Оснастка для изготовления литейного сердечника для лопатки турбомашины - RU2627084C2
Код документа: RU2627084C2
Чертежи



Описание
Настоящее изобретение касается оснастки для изготовления литейного сердечника для выполнения контура охлаждения лопатки турбомашины.
Лопатка турбомашины и, в частности, ротора турбины турбомашины, содержит контур охлаждения, в которую воздух подается через отверстия, образованные в ножке лопатки, причем эти отверстия выходят во внутренние полости лопатки, которые сообщаются с ванной головки пера лопатки. Эта ванна образована выемкой головки лопатки, которая отделена от внутренних полостей лопатки посредством донной стенки ванны и которая находится в сообщении по текучей среде с внутренними полостями через сквозные отверстия этой стенки. При работе воздух проникает в отверстия ножки лопатки, циркулирует во внутренних полостях лопатки, после чего частично выталкивается в ванну через названные отверстия и частично в тракт турбины через отверстия для выпуска воздуха пера лопатки.
Контур охлаждения лопатки такого типа содержит, в частности, ванну, внутренние полости лопатки и отверстия донной стенки ванны, которые обеспечивают сообщение по текучей среде между ванной и внутренними полостями.
Этот контур охлаждения имеет сложную форму и обычно достигается посредством литейного сердечника, который вставляется в литейную форму, в которую заливается расплавленный металл для изготовления лопатки.
В документах ЕР-А1-661 642, ЕР-В1-1 754 555 и ЕР-А1-1 980 343 описываются сердечники такого типа.
Сердечник обычно получают из массы, содержащей керамические наполнители и связующее на основе полимера, которая подается в литейную форму оснастки и которая затем нагревается для затвердевания сердечника.
В настоящем уровне техники литейная форма оснастки содержит рабочие полости первой части сердечника, предназначенной для образования ванны лопатки, и одной или нескольких других частей сердечника, предназначенных для образования одной или нескольких внутренних полостей соответственно лопатки.
Литейная форма содержит одну стенку, отделяющую первую часть рабочей полости от другой или других частей сердечника, причем эта стенка предназначена для определения пространства в сердечнике между его первой и его другой или другими частями. При изготовлении лопатки расплавленный металл проникает в это пространство сердечника для образования названной донной стенки ванны лопатки.
Как объяснено выше, в этой донной стенке ванны проделаны отверстия. Эти отверстия получаются в литейном производстве посредством керамических стержней, которые устанавливаются в литейной форме до изготовления сердечника и которые образуют неотделимую часть сердечника после его изготовления.
Каждый керамический стержень соединяет обычно первую часть сердечника с одной из других названных частей (ЕР-В1-1 754 555).
В настоящем уровне техники литейная форма для изготовления сердечника содержит средства опоры и заделки концевых частей каждого стержня. Одно из этих средств образовано на названной стенке литейной формы, а другое средство образовано на другой части литейной формы, которая находится напротив названной стенки по отношению к рабочей полости первой части сердечника. Каждый стержень проходит через рабочую полость первой части литейной формы.
Диаметр отверстий донной стенки ванны зависит, в частности, от диаметра керамических стержней сердечника. Для снижения диаметра этих отверстий можно снизить диаметр стержней. Однако было отмечено, что стержни малого диаметра (например, порядка 0,6 мм) являются относительно хрупкими и часто ломаются при нагнетании массы в литейную форму, что вызывает отбраковку сердечника.
Предметом настоящего изобретения является в частности, предоставление простого, эффективного и экономически выгодного решения этой проблемы.
Для этой цели оно предлагает оснастку для изготовления литейного сердечника для выполнения контура охлаждения лопатки турбомашины, причем сердечник содержит первую часть, предназначенную для определения ванны лопатки, и, по меньшей мере, одну другую часть, предназначенную для определения внутренней полости лопатки, и, по меньшей мере, один стержень, который проходит между первой частью и другой частью или каждой другой частью и который предназначен для определения средства для прохождения текучей среды между ванной и внутренней полостью, причем оснастка содержит литейную форму для нагнетания массы, содержащую рабочие полости первой части и другой или каждой другой части сердечника, и средства опоры и/или заделки концевых частей стержня или каждого стержня, причем одно из этих средств образовано в стенке литейной формы, отделяющей рабочую полость первой части сердечника от рабочей полости другой части или каждой другой части сердечника, отличающуюся тем, что она содержит в рабочей полости первой части сердечника средства опоры по существу срединной части стержня или каждого стержня.
Согласно изобретению, срединная часть стержня или каждого стержня, являющаяся наиболее нагруженной частью стержня при продольном изгибе в ходе нагнетания массы в литейную форму, поддерживается средствами, удерживающими в положении стержень или каждый стержень для предотвращения того, чтобы он деформировался и ломался под воздействием усилий, прикладываемых при нагнетании массы. Изобретение позволяет выполнить литейный сердечник для лопатки турбомашины, стержень или стержни которого имеют относительно малый диаметр, менее 0,8 мм, и, например, около 0,6 мм.
Опорные средства одного стержня могут быть независимыми от опорных средств других стержней. Опорные средства стержней могут отстоять друг от друга, а опорные средства одного стержня могут располагаться на половине расстояния от средств опоры и/или заделки этого стержня.
Опорные средства содержат, например, по меньшей мере, один выступающий узел на дне рабочей полости первой части сердечника, причем этот узел имеет, например, по существу полу-яйцеобразную форму.
Узел или каждый узел может содержать на своей вершине паз, предназначенный для введения срединной части стержня.
Паз может иметь по существу L-образное сечение, содержащее предпочтительно две плоские и секущие поверхности, предназначенные быть по существу параллельными продольной оси соответствующего стержня. Стержень предназначен для опоры на каждую из этих поверхностей по опорной линии, которая по существу параллельна оси стержня.
Паз может также иметь по существу U- или С-образное сечение, содержащее две плоские боковые поверхности, почти параллельные между собой и продольной оси соответствующего стержня.
Когда паз имеет по существу L-образное сечение, было отмечено при нагнетании массы в оснастку, что масса может оказывать боковое усилие на стержень, который может при этом двигаться и ломаться. В частности, это тот случай, когда масса оказывает на стержень усилие, направленное с той стороны, с которой стержень неполностью поддерживается своим опорным узлом.
Таким образом, паз U- или C-образного сечения каждого узла принимает срединную часть стержня, которая поддерживается с каждой стороны этим узлом. Когда масса, нагнетаемая в оснастку, оказывает боковые усилия на стержень, этот стержень удерживается в положении посредством узла и не может перемещаться или разбиваться. Эта особая форма с U- или С-образным сечением обеспечивает более эффективное фиксирование, чем L-образная форма.
Каждая из боковых поверхностей паза связана с верхней поверхностью узла закругленной выпуклой кромкой для облегчения, в частности, введения стержня в паз.
Таким образом, стержень предназначен для того, чтобы опираться на эти боковые поверхности по опорной линии, которая почти параллельна оси стержня. Как вариант, стержень может находиться в положении сборки на небольшом расстоянии (менее 0,1 мм) от одной из этих двух поверхностей.
Одна из поверхностей паза может быть по существу перпендикулярна направлению нагнетания массы в литейную форму и, в частности, в рабочую полость первой части сердечника. При нагнетании массы в литейную форму стержень опирается на ту поверхность, которая располагается противоположно потоку истечения массы и обеспечивает эффективное фиксирование стержня в нужном положении.
Когда стержень имеет U- или С-образное сечение, боковые поверхности могут располагаться по существу перпендикулярно направлению нагнетания массы в литейную форму, так чтобы при нагнетании массы в литейную форму стержень опирался на эти поверхности, которые находятся противоположно потоку истечения массы и обеспечивают эффективное фиксирование стержня в положении.
Узел или каждый узел может быть образован единой деталью с литейной формой или быть насажен или закреплен на этой форме.
Оснастка может также содержать подкладочную форму, содержащую также опорные средства срединной части стержня или каждого стержня.
Преимущественно, оснастка согласно изобретению содержит подкладочную форму, содержащую средства блокирования стержня или каждого стержня в пазу соответствующего узла, причем эти средства блокирования содержат, по меньшей мере, один клин, образованный в виде выступа в рабочей полости подкладочной формы и содержащий на вершине палец для введения в верхнюю часть паза и/или опоры на часть стержня, находящуюся в этом пазу.
В положении сборки литейной формы и подкладочной формы клин или каждый клин предназначен для его размещения напротив соответствующего узла, чтобы препятствовать стержню выходить из паза узла, в частности, когда нагнетаемая в оснастку масса воздействует на стержень усилием, стремящимся вывести его из паза (например, усилием, направленным снизу вверх). При этом стержень фиксируется в положении посредством узла и клина, которые препятствуют любому движению стержня в плоскости, перпендикулярной его продольной оси, и ограничивают, таким образом, риски поломки.
Клин или каждый клин содержит предпочтительно средства для опоры и позиционирования на вершине соответствующего узла.
Подкладочная форма может содержать число клиньев, меньше числа узлов литейной формы, так что лишь некоторые из узлов литейной формы связаны с клиньями подкладочной формы.
Опорные средства могут содержать, по меньшей мере, три или четыре выступающих узла. Подкладочная форма может содержать один единственный клин, предназначенный в положении сборки взаимодействовать с узлом литейной формы, распложенный со стороны задней кромки выполняемого сердечника.
Настоящее изобретение касается также способа изготовления литейного сердечника с помощью оснастки, такой как описанная выше, содержащего этапы нагнетания в оснастку массы, содержащей керамические наполнители, отверждение и извлечение сердечника, отличающегося тем, что он содержит дополнительный этап, заключающийся, после извлечения сердечника, в заполнении выемки или выемок сердечника, определяемых опорными средствами оснастки, например, керамическим материалом.
Сердечник, выполненный с помощью оснастки по изобретению, имеет, по меньшей мере, одно небольшое углубление или выемку в своей первой части, предназначенной для определения ванны лопатки, из-за наличия опорных средств в литейной форме. Просто, эта выемка заполняется материалом, близким к материалу сердечника.
Изобретение будет лучше понято, а прочие его признаки, детали и преимущества будут более четко выявлены при чтении нижеследующего описания, приведенного в качестве неограничивающего примера и со ссылкой на прилагаемые рисунки, на которых:
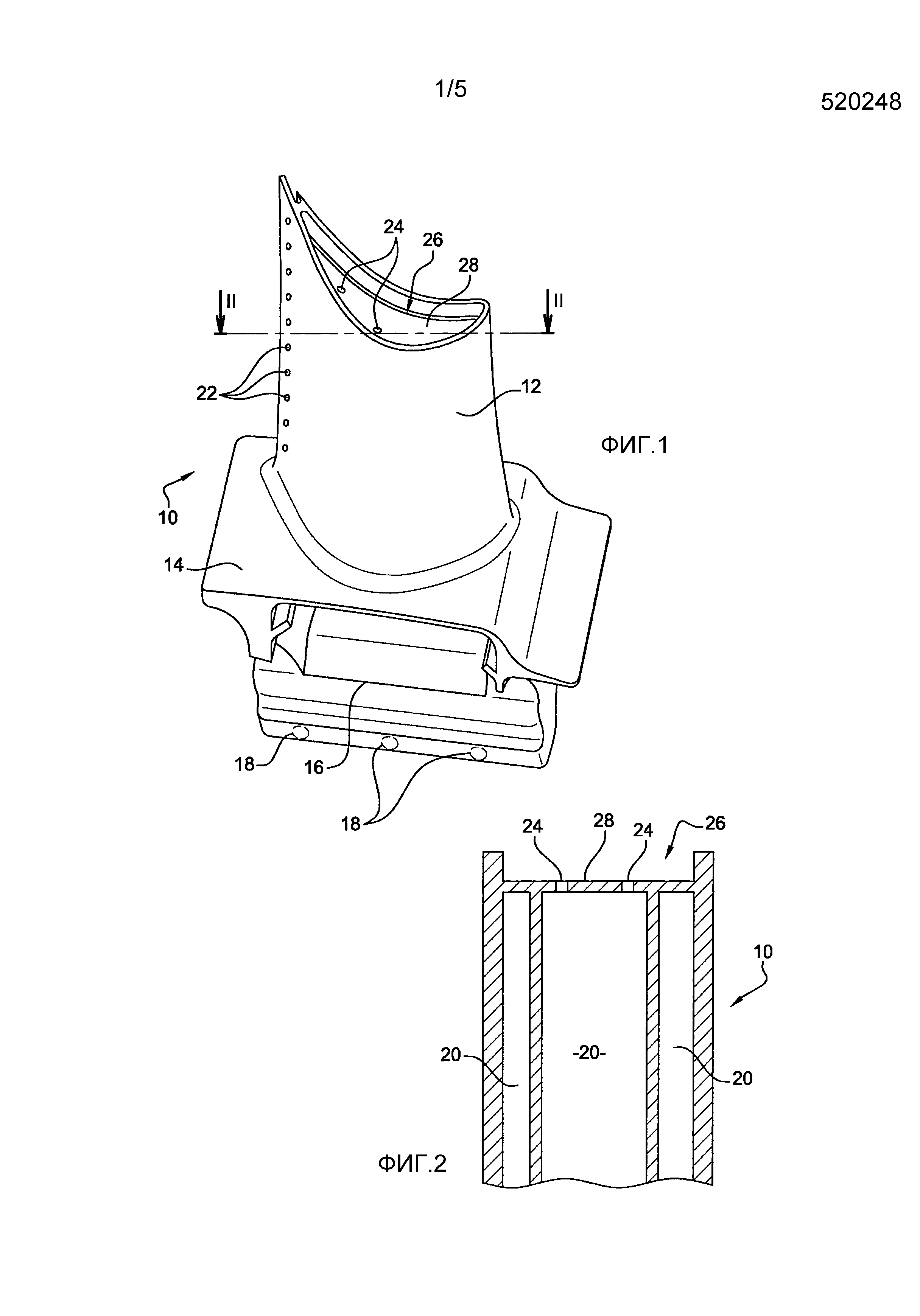
- Фиг. 1 является схематическим чертежом общего вида роторной лопатки турбомашины;
- фиг. 2 является схематическим видом в разрезе по линии II-II фиг. 1 и представляет собой контур охлаждения лопатки;
- фиг. 3 является очень схематическим видом литейного сердечника для выполнения лопатки турбомашины;
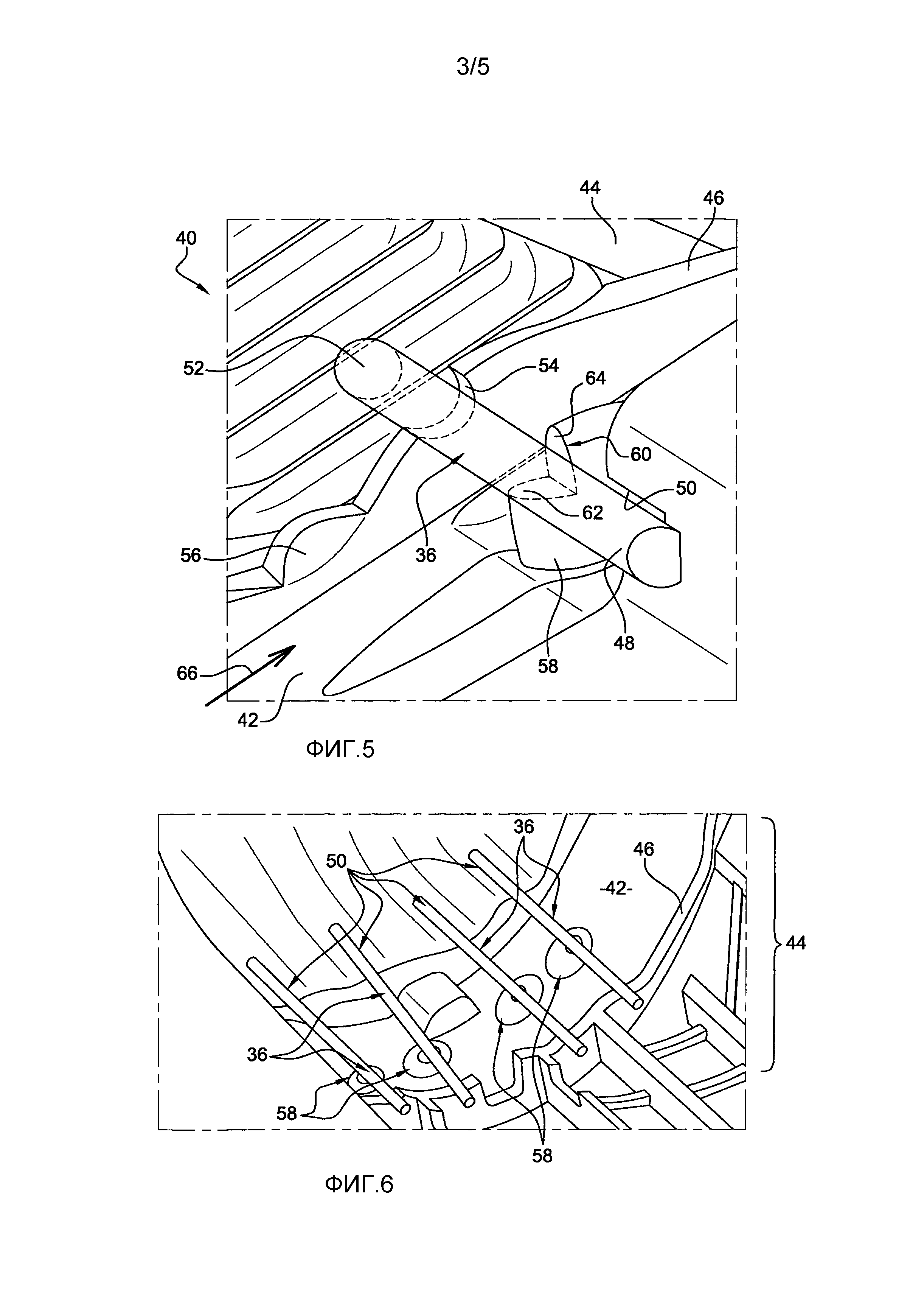
- фиг. 4 и 5 являются схематическими частичным и общим видами оснастки по изобретению для изготовления посредством формования литейного сердечника, причем эта оснастка несет один керамический стержень сердечника; и
- фиг. 6 является схематическим частичным и общим видом другой оснастки по изобретению для изготовления посредством формования литейного сердечника, причем эта оснастка несет четыре керамических стержня сердечника;
- фиг. 7 является видом, аналогичным виду фиг. 5, и представляет собой оснастку по изобретению для изготовления посредством формования литейного сердечника;
- фиг. 8 является очень схематическим общим видом опорных узлов стержней в оснастке по изобретению и содержит также схематический вид в поперечном разрезе сердечника, изготавливаемого в этой оснастке;
- фиг. 9 является видом в большем масштабе части фиг. 8 и показывает также клин подкладочной формы оснастки; и
- фиг. 10 является видом в разрезе по линии Х-Х фиг. 9.
Обращаются вначале к фиг. 1, представляющей собой роторную лопатку 10 компрессора или турбины турбомашины, причем эта роторная лопатка содержит лопасть 12, соединенную через площадку 14 с ножкой 16.
Лопатка 10 содержит внутренний контур охлаждения, который частично виден на фиг. 2, причем воздух в этот контур подается через отверстия 18 ножки 16 лопатки. Эти отверстия выходят во внутренние полости 20 лопатки, в которых циркулирует охлаждающий воздух лопатки. Этот воздух выталкивается затем через отверстия 22 задней кромки пера 12 лопатки и отверстия 24 вершины пера лопатки.
Отверстия 24 вершины пера лопатки выходят в ванну 26, образованную углублением на вершине пера 12 и отделенную от внутренних полостей 20 донной стенкой 28 ванны, в которой образованы названные отверстия 24.
Контур охлаждения лопатки 10 получается в литейном производстве посредством сердечника, который устанавливается в керамической оболочковой форме, в которую заливается расплавленный металлический сплав. После отверждения и извлечения лопатки сердечник удаляется, например, посредством химического травления.
На фиг. 3 представлен очень схематически сердечник 30 такого типа, причем этот сердечник 30 содержит одну первую часть 32, предназначенную для образования ванны 26 лопатки, другие части 34, предназначенные соответственно для образования внутренних полостей 20 лопатки, и керамические стрежни 36, соединяющие каждый первую часть 32 с какой-нибудь из других частей 34.
Первая часть 32 сердечника 30 имеет форму и размеры, дополняющие форму и размеры образуемой ванны 26, а другие части 34 имеют также форму и размеры, дополняющие форму и размеры образуемых полостей 20.
Керамические стержни 36 обеспечивают две функции: механическую связь между различными частями сердечника 30 и фиксирование этих частей в заданных положениях и с заданными промежутками. Как видно из фиг. 3, первая часть 32 сердечника отделена от других частей 34 промежутком 38, толщина которого зависит от длины частей стержней 36, лежащих между первой частью и другими частями сердечника.
При заливке расплавленного сплава в керамическую оболочковую литейную форму некоторая часть этого сплава предназначается для проникновения в пространство 38 сердечника 30 для образования донной стенки 28 ванны, толщина которой определяется толщиной промежутка 38.
Керамические стержни 36 сердечника 30 предназначены для образования отверстий 24 стенки 28, которые обеспечивают сообщение по текучей среде между ванной 26 и внутренними полостями 20 лопатки. Диаметр этих отверстий 24 зависит, в частности, от диаметра керамических стержней 36 сердечника 30.
Эти керамические стержни 36 устанавливаются в литейной форме оснастки для изготовления сердечника перед нагнетанием массы в эту форму. В предшествующем уровне техники литейная форма содержит одну первую рабочую полость первой части 32 и одну вторую рабочую полость других частей 34 сердечника 30, причем эти рабочие полости отделены друг от друга стенкой, которая предназначена для образования названного пространства 38 сердечника.
Керамические стержни 36 устанавливаются в литейной форме так, что они полностью пересекают первую рабочую полость, причем одна концевая часть каждого стержня заделывается в выемку литейной формы, а противолежащая концевая часть стержня лежит во второй рабочей полости литейной формы и опирается на названную стенку литейной формы.
Как объяснено выше, было отмечено, что керамические стержни 36, в частности, стержни малого диаметра (например, порядка 0,6 мм) имеют тенденцию ломаться при нагнетании массы в литейную форму, что приводит к отбраковке сердечника.
Настоящее изобретение дает решение этой проблемы, благодаря опорным средствам срединных частей керамических стержней, установленных в литейной форме оснастки.
На фиг. 4 и 5 представлен способ осуществления оснастки согласно изобретению, причем эта оснастка содержит литейную форму 40, содержащую одну первую рабочую полость 42 первой части 32 сердечника 30, и одну вторую рабочую полость 44 других частей 34 сердечника, причем эти рабочие полости 42, 44 отделены друг от друга стенкой 46, предназначенной для образования, по меньшей мере, части названного пространства 38 сердечника.
Единственный керамический стержень 36 представлен на фиг. 4 и 5, причем этот стержень содержит одну концевую часть 48, встроенную в выемку 50 литейной формы, и одну противолежащую концевую часть 52, лежащую во второй рабочей полости 44 литейной формы и опирающуюся на стенку 46 литейной формы.
Стенка 46 литейной формы содержит паз 54 U- или С-образного сечения, в значительной степени дополняющий паз части стержня 36, которая является почти цилиндрической в представленном примере. Выемка 50 литейной формы 40 также имеет форму, в значительной степени дополняющую форму стержня 36. Это препятствует тому, чтобы масса проходила между стержнем 36 и стенками паза 50 при ее нагнетании в литейную форму 40.
Оснастка согласно изобретению может содержать подкладочную форму, не изображенную, которая также содержит одну первую рабочую полость первой части 32 сердечника 30 и одну вторую рабочую полость других частей 34 сердечника, причем эти рабочие полости отделены друг от друга стенкой, предназначенной для образования части названного пространства 38 сердечника. Эта стенка подкладочной формы имеет свободный край, форма которого дополняет форму свободного края стенки 46 литейной формы, так чтобы эти стенки находились на одной линии друг с другом и встраивались друг в друга при сборке оснастки. Как видно из фиг. 5, стенка 46 может содержать выступающие средства 56, предназначенные для взаимодействия за счет связи форм со средствами, дополняющими стенку подкладочной формы, для обеспечения точного положения стенок при сборке.
Как видно из фиг. 4 и 5, срединная часть стержня 36 проходит через первую рабочую полость 42 литейной формы 40. По изобретению, опорные средства 58 предусмотрены в этой рабочей полости 42 для опоры срединной части стержня 36 и ее фиксирования с целью ограничения ее деформаций при нагнетании массы в литейную форму.
В представленном примере опорные средства стержня содержат выступающий узел 58 на дне первой рабочей полости 42 литейной формы, причем этот узел размещается по существу на половине расстояния между выемкой 50 и пазом 54 литейной формы.
Этот узел 58 может быть насажен и закреплен на литейной форме 40, как в представленном примере, или же образован единой деталью с литейной формой. Он может быть выполнен из того же материала, что и литейная форма, т.е. из металлического сплава.
Узел 58 имеет здесь полуовальную форму и имеет на вершине сборочный паз 60 стержня 36. Как видно из фиг. 5, этот паз имеет в сечении L-образную форму и содержит две плоские секущие поверхности 62, 64, которые располагаются по существу параллельно продольной оси стержня 36, когда этот последний устанавливается в литейной форме. Эти поверхности 62, 64 образуют угол порядка 90 градусов.
Керамический стержень 36 предназначен для опоры на эти поверхности 62, 64 по опорным линиям, почти параллельным оси стержня.
Масса нагнетается в литейную форму и предназначается для прохождения в первую рабочую полость 42 литейной формы по направлению, указанному стрелкой 66. Поверхность 64 паза 60 почти перпендикулярна этому направлению, что позволяет эффективно удерживать стержень 36 в положении, когда масса течет вокруг стержня, и ограничивать его деформации.
На фиг. 6 представлен другой способ осуществления изобретения, при котором литейная форма оснастки включает в себя опорные средства 58 четырех керамических стержней 36, причем эти опорные средства аналогичны описанным выше опорным средствам и являются независимыми и располагаются на расстоянии друг от друга.
После изготовления стержень 30 содержит в первой части 32 столько выемок, сколько опорных средств, присутствующих в литейной форме для изготовления этого сердечника. В случае фиг. 4 и 5 сердечник будет содержать одну выемку, а в случае фиг. 6 сердечник будет содержать четыре выемки. Эти выемки имеют формы, дополняющие формы опорных средств. Настоящее изобретение предлагает способ, включающий первый этап, при котором эти выемки заполняются керамическим заделочным материалом, состав которого предпочтительно близок к составу материала сердечника.
Как указывалось ранее, нагнетаемая в литейную форму масса по рис. 5 может оказывать усилие на стержень 36 в направлении, противоположном направлению стрелки 66. Из-за формы паза 60 узла 58 стержень не поддерживается узлом со стороны, противоположной поверхности 64, и может двигаться, даже сломаться под воздействием усилия со стороны массы.
Описываемые ниже способы осуществления устраняют такое неудобство, благодаря опорному узлу, паз которого, предназначенный для приема стержня, имеет сечение U- или С-образной формы.
На фиг. 7 представлен первый способ осуществления, при котором уже описанные выше элементы имеют те же обозначения.
Узел 58 отличается от изображенного на фиг. 5 тем, что паз 60´ содержит две боковые поверхности 64, 65, которые почти параллельны друг другу и оси стержня 36 и нижние концы которых соединены между собой поверхностью 62 дна паза.
В изображенном на фиг. 7 положении сборки стержень 36 предназначается для опоры на поверхности 62, 64 и 65. Однако из-за припусков на обработку деталей может существовать зазор в несколько десятых или сотых миллиметров между стержнем и поверхностями 62, 64 и 65.
Таким образом, стержень 36 поддерживается с каждой стороны узла 58 и фиксируется, даже если нагнетаемая в оснастку масса оказывает на стержень боковые усилия по обеим сторонам стержня (стрелки 66 и 66´).
На фиг. 8-10 представлен вариант осуществления изобретения, при котором оснастка содержит четыре стержня 36, срединные части которых опираются на узлы, содержащие пазы 60´, имеющие сечение U- или С-образной формы, для размещения стержней.
В представленном примере боковые поверхности 64, 65 паза 60´ каждого узла 58 соединены посредством закругленных выпуклых краев 70 с верхними поверхностями 72 узла (фиг. 9 и 10). Поверхности 64, 65 в данном случае несколько наклонены друг относительно друга, причем эти поверхности более удалены друг от друга на своих верхних концах, чем на нижних концах.
Подкладочная форма (не изображенная) оснастки содержит клин 74, образованный в виде выступа в рабочей полости литейной формы и предназначенный в положении сборки быть напротив одного из узлов 58 литейной формы 40.
Этот клин 74 имеет удлиненную форму, вершина которой содержит палец 76, предназначенный для введения в верхнюю часть паза 60´ узла 58 и для опоры на срединную часть стержня 36.
Как видно из фиг. 10, вершина клина 74 имеет форму, почти дополняющую вершину узла 58, и опирается на названные верхние поверхности 72 этого узла.
Сечение 78 формуемого сердечника схематически представлено на фиг. 8-10. Клин 74 подкладочной формы взаимодействует с узлом 58 литейной формы, расположенным со стороны задней кромки сердечника. Клин 74 препятствует стержню 36, опирающемуся на этот узел 58, перемещаться и выходить из паза этого узла, так как было отмечено, что нагнетаемая в оснастку масса может действовать на этот стержень усилием, направленным снизу вверх и способным вывести стержень из паза узла. Нагнетаемая в оснастку масса не оказывает такого воздействия на стержни 36, опирающиеся на другие узлы 58, которые могут не соединяться с клиньями 74 подкладочной формы.
Как видно из чертежей, узлы 58 имеют предпочтительно закругленные наружные профили, так чтобы обеспечить функцию отклонения и амортизации воздействия потока массы, которому подвергаются стержни 36.
Реферат
Изобретение относится к литейному производству и касается изготовления литейного сердечника для выполнения контура охлаждения лопатки турбомашины. Оснастка для изготовления сердечника содержит литейную форму (40) для нагнетания керамической массы, в которой выполнены рабочие полости (42, 44) одной первой части и по меньшей мере одной другой части сердечника, и средства (50, 54) для опоры и заделки концевых частей керамического стержня, который связывает упомянутые части сердечника и проходит через рабочую полость первой части сердечника. В рабочей полости первой части сердечника оснастка содержит средства (58) опоры средней части стержня. Обеспечивается предотвращение поломки стержней при нагнетании керамической массы в форму. 2 н. и 17 з. п.ф-лы, 10 ил.
Комментарии