Каскадная решетчатая панель для реверсоров тяги реактивного двигателя, способ и устройство для ее изготовления - RU2697776C2
Код документа: RU2697776C2
Чертежи
Описание
Область техники
Настоящее изобретение в целом относится к реверсорам тяги реактивных двигателей и, конкретнее, к реверсорам тяги каскадного типа, а также способу изготовления каскадов.
Уровень техники
Самолеты с реактивными двигателями зачастую оборудованы реверсорами тяги, которые увеличивают силу торможения самолета в течение посадки, тем самым уменьшая скорость воздушного летательного аппарата. Реверсор тяги увеличивает силу торможения путем эффективного реверсирования потока отработавших газов через реактивный двигатель. В одном типе реверсора тяги, называемого реверсором тяги каскадного типа, перемещаемый обтекатель на гондоле реактивного двигателя перемещается назад для открытия каскада, сформированного множеством открытых решетчатых панелей. Закрытие створки блокирующего устройства вызывает отклонение обходной части воздушного потока, проходящего через двигатель, с прохождением через наборы расположенных по окружности каскадных полостей в решетчатых панелях, которые ориентированы для перенаправления воздушного потока вперед, тем самым создавая реверсивную тягу.
Один из примеров реверсора тяги раскрыт в документе US 5152860.
Изготовление каскадных решетчатых панелей представляет собой длительный, трудоемкий и, вследствие этого, дорогостоящий процесс. Современные каскадные решетчатые панели изготавливают с использованием усиленных волокном термореактивных смол, которые требуют множества этапов обработки и специализированного оборудования. Например, использование термореактивных материалов требует размягчения препрегов, предварительного отверждения силовых планок (strongbacks), укладки индивидуальных лопаток вручную, прессования в пресс-форме для совместного отверждения силовых планок (strongbacks) и лопаток и последующего отверждения.
Соответственно, существует необходимость в каскаде для реверсора тяги реактивного двигателя, который имеет простую конструкцию и дешевле при производстве. Также существует необходимость в малозатратном способе изготовления каскада, для которого требуется меньше ручного труда и меньше этапов обработки, а также меньше технологического оборудования.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Раскрытые варианты реализации обеспечивают легковесный каскад для использования в реверсорах тяги, который прост в изготовлении и требует меньше этапов обработки при производстве. Комплексные, трехмерные, полностью термопластические композитные каскады могут быть быстро изготовлены с использованием силовых планок (strongbacks) из непрерывного волокна, совместно консолидированных с термопластическими композитными решетчатыми панелями из прерывистых длинных волокон. Силовые планки могут быть изготовлены отдельно от решетчатых панелей, тем самым улучшая производственный поток. Силовые планки и лопатки в решетчатых панелях могут быть сформованы в любую необходимую форму для перенаправления воздуха второго контура в любом необходимом направлении. Решетчатые панели могут быть изготовлены индивидуально или группами из модульных подсборок. Поскольку предварительно консолидированные силовые планки и решетчатые панели могут быть изготовлены в виде отдельных частей, то они могут быть объединены в конечной технологической оснастке для высокотемпературной консолидации, имеющей открытые канавки, для точного расположения с шагом жестких силовых планок относительно лопаток отдельных решетчатых панелей. Необходимое расположение с шагом может быть достигнуто при помощи комбинации чередующихся твердых инструментальных вставок и растворимых сердечников.
Согласно одному раскрытому варианту реализации обеспечен каскад для реверсора тяги реактивного двигателя. Каскад содержит множество силовых планок, совместно консолидированных со множеством лопаток. Каждая из силовых планок сформирована из полимерной смолы, имеющей усиление из непрерывного волокна. Каждая из лопаток сформирована из полимерной смолы, такой как термопластик, имеющей усиление из прерывистого волокна. Лопатки могут быть расположены во множестве модульных сборок лопаток. Усиление из прерывистого волокна содержит беспорядочно ориентированные рубленные волокна. Сборку силовых планок и лопатки предварительно консолидируют до их консолидации друг с другом. Сборка силовых планок усилена непрерывными волокнами.
Согласно другому раскрытому варианту реализации обеспечен способ изготовления каскадной решетчатой панели для реверсора тяги реактивного двигателя. Способ включает изготовление множества термопластических лопаток, изготовление множества термопластических силовых планок и совместная консолидация лопаток и силовых планок. Изготовление термопластических лопаток может быть выполнено прессованием в пресс-форме термопластической смолы, усиленной прерывистыми волокнами. Изготовление силовых планок может быть выполнено непрерывным прессованием в пресс-форме термопластической смолы, усиленной непрерывными волокнами. Совместную консолидацию выполняют путем загрузки термопластических лопаток и термопластических силовых планок в технологическую оснастку пресс-формы, нагрева каждой из термопластических лопаток и термопластических силовых планок и совместной консолидации лопаток и силовых планок с использованием технологической оснастки пресс-формы для прижатия термопластических лопаток к термопластическим силовым планкам. Загрузка термопластических лопаток и термопластических силовых планок в технологическую оснастку пресс-формы включает размещение набора твердых инструментальных вставок в первый набор полостей лопаток и размещение набора расширяемых растворимых сердечников во второй набор полостей лопаток. Способ может также включать охлаждение лопаток и силовых планок после их совместной консолидации и извлечения каскадной решетчатой панели из технологической оснастки пресс-формы, включая растворение растворимых сердечников. Способ также может включать расположение с шагом лопаток относительно силовых планок в пределах технологической оснастки пресс-формы. Расположение с шагом лопаток включает вставку набора твердых инструментальных вставок в полости, сформированные лопатками.
Согласно другому варианту реализации обеспечено устройство для совместной консолидации множества силовых планок и множества лопаток. Устройство содержит инструмент, содержащий множество твердых инструментальных вставок, неподвижных относительно друг друга и выполненных с возможностью вставки в первый набор полостей, сформированных лопатками. Устройство также содержит множество сердечников, выполненных с возможностью вставки по отдельности во второй набор полостей, сформированных лопатками. Сердечники могут быть растворимыми. Инструмент содержит основание инструмента, а множество твердых инструментальных вставок прикреплено к основанию инструмента.
Кроме того, настоящее изобретение содержит варианты реализации согласно следующим пунктам:
Пункт 1. Каскад для реверсора тяги реактивного двигателя, содержащий:
множество силовых планок (strongbacks), каждая из которых сформирована из полимерной смолы, имеющей усиление из непрерывного волокна; и
множество лопаток, соединенных с силовым планкам и сформированных каждая из полимерной смолы, имеющей усиление из прерывистого волокна.
Пункт 2. Каскад по п. 1, в котором полимерная смола представляет собой термопластическую смолу.
Пункт 3. Каскад по п. 2, в котором силовые планки и лопатки совместно консолидированы.
Пункт 4. Каскад по п. 1, в котором множество лопаток расположено в множестве модульных сборок лопаток, совместно консолидированных с множеством силовых планок.
Пункт 5. Каскад по п. 1, в котором усиление из прерывистого волокна содержит беспорядочно ориентированные рубленые волокна.
Пункт 6. Каскад для реверсора тяги реактивного двигателя, содержащий:
сборку предварительно консолидированных термопластических силовых планок и
предварительно консолидированные термопластические лопатки, совместно консолидированные с силовыми планками.
Пункт 7. Каскад по п. 6, в котором сборка силовых планок усилена непрерывными волокнами.
Пункт 8. Каскад по п. 6, в котором лопатки усилены прерывистыми волокнами.
Пункт 9. Каскад по п. 6, в котором лопатки расположены в виде множества сборок лопаток, каждая из которых содержит множество лопаток и расположена между силовыми планками и консолидирована с ними.
Пункт 10. Способ изготовления каскадной решетчатой панели для реверсора тяги реактивного двигателя, включающий:
изготовление множества термопластических лопаток;
изготовление множества термопластических силовых планок и
совместная консолидация лопаток и силовых планок.
Пункт 11. Способ по п. 10, в котором изготовление множества термопластических лопаток выполняют прессованием в пресс-форме термопластической смолы, усиленной прерывистыми волокнами.
Пункт 12. Способ по п. 10, в котором изготовление множества термопластических силовых планок выполняют непрерывным прессованием в пресс-форме термопластической смолы, усиленной непрерывными волокнами.
Пункт 13. Способ по п. 10, в котором совместная консолидация термопластических лопаток и термопластических силовых планок включает:
загрузку термопластических лопаток и термопластических силовых планок в технологическую оснастку пресс-формы,
нагрев каждой из термопластических лопаток и термопластических силовых планок и
совместную консолидацию лопаток и силовых планок с использованием технологической оснастки пресс-формы для прижатия термопластических лопаток к термопластическим силовым планкам.
Пункт 14. Способ по п. 13, в котором загрузка термопластических лопаток и термопластических силовых планок в технологическую оснастку пресс-формы включает:
размещение набора твердых инструментальных вставок в первый набор полостей лопаток и
размещение набора расширяемых растворимых сердечников во второй набор полостей лопаток.
Пункт 15. Способ по п. 14, дополнительно включающий:
охлаждение лопаток и силовых планок после их совместной консолидации; и
извлечение каскадной решетчатой панели из технологической оснастки пресс-формы с растворением растворимых сердечников.
Пункт 16. Способ по п. 13, дополнительно включающий:
Расположение с шагом лопаток относительно силовых планок в пределах технологической оснастки пресс-формы.
Пункт 17. Способ по п. 16, в котором расположение с шагом лопаток включает вставку набора твердых инструментальных вставок в полости, сформированные лопатками.
Пункт 18. Устройство для совместной консолидации множества силовых планок и множества лопаток, содержащее:
инструмент, содержащий множество твердых инструментальных вставок, неподвижных относительно друг друга и выполненных с возможностью вставки в первый набор полостей, сформированный лопатками; и
множество сердечников, выполненных с возможностью вставки по отдельности во второй набор полостей, сформированный лопатками.
Пункт 19. Устройство по п. 18, в котором сердечники являются растворимыми.
20. Устройство по п. 18, в котором инструмент содержит основание инструмента, а множество твердых инструментальных вставок прикреплены к основанию инструмента.
Особенности, функции и преимущества могут быть достигнуты независимо друг от друга в различных вариантах реализации настоящего изобретения или могут быть объединены в других вариантах реализации, в которых может быть найдена более подробная информация со ссылкой на представленное ниже описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Новые отличительные признаки представленных вариантов реализации изложены в пунктах приложенной формулы изобретения. Однако примерные варианты реализации, а также предпочтительный способ применения, их дополнительные цели и преимущества лучше всего будут поняты со ссылкой на представленное ниже подробное описание примерного варианта реализации настоящего изобретения при прочтении его совместно с сопроводительными чертежами, на которых:
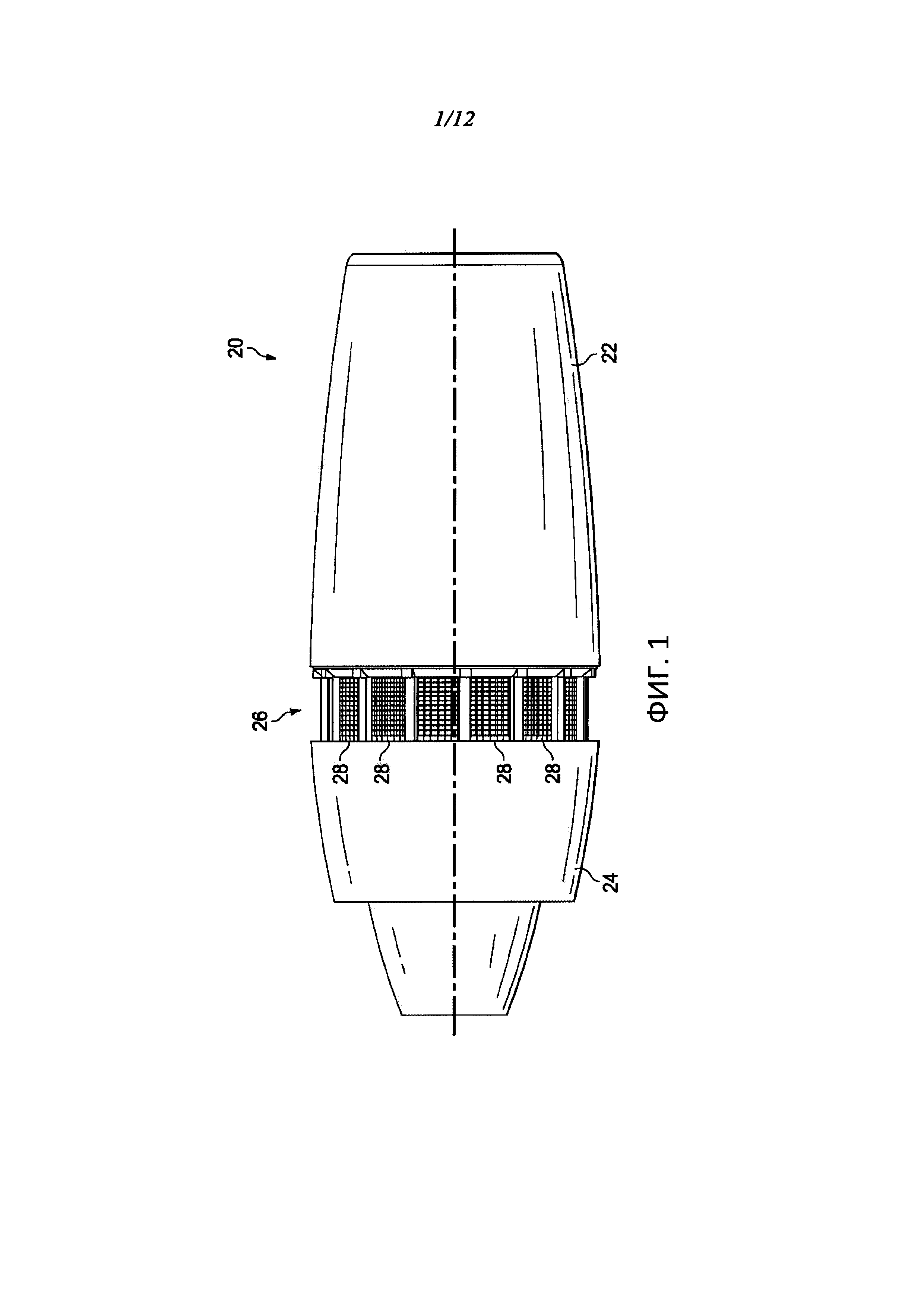
На фиг. 1 показан вид сбоку реактивного двигателя самолета с перемещаемым обтекателем, сдвинутым назад для открытия реверсора тяги каскадного типа.
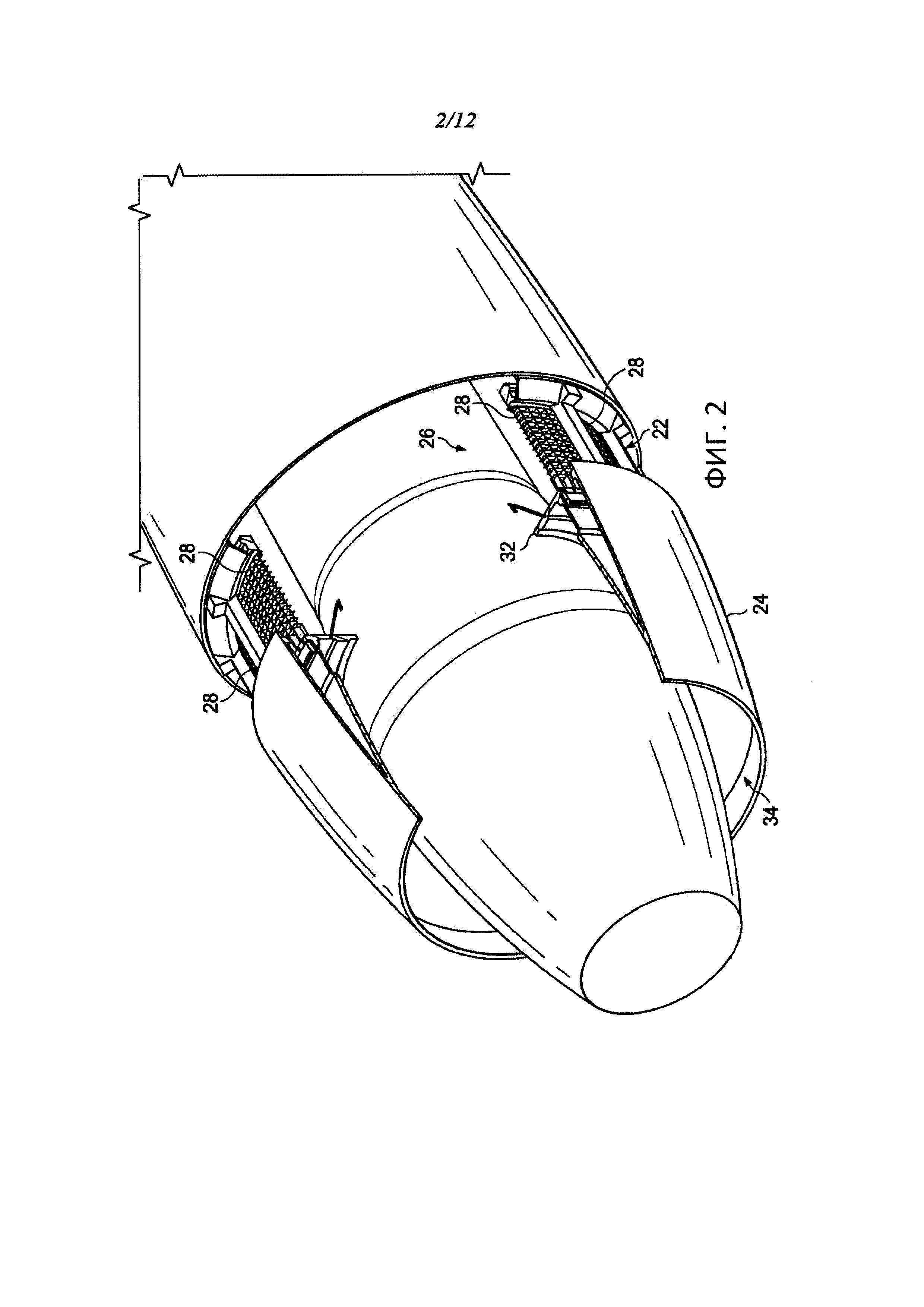
На фиг. 2 показан вид в перспективе заднего конца реактивного двигателя, показанного на фиг. 1.
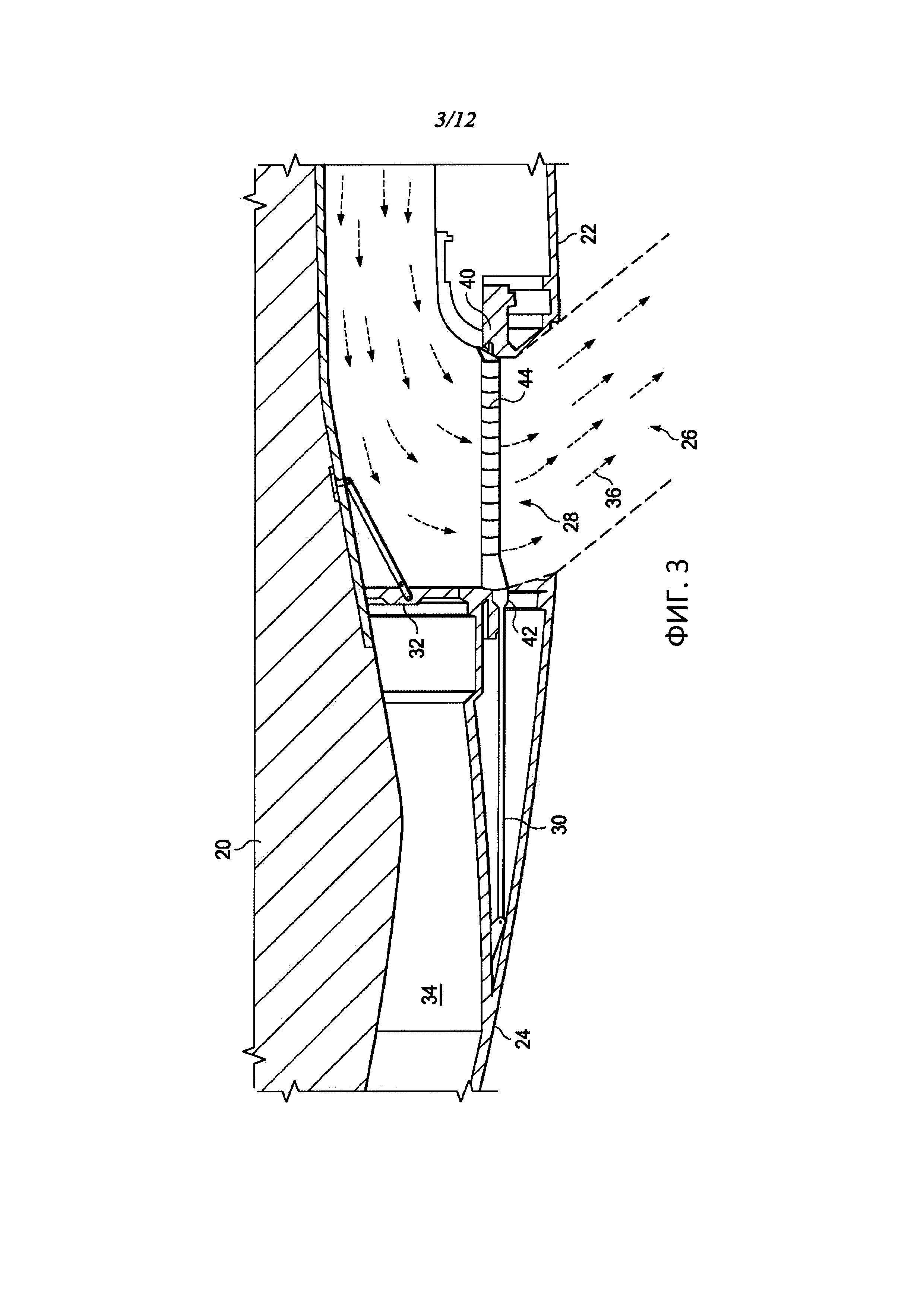
На фиг. 3 показан продольный разрез части реактивного двигателя, показанного на фиг. 1 и 2, изображающий воздушный поток, проходящий через реверсор тяги.
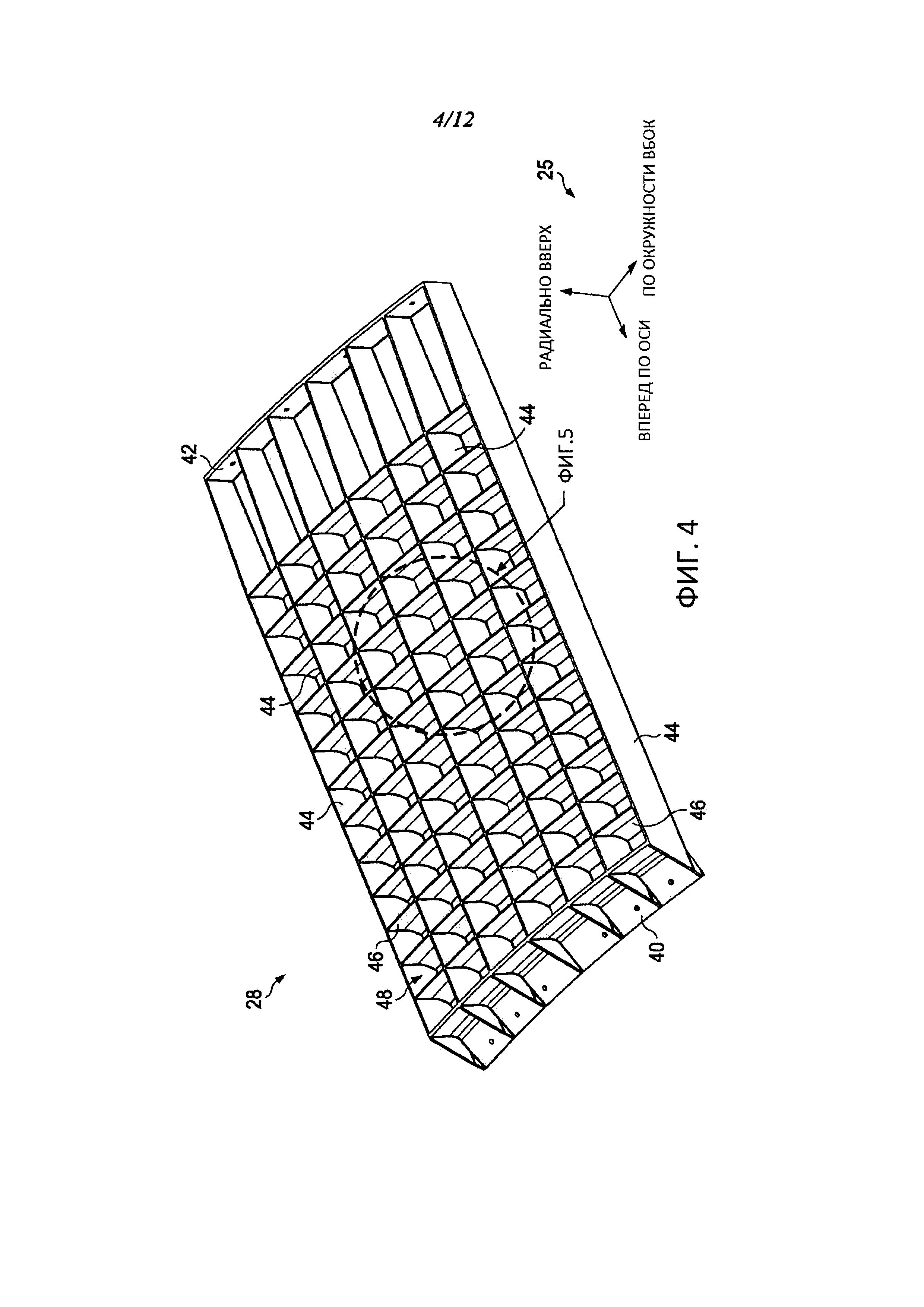
На фиг. 4 показан вид сверху в перспективе каскадной решетчатой панели, формирующей часть реверсора тяги.
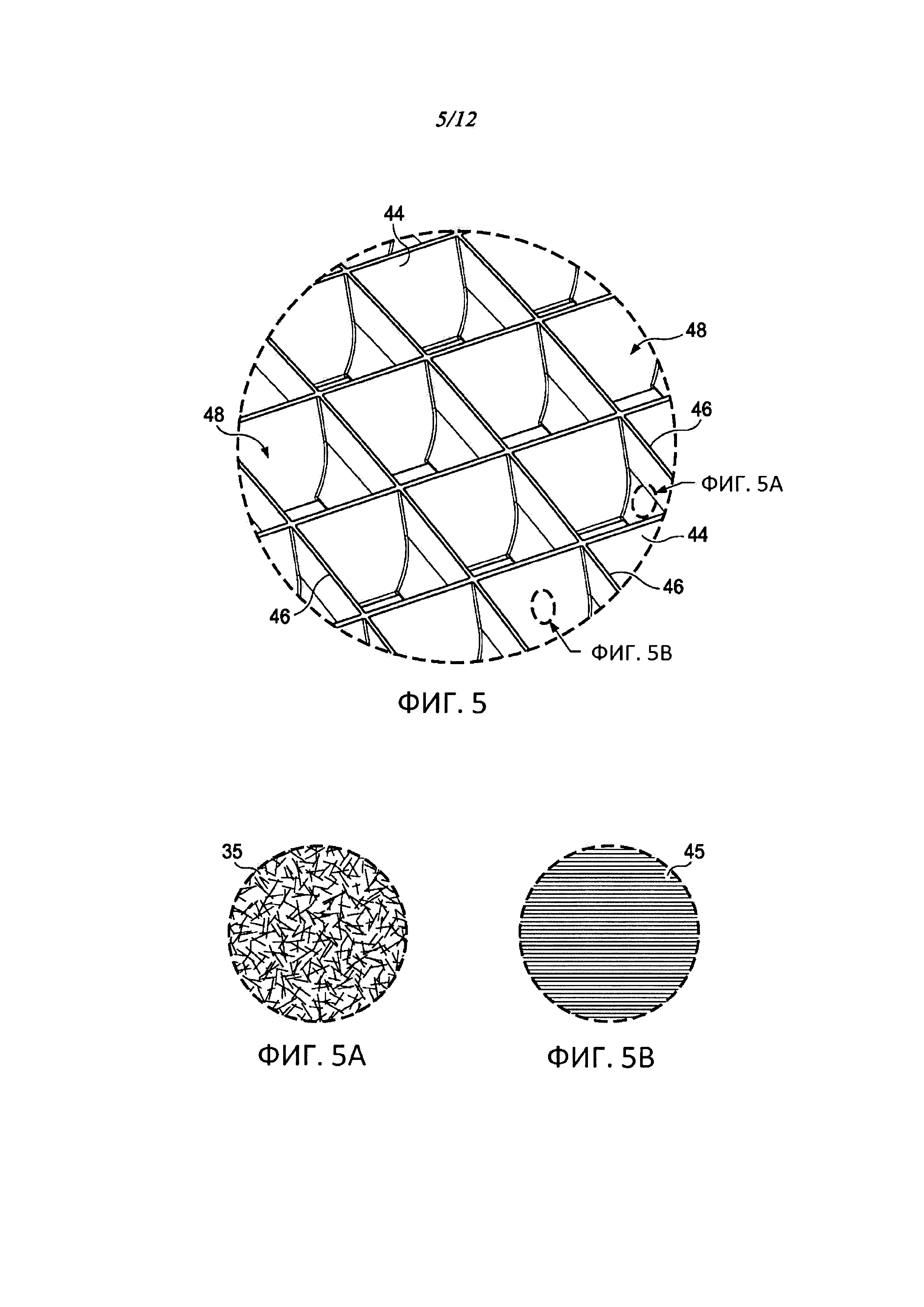
На фиг. 5 показана область, обозначенная на фиг. 4 как «ФИГ. 5».
На фиг. 5А показана область, обозначенная как «ФИГ. 5А» на фиг. 5.
На фиг. 5В показана область, обозначенная как «ФИГ. 5В» на фиг. 5.
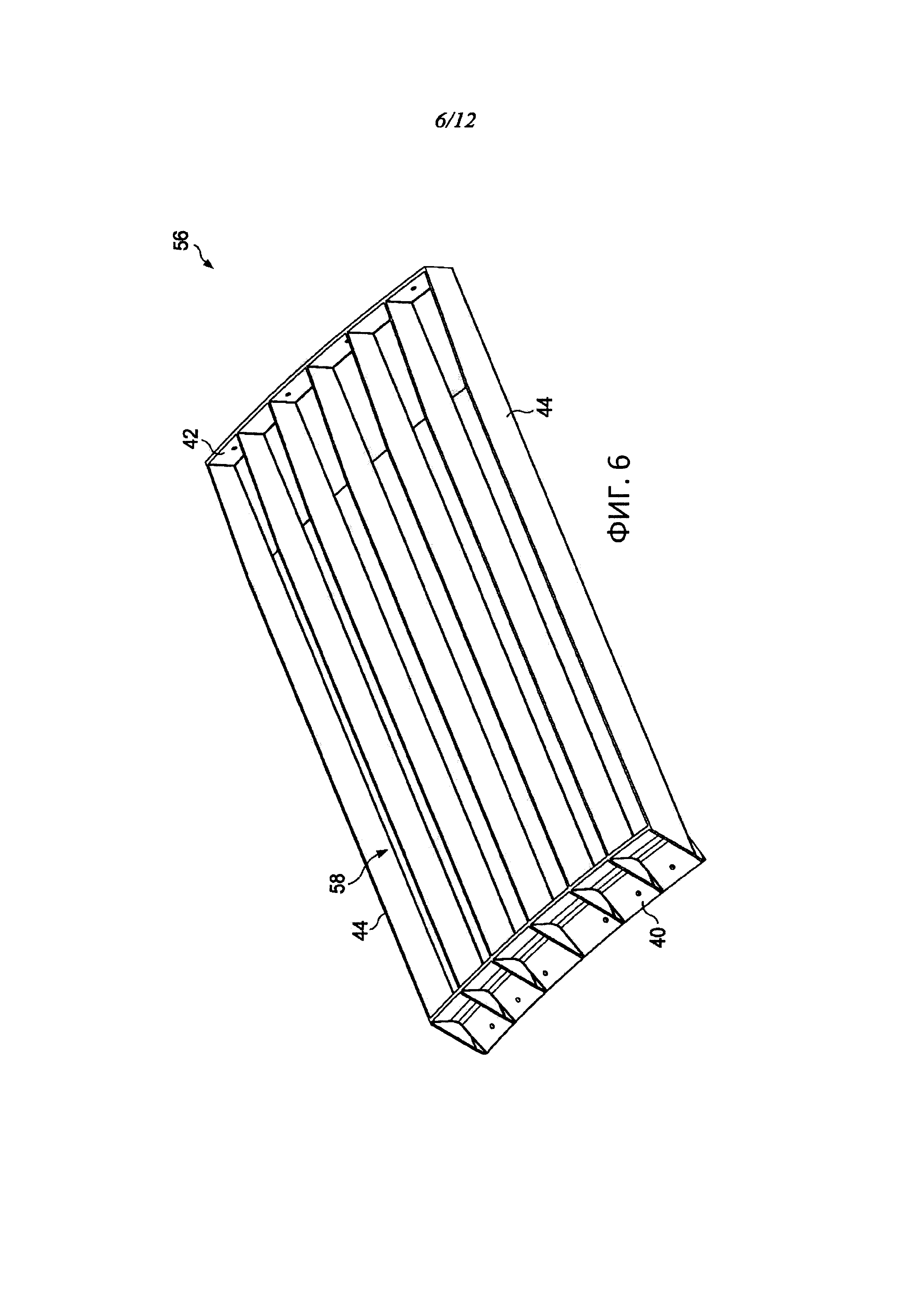
На фиг. 6 показан вид в перспективе сборки силовых планок.
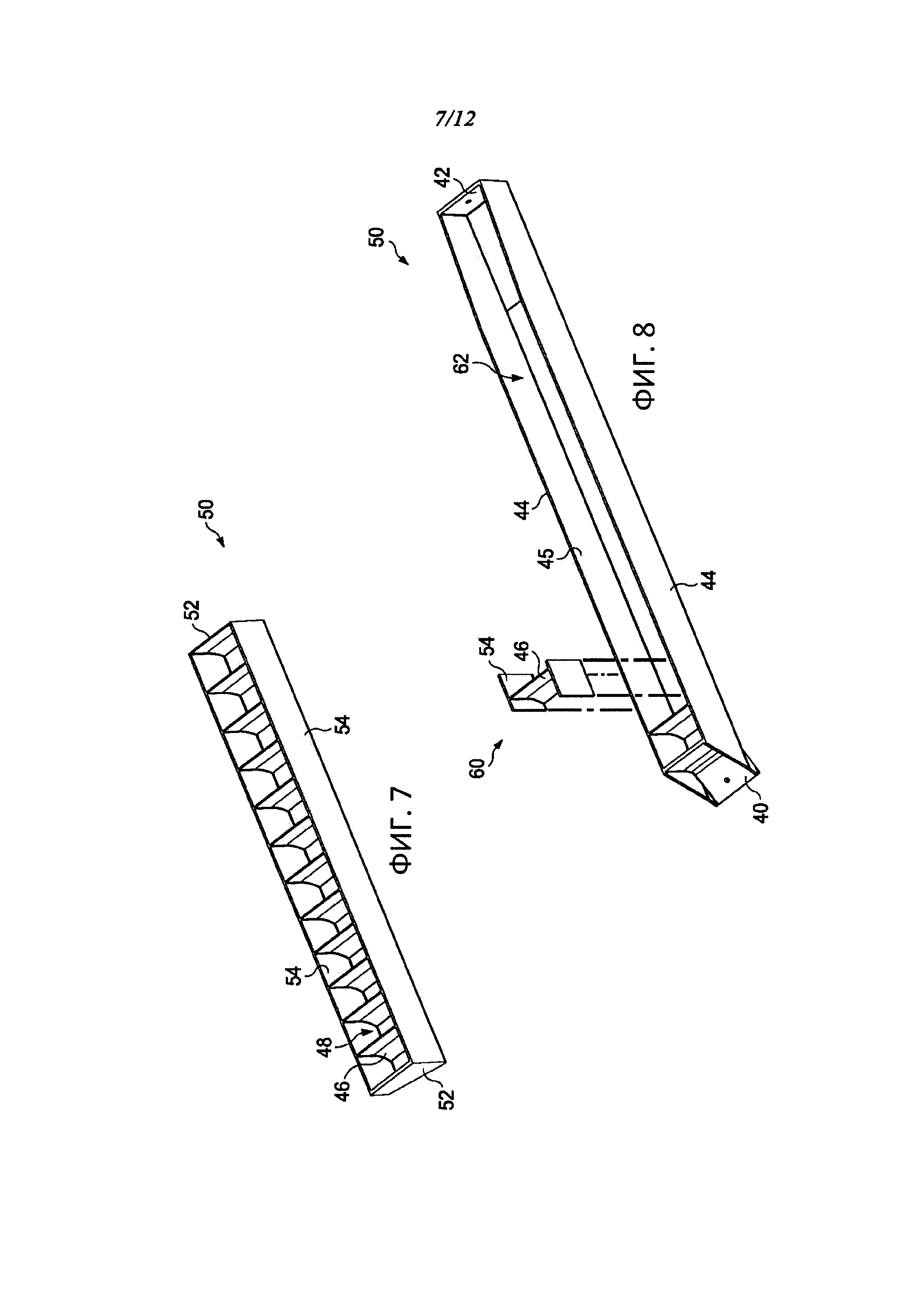
На фиг. 7 показан вид в перспективе модульной сборки лопаток.
На фиг. 8 показан вид в перспективе альтернативного варианта реализации сборки лопаток, показывающее установку индивидуальных подсборок лопаток.
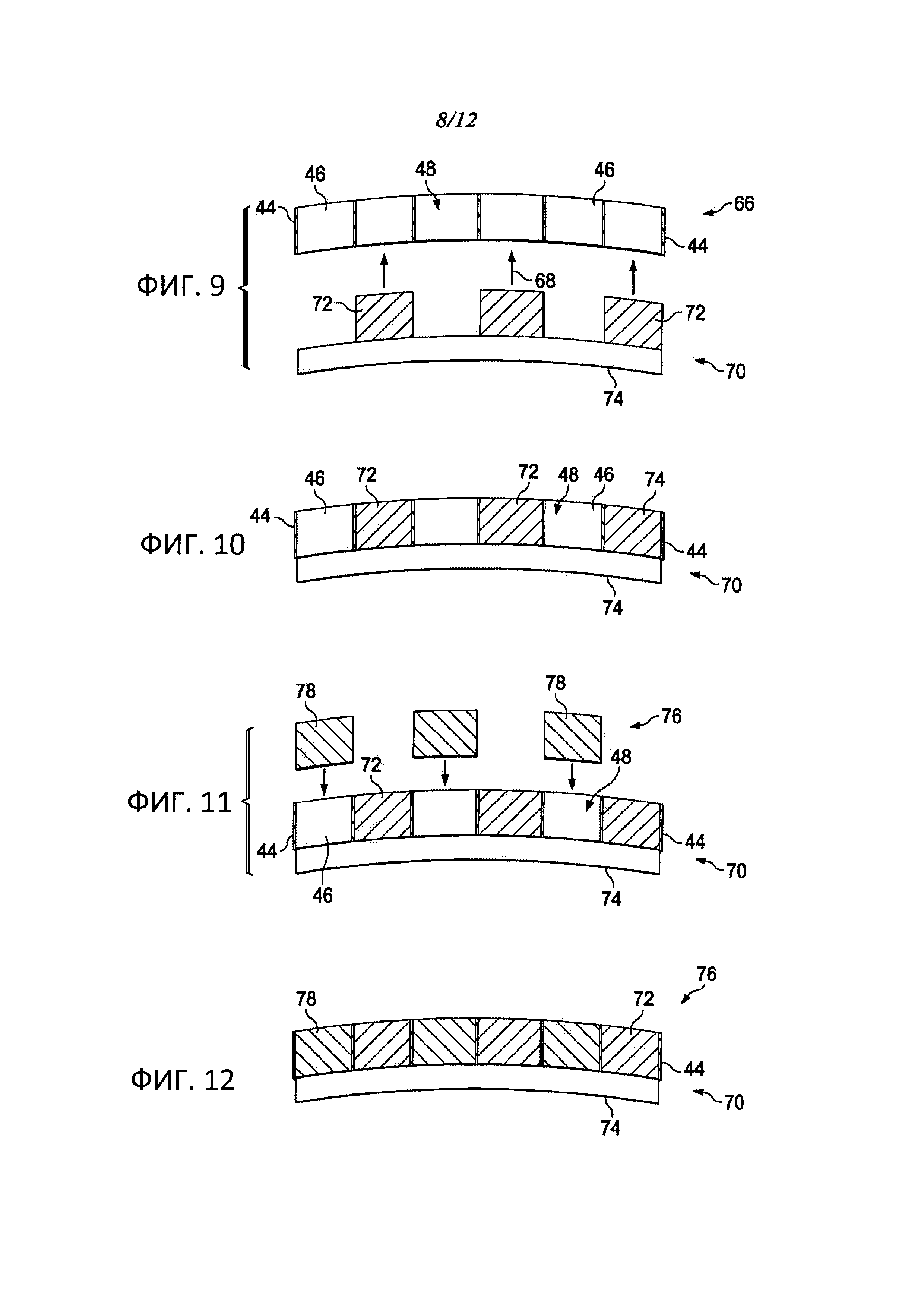
На фиг. 9 показан вид в поперечном разрезе, показывающий этап подготовки размещения каскадной решетчатой панели на твердую технологическую оснастку.
На фиг. 10 показан вид, подобный фиг. 9, но с тем отличием, что каскадная решетчатая панель расположена на твердой технологической оснастке.
На фиг. 11 показан вид, подобный фиг. 10, но показывающий этап подготовки вставки расширяемых растворимых сердечников в открытые полости лопатки в каскадной решетчатой панели.
На фиг. 12 показан вид, подобный фиг. 11, но с тем отличием что, расширяемые растворимые сердечники вставлены в открытые полости лопатки.
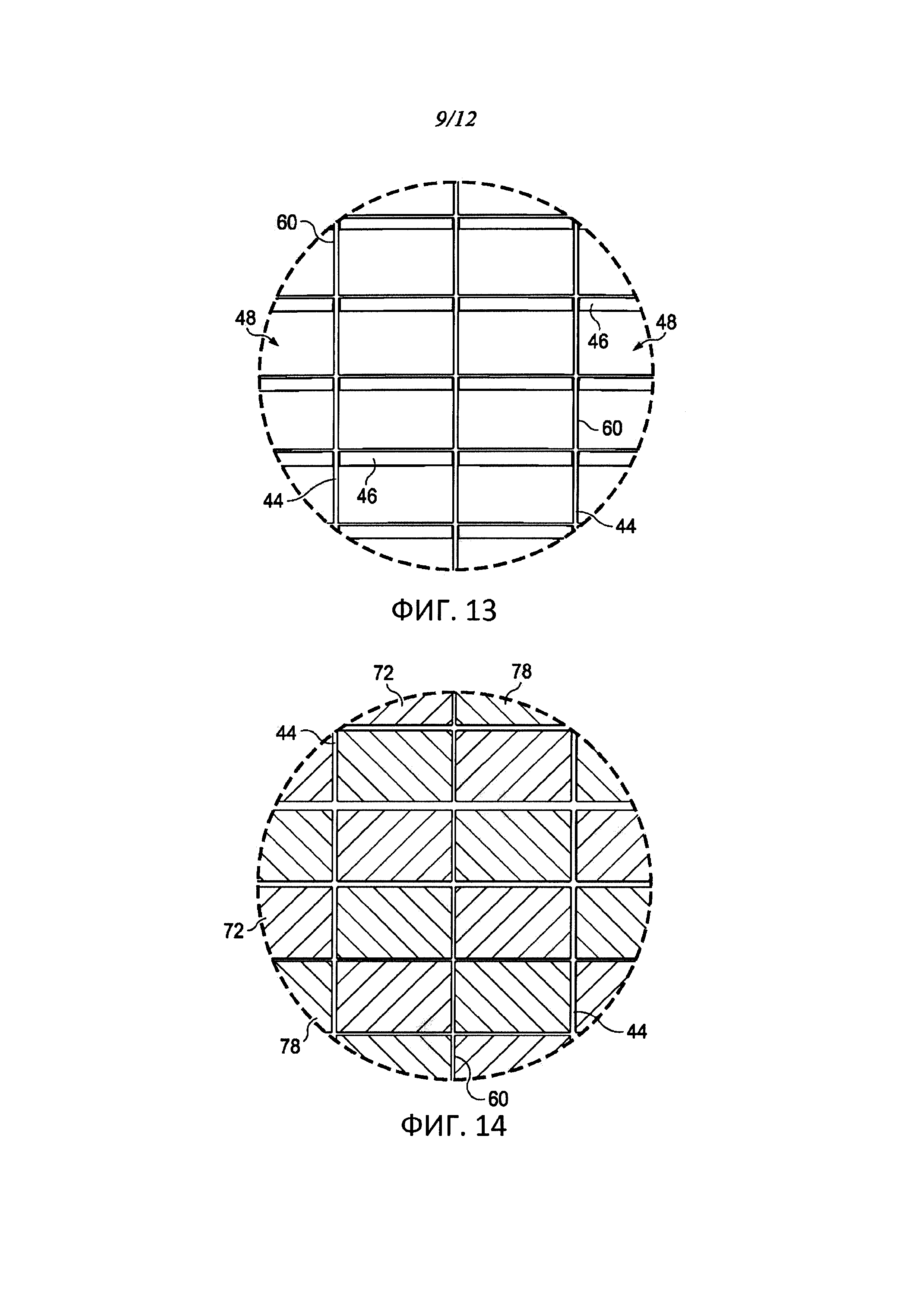
На фиг. 13 показан вид сверху предварительно консолидированных лопаток, собранных с предварительно консолидированной сборкой силовых планок при подготовке к совместной консолидации.
На фиг. 14 показан вид, подобный фиг. 13, но показывающее чередующиеся положения твердых инструментальных вставок и расширяемых растворимых сердечников, вставленных в полости лопатки.
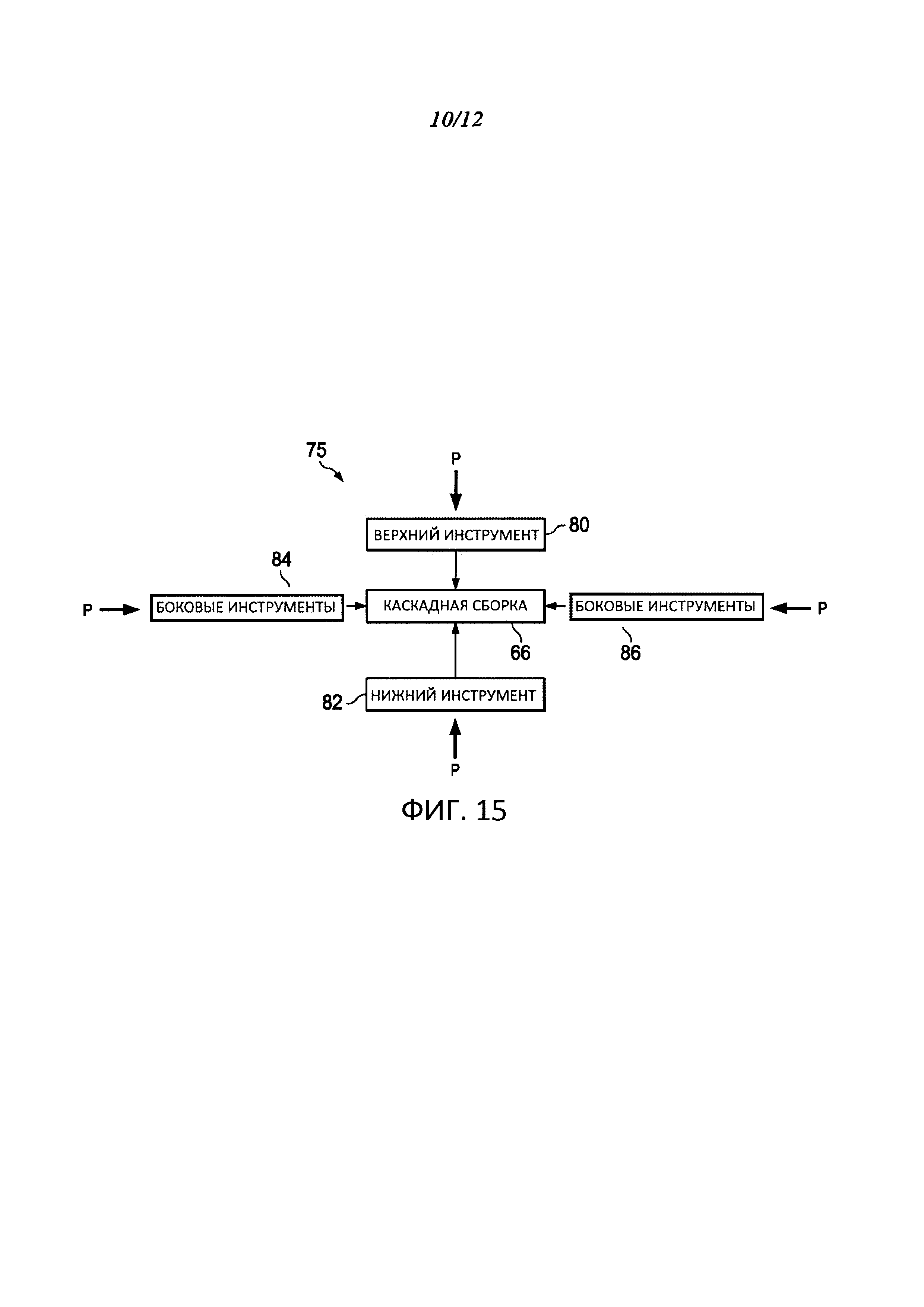
На фиг. 15 показана блок-схема, приблизительно показывающая компоненты технологической оснастки, используемой для совместной консолидации предварительно консолидированных лопаток и сборки предварительно консолидированных силовых планок.
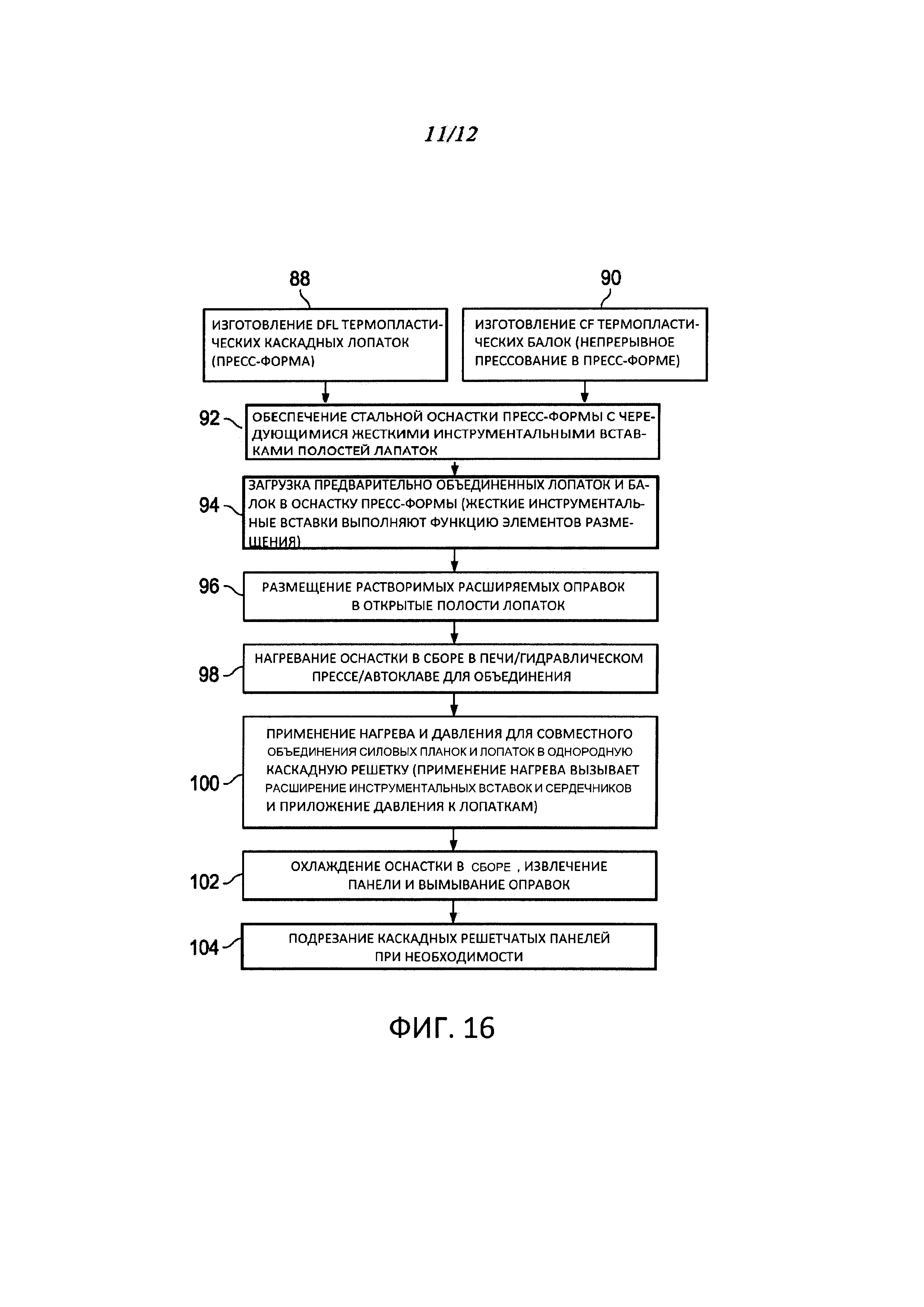
На фиг. 16 показана блок-схема, в общих чертах показывающая этапы способа изготовления каскадных решетчатых панелей.
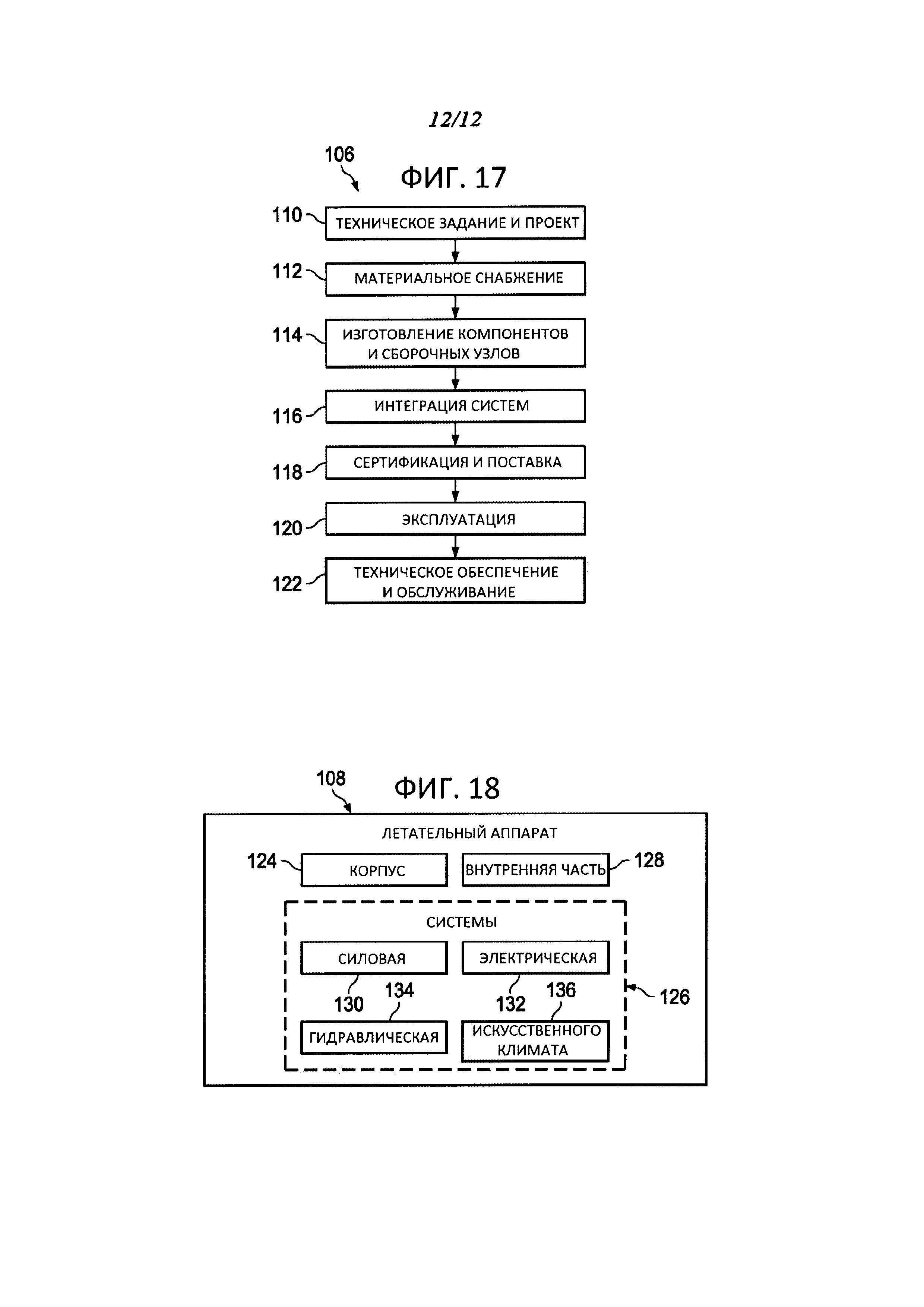
На фиг. 17 показана блок-схема принципов производства обслуживания воздушных летательных аппаратов.
На фиг. 18 показана блок-схема воздушного летательного аппарата.
ПОДРОБНОЕ ОПИСАНИЕ
Сначала согласно фиг. 1-3 реактивный двигатель 20 воздушного летательного аппарата содержит гондолу 22 двигателя и перемещаемый обтекатель 24, который перемещается назад для открытия реверсора 26 тяги каскадного типа. Реверсор 26 тяги содержит множество расположенных по окружности каскадных решетчатых панелей 28 реверсора тяги, иногда называемых каскадными корзинами.
В течение нормальной работы, связанной с полетом, перемещаемый обтекатель 24 расположен в закрытом, переднем положении, соединяя перемещаемый обтекатель 24 с гондолой 22, и тем самым закрывая каскадные решетчатые панели 28. В течение приземления перемещаемый обтекатель 24 перемещается из своего закрытого положения в открытое, оттянутое назад положение (показано на фиг. 1-3) посредством тяг 30 привода. Открытие перемещаемого обтекателя 24 выставляет каскадные решетчатые панели 28 в окружающую среду. При сдвиге перемещаемого обтекателя 24 в его открытое положение, реверсор 26 тяги активируется путем закрывания расположенных по окружности створок 32 блокирующего устройства. Закрытие створок 32 блокирующего устройства препятствует прохождению обтекаемого выхлопа в его нормальном направлении из форсунки 34, направляя выхлоп через каскадные решетчатые панели 28, как показано стрелками 36 на фиг. 3. Каждая из каскадных решетчатых панелей 28 содержит лопатки 44, которые направляют поток выхлопа вперед, и в качестве необязательного условия радиально наружу, создавая реверс в направлении потока выходящих газов. Такой реверс потока выходящих газов приводит в результате к реверсу тяги, который способствует замедлению воздушного летательного аппарата.
Далее рассмотрим фиг. 4 и 5, иллюстрирующие дополнительные детали одной из каскадных решетчатых панелей 28 вместе со связанной системой координат 25, показывающей продольное осевое направление, направление радиально вверх и боковое направление по окружности. Каскадная решетчатая панель 28 имеет изогнутую форму в боковом направлении по окружности и содержит множество проходящих в осевом направлении силовых планок 44 (strongbacks), множество лопаток 46, проходящих между силовым планками 44, и передний и задний монтажные края 40, 42 соответственно. Монтажные края 40, 42 обеспечивают возможность установки каскадных решетчатых панелей 28 бок о бок по окружности вокруг гондолы 22 двигателя.
Силовые планки 44 выполнены с возможностью противодействия большей части нагрузки на каскадной решетчатой панели 28, тогда как лопатки 46 выполнены с возможностью противодействия относительно минимальным нагрузкам в течение процедуры реверсивной тяги. Силовые планки 44 содержат усиление из непрерывного волокна, рассмотренное в приведенном ниже описании, тогда как лопатки 46 содержат усиление из прерывистого волокна. Силовые планки 44 вместе с лопатками 46 формируют множество полостей 48 лопатки, через которые проходит и перенаправляется воздух второго контура.
Силовые планки 44 проходят в целом параллельно друг другу и разнесены в боковом направлении по окружности. В раскрытом варианте реализации каждая из силовых планок 44 является плоской и выровнена по направлению радиально вверх, однако в других вариантах реализации силовые планки 44 могут быть не плоскими и/или могут быть наклонены на необходимый угол для направления воздушного потока в боковом направлении по окружности. Согласно представленному ниже более подробному описанию силовые планки 44 сформированы за одно целое с монтажными краями 40, 42. Лопатки 46 разнесены на определенное расстояние друг от друга в продольном осевом направлении, и каждая может быть наклонена относительно направления радиально вверх или может быть создана в форме чашки (см. фиг. 5) для перенаправления воздушного потока второго контура в осевом направлении вперед для создания реверсивной тяги.
Теперь согласно фиг. 5, 5А и 5В силовые планки 44 и лопатки 46 могут содержать полимерную смолу, такую как подходящая термопластическая смола, усиленная волокнами, включая, без ограничения, PEI (полиэфиримид) PPS (полифениленсульфид), PES (полиэфирсульфон), PEEK (полиэфирэфиркетон), PEKK (полиэфиркетонкетон) и PEKK-FC (полиэфиркетонкетон сорта fc). Согласно фиг. 5А лопатки 46 усилены прерывистыми длинными волокнами 35, которые могут быть ориентированы беспорядочно. Прерывистые волокна 35 могут содержать по меньшей мере одно из волокон углерода, волокон металла, стеклянных или керамических волокон, имеющих длины, которые являются подходящими для данного применения. Например, в одном варианте реализации волокна 35 могут представлять собой рубленные чешуйки, имеющие ширину и длину соответственно 1/2X1/2 дюйма (1,27×1,27 см), тогда как в другом варианте реализации ширина и длина могут составлять 1/16X1/2 дюйма (0,15×1,27 см) соответственно. Волокна 35 могут иметь отличающиеся длины и одинаковые или различные диаметры или толщины волокон. Объем волокон относительно термопластической матрицы может меняться в зависимости от эксплуатационных требований конкретного применения. Выбранный термопластический композиционный материал может иметь форму тканей, пленки или другие формы.
Согласно фиг. 5В силовые планки 44 вместе с краями 40, 42 могут быть усилены непрерывными однонаправленными волокнами 45, которые могут быть одинаковыми с волокнами материала с прерывистыми волокнами 35, используемыми для лопатки 46, или отличаться от них. Силовые планки 44 и края 40, 42 могут состоять из множества слоев, имеющих отличающиеся ориентации волокон, которые предварительно консолидированы вместе. Как будет раскрыто в приведенном ниже описании, лопатки 46 могут быть предварительно консолидированы и затем, позднее, совместно консолидированы с предварительно консолидированными силовым планками 44 в течение операции прессования в пресс-форме.
Согласно фиг. 6 термопластические силовые планки 44 вместе с краями 40, 42 могут быть изготовлены в виде одной сборки 56 предварительно консолидированных термопластических силовых планок с использованием подходящего процесса горячего формования, такого как, без ограничения, непрерывное прессование в пресс-форме. Сборка 56 силовых планок формируется с открытыми канавками 58 силовых планок между смежными силовым планками 44, которые проходят в осевом направлении. Согласно представленному выше описанию силовые планки 44 могут быть наклонены для направления воздушного потока второго контура к боковому направлению по окружности.
Согласно фиг. 7 предварительно консолидированные термопластические лопатки 46 могут быть изготовлены как множество одинарных предварительно консолидированных модульных сборок 50 лопаток, каждая из которых содержит множество индивидуальных лопаток 46, которые присоединены с разнесенными на определенное расстояние боковыми стенками 54, соединенными вместе на своих концах торцевыми стенками 52. Модульные сборки 50 лопаток имеют геометрическую форму и размеры, которые по существу одинаковы с канавками 58 силовых планок. Модульные сборки 50 лопаток могут быть созданы как одинарные модули путем прессования в пресс-форме термопластической композитной смолы, включая любой из усиленных волокном термопластиков, рассмотренных в представленном выше описании. Для собирания сборки 50 лопаток со сборкой 56 силовых планок каждую из сборок 50 лопаток размещают в одной из канавок 58 силовых планок и загружают в технологическую оснастку, которая будет описана ниже и которую используют для совместной консолидации сборок 50 лопатки и сборок 56 силовых планок.
Теперь рассмотрим фиг. 8, на которой показан альтернативный способ установки индивидуальных лопаток 46 между смежными силовым планками 44. В этом варианте реализации индивидуальные подсборки 60 лопаток могут быть изготовлены прессованием в пресс-форме или другими способами горячего формования. Индивидуальные подсборки 60 лопаток размещаются в необходимых положениях в пределах канавок 58 силовых планок и располагаются с шагом в пределах подходящей технологической оснастки для поддержания положений подсборок 60 лопаток относительно сборки 56 силовых планок. Каждая из подсборок 60 лопаток содержит лопатку 46, имеющую целиком формованные боковые стенки 54, которые входят в контакт и становятся совместно консолидированными с силовым планками 44. Каждая из подсборок 60 лопатки представляет собой предварительно консолидированный термопластик, усиленный прерывистыми длинными волокнами, как было раскрыто в приведенном выше описании.
Теперь описание направлено на обсуждение фиг. 9-12, сборка 56 силовых планок и подсборок 60 лопаток (или модульные сборки 50 лопаток) совместно консолидированы с использованием комбинации твердой технологической оснастки 70 и растворимых инструментальных вставок в форме расширяемых растворимых сердечников 78. Расширяемые растворимые сердечники 78 могут быть сформированы из обычных материалов, которые могут быть растворены и смыты после завершения процесса консолидации, например, подвергая сердечник 78 воздействию растворяющей жидкости, такой как вода. Расширяемые растворимые сердечники 78 снижают затраты на технологическую оснастку, однако в некоторых вариантах реализации сердечники 78 могут представлять собой твердые инструменты, а не растворимые. Твердая технологическая оснастка 70 содержит твердые инструментальные вставки 72, закрепленные на основании 74 инструмента. Твердые инструментальные вставки 72 и расширяемые растворимые сердечники 78 имеют геометрическую форму в поперечном сечении по существу совпадающую с геометрической формой полостей 48 лопаток. При нагревании в печи, прессе или в автоклаве инструментальные вставки 72, 78 расширяются и тем самым прижимают боковые стенки 54 подсборок 60 лопаток к силовым планкам 44. Технологическая оснастка и предварительно консолидированная сборка 56 силовых планок и подсборка 60 лопаток могут быть собраны с использованием любой из различных технологий.
Например, согласно фиг. 9 сборка 66 каскадной решетчатой панели может быть собрана заранее, после чего, как показано на фиг. 9, выполняют вставку 68 твердых инструментальных вставок 72 в перемежающиеся полости 48 лопатки. На фиг. 10 показаны вставленные в полости 48 лопатки твердые инструментальные вставки 72 и установленная на основании 74 инструмента сборка 66 каскадной решетчатой панели. Затем, как показано на фиг. 11, расширяемые растворяемые сердечники 78 вставляют в остающиеся открытые полости 48 лопаток, после чего, как показано на фиг. 12, все полости 48 лопаток имеют вставленные в них инструментальные вставки, и сборка технологической оснастки и сборка 66 решетчатой панели готовы для размещения в устройстве прессования в пресс-форме (не показано) для выполнения конечной операции совместной консолидации. Также возможны другие технологии собирания компонентов сборки 66 решетчатой панели с применением технологической оснастки.
На фиг. 13 показана часть сборки, собранная до вставки инструментальных вставок 72, 78 в полости 48 лопаток. В одном варианте реализации, как показано на фиг. 14, инструментальные вставки 72, 78 могут быть расположены для размещения в полостях 48 лопаток перемежающимся способом. При сборке технологической оснастки с компонентами сборки 66 решетчатой панели твердые инструментальные вставки 72 служат расположению с шагом подсборок 60 лопаток друг относительно друга и относительно сборки 56 силовых планок.
Теперь рассмотрим фиг. 15 со вставленными инструментальными вставками 72 и растворимыми сердечниками 78 в перемежающиеся полости 48 лопаток каскадной решетчатой сборки 66, причем каскадная решетчатая сборка 66 может быть размещена в инструмент консолидации и загружена в пресс 75 сжатия, который прикладывает давление Р к каскадной решетчатой сборке 66 при помощи верхнего инструмента 80, нижнего инструмента 82 и боковых инструментов 84, 86. Использование чередования твердых инструментальных вставок 72 и растворимых сердечников 78 способствует расположению компонентов решетчатой панели 28 до совместной консолидации для обеспечения повторяемости и точного размещения и гарантирует, что компоненты не всплывут, не переместятся или не переплавятся в течение конечной фазы совместного объединения в цельную конструкцию.
На фиг. 16 в общих чертах показаны все этапы способа изготовления каскадных решетчатых панелей 28 описанного выше типа. На этапе 88 лопатки 46 могут быть изготовлены прессованием в пресс-форме подходящей термопластической смолы, усиленной прерывистыми длинными волокнами 35. Подобным образом, на этапе 90 силовые планки 44 могут быть изготовлены путем непрерывного прессования в пресс-форме подходящей термопластической смолы, усиленной непрерывными волокнами 45, такой как однонаправленный препрег. Когда лопатки 46 и силовые планки 44 предварительно консолидированы по отдельности на этапах 88 и 90, обеспечивается стальная технологическая оснастка пресс-формы, которая содержит твердые инструментальные вставки 72 полостей. На этапе 94 предварительно консолидированные лопатки 46 и силовые планки 44 загружают в технологическую оснастку пресс-формы, в которой твердые инструментальные вставки 72 действуют как приспособления для расположения с шагом или расположения элементов, которые должным образом располагают лопатки 46 друг относительно друга и относительно силовых планок 44.
Затем на этапе 96 второй набор инструментальных вставок в форме расширяемых растворимых сердечников 78 вставляют в остающиеся открытые полости лопатки, которые еще не заполнены твердыми инструментальными вставками 72, для заполнения этих открытых полостей лопаток. На этапе 98 технологическую оснастку нагревают в печи, горячем гидравлическом прессе и/или автоклаве до температуры плавления термопластика при подготовке к конечной консолидации. На этапе 100 нагрев и давление используют для совместной консолидации силовых планок 44 и лопаток 46 в однородную сборку 28 каскадной решетчатой панели, в течение которого твердые инструментальные вставки 72 и сердечники 78 расширяются для оказания давления на лопатки 46.
Давление, прикладываемое к лопаткам 46, прижимает лопатки 46 наружу к внутренней линии пресс-формы (IML) сборки 56 силовых планок, тем самым совместно консолидирую лопатки 46 и силовые планки 44 в однородное непрерывное волокно и прерывистое волокно, все вместе образующие термопластическую композитную каскадную решетчатую панель 28. Когда лопатки 46 и силовые планки 44 полностью совместно консолидированы, то на этапе 102 технологическая оснастка охлаждается, тем самым охлаждая лопатки 46 и силовые планки 44. Затем консолидированная каскадная решетчатая панель 28 извлекается из технологической оснастки, а сердечники 78 смываются. На этапе 104 консолидированная сборка каскадной решетчатой панели при необходимости подрезается.
Варианты реализации настоящего изобретения могут быть использованы во множестве потенциальных областей применения, особенно в транспортной промышленности, включая например космический, морской флот, применения в автомобильной промышленности и другом применении, где могут быть использованы решетчатые панели. Таким образом, согласно теперь фиг. 17 и 18 варианты реализации настоящего изобретения могут быть использованы в контексте способа 106 изготовления и обслуживания воздушного летательного аппарата согласно фиг. 17 и воздушного летательного аппарата 108, как показано на фиг. 18. Применения воздушного летательного аппарата раскрытых вариантов реализации могут охватывать, например, без ограничения, реверсоры тяги реактивных двигателей. В течение предпроизводственного этапа типовой способ 106 может содержать техническое задание и проектное решение 110 воздушного летательного аппарата 108 и материальное снабжение 112. В течение производства происходит изготовление 114 компонента и подсборки и интеграция 116 системы воздушного летательного аппарата 108. В дальнейшем воздушный летательный аппарат 108 может быть подвержен сертификации и поставке 118 для ввода его в эксплуатацию 120. При эксплуатировании потребителем для воздушного летательного аппарата 108 предусмотрен график регулярного технического обеспечения и обслуживания 122, который может также содержать модификацию, реконфигурацию, восстановление и т.п.
Каждый из процессов способа 106 может быть осуществлен или выполнен системотехническим предприятием, третьей стороной и/или оператором (например, потребителем). В контексте данного описания системотехническое предприятие может охватывать, без ограничения, любое число производителей авиационной техники и субподрядчиков крупной системы; третья сторона может охватывать, без ограничения, любое число оптовых фирм, субподрядчиков и поставщиков; и оператор может представлять собой, без ограничения, авиалинии, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
Согласно фиг. 18 воздушный летательный аппарат 108, произведенный типовым способом 106, может содержать корпус 124 воздушного летательного аппарата с множеством систем 126 и внутренним пространством 128. Примеры высокоуровневых систем 126 могут содержат по меньшей мере одну из двигательной установки 130, электрической системы 132, гидравлической системы 134 и системы 136 искусственного климата. Также может содержаться любое число других систем. Несмотря на то, что представлен пример воздушно-космического пространства, принципы настоящего изобретения могут быть применены к другим отраслям промышленности, таким как судостроение и автомобильная промышленность.
Системы и способы, изложенные в настоящем описании, могут быть использованы в течение любой по меньшей мере одной из стадий способа 106 изготовления и обслуживания. Например, компоненты или подсборки, соответствующие процессу 114 изготовления, могут быть изготовлены или произведены подобно компонентам или подсборкам, созданным в течение эксплуатации воздушного летательного аппарата 108. Кроме того, по меньшей мере один из вариантов реализации устройства, вариантов реализации способа или их комбинаций может быть использован в течение стадий 114 и 116 производства, например, по существу ускоряя сборку или снижая стоимость воздушного летательного аппарата 108. Подобным образом, по меньшей мере один из вариантов реализации устройства, вариантов реализации способа или их комбинаций может быть использован при эксплуатации воздушного летательного аппарата 108, например и без ограничения в течение обслуживания и эксплуатации 122.
Описание различных приведенных вариантов реализации было представлено с целью иллюстрации и описания, а не для ограничения вариантов реализации в раскрытой форме. Множество модификаций и изменений станут очевидны для специалистов в данной области техники. Кроме того, различные представленные варианты реализации могут обеспечивать различные преимущества по сравнению с другими представленными вариантами реализации. Отобранные вариант реализации или варианты реализации выбраны и описаны для наилучшего объяснения принципов вариантов реализации, практического применения и обеспечения возможности понимания специалистами в другой области техники различных вариантов реализации настоящего изобретения с помощью различных модификаций, подходящих для конкретного рассмотренного применения.
Реферат
Способ изготовления каскадной решетчатой панели для реверсора тяги реактивного двигателя включает обеспечение наличия множества термопластических лопаток и множества термопластических силовых планок. Термопластические лопатки выполнены прессованием в пресс-форме термопластической смолы, усиленной прерывистыми волокнами, а термопластические силовые планки выполнены непрерывным прессованием в пресс-форме термопластической смолы, усиленной непрерывными волокнами, так что силовые планки разнесены друг от друга с образованием канавок между соседними силовыми планками. Затем собирают указанное множество термопластических лопаток, набора твердых инструментальных вставок и набора расширяемых растворимых сердечников в указанных канавках с образованием предварительно собранной каскадной решетчатой панели таким образом, что твердые инструментальные вставки расположены в чередующихся полостях из полостей, заданных указанным множеством термопластических лопаток, а расширяемые растворимые сердечники расположены в оставшихся полостях. После чего проводят совместную консолидацию предварительно собранной каскадной решетчатой панели, причём расширяемые растворимые сердечники расширяются при совместной консолидации для прижатия термопластических лопаток к термопластическим силовым планкам и твердым инструментальным вставкам. Устройство для реализации указанного выше способа изготовления каскадной решетчатой панели включает инструмент, содержащий множество твердых инструментальных вставок и множество сердечников. Инструментальные вставки выполнены неподвижными относительно друг друга и выполнены с возможностью вставки в первый набор полостей, сформированный лопатками. Сердечники выполнены с возможностью вставки по отдельности во второй набор полостей, сформированных лопатками. Другое изобретение группы относится к каскадной решетчатой панели для реверсора тяги реактивного двигателя, выполненной посредством указанного выше способа, содержащей множество силовых планок и лопаток. Каждая из силовых планок сформирована из полимерной смолы, имеющей усиление из непрерывного волокна. Лопатки соединены с силовыми планками и сформированы из полимерной смолы, имеющей усиление из прерывистого волокна. Группа изобретений позволяет упростить изготовление каскадной решетчатой панели для реверсора тяги реактивного двигателя. 3 н. и 7 з.п. ф-лы, 20 ил.
Комментарии