения волнистости и снижения шероховатости поверхности до величин ниже 40 мкм и шероховатость поверхности до величин от 2 мкм до 5 мкм (обусловленную химическим осаждением керамики из газовой фазы), необходимость дополнительной химической инфильтрации из газовой фазы после формирования керамического покрытия существенно повышает стоимость и продолжительность изготовления детали.
Соответственно, существует потребность в выравнивающем покрытии поверхности деталей из композиционного материала с керамической матрицей, менее обременительном в отношении длительности и стоимости изготовления детали. Такое выравнивающее покрытие может быть сформировано стекловидным покрытием, нанесенным на деталь.
При этом выравнивающее стекловидное покрытие должно удовлетворять нескольким условиям для адаптации к конструктивным и функциональным характеристикам деталей из композиционного материала с керамической матрицей. В частности, выравнивающее стекловидное покрытие, по меньшей мере, во время его нанесения на деталь, должно иметь адекватное поверхностное натяжение, а также при необходимости адекватную вязкость для выравнивания, то есть эти характеристики должны обеспечивать возможность легкого и равномерного распределения покрытия на поверхности детали. Кроме того, выравнивающее покрытие должно иметь коэффициент теплового расширения, близкий к коэффициенту теплового расширения композиционного материала с керамической матрицей, во избежание различных расширений в детали под действием высоких температур. И наконец, используемое покрытие должно иметь температуру плавления выше температуры использования детали из композиционного материала с керамической матрицей, чтобы обеспечивать целостность покрытия при этой температуре, которая, например, применительно к лопатками газовых турбин может достигать 1100°С.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является создание не имеющего указанных недостатков способа получения деталей из композиционного материала с керамической матрицей, имеющих контролируемое состояние поверхности, в частности, совместимой с требованиями по аэродинамическим характеристикам, обусловленными использованием деталей.
В соответствии с изобретением предложен способ выравнивания поверхности детали из композиционного материала с керамической матрицей, имеющей волнистую и шероховатую поверхность, при этом в способе на поверхность композиционного материала дополнительно наносят жаропрочное стекловидное покрытие или жаропрочную стеклянную композицию, содержащие по существу диоксид кремния, оксид алюминия, оксид бария и оксид кальция.
Таким образом, за счет нанесения стекловидного покрытия на поверхность композиционного материала с керамической матрицей способ позволяет значительно улучшить состояние поверхности детали и при этом с более быстрой и экономичной обработкой, чем химическая инфильтрация из газовой фазы.
Согласно варианту осуществления изобретения способ включает перед нанесением стекловидного покрытия на поверхность детали формирование керамического покрытия, выполняемое путем нанесения на поверхность детали жидкой композиции, содержащей полимер - предшественник керамики и твердый жаропрочный наполнитель, сшивание полимера и преобразование сшитого полимера в керамику путем термообработки.
В этом случае нанесение стекловидного покрытия дополнительно позволяет стабилизировать и усилить керамическое покрытие благодаря связи между частицами твердого наполнителя и/или частицами керамического покрытия.
Предпочтительно стекловидное покрытие включает в массовом процентном отношении от 55 до 70% диоксида кремния, от 5 до 20% оксида алюминия, от 5 до 15% оксида бария и от 5 до 10% оксида кальция.
Кроме того, стекловидное покрытие может включать, по меньшей мере, одно дополнительное соединение, выбранное из группы, содержащей, по меньшей мере, оксид щелочноземельного металла и оксид щелочного металла.
Согласно одному аспекту изобретения стекловидное покрытие имеет температуру плавления, равную или выше 1300°С.
Согласно другому аспекту стекловидное покрытие имеет коэффициент теплового расширения, отличный не более чем на ±0,5×10-6 К-1 от коэффициента теплового расширения детали из композиционного материала с керамической матрицей.
Стекловидное покрытие может быть нанесено на деталь напылением с помощью кислородно-ацетиленового пламени или плазменным напылением.
В варианте осуществления стекловидное покрытие может быть нанесено на деталь путем полива, при этом далее выполняют термообработку нанесенного покрытия.
Объектом изобретения является также деталь из композиционного материала с керамической матрицей, состояние поверхности которой улучшено в соответствии со способом по изобретению, при этом доступная поверхность детали из композиционного материала с керамической матрицей снабжена стекловидным покрытием, содержащим по существу диоксид кремния, оксид алюминия, оксид бария и оксид кальция.
Кроме того, стекловидное покрытие может включать, по меньшей мере, одно дополнительное соединение, выбранное из группы, содержащей, по меньшей мере, оксид щелочноземельного металла и оксид щелочного металла.
В частности, деталью может быть лопатка газовой турбины. Изобретение также относится к турбомашине, оснащенной такой деталью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие особенности и преимущества изобретения будут ясны из последующего описания примеров выполнения, не имеющих ограничительного характера, со ссылками на приложенные чертежи. На чертежах:
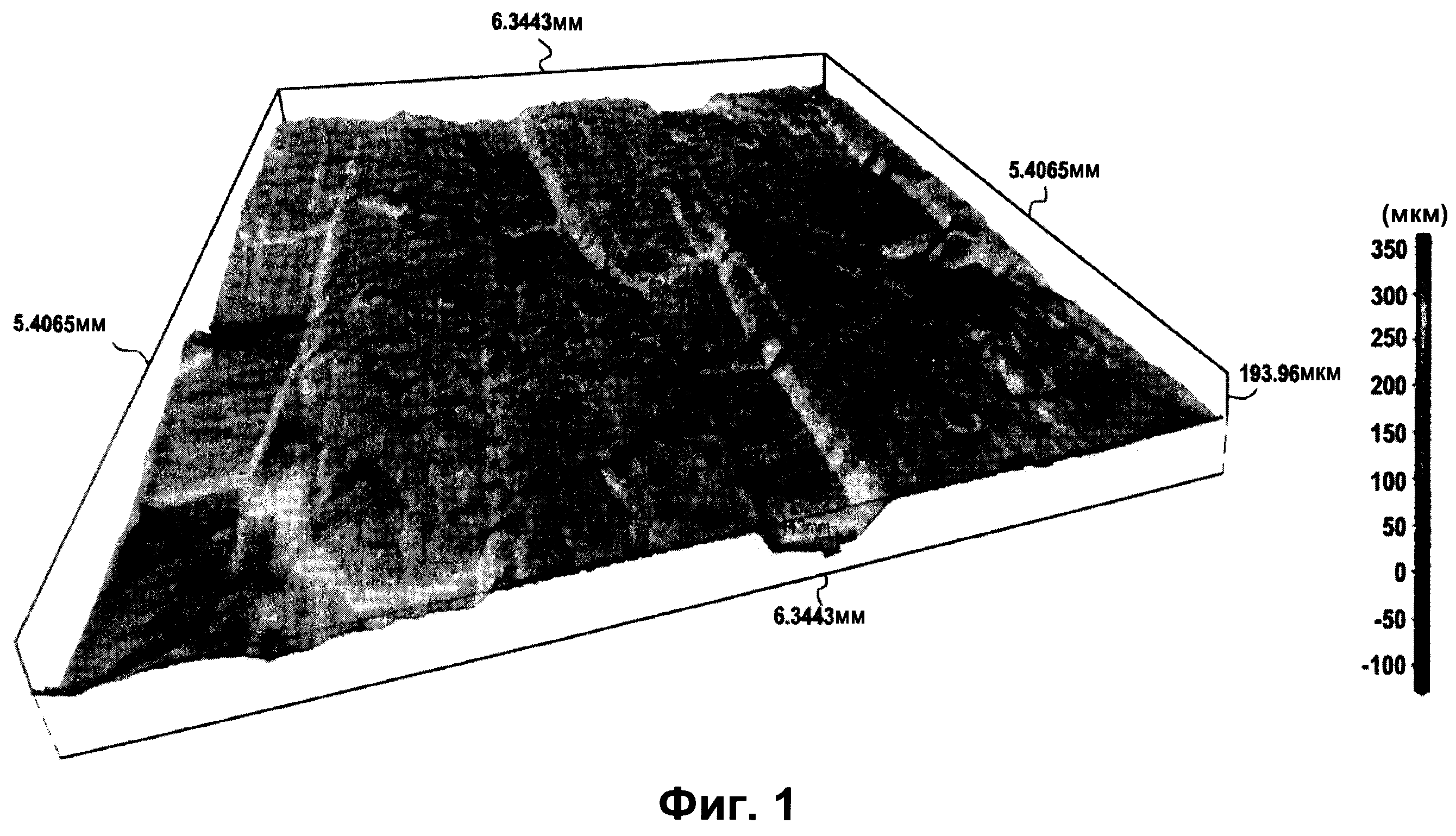
на фиг.1 показано в перспективе состояние поверхности части детали из композиционного материала с керамической матрицей без дополнительной обработки,
на фиг.2 показана кривая измеренных колебаний размеров на поверхности части детали по фиг.1,
на фиг.3 показана кривая измеренных колебаний размеров на поверхности металлического материала, используемого для изготовления лопаток авиационного мотора,
на фиг.4 показана блок-схема, иллюстрирующая последовательные этапы выполнения способа по изобретению,
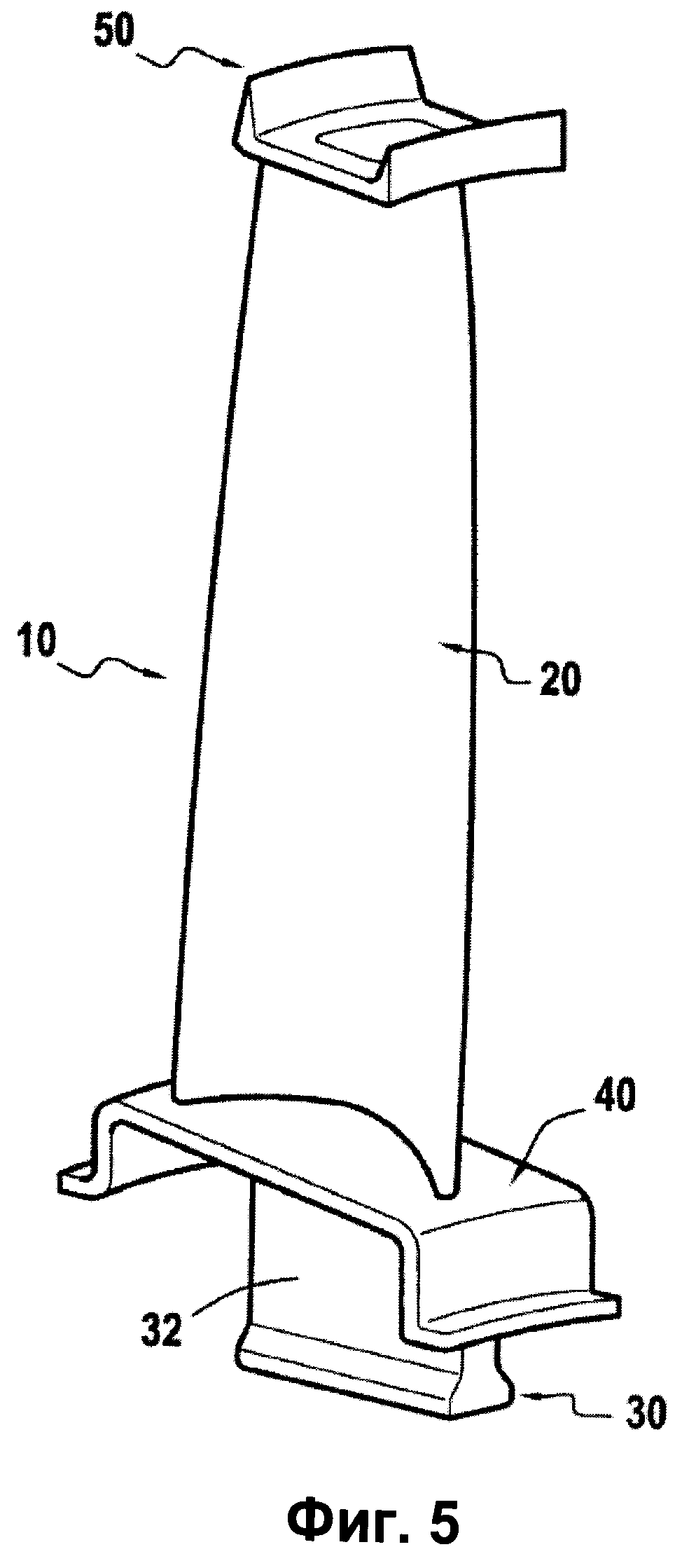
на фиг.5 показана в перспективе лопатка турбомашины.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮШИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предложен способ выравнивания поверхности детали из композиционного материала с керамической матрицей, имеющей волнистую и шероховатую поверхность.
На фиг.4 показана блок-схема процесса при выполнении способа выравнивания поверхности детали из композиционного материала с керамической матрицей в соответствии с изобретением. Способ включает следующие этапы.
Изготовление детали из композиционного материала с керамической матрицей начинается с обеспечения наличия волокнистой конструкции, из которой будет сформирована волокнистая преформа, форма которой приближена к подлежащей изготовлению детали (этап 10).
Волокнистая конструкция может иметь различные виды, такие как:
- двухмерная ткань,
- трехмерная ткань, полученная трехмерным или многослойным тканьем,
- плетеный шнур,
- трикотаж,
- войлок и
- холст с одним направлением нитей или жгутов или холсты с множественным направлением элементов, полученные путем наложения в различных направлениях множества холстов с одним направлением элементов и соединения этих холстов, например, сшиванием, с помощью химического связующего агента или проработкой иглами.
Можно использовать также волокнистую конструкцию, образованную множеством наложенных друг на друга слоев ткани, плетеного шнура, трикотажа, войлока, холстов или других элементов, при этом слои связаны между собой, например, сшиванием, включением нитей или жестких элементов или посредством проработки иглами.
Образующие волокнистую конструкцию волокна являются жаропрочными волокнами, то есть волокнами керамики, например, из карбида кремния (SiC), углеродными волокнами или даже волокнами жаропрочного оксида, например оксида алюминия (Al2O3).
После подготовки волокнистую конструкцию упрочняют путем ее пропитки жидкой композицией, содержащей упрочняющий полимер - предшественник керамики (этап 20). Для этого волокнистую конструкцию погружают в ванну, содержащую полимер и обычно его растворитель. После стекания производят сушку в печи. Сушка может сопровождаться предварительным образованием сетчатой структуры или сшиванием, или частичным сшиванием полимера. Такое предварительное сшивание придает дополнительную жесткость, однако если оно производится, то должно оставаться ограниченным для сохранения достаточной способности к деформации волокнистой конструкции.
Может использоваться другая известная технология пропитки, такая как предварительная пропитка путем непрерывного пропуска волокнистой конструкции через пропиточную машину или пропитка способом RTM (Resin Transfer Moulding - способ инжекции полиэфирной смолы).
Упрочняющий полимер выбирают таким, чтобы после пиролиза оставался достаточный керамический осадок для обеспечения упрочнения волокнистой преформы, которая будет изготавливаться вслед за этим.
В качестве полимера - предшественника керамики может использоваться, например, поликарбосилановая смола - предшественник карбида кремния (SiC) или полисилоксановая смола - предшественник SiCO или полиборокарбосилазановая смола - предшественник SiNCB или же полисилазановая смола - предшественник SiCN.
После пропитки выполняют формирование волокнистой преформы, которая предназначена для образования волокнистого каркаса подлежащей изготовлению детали и имеет форму, по существу соответствующую форме детали, посредством придания формы волокнистой конструкции с помощью фиксирующего приспособления.
Предпочтительно придание формы преформе сопровождается прессованием волокнистой конструкции для повышения объемной доли волокон в композиционном материале подлежащей изготовлению детали.
После придания формы проводят сшивание полимера или заканчивают его, если проводилось предварительное сшивание, при этом преформа удерживается в фиксирующем приспособлении.
Далее заканчивают упрочнение посредством термообработки для осуществления пиролиза полимера. Пиролиз проводят при температуре, например, примерно от 900 до 1000°С.
Упрочнение может проводиться также путем химической инфильтрации из газовой фазы.
За упрочнением следует уплотнение волокнистой преформы керамической матрицей (этап 30).
Предпочтительно уплотнение выполняют путем химической инфильтрации из газовой фазы, причем параметры процесса и природу реакционной газовой фазы адаптируют к природе подлежащей формированию матрицы. Таким образом, в одной печи можно проводить операции пиролиза упрочняющего полимера и уплотнение.
Формируемая способом химической инфильтрации из газовой фазы матрица может быть матрицей SiC, или, по меньшей мере, частично самовосстанавливающейся матрицей, такой как матрица кремний-бор-углерод (Si-В-С), или матрицей из карбида бора (В4С), или же слоистой матрицей с чередующимися фазами несамовосстанавливающейся и самовосстанавливающейся керамики. В этом отношении можно сослаться на патентные документы FR 2401888, US 5246736, US 5965266, US 6068930 и US 6291058.
Керамическая матрица может быть нанесена в ходе нескольких последовательных циклов инфильтрации с операцией механической обработки после каждого цикла, позволяющей вскрыть пористость материала на поверхности и облегчить отложение матрицы внутри волокнистого каркаса.
На фиг.1 показано состояние поверхности части детали из композиционного материала с керамической матрицей, изготовленной из многослойной волокнистой конструкции трехмерного тканья волокон SiC (Guipex®, атласное переплетение, 8 жгутов), упрочненной, подвергшейся приданию формы и уплотненной согласно описанному способу. Как показали измерения на фиг.2, поверхность детали имеет одновременно волнистость с амплитудой более 200 мкм и уровень шероховатости порядка 5 мкм.
Как объяснялось выше, такая неровность поверхности может оказаться не пригодной для использования в деталях аэродинамического назначения. Для сравнения на фиг.3 показаны измерения состояния поверхности лопатки ступени низкого давления авиационного мотора из металлического материала. На диаграмме видно, что поверхность не имеет волнистости, а средний уровень шероховатости имеет порядок 1 мкм.
Для получения такого эффекта и в соответствии с примером осуществления изобретения в заключении производят нанесение стекловидного жаропрочного покрытия непосредственно на доступную поверхность детали из композиционного материала с керамической матрицей (этап 90). Под «доступной поверхностью» имеется в виду наружная геометрическая поверхность керамического покрытии, а также открытая внутренняя пористая поверхность материала, то есть пористость, доступная снаружи. В описываемом здесь примере осуществления покрытие находится в непосредственном контакте с деталью из композиционного материала с керамической матрицей.
Композицию наносимого стекловидного покрытия выбирают таким образом, чтобы обеспечить его совместимость с композиционным материалом с керамической матрицей. В частности, выбирают композицию покрытия, которая имеет коэффициент теплового расширения, близкий к коэффициенту теплового расширения композиционного материала с керамической матрицей, то есть коэффициент, отличный не более чем на ±0,5×10-6 К-1 от коэффициента теплового расширения композиционного материала с керамической матрицей. В качестве примера стекловидное покрытие имеет коэффициент теплового расширения от 4×10-6 К-1 до 5×10-6 К-1, в то время как коэффициент теплового расширения композиционного материала с керамической матрицей обычно составляет от 4 до 4,5. Композицию стекловидного покрытия выбирают также химически инертной относительно композиционного материала с керамической матрицей.
Кроме того, стекловидное покрытие выбирают в зависимости от условий использования детали из композиционного материала с керамической матрицей. В частности, оно должно выдерживать температуры использования детали и иметь долговечность, равную, по меньшей мере, долговечности детали. Для этого выбирают стекловидное покрытие, которое имеет температуру плавления выше максимальной температуры использования детали. Так например, в том случае, когда детали представляют собой лопатки газовой турбины, максимальные температуры, которым подвергаются детали, могут достигать 1100°С. В этом случае стекловидное покрытие имеет температуру плавления, равную или выше 1300°С.
Предпочтительно стекловидное покрытие имеет следующий состав в масс.%:
- от 55 до 70% диоксида кремния (SiO2),
- от 5 до 20% оксида алюминия (Al2O3),
- от 5 до 15% оксида бария (ВаО) и
- от 5 до 10% оксида кальция (СаО).
При такой композиции формируют алюмосиликатное стекло с щелочноземельными флюсами, которое образует покрытие, имеющее температуру плавления выше 1100°С, и таким образом образует стекловидное покрытие, сохраняющее свою целостность до температур использования, которые могут достигать 1100°С. При указанной выше композиции выравнивающее стекловидное покрытие имеет, по меньшей мере, во время нанесения на деталь поверхностное натяжение и, возможно, также вязкость, пригодные для выравнивания, то есть характеристики, которые позволяют легко и равномерно распределять покрытие по поверхности детали. Кроме того, выравнивающее покрытие имеет коэффициент теплового расширения, близкий к коэффициенту теплового расширения композиционного материала с керамической матрицей, во избежание различных расширений в детали под действием высоких температур.
Диоксид кремня представляет собой основной оксид композиции.
Оксид алюминия, привносимый исходными природными минералами, позволяет повысить температуру плавления стекла. Кроме того, он позволяет регулировать коэффициент теплового расширения и поверхностное натяжение стекла. Путем повышения процентного содержания оксида алюминия в композиции повышают ее коэффициент теплового расширения и поверхностное натяжение.
Оксид бария позволяет регулировать длительность плавления стекла при высокой температуре, то есть промежуток времени, в течение которого происходит плавление. Кроме того, он позволяет регулировать коэффициент теплового расширения, вязкость и поверхностное натяжение стекла. Путем повышения процентного содержания оксида бария в композиции снижают ее коэффициент теплового расширения, вязкость и поверхностное натяжение.
Оксид кальция позволяет регулировать вязкость и поверхностное натяжение стекла. Путем повышения процентного содержания оксида бария в композиции снижают ее коэффициент теплового расширения и вязкость и повышают поверхностное натяжение.
Стекловидное покрытие может содержать одно или более дополнительных соединений, выбранных из группы, содержащей оксиды щелочноземельных металлов, такие как оксид магния (MgO) или диоксид циркония (ZrO2), и оксиды щелочных металлов, такие как оксид натрия (Na2O) и оксид калия (K2O). В качестве примера стекловидное покрытие может содержать помимо диоксида кремния, оксида алюминия, оксида бария и оксида кальция от 0 до 5 масс.% оксида магния и/или от 0 до 10 масс.% диоксида циркония и/или от 0 до 5 масс.% диоксида калия.
Оксид магния позволяет регулировать поверхностное натяжение стекла. Путем повышения процентного содержания оксида магния в композиции стекловидного покрытия повышают его поверхностное натяжение.
Диоксид циркония влияет на механические свойства стекла. Он позволяет также регулировать поверхностное натяжение стекла. Путем повышения процентного содержания оксида циркония в композиции стекловидного покрытия повышают его поверхностное натяжение.
Оксид натрия позволяет регулировать вязкость и поверхностное натяжение стекла. Путем повышения процентного содержания диоксида натрия в композиции стекловидного покрытия снижают его вязкость и повышают поверхностное натяжение.
Обобщая указанное, можно сказать, что в этом типе стекловидного покрытия использование оксидов щелочноземельных металлов (оксида бария, оксида кальция, оксида магния и др.) по отношению к классическим щелочным оксидам (оксид натрия, оксид калия и др.) позволяет снизить коэффициент теплового расширения при более высоких температурах использования.
Стекловидное покрытие может быть получено путем нанесения начальной композиции и термообработки при температуре около 1350°С, при этом термообработка может проводиться одновременно с нанесением или после него.
Начальная композиция может содержать, например, следующие исходные материалы:
- песок как источник диоксида кремния,
- каолин или глину как источник в основном оксида алюминия и в меньшей степени диоксида кремния,
- карбонат бария как источник оксида бария,
- карбонат кальция как источник оксида кальция.
Оксид бария предпочтительно образуется из карбоната бария для образования метастабильного стекла.
Кроме того, композиция может содержать следующие дополнительные исходные материалы:
- стеатит как источник в основном оксида магния и в меньшей степени оксида алюминия,
- силикат циркония (циркон) как источник диоксида циркония,
- натриевый полевой шпат как источник оксида натрия.
Количества исходных материалов в начальной композиции регулируют в зависимости от пропорциональных частей составляющих стекловидного покрытия, которые желают получить.
В качестве примера, не являющегося ограничительным, начальная композиция содержит, масс.%:
- 39% песка двуокиси кремния,
- 9% каолина,
- 5% глины,
- 10% карбоната бария,
- 7% карбоната кальция,
- 2% стеатита,
- 28% полевого шпата,
позволяет получить стекловидное покрытие, содержащее:
- 66% диоксида кремния,
- 13% оксида алюминия,
- 10% оксида бария,
- 7% оксида кальция,
- 1% оксида магния,
- 3% оксида натрия.
Согласно второму примеру начальная композиция содержит, масс.%:
- 31% песка двуокиси кремния,
- 8% каолина,
- 5% глины,
- 10% карбоната бария,
- 7% карбоната кальция,
- 2% стеатита,
- 10% силиката циркония,
- 27% полевого шпата,
позволяет получить стекловидное покрытие, содержащее:
- 61% диоксида кремния,
- 12% оксида алюминия,
- 10% оксида бария,
- 7% оксида кальция,
- 1% оксида магния,
- 6% диоксида циркония,
- 3% оксида натрия.
Стекловидное покрытие может быть нанесено на деталь из композиционного материала с керамической матрицей путем напыления или путем полива.
В случае напыления используют композицию в виде порошка (подаваемого материала), который наносят на деталь предпочтительно с помощью кислородно-ацетиленового пламени или плазменным напылением, что позволяет снизить температуру осаждения на материале, а следовательно, и нагрев детали. Технология нанесения кислородно-ацетиленовым пламенем хорошо известна и в целях упрощения здесь подробно не описывается.
Нанесение покрытия поливом может выполняться путем распыления, нанесения шликера или путем смачивания, при этом начальную композицию используют в виде суспензии, например, водной. В этом случае должна применяться термообработка для закрепления стекловидного покрытия на детали. Предпочтительно термообработку выполняют локально, то есть не подвергая термообработке всю деталь.
Толщина нанесенного слоя стекловидного покрытия определяется в основном в функции уровня подлежащих компенсации неровностей. Слой стекловидного покрытия имеет толщину, которая может составлять от 50 до 300 мкм.
Согласно варианту осуществления изобретения на доступной поверхности детали перед нанесением стекловидного покрытия может быть сформировано керамическое покрытие. В этом случае после формирования волокнистой конструкции (этап 10), ее упрочнения (этап 20) и уплотнения преформы (этап 30) приготавливают композицию керамического покрытия (этап 40). Эта композиция включает твердый жаропрочный наполнитель в форме порошка, а именно керамики, полимер - предшественник керамики и, необязательно, растворитель полимера.
Порошок является, например, порошком SiC. Размер частиц выбирают достаточно тонким, чтобы частицы порошка могли проникать в поверхностные поры и заполнять композиционный материал с керамической матрицей. Предпочтительно средний размер частиц выбирают до 100 мкм, например от 5 до 50 мкм. Можно использовать также порошки с другими размерами частиц. Так например, могут использоваться частицы среднего размера от 5 до 15 мкм в сочетании с частицами среднего размера от 25 до 50 мкм, при этом массовая доля частиц большего размера, например, по меньшей мере, равна доле более мелких частиц.
Могут использоваться другие керамические порошки по существу такой же гранулометрии. Они могут быть выбраны из группы, включающей карбиды (отличные от SiC), нитриды или бориды, причем порошки различной природы могут быть смешаны.
Полимер - предшественник керамики выбирают в зависимости от природы желаемого покрытия. В том случае, когда покрытие является покрытием SiC, полимер выбирают, например, между поликарбосиланом (PCS) и полититанокарбосиланом (PTCS).
Могут использоваться другие полимеры - предшественники керамики, например силиконы, которые являются предшественниками SiC (или SiC+C с избыточным углеродом), полисилазаны, которые после пиролиза под действием газа позволяют получать осадок на основе Si3N4 и/или SiC, и полиборазины, предшественники BN.
Следует отметить, что керамический компонент твердого наполнителя и керамика, предшественником которой является полимер, предпочтительно, но необязательно имеют одну и ту же природу.
Растворитель определяют в зависимости от используемого полимера - предшественника керамики. Так, например, в случае использования PCS растворителем может быть ксилол. Для других полимеров могут использоваться другие растворители, например гептан, гексан, метилэтилкетон (МЕС) или этанол для силиконов.
Количество твердого наполнителя по отношению к количеству полимера - предшественника керамики выбирают таким, чтобы обеспечить достаточное заполнение поверхностных пор термоструктурного композиционного материала с проникновением композиции на определенную глубину. Так, количество твердого наполнителя по массе предпочтительно составляет от 0,4 до 4 величин количества по массе полимера - предшественника керамики. Кроме того, этот диапазон позволяет регулировать коэффициент усадки полимера - предшественника керамики в процессе его керамизации.
Количество используемого растворителя выбирают таким, чтобы придать жидкой композиции подходящую вязкость в аспекте ее нанесения на поверхность детали.
В качестве примера характерная композиция, предназначенная для формирования покрытия SiC, может быть выбрана в следующих пределах:
- порошок SiC (средний размер частиц от 5 до 50 мкм): от 2 до 7 масс. частей;
- поликарбосилан (PCS) (предшественник SiC): от 1 до 3 масс. частей;
- Ксилол (растворитель PCS): от 2 до 5 масс. частей.
Жидкую композицию наносят на подлежащую обработке поверхность детали (этап 50).
Нанесение может производиться простым образом щеткой или кистью. Могут использоваться и другие способы, например, с помощью пистолета для нанесения покрытий.
После этапа сушки (этап 60), например, горячим воздухом, для удаления растворителя выполняют сшивание полимера - предшественника керамики (этап 70). Сшивание может производиться посредством термообработки. Для примера использования PCS температуру постепенно повышают до величины горизонтального участка кривой, примерно равной 350°С.
Сшитый полимер подвергают термообработке для его керамизации (этап 80). Для примера использования PCS температуру постепенно повышают до величины горизонтального участка кривой, примерно равной 900°С.
Могут быть последовательно нанесены несколько слоев жидкой композиции. После нанесения каждого слоя предпочтительно выполняют, по меньшей мере, сушку композиции и сшивание полимера - предшественника керамики. Керамизация может производиться одновременно для всех слоев.
Само собой разумеется, что условия сшивания и керамизации могут быть отличными для других предшественников керамики, приведенные условия не являются новшеством.
В результате получают керамическое покрытие, которое содержит фазу, образованную при керамизации предшественника керамики, и твердый наполнитель. Это покрытие заполняет впадины волнистости и неровностей на поверхности детали.
Однако сформированное таким образом керамическое покрытие следует стабилизировать в структурном отношении. В частности, необходимо обеспечить связь между частицами твердого наполнителя из-за усадки полимера - предшественника керамики в ходе его преобразования. В процессе термообработки с целью керамизации происходит усадка материала предшественника керамики, вызывающая растрескивание и крошение керамики. В результате не все частицы оказываются связанными между собой внутри сплошного керамического блока.
Для указанной цели согласно изобретению далее выполняют нанесение жаропрочного стекловидного покрытия на керамическое покрытие в описанных выше условиях (этап 90).
Нанесение стекловидного покрытия позволяет путем формирования стекловидной матрицы связать между собой гранулы и/или частицы керамического покрытия. Такая пропитка позволяет также повысить износостойкость детали из композиционного материала с керамической матрицей (в условиях равномерного трения).
Стекловидное покрытие формируют таким образом, чтобы компенсировать неровности поверхности на керамическом покрытии, при этом количество стекловидного покрытия выбирают в зависимости от подлежащих компенсации неровностей. Слой стекловидного покрытия имеет толщину, которая может составлять от 50 до 300 мкм. Сформированный таким образом слой позволяет выровнять поверхность керамического покрытия, а следовательно, и поверхность детали. Стекловидное покрытие по изобретению позволяет снизить уровень волнистости поверхности детали до величин меньше 40 мкм и уровень шероховатости поверхности до величин меньше 1 мкм.
Изобретение применимо к различным типам лопаток турбомашин, в частности к лопаткам компрессора и лопаткам различных компонентов газовых турбин, например к лопатке, показанной на фиг.5.
Лопатка 10 по фиг.5 известным образом содержит перо 20, хвостовик 30, который образован частью наибольшей толщины, например, с поперечным сечением в форме луковицы и продолжен стойкой 32, а также внутреннюю площадку 40, расположенную между стойкой 32 и пером 20, и наружную полку или наконечник 50 вблизи свободного конца пера.
Реферат
Изобретение относится к получению деталей из композиционных материалов и может быть использовано в газовых турбинах и турбомашинах авиационных моторов. Способ выравнивания поверхности детали, содержащей волокнистый каркас из жаропрочных волокон, уплотненный керамической матрицей, и имеющей волнистую и шероховатую поверхность, включает нанесение жаропрочного стекловидного покрытия, причем стекловидное покрытие содержит в массовом соотношении: диоксид кремния 55-70%, оксид алюминия 5-20%, оксид бария 5-15% и оксид кальция 5-10%, и имеет температуру плавления не менее 1300С. Перед нанесением стекловидного покрытия на поверхность детали наносят жидкую композицию, содержащую полимер - предшественник керамики и твёрдый жаропрочный наполнитель. Технический результат изобретения - улучшение состояния поверхности детали по аэродинамическим характеристикам. 3 н. и 12 з.п. ф-лы, 5 ил.
Комментарии